JP7518344B2 - チタン合金棒材及びその製造方法 - Google Patents
チタン合金棒材及びその製造方法 Download PDFInfo
- Publication number
- JP7518344B2 JP7518344B2 JP2020071038A JP2020071038A JP7518344B2 JP 7518344 B2 JP7518344 B2 JP 7518344B2 JP 2020071038 A JP2020071038 A JP 2020071038A JP 2020071038 A JP2020071038 A JP 2020071038A JP 7518344 B2 JP7518344 B2 JP 7518344B2
- Authority
- JP
- Japan
- Prior art keywords
- titanium alloy
- forging
- less
- grains
- longitudinal direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Forging (AREA)
Description
具体的に言えば、素材が細長く加工され、一方向に強い応力が付与され、高負荷状態が継続する用途、一例として、航空機ジェットエンジン部品であるファンブレードに最適なチタン合金棒材を工業的に安定生産できる。また、ここで言うDwell疲労の対象となる降伏応力に近い応力が作用する高負荷とは、(使用温度での)降伏応力の70%以上を意味する。また、その状態の継続とは、前記の高負荷が3s以上継続して作用するものを意味するものとする。
化学成分が、Al:5.50~6.75質量%、V:3.5~4.5質量%、Fe:0.05~0.40質量%、O:0.05~0.25質量%を含有し、残部がTiおよび不純物からなり、
隣接するα粒のc軸間の方位差が20゜以下であるα粒の集合体をマイクロテクスチャとした場合、
前記マイクロテクスチャの最大円相当径が100μm以下であり、
前記マイクロテクスチャのうち、円相当径20~100μmのマイクロテクスチャの最大アスペクト比が3.0超であり、
前記チタン合金棒材の長手方向に平行な断面において、前記マイクロテクスチャの面積率が10.0%以下であり、前記α粒の面積率が30%以上であり、かつ前記α粒の平均円相当直径が20μm以下である、チタン合金棒材。
[2] α+β型チタン合金からなるチタン合金棒材であり、
化学成分が、Al:5.50~6.50質量%、Sn:1.75~2.25質量%、Zr:3.5~4.5質量%、Mo:1.8~2.2質量%、Fe:0.02~0.25質量%、O:0.02~0.15質量%を含有し、残部がTiおよび不純物からなり、
隣接するα粒のc軸間の方位差が20゜以下であるα粒の集合体をマイクロテクスチャとした場合、
前記マイクロテクスチャの最大円相当径が100μm以下であり、
前記マイクロテクスチャのうち、円相当径20~100μmのマイクロテクスチャの最大アスペクト比が3.0超であり、
前記チタン合金棒材の長手方向に平行な断面において、前記マイクロテクスチャの面積率が10.0%以下であり、前記α粒の面積率が30%以上であり、かつ前記α粒の平均円相当直径が20μm以下である、チタン合金棒材。
[3] チタン合金鋳塊をβ単相域の温度に加熱し、総断面減少率が25%以上となる鍛造を行った後に冷却する第1の工程と、
α+β二相域の温度に加熱し、総断面減少率が80%以上となる鍛造を行い、その後、300℃以下まで冷却する第2の工程と、
α+β二相域の温度であって前記第2の工程の加熱温度以下の温度に加熱し、工程前後での断面減少率が35%以上となる複数回の鍛造を行い、その後、300℃以下まで冷却する第3の工程と、をこの順に行い、
前記第2の工程における鍛造は、前記チタン合金鋳塊の長手方向と直交する方向から一対の金敷による圧下を加えることで前記チタン合金鋳塊を長手向に伸ばす鍛伸加工とし、
前記第3の工程における前記鍛造は、前記チタン合金鋳塊を長手方向に送りつつ金敷によって長手圧下する加工であって、1回当たりの圧下量ΔHが5%以下、かつひずみ速度が1×10-1s-1以下となるように圧下する鍛造であり、
前記第2の工程において、鍛造を、前記チタン合金鋳塊を長手方向に沿って複数回繰り返し行ってから、前記チタン合金鋳塊を長手周りに回転させて前記チタン合金鋳塊に対する圧下方向を変更する、
ことを特徴とする[1]または[2]に記載のチタン合金棒材の製造方法。
[4] 前記第1の工程において、鍛造を、前記チタン合金鋳塊を長手方向に沿って複数回繰り返し行ってから、前記チタン合金鋳塊を長手周りに回転させて前記チタン合金鋳塊に対する圧下方向を変更する、[3]に記載のチタン合金棒材の製造方法。
[5] 前記第3の工程において、鍛造を、前記チタン合金鋳塊を長手方向に沿って複数回繰り返し行ってから、前記チタン合金鋳塊を長手周りに回転させて前記チタン合金鋳塊に対する圧下方向を変更する、[3]または[4]に記載のチタン合金棒材の製造方法。
[6] 前記第1の工程と前記第2の工程との間に、前記チタン合金鋳塊をβ単相域の温度に加熱した後に急冷する熱処理工程を有することを特徴とする、[3]乃至[5]の何れか一項に記載のチタン合金棒材の製造方法。
本実施形態のチタン合金棒材は、例えば、25℃においてα相を主相としβ相を第2相とする金属組織を有するものがよい。すなわち、AMS4928で規定される成分で形成されていてもよい。つまり、Al:5.50~6.75質量%、V:3.5~4.5質量%、Fe:0.05~0.40質量%、O:0.05~0.25質量%を含有し、残部がTiおよび不純物であってもよい。不純物としては、例えば、N:0.08質量%以下、C:0.08質量%以下、H:0.015質量%以下を含有してもよい。
本実施形態のチタン合金棒材では、マイクロテクスチャを微細化し、かつ、その存在割合を低減させることがDwell疲労を改善するために有効であることを見出したものである。
本実施形態のチタン合金棒材は、所定の化学成分を有する上記チタン合金鋳塊を、β単相域の温度に加熱し、総断面減少率が25%以上となる鍛造を行った後に冷却する第1の工程と、α+β二相域の温度に加熱し、総断面減少率が80%以上となる鍛造を行い、その後、300℃以下まで冷却する第2の工程と、α+β二相域の温度であって第2の工程の加熱温度以下の温度に加熱し、第3の工程の前後での断面減少率が35%以上となる複数回の鍛造を行い、その後、300℃以下まで冷却する第3の工程と、をこの順に行う。ここで、第2の工程における鍛造は、チタン合金鋳塊の長手方向と直交する方向から一対の金敷による圧下を加えることでチタン合金鋳塊を長手向に伸ばす鍛伸加工とする。また、第3の工程における鍛造は、チタン合金鋳塊を長手方向に送りつつ金敷によって長手圧下する加工であって、1回当たりの圧下量ΔHが5%以下、かつひずみ速度が1×10-1s-1以下となるように圧下する鍛造であり、この鍛造をチタン合金鋳塊を長手方向に沿って複数回繰り返し行ってから、チタン合金鋳塊を長手方向周りに回転させて前記チタン合金鋳塊に対する圧下方向を変更する。
また、本実施形態では、第1の工程と第2の工程との間に、チタン合金鋳塊をβ単相域の温度に加熱した後に急冷する熱処理工程を行ってもよい。
以下、各工程について詳細に説明する。
第1の工程では、鍛造素材としてα+β型の化学成分を有するチタン合金鋳塊を用いる。チタン合金鋳塊をβ単相域の温度に加熱し、鍛造した後に冷却することで、鋳造組織を細粒化し、さらに結晶粒の粗大化を抑制する。β単相域の加熱は、加熱炉内の温度をβ変態点温度(Tβ)℃に対して、(Tβ)℃以上とすることが好ましく、(Tβ+50)℃以上、(Tβ+200)℃以下とすることがより好ましい。加熱炉内の温度が(Tβ+50)℃以上であると、加熱炉内に温度が不均一な部分があったり、チタン合金鋳塊が大きいものであったりしても、鋳塊全体が(Tβ)℃以上に加熱されるため好ましい。また、加熱炉内の温度が(Tβ+200)℃以下であると、チタン合金鋳塊の表層の酸化が抑制されるとともに、チタン合金鋳塊中の金属組織の粗大化が抑制されるため、高品質のチタン合金棒材が得られる。鋳造組織を細粒化し、さらに結晶粒の粗大化を抑制するため、第1の工程における総断面減少率を25%以上(鍛錬比1.5)とすることが好ましい。
次に、第2の工程では、第1の工程を終えたチタン合金鋳塊をα+β二相域の温度に加熱し、鍛造した後に冷却する。加熱は、加熱炉内の温度をβ変態点温度(Tβ)℃に対して、(Tβ-70)℃以上、(Tβ)℃未満とすることが好ましい。加熱温度が(Tβ-70)℃以上であると、熱間加工を施す際の鍛造素材の変形抵抗が大きくなりすぎることを防止でき、容易に効率よく熱間加工を行うことができる。また、加熱炉内の温度が(Tβ)℃未満であると、鍛造素材の金属組織中にα結晶粒が十分に析出するため、粒成長が抑制されるとともに、α+β二相温度域で熱間加工を施すことによる効果が十分に得られる。
次に、第3の工程では、α+β二相域の温度であって第2の工程の加熱温度以下の温度に加熱し、総断面減少率が35%以上になるまで鍛造を行う。第3の工程において、チタン合金ビレットを加熱する加熱炉内の温度は、(Tβ-100)℃以上、第2の工程の加熱温度以下とすることが好ましい。加工発熱による温度上昇を加味すると、加熱温度の上限はβ変態点温度より20℃低い温度未満(Tβ-20)℃未満であることが好ましい。
また、本実施形態のチタン合金棒材の製造方法によれば、第1の工程、第2の工程及び第3の工程を順次行うことで、Dwell疲労特性に優れたチタン合金棒材を工業的に安定製造できる。
本実施形態のチタン合金棒材は、例えば、航空機エンジンのファンブレードの素材として好適に用いることができる。すなわち、本実施形態のチタン合金棒材に対して更に加工を施してファンブレードとすることで、Dwell疲労特性に優れたファンブレードとすることができる。
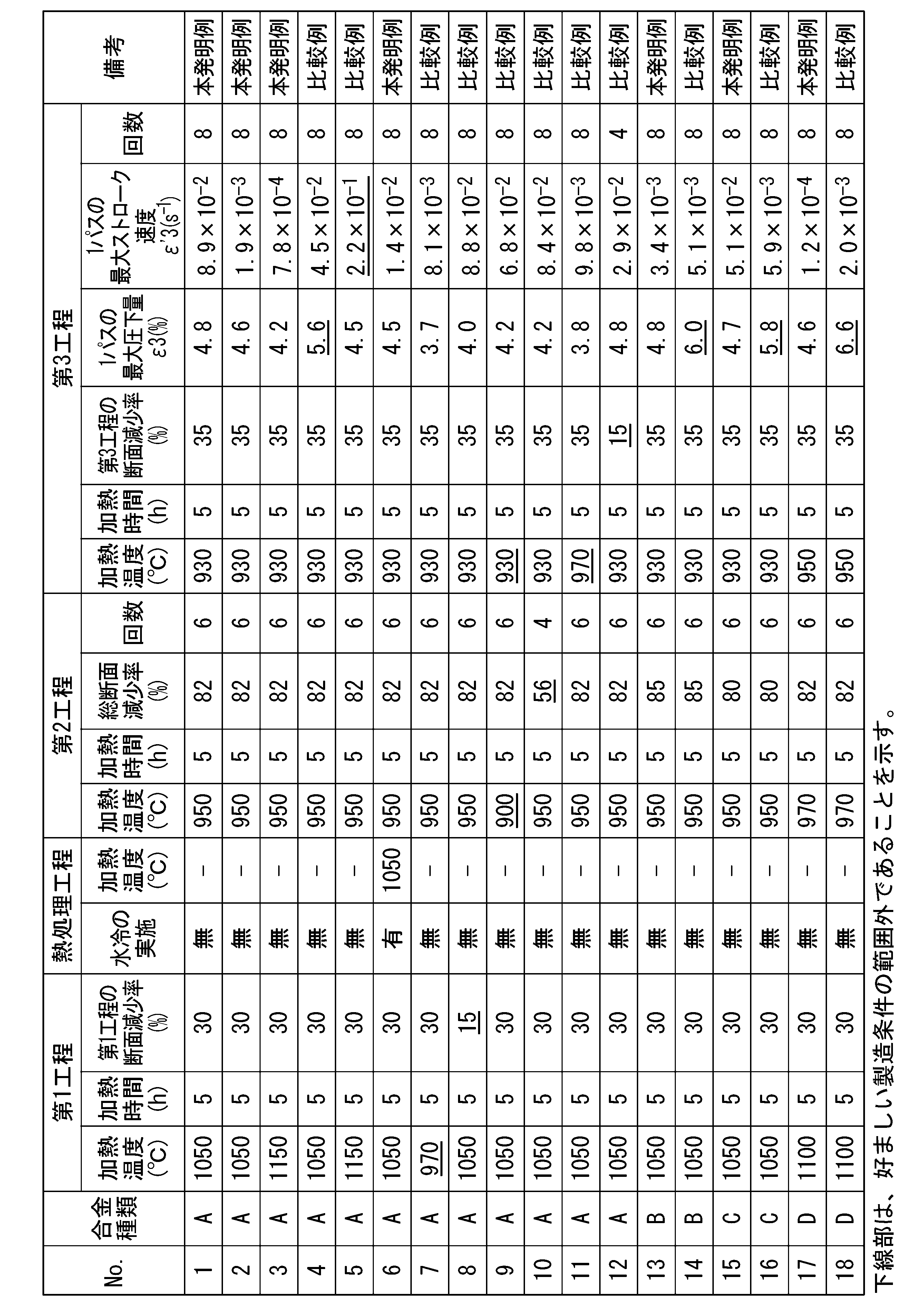
以下に示す方法によりチタン合金棒材を製造し、評価した。
溶解して得られた、表1に示す組成および形状を有するチタン合金鋳塊を、β変態温度以上に加熱した加熱炉内でβ単相温度域に加熱した後、加熱炉から取り出し、表2に示す断面減少率になるまで鍛造した。表1に示すチタン合金鋳塊のβ変態点温度は995℃~1000℃の範囲であった。なお、表1のチタン合金鋳塊の形状の欄において、例えば、「ψ750」は、断面形状が直径750mmの円形状であることを意味する。
また、No.6では、第1の工程後に熱処理工程を実施した。熱処理工程では、鍛造素材をβ単相域の温度に加熱後に急冷した。急冷は、鍛造素材の表面温度が300℃以下になるまで続けた。平均冷却速度は、1℃/s以上とした。また、急冷は、鍛造後5分以内に実施した。
第1の工程を終えたチタン合金鋳塊(鍛造素材)を、表2に示す加熱温度の加熱炉内で加熱した後、表2に示す断面減少率になるまで鍛造した。
第2の工程で得た鍛造素材を、表2に示す加熱温度の加熱炉内で加熱した後、加熱炉から取り出して鍛造した。鍛造は、表2に示す圧下量ならびにひずみ速度(最大ストローク速度)にて鍛造素材の外周面の一部である被加工部位を金敷によって圧下した後、鍛造素材を長手方向に所定の送り量だけ相対移動させ、金敷に新たな被加工部位を対向させ、この新たな被加工部位に対して圧下を行った。この動作を、鍛造素材の長手方向一端から他端に向けて順次行い、必要に応じて掴み替えを行い、鍛造素材全体に対して鍛造を行った。この間、鍛造素材は長手方向に沿って金敷に対して相対的に送り出すのみであり、長手中心に回転させることはしなかった。その後、表2に示す断面減少率になるまで、加熱炉での加熱と鍛造とを複数回繰り返して、断面形状が円形である鍛造素材を得た。また、鍛造を1回行う毎に鍛造素材を長手回りに回転させることで鍛造時の圧下方向を各回毎に変更させた。
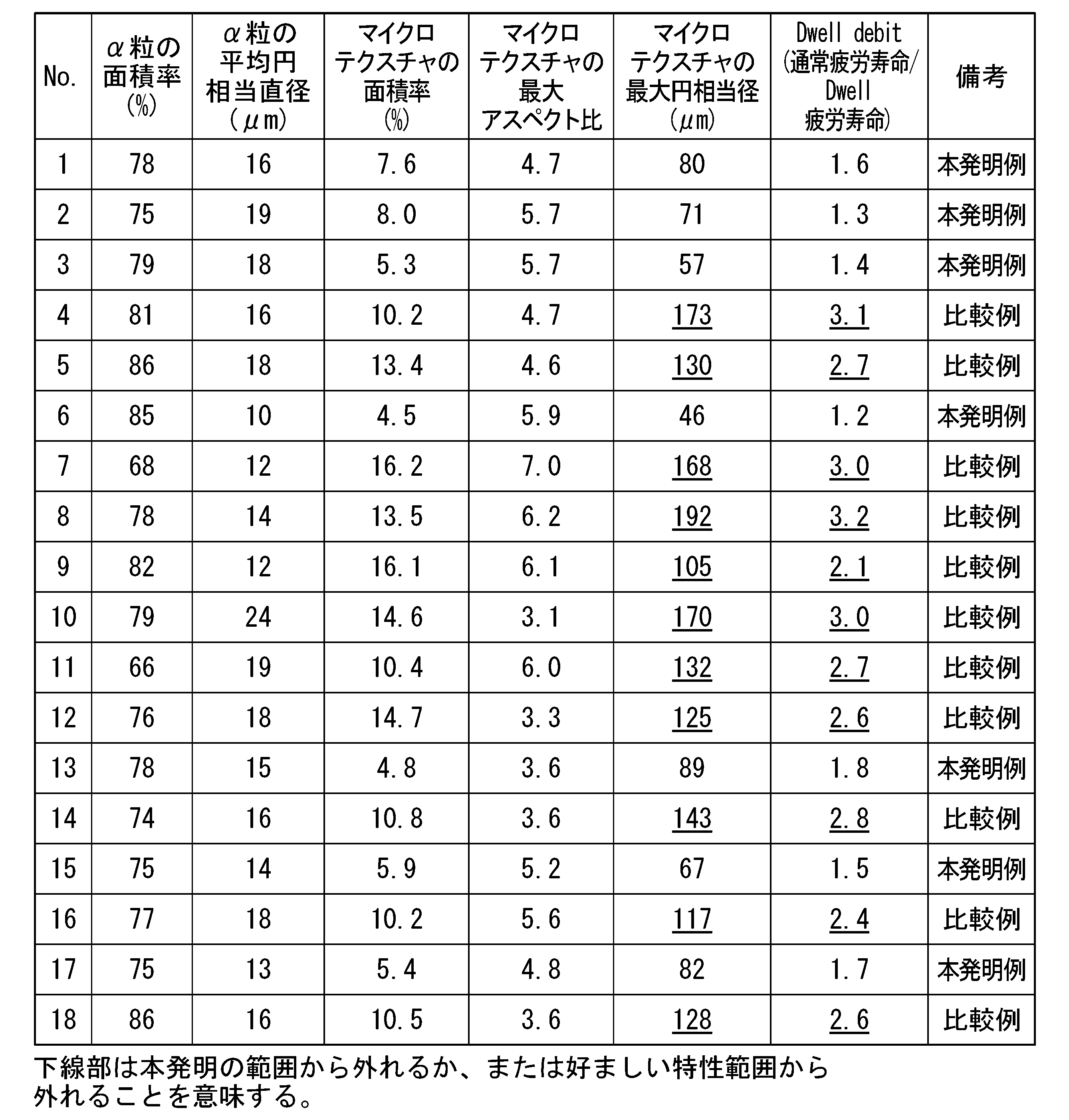
得られたチタン合金棒材の結晶組織の測定を、SEMに付属するEBSD装置を用いて測定した。
まず、チタン合金棒材の長手方向中心部より、長手方向断面を観察面とする試験片を採取した。観察面における測定箇所は、断面が半径rの円形の試料について、表面からr/2の深さの位置とした。次に、試験片の観察面の測定箇所における、縦3mm横3mmの矩形の領域を視野とし、測定間隔は2.0μm、加速電圧15kVで、EBSDを用いて測定した。
また、得られたチタン合金棒材のDwell疲労特性を測定した。
試験片として、チタン合金棒材の長手方向が長手方向となるように引張試験片と疲労試験片を採取した。
引張試験の測定条件は以下の通りとした。
ひずみ速度:8.3×10-5s-1。
疲労試験方法:軸力、片振り、応力比0.05。最大応力=同材料(同方向)の0.2%耐力の95%。
通常疲労:三角波、負荷1s、除荷1s。
Dwell疲労:台形波、負荷1s、保持120s、除荷1s。

Claims (6)
- α+β型チタン合金からなるチタン合金棒材であり、
化学成分が、Al:5.50~6.75質量%、V:3.5~4.5質量%、Fe:0.05~0.40質量%、O:0.05~0.25質量%を含有し、残部がTiおよび不純物からなり、
隣接するα粒のc軸間の方位差が20゜以下であるα粒の集合体をマイクロテクスチャとした場合、
前記マイクロテクスチャの最大円相当径が100μm以下であり、
前記マイクロテクスチャのうち、円相当径20~100μmのマイクロテクスチャの最大アスペクト比が3.0超であり、
前記チタン合金棒材の長手方向に平行な断面において、前記マイクロテクスチャの面積率が10.0%以下であり、前記α粒の面積率が30%以上であり、かつ前記α粒の平均円相当直径が20μm以下である、チタン合金棒材。 - α+β型チタン合金からなるチタン合金棒材であり、
化学成分が、Al:5.50~6.50質量%、Sn:1.75~2.25質量%、Zr:3.5~4.5質量%、Mo:1.8~2.2質量%、Fe:0.02~0.25質量%、O:0.02~0.15質量%を含有し、残部がTiおよび不純物からなり、
隣接するα粒のc軸間の方位差が20゜以下であるα粒の集合体をマイクロテクスチャとした場合、
前記マイクロテクスチャの最大円相当径が100μm以下であり、
前記マイクロテクスチャのうち、円相当径20~100μmのマイクロテクスチャの最大アスペクト比が3.0超であり、
前記チタン合金棒材の長手方向に平行な断面において、前記マイクロテクスチャの面積率が10.0%以下であり、前記α粒の面積率が30%以上であり、かつ前記α粒の平均円相当直径が20μm以下である、チタン合金棒材。 - チタン合金鋳塊をβ単相域の温度に加熱し、総断面減少率が25%以上となる鍛造を行った後に冷却する第1の工程と、
α+β二相域の温度に加熱し、総断面減少率が80%以上となる鍛造を行い、その後、300℃以下まで冷却する第2の工程と、
α+β二相域の温度であって前記第2の工程の加熱温度以下の温度に加熱し、工程前後での断面減少率が35%以上となる複数回の鍛造を行い、その後、300℃以下まで冷却する第3の工程と、をこの順に行い、
前記第2の工程における鍛造は、前記チタン合金鋳塊の長手方向と直交する方向から一対の金敷による圧下を加えることで前記チタン合金鋳塊を長手向に伸ばす鍛伸加工とし、
前記第3の工程における前記鍛造は、前記チタン合金鋳塊を長手方向に送りつつ金敷によって長手圧下する加工であって、1回当たりの圧下量ΔHが5%以下、かつひずみ速度が1×10-1s-1以下となるように圧下する鍛造であり、
前記第2の工程において、鍛造を、前記チタン合金鋳塊を長手方向に沿って複数回繰り返し行ってから、前記チタン合金鋳塊を長手周りに回転させて前記チタン合金鋳塊に対する圧下方向を変更する、
ことを特徴とする請求項1または請求項2に記載のチタン合金棒材の製造方法。 - 前記第1の工程において、鍛造を、前記チタン合金鋳塊を長手方向に沿って複数回繰り返し行ってから、前記チタン合金鋳塊を長手周りに回転させて前記チタン合金鋳塊に対する圧下方向を変更する、請求項3に記載のチタン合金棒材の製造方法。
- 前記第3の工程において、鍛造を、前記チタン合金鋳塊を長手方向に沿って複数回繰り返し行ってから、前記チタン合金鋳塊を長手周りに回転させて前記チタン合金鋳塊に対する圧下方向を変更する、請求項3または請求項4に記載のチタン合金棒材の製造方法。
- 前記第1の工程と前記第2の工程との間に、前記チタン合金鋳塊をβ単相域の温度に加熱した後に急冷する熱処理工程を有することを特徴とする、請求項3乃至請求項5の何れか一項に記載のチタン合金棒材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020071038A JP7518344B2 (ja) | 2020-04-10 | 2020-04-10 | チタン合金棒材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020071038A JP7518344B2 (ja) | 2020-04-10 | 2020-04-10 | チタン合金棒材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021167448A JP2021167448A (ja) | 2021-10-21 |
| JP7518344B2 true JP7518344B2 (ja) | 2024-07-18 |
Family
ID=78079919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020071038A Active JP7518344B2 (ja) | 2020-04-10 | 2020-04-10 | チタン合金棒材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7518344B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7726726B2 (ja) * | 2021-10-12 | 2025-08-20 | 株式会社三共 | 遊技機 |
| CN116079345A (zh) * | 2023-01-17 | 2023-05-09 | 中国科学院金属研究所 | 一种界面粗糙度控制与热等静压技术相结合制备内含夹杂钛合金棒材的方法及棒材 |
| CN115976441B (zh) * | 2023-03-03 | 2023-05-12 | 中南大学 | 一种tc18钛合金的热处理方法 |
| CN116397185A (zh) * | 2023-04-11 | 2023-07-07 | 桂林市锐锋医疗器械有限公司 | 提高双相钛合金超声疲劳性能的方法及双相钛合金超声刀 |
| CN117821804A (zh) * | 2024-01-09 | 2024-04-05 | 博瑞格(广东)医材科技有限公司 | 一种齿科托架用高强度钛合金、饼材及其制备方法和应用 |
| WO2025210742A1 (ja) * | 2024-04-02 | 2025-10-09 | 日本製鉄株式会社 | チタン材 |
| CN118996200B (zh) * | 2024-08-08 | 2025-03-21 | 沈阳中核舰航特材科技有限公司 | 一种医用超声刀用均质化钛合金棒材及其制备方法和应用 |
| CN120485564B (zh) * | 2025-07-15 | 2025-09-16 | 湖南湘投金天钛金属股份有限公司 | 一种高冲击韧性tc4eli合金板材及其制备方法 |
| CN120796753A (zh) * | 2025-07-31 | 2025-10-17 | 西部钛业有限责任公司 | 一种提高纯钛棒材强度的制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002070763A1 (fr) | 2001-02-28 | 2002-09-12 | Jfe Steel Corporation | Barre d'alliage de titane et procede de fabrication |
| JP2003073762A (ja) | 2001-09-05 | 2003-03-12 | Nkk Corp | 高靭性チタン合金材及びその製造方法 |
| JP2014065967A (ja) | 2011-12-19 | 2014-04-17 | Kobe Steel Ltd | チタン合金ビレット、チタン合金ビレットの製造方法、チタン合金鍛造材、チタン合金鍛造材の製造方法ならびに航空機部品の製造方法 |
| US20140261922A1 (en) | 2013-03-15 | 2014-09-18 | Ati Properties, Inc. | Thermomechanical processing of alpha-beta titanium alloys |
| JP2016199796A (ja) | 2015-04-13 | 2016-12-01 | 新日鐵住金株式会社 | チタン合金棒材およびその製造方法 |
| CN109234554A (zh) | 2018-09-30 | 2019-01-18 | 中国科学院金属研究所 | 一种高温钛合金棒材的制备方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03219060A (ja) * | 1990-01-22 | 1991-09-26 | Daido Steel Co Ltd | 微細粒チタン合金の製造法 |
-
2020
- 2020-04-10 JP JP2020071038A patent/JP7518344B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002070763A1 (fr) | 2001-02-28 | 2002-09-12 | Jfe Steel Corporation | Barre d'alliage de titane et procede de fabrication |
| JP2003073762A (ja) | 2001-09-05 | 2003-03-12 | Nkk Corp | 高靭性チタン合金材及びその製造方法 |
| JP2014065967A (ja) | 2011-12-19 | 2014-04-17 | Kobe Steel Ltd | チタン合金ビレット、チタン合金ビレットの製造方法、チタン合金鍛造材、チタン合金鍛造材の製造方法ならびに航空機部品の製造方法 |
| US20140261922A1 (en) | 2013-03-15 | 2014-09-18 | Ati Properties, Inc. | Thermomechanical processing of alpha-beta titanium alloys |
| JP2016199796A (ja) | 2015-04-13 | 2016-12-01 | 新日鐵住金株式会社 | チタン合金棒材およびその製造方法 |
| CN109234554A (zh) | 2018-09-30 | 2019-01-18 | 中国科学院金属研究所 | 一种高温钛合金棒材的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021167448A (ja) | 2021-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7518344B2 (ja) | チタン合金棒材及びその製造方法 | |
| JP7307313B2 (ja) | α+β型チタン合金棒材及びその製造方法 | |
| JP7307314B2 (ja) | α+β型チタン合金棒材及びその製造方法 | |
| CN104379785B (zh) | α+β型Ti合金及其制造方法 | |
| JP6540179B2 (ja) | 熱間加工チタン合金棒材およびその製造方法 | |
| CN112981174B (zh) | 一种高强高塑性钛合金丝材的制备方法 | |
| TWI506149B (zh) | 高強度鈦之製備 | |
| KR20210053322A (ko) | α+β형 티타늄 합금 선재 및 α+β형 티타늄 합금 선재의 제조 방법 | |
| JP7401760B2 (ja) | α+β型チタン合金棒材の製造方法 | |
| JP7307315B2 (ja) | α+β型チタン合金棒材及びその製造方法 | |
| JP2024518681A (ja) | 高強度ファスナを製造するための材料およびそれを製造するための方法 | |
| CN115595521A (zh) | 一种高组织均匀性Ti17钛合金大规格棒材锻造方法 | |
| EP3546606A1 (en) | Â+ß TITANIUM ALLOY EXTRUDED MATERIAL | |
| JP7485919B2 (ja) | チタン合金棒材及びその製造方法 | |
| JP7448777B2 (ja) | α+β型チタン合金棒材及びα+β型チタン合金棒材の製造方法 | |
| JP4715048B2 (ja) | チタン合金ファスナー材及びその製造方法 | |
| JP2017078216A (ja) | 耐熱性アルミニウム合金材の製造方法 | |
| JP2023092454A (ja) | チタン合金、チタン合金棒、チタン合金板及びエンジンバルブ | |
| JP7712543B2 (ja) | チタン合金板およびその製造方法 | |
| JP6673123B2 (ja) | α+β型チタン合金熱間押出形材およびその製造方法 | |
| Lu et al. | Mechanism of strength-plasticity synergy enhancement in forged-annealed TC11 titanium alloy via novel electroshock treatment | |
| Zeng et al. | Microstructure evolution and strengthening mechanisms of GH2132 bolts manufactured by electromagnetic induction heating-local forging | |
| CN119328037A (zh) | 一种有效消除难变形高温合金棒材边部混晶组织的锻造方法 | |
| CN112322930A (zh) | 一种低温超塑性钛合金板、棒材及制备方法 | |
| JPH02310348A (ja) | 組織の良好なα+β型チタン合金圧延棒および線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240617 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7518344 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |