JP7520667B2 - ステータ、モータ、およびコア体の製造方法 - Google Patents
ステータ、モータ、およびコア体の製造方法 Download PDFInfo
- Publication number
- JP7520667B2 JP7520667B2 JP2020162907A JP2020162907A JP7520667B2 JP 7520667 B2 JP7520667 B2 JP 7520667B2 JP 2020162907 A JP2020162907 A JP 2020162907A JP 2020162907 A JP2020162907 A JP 2020162907A JP 7520667 B2 JP7520667 B2 JP 7520667B2
- Authority
- JP
- Japan
- Prior art keywords
- central axis
- core
- covering
- flange portion
- radially
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 230000002093 peripheral effect Effects 0.000 claims description 45
- 239000012212 insulator Substances 0.000 claims description 44
- 239000011347 resin Substances 0.000 claims description 28
- 229920005989 resin Polymers 0.000 claims description 28
- 238000007789 sealing Methods 0.000 claims description 25
- 230000007423 decrease Effects 0.000 claims description 6
- 238000000034 method Methods 0.000 claims description 4
- 238000000576 coating method Methods 0.000 description 32
- 239000011248 coating agent Substances 0.000 description 31
- 238000000926 separation method Methods 0.000 description 15
- 238000007665 sagging Methods 0.000 description 13
- 230000007480 spreading Effects 0.000 description 10
- 238000000465 moulding Methods 0.000 description 8
- 238000005192 partition Methods 0.000 description 7
- 230000009467 reduction Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
Images








Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
、被覆部本体は、各突極部の内周側端面から径方向外側に所定距離以上離間する。従って、各被覆部を介して各突極部にコイル線を巻回したときにコイル線にかかる張力によって鍔部が付勢されて径方向内側に傾斜した場合でも、鍔部の中心軸線方向の両端を内周側端面よりも径方向外側に位置させることができる。よって、ステータの径方向内側にロータを配置したときに、ロータと、コイル線を巻回したインシュレータとの干渉を防止或いは抑制できる。
鍔部の中心軸線方向の両端が内周側端面よりも径方向外側に位置させることができることを確認した。
るための内壁面部分は、コアの中心軸線と平行で、各突極部の内周側端面から径方向外側に所定距離以上離間する。従って、コア体が製造されたときに、インシュレータの各被覆部は、コアの各突極部の内周側端面から径方向外側に所定距離以上離間する位置で、各突極部を覆う。従って、各被覆部を介して各突極部にコイル線を巻回したときに、コイル線にかかる張力によって鍔部が付勢されて径方向内側に傾斜した場合でも、鍔部の中心軸線方向の両端がコアの内周側端面よりも径方向外側に位置させることができる。
図1は、モータの斜視図である。図2は、図1のA-A線断面図である。図3は、ステータの斜視図である。図4は、コア体の斜視図である。図5はコアの斜視図である。図6はインシュレータの斜視図である。図7は、図4のB-B線断面図である。
ロータ6は、回転軸5と、回転軸5を囲む円環状のマグネット7を備える。マグネット7は、周方向に分極着磁されている。
ステータ10は、マグネット7の径方向外側に位置するコア15と、コア15に密着す
る樹脂製のインシュレータ16と、備える。図2から図4に示すように、コア15とインシュレータ16とはコア体17を構成する。また、ステータ10は、図2、図3に示すように、インシュレータ16を介してコア15に巻回されたコイル線18と、インシュレータ16に固定されて第1方向X1に突出する3本の端子ピン19を備える。3本の端子ピン19には、コイル線18が接続されている。
、周方向の中央に、中心軸線方向Xに延びる第1溝43を備える。第2鍔部42において径方向内側を向く第2内側面42a、および第2被覆部分40の径方向内側の端面40aは、中心軸線Lを中心とする円弧の湾曲面である。第2内側面42aおよび端面40aは、周方向の中央に、中心軸線方向Xに延びる第2溝44を備える。コア体17を中心軸線方向Xから見た場合に、第1溝43および第2溝44は、コア15の溝24と重なる。
図1に示すように、ハウジング11は、ステータ10を覆う樹脂封止部材50と、樹脂封止部材50に第2方向X2から被せられた隔壁部材51と、を備える。樹脂封止部材50からは、各端子ピン19の先端側が第1方向X1に突出する。樹脂封止部材50は、ステータ10を樹脂でモールドすることによって形成される。
ベアリング軸受であり、付勢部材58は、コイルバネである。
ここで、被覆部本体35の径方向内側の端35aと突極部21の内周側端面15aとの間の離間距離O(設定距離)は、(1)コイル線18の巻回時におけるインシュレータ16の内径寸法の縮小、(2)コイル線18の巻回時におけるコア15の内径寸法の縮小、および、(3)板状コア14の成形時のダレに起因する寸法精度の低下を考慮して設定されている。

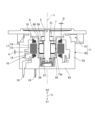
図8は、コア体17の製造方法の説明図である。本例では、コア体17は、インサート成形により製造される。すなわち、コア体17を製造する際には、金型65のキャビティに、環状部20および当該環状部20から径方向内側に延びる複数本の突極部21を有するコア15を配置して、キャビティに樹脂を充填する。これにより、各突極部21が貫通する被覆部本体35、および被覆部本体35の径方向内側の端部分から中心軸線方向Xの両側に突出する鍔部36を備える複数の被覆部31と、環状部20を被覆する環状被覆部30と、を有するインシュレータ16を、コア15と一体に形成する。ここで、図8に示すとおり、キャビティの内壁面66において、各被覆部本体35の径方向内側の端35a、および各鍔部36(第1鍔部41および第2鍔部42)の第1内側面41a、第2内側面42aを成形するための内壁面部分66aは、各突極部21の径方向内側の内周側端面15aからコア15の径方向外側に所定距離(離間距離O)以上離間する。内壁面部分66aは、コア15の中心軸線Lを中心とする円弧であり、外周側に突出する湾曲面である。また、内壁面部分66aは、中心軸線Lと平行に延びる。これにより、コア体17の製造時点において、被覆部31は、コア15の内周側端面15aから、所定距離(離間距離O)だけ、径方向外側に位置する。また、各鍔部36の第1内側面41a、第2内側面42aは、コア15の内周側端面15aから所定距離(離間距離O)だけ径方向外側において、コア15の中心軸線Lと平行に形成される。
本例において、コア15は積層された複数枚の板状コア14からなる。インシュレータ
16の被覆部本体35の径方向内側の端35aとコア15の突極部21の内周側端面15aとの間の離間距離Oは、0.05mm以上である。従って、各被覆部31を介して各突極部21にコイル線18を巻回したときにコイル線18にかかる張力によって被覆部31の鍔部36が径方向内側に傾斜した場合でも、各鍔部36の中心軸線方向Xの両端がコア15の内周側端面15aよりも内周側に突出することを防止できる。よって、本例のモータ1では、ステータ10の径方向内側に配置されたロータ6と、コイル線18が巻回されたインシュレータ16とが干渉することを防止できる。
鍔部36は、径方向外側を向く外側面(第1鍔部41の第1外側面41b、および第2鍔部42の第2外側面42b)の被覆部本体35の側の端部分に、被覆部本体35に向かって径方向内側に傾斜する外周面部分を備えてもよい。図9(a)は、鍔部36の外側面の形状を変更した変形例1のコア体17Aの説明図である。図9(b)は、鍔部36の外側面の形状を変更した変形例2のコア体17Bの説明図である。図9(a)、図9(b)では、第2鍔部42の断面を示す。なお、図示は省略するが、第1鍔部41は、第2鍔部42と同様の断面形状を備える。
部本体35に向かって径方向内側に傾斜する第2外周面部分42dを備える。第1外周面部分42c、および第2外周面部分42dは、テーパー面として設けられる。図9(b)に示す変形例2のコア体17Bでは、第2鍔部42は、径方向外側を向く第2外側面42bの全体が、被覆部本体35に向かって径方向内側に傾斜するテーパー面となっている。
本例において、コア15は、単一の部材としてもよい。この場合には、図7に示す場合と同様に、所定距離(離間距離O)は、0.05mmとする。すなわち、コア15が単一の部材である場合には、コア15の厚みは、同一形状のコア15を複数枚の板状コア14を積層して構成する場合の板状コア14の厚みと比較して、大きくなる。従って、コア15が単一の部材である場合には、板状コア14と比較して、コア15の内周側の端に発生するダレが大きくなる。ここで、本発明者等は、鋭意検討の結果、単一の部材からなるコア15のダレの大きさを考慮した場合に、所定距離(離間距離O)を0.5mmに設定すれば、コイル線18にかかる張力によって被覆部31の鍔部36が付勢されて径方向内側に傾斜した場合でも、鍔部36の中心軸線方向Xの両端が内周側端面15aよりも径方向外側に位置させることができることを確認した。
ビティの内壁面、66a…内壁面部分、L…中心軸線、X…中心軸線方向、H…板状コアの厚み寸法、O・O´…所定距離(離間距離)、D…コイル線の径寸法
Claims (9)
- 環状部、および前記環状部から径方向内側に延びる複数本の突極部を備えるコアと、
各突極部を当該突極部の軸線回りで覆う複数の被覆部を備える樹脂製のインシュレータと、
前記被覆部を介して各突極部に巻き回されたコイル線と、を有し、
各被覆部は、前記突極部が貫通する被覆部本体と、前記被覆部本体の前記径方向内側の端部分から前記コアの中心軸線に沿った中心軸線方向の両側に突出する鍔部と、を備え、
前記突極部の前記径方向内側の端面は、周方向の中心に、前記中心軸線方向に延びる溝を備え、
前記鍔部は、前記被覆部本体から前記中心軸線方向の一方に突出する第1鍔部と、前記被覆部本体から前記中心軸線方向の他方に突出する第2鍔部と、を備え、
前記第1鍔部の前記径方向内側を向く第1内側面は、周方向の中央に、前記中心軸線方向に延びる第1溝を備え、
前記第2鍔部の前記径方向内側を向く第2内側面は、周方向の中央に、前記中心軸線方向に延びる第2溝を備え、
前記コイル線は、前記鍔部の径方向外側に巻回され、
前記被覆部本体の前記径方向内側の端は、各突極部の前記径方向内側の内周側端面から前記径方向外側に所定距離以上離間し、
各鍔部の前記中心軸線方向の両端は、前記内周側端面よりも前記径方向外側に位置し、
前記鍔部は、前記鍔部の中心から周方向に離間するのに伴って前記中心軸線方向への突出量が小さくなるとともに、前記鍔部の径方向の幅が、前記径方向外側に向かって広がるように、前記鍔部の中心から周方向に沿って徐々に広がり、
前記中心軸線方向から見た場合に、前記第1溝および前記第2溝は、前記突極部の溝と重なることを特徴とするステータ。 - 前記コアは、前記中心軸線方向に積層された複数枚の板状コアからなり、
前記所定距離は、0.05mmであることを特徴とする請求項1に記載のステータ。 - 前記鍔部は、前記径方向外側を向く外側面が前記被覆部本体から離間するのに伴って前記径方向内側に傾斜することを特徴とする請求項2に記載のステータ。
- 前記コアは、前記中心軸線方向に積層された複数枚の板状コアからなり、
前記鍔部は、前記径方向外側を向く外側面の前記被覆部本体の側の端部分に、前記被覆部本体に向かって前記径方向内側に傾斜する外周面部分を備え、
前記所定距離は、一枚の前記板状コアの厚み寸法の10%であることを特徴とする請求項1に記載のステータ。 - 前記コアは、単一の部材であり、
前記所定距離は、0.05mmであることを特徴とする請求項1に記載のステータ。 - 前記被覆部本体の前記径方向内側の端と前記内周側端面とが径方向で離間する離間距離は、前記所定距離と前記コイル線の直径とを合計した合計寸法以下であることを特徴とする請求項2から5のうちのいずれか一項に記載のステータ。
- 請求項1から6のうちのいずれか一項に記載のステータと、
マグネットを備え、複数の前記突極部の前記径方向内側に配置されたロータと、
を有することを特徴とするモータ。 - 前記ロータの外周側で前記ステータを覆う樹脂封止部材を備え、
前記樹脂封止部材は、前記ロータの前記径方向外側で前記内周側端面および前記被覆部の前記径方向内側に位置する環状部分を備えることを特徴とする請求項7に記載のモータ。 - 金型のキャビティに、環状部および当該環状部から径方向内側に延びる複数本の突極部を有するコアを配置して前記キャビティに樹脂を充填し、各突極部が貫通する被覆部本体および当該被覆部本体の前記径方向内側の端部分から前記コアの中心軸線に沿った中心軸線方向の両側に突出する鍔部を備える複数の被覆部を有するインシュレータを前記コアと一体に形成するコア体の製造方法において、
前記突極部の前記径方向内側の端面は、周方向の中心に、前記中心軸線方向に延びる溝を備え、
前記鍔部は、前記被覆部本体から前記中心軸線方向の一方に突出する第1鍔部と、前記被覆部本体から前記中心軸線方向の他方に突出する第2鍔部と、を備え、
前記第1鍔部の前記径方向内側を向く第1内側面は、周方向の中央に、前記中心軸線方向に延びる第1溝を備え、
前記第2鍔部の前記径方向内側を向く第2内側面は、周方向の中央に、前記中心軸線方向に延びる第2溝を備え、
前記鍔部は、前記鍔部の中心から周方向に離間するのに伴って前記中心軸線方向への突出量が小さくなるとともに、前記鍔部の径方向の幅が、前記径方向外側に向かって広がるように、前記鍔部の中心から周方向に沿って徐々に広がり、
前記中心軸線方向から見た場合に、前記第1溝および前記第2溝は、前記突極部の溝と重なり、
前記キャビティの内壁面において、前記被覆部本体の前記径方向内側の端、および各被覆部本体の前記径方向内側の端に連続する各鍔部の内側面を成形するための内壁面部分は、各突極部の前記径方向内側の内周側端面から前記コアの径方向外側に所定距離以上離間し、前記中心軸線と平行に延びることを特徴とするコア体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020162907A JP7520667B2 (ja) | 2020-09-29 | 2020-09-29 | ステータ、モータ、およびコア体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020162907A JP7520667B2 (ja) | 2020-09-29 | 2020-09-29 | ステータ、モータ、およびコア体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022055465A JP2022055465A (ja) | 2022-04-08 |
| JP7520667B2 true JP7520667B2 (ja) | 2024-07-23 |
Family
ID=80998449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020162907A Active JP7520667B2 (ja) | 2020-09-29 | 2020-09-29 | ステータ、モータ、およびコア体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7520667B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008278684A (ja) | 2007-05-01 | 2008-11-13 | Sumitomo Electric Ind Ltd | 一体成形方法 |
| JP2012120264A (ja) | 2010-11-29 | 2012-06-21 | Mitsubishi Electric Corp | 回転電機と回転電機の固定子 |
| JP2013021880A (ja) | 2011-07-14 | 2013-01-31 | Mitsubishi Electric Corp | 回転電機の固定子 |
| WO2019142693A1 (ja) | 2018-01-19 | 2019-07-25 | パナソニックIpマネジメント株式会社 | インシュレータ及びそれを備えたステータ、モータ |
| WO2019181770A1 (ja) | 2018-03-22 | 2019-09-26 | 三菱電機株式会社 | 回転電機の固定子 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6331950B2 (ja) * | 2014-10-14 | 2018-05-30 | アイシン精機株式会社 | ステータ |
| JP2016192831A (ja) * | 2015-03-30 | 2016-11-10 | 株式会社ミツバ | 巻線方法、巻線装置、および巻線対象物 |
-
2020
- 2020-09-29 JP JP2020162907A patent/JP7520667B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008278684A (ja) | 2007-05-01 | 2008-11-13 | Sumitomo Electric Ind Ltd | 一体成形方法 |
| JP2012120264A (ja) | 2010-11-29 | 2012-06-21 | Mitsubishi Electric Corp | 回転電機と回転電機の固定子 |
| JP2013021880A (ja) | 2011-07-14 | 2013-01-31 | Mitsubishi Electric Corp | 回転電機の固定子 |
| WO2019142693A1 (ja) | 2018-01-19 | 2019-07-25 | パナソニックIpマネジメント株式会社 | インシュレータ及びそれを備えたステータ、モータ |
| WO2019181770A1 (ja) | 2018-03-22 | 2019-09-26 | 三菱電機株式会社 | 回転電機の固定子 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022055465A (ja) | 2022-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4655764B2 (ja) | 回転電機 | |
| JP7212587B2 (ja) | アキシャルギャップ型回転電機 | |
| CN106558927A (zh) | 无刷电机 | |
| JPH07222424A (ja) | ステッピングモータ | |
| JP4995459B2 (ja) | モータ | |
| EP2031735B1 (en) | Stator and electric motor | |
| JP4367030B2 (ja) | 電動機およびその電動機の製造方法 | |
| WO2022080010A1 (ja) | ロータ及び回転電機 | |
| US12519356B2 (en) | Rotor and rotating electric machine | |
| JP6832746B2 (ja) | 回転電機、スロット絶縁紙、回転電機の固定子の製造方法、及びスロット絶縁紙の製造方法 | |
| JP7520667B2 (ja) | ステータ、モータ、およびコア体の製造方法 | |
| JP2021100290A (ja) | 回転電機のステータ、回転電機、及び巻枠の製造方法 | |
| US20190157935A1 (en) | Axial Gap Type Rotating Electric Machine | |
| US20220200379A1 (en) | Injection-molded magnet holder for a brushless electric motor | |
| CN110100376B (zh) | 转子和马达 | |
| WO2016143184A1 (ja) | 電動モータ及び電動モータの製造装置 | |
| JP4935834B2 (ja) | 電動機およびその電動機の製造方法 | |
| JP2020010539A (ja) | ロータ、及びブラシレスモータ | |
| JP2021057992A (ja) | ロータ及びモータ | |
| JP7224218B2 (ja) | ロータおよびロータの製造方法 | |
| JP7232695B2 (ja) | Spm形回転電機の回転子 | |
| JPH10304609A (ja) | アウタロータ型モータおよびその製造方法 | |
| JP5271991B2 (ja) | 回転電機の固定子 | |
| JP2002223537A (ja) | Dcモータ | |
| JP6685166B2 (ja) | アキシャルギャップ型回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7520667 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |