JP7522980B1 - 高強度熱延鋼板及びその製造方法 - Google Patents
高強度熱延鋼板及びその製造方法 Download PDFInfo
- Publication number
- JP7522980B1 JP7522980B1 JP2024518860A JP2024518860A JP7522980B1 JP 7522980 B1 JP7522980 B1 JP 7522980B1 JP 2024518860 A JP2024518860 A JP 2024518860A JP 2024518860 A JP2024518860 A JP 2024518860A JP 7522980 B1 JP7522980 B1 JP 7522980B1
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel sheet
- content
- rolled steel
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/26—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by hot-rolling, e.g. Steckel hot mill
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Metal Rolling (AREA)
Abstract
質量%で、C:0.04~0.18%、Si:0.1~3.0%、Mn:0.5~3.5%、P:0%超0.050%以下、S:0%超0.010%以下、Al:0%超1.5%以下、N:0%超0.010%以下、O:0%超0.003%以下、Ti:0.040~0.150%を含み、残部がFeおよび不可避的不純物からなる成分組成を有し、鋼組織は、ベイナイトを主相とし、残留オーステナイトが体積率で3%未満であり、(固溶Ti量/全Ti量)が0.30以上0.80未満であり、粒径100nm以上の析出物として存在しているTi量が0.010~0.030質量%である、高強度熱延鋼板。
Description
また、本発明において、靭性に優れるとは、熱延鋼板(原板または後加熱後の熱延鋼板)から採取した試験片を用いたシャルピー衝撃試験において、-40℃での延性破面率が50%以上であることを意味する。なお、前記試験片の板厚は0.6~3.0mmとし、熱延鋼板の板厚が3.0mmを超える場合は、熱延鋼板から採取した試験片を板厚3.0mmまで表裏面研削加工し、シャルピー衝撃試験に供するものとする。
本発明において、打抜き性に優れるとは、クリアランス5~30%で打抜いた際に、端面に欠けや割れを生じないクリアランス範囲が10%以上であることを意味する。
本発明において、後加熱後の強度に優れるとは、後加熱後の熱延鋼板の強度の低下が、後加熱前の熱延鋼板(原板)の強度に対して、ビッカース硬さで40以下であることを意味する。
なお、本発明において、後加熱とは、熱延鋼板(原板)を400℃以上に加熱する熱処理を意味する。
[1]質量%で、
C:0.04~0.18%、
Si:0.1~3.0%、
Mn:0.5~3.5%、
P:0%超0.050%以下、
S:0%超0.010%以下、
Al:0%超1.5%以下、
N:0%超0.010%以下、
O:0%超0.003%以下、および
Ti:0.040~0.150%を含み、
残部がFeおよび不可避的不純物からなる成分組成を有し、
鋼組織は、ベイナイトを主相とし、残留オーステナイトが体積率で3%未満であり、
Ti含有量に対する固溶Ti量の比である(固溶Ti量/全Ti量)が0.30以上0.80未満であり、
粒径100nm以上の析出物として存在しているTi量が0.010~0.030質量%である、高強度熱延鋼板。
[2]前記成分組成が、さらに、質量%で、
Cr:0.005~2.0%、
Cu:0.005~0.5%、
Ni:0.005~2.0%、
Mo:0.005~1.0%、
V:0.005~0.5%、
B:0.0002~0.0050%、
Ca:0.0001~0.0050%、
REM:0.0001~0.0050%、
Sb:0.0010~0.10%、および
Sn:0.0010~0.50%
のうちから選ばれる1種または2種以上を含む、[1]に記載の高強度熱延鋼板。
[3]粒径100nm以上の析出物として存在しているFe量が、0質量%超0.100質量%以下である、[1]または[2]に記載の高強度熱延鋼板。
[4]前記[1]~[3]のいずれかに記載の高強度熱延鋼板の製造方法であって、
前記成分組成を有するスラブを1150~1300℃の温度域に加熱し、該温度域で0.2~3.5時間保持し、
次いで、熱間圧延を施すに際し、
1080℃以上の温度域で合計圧下率80~90%の粗圧延を施した後、仕上げ圧延を施し、かつ前記仕上げ圧延では、下記式で求められるT(℃)以下での1パスあたりの圧下率が25%以下となる条件で圧延し、仕上げ圧延終了後、1.0s以上放冷し、
次いで、550℃までの温度域を50℃/s以上の平均冷却速度で冷却し、その後、Ms点(℃)以上550℃以下の巻取り温度で巻き取る、高強度熱延鋼板の製造方法。
T(℃)=800+1000[Ti]
ただし、[Ti]は、Tiの含有量(質量%)である。
[5]550℃までの温度域を50℃/s以上の平均冷却速度で冷却してから巻き取るまでの間に、480~550℃の温度域の冷却停止温度で冷却を停止し、該冷却停止温度±20℃で0.5~4.0s保持した後、前記巻取り温度で巻き取る、[4]に記載の高強度熱延鋼板の製造方法。
本発明の高強度熱延鋼板を用いれば、加工性改善や疲労特性向上等のために後加熱を施した後でも、優れた強度と靭性を発現する高強度自動車部品等の製品を得ることができる。
本発明の高強度熱延鋼板は、熱間圧延ままの黒皮、または熱間圧延後さらに酸洗する白皮と称される熱延鋼板のどちらであってもよい。また、本発明が目的とする高強度熱延鋼板は、板厚が0.6mm以上であることが好ましい。また、本発明の高強度熱延鋼板は、板厚が10.0mm以下であることが好ましい。本発明の高強度熱延鋼板を自動車用部品の素材として用いる場合には、板厚が1.0mm以上であることがより好ましい。また、本発明の高強度熱延鋼板を自動車用部品の素材として用いる場合には、板厚が6.0mm以下であることがより好ましい。また、本発明の高強度熱延鋼板の板幅は、500mm以上であることが好ましく、700mm以上であることがより好ましい。本発明の高強度熱延鋼板の板幅は、1800mm以下であることが好ましく、1400mm以下であることがより好ましい。
Cは、ベイナイトを生成および強化させてTSを上昇させたり、TiやN等と結合して析出物を生成することで後加熱後の強度低下抑制等に有効な元素である。C含有量が0.04%未満ではこのような効果が十分得られず、780MPa以上の鋼板(原板)のTSあるいは後加熱後の優れた強度が得られない。一方、C含有量が0.18%を超えると靭性や打抜き性の低下が顕著となり本発明の特性が得られない。したがって、C含有量は0.04~0.18%とする。C含有量は、好ましくは0.05%以上とする。また、C含有量は、好ましくは0.16%以下とし、より好ましくは0.11%以下とする。
Siは、鋼の固溶強化、ベイナイト中のセメンタイトの抑制、後加熱後の強度低下の抑制に有効な元素である。このような効果を得るにはその含有量を0.1%以上とする必要がある。一方、Si含有量が3.0%を超えると、ポリゴナルフェライトが過剰に生成して本発明の鋼組織が得られなくなる。したがって、Si含有量は0.1~3.0%とする。Si含有量は、好ましくは0.2%以上とする。また、Si含有量は、好ましくは2.0%以下とし、より好ましくは1.5%以下とする。
Mnは、フェライトを抑制して、ベイナイトを生成させるのに有効な元素である。Mn含有量が0.5%未満ではこうした効果が十分得られず、ポリゴナルフェライト等が生成し、本発明のミクロ組織が得られなくなる。一方、Mn含有量が3.5%を超えると、マルテンサイトが増大するとともに靭性の低下が顕著になり本発明の優れた靭性が得られなくなる。したがって、Mn含有量は0.5~3.5%とする。Mn含有量は、好ましくは1.0%以上とする。また、Mn含有量は、好ましくは2.7%以下とする。
Pは、靭性を低下させるため、その量は極力低減することが望ましい。本発明ではP含有量が0.050%まで許容できる。したがって、P含有量は0.050%以下とする。P含有量は、好ましくは0.030%以下とする。下限は特に限定されず、P含有量は0%超でよいが、P含有量が0.001%未満では生産能率が低下するため、P含有量は0.001%以上が好ましい。
Sは、靭性を低下させるため、その量は極力低減することが好ましいが、本発明ではS含有量が0.010%まで許容できる。したがって、S含有量は0.010%以下とする。S含有量は、好ましくは0.0050%以下とし、より好ましくは0.0020%以下とする。下限は特に限定されず、S含有量は0%超でよいが、S含有量が0.0002%未満では生産能率が低下するため、S含有量は0.0002%以上が好ましい。
Alは、脱酸剤として作用し、脱酸工程で添加することが好ましい。Al含有量は0%超でよいが、脱酸剤として用いる観点からは、Al含有量は0.01%以上が好ましい。一方、多量にAlを含有するとポリゴナルフェライトが多量に生成して本発明の鋼組織が得られなくなる。本発明ではAl含有量が1.5%まで許容される。したがって、Al含有量は1.5%以下とする。Al含有量は、好ましくは0.50%以下、より好ましくは0.10%以下、さらに好ましくは0.05%以下とする。
Nは、TiNを生成させ、TiCの析出を阻害するため、その量は極力低減することが好ましい。本発明ではN含有量が0.010%まで許容できる。したがって、N含有量は0.010%以下とする。N含有量は、好ましくは0.007%以下とする。下限は特に限定されず、N含有量は0%超でよいが、N含有量が0.0005%未満では生産能率が低下するため、N含有量は0.0005%以上が好ましい。
Oは、靭性を低下させるため、その量は極力低減することが好ましい。本発明ではO含有量が0.003%まで許容できる。したがって、O含有量は0.003%以下とする。O含有量は、好ましくは0.002%以下とする。下限は特に限定されず、O含有量は0%超でよいが、O含有量が0.0002%未満では生産能率が低下するため、O含有量は0.0002%以上が好ましい。
Tiは、本発明において最も重要な元素であり、後加熱後に適度なTiC等の析出物を生成させることで、後加熱後の優れた強度と靭性を得るのに必要な元素である。Ti含有量が0.040%未満ではこのような効果が十分得られず、後加熱後の優れた強度が得られない。一方、0.150%を超えると後加熱後の析出物が過剰となり、後加熱後の優れた靭性が得られなくなる。したがって、Ti含有量は0.040~0.150%とする。Ti含有量は、好ましくは0.050%以上とする。また、Ti含有量は、好ましくは0.120%以下とする。
Crは、フェライトを抑制して、ベイナイトを生成させるのに有効な元素である。このような効果を得るため、Crを含有する場合、Cr含有量を0.005%以上とすることが好ましい。一方、Crの含有量が2.0%を超えると、耐食性の低下が顕著となる場合があるため、Crを含有する場合、Cr含有量を2.0%以下とすることが好ましい。Cr含有量は、より好ましくは0.1%以上とする。また、Cr含有量は、より好ましくは1.0%以下であり、さらに好ましくは0.8%以下とする。
Cuは、オーステナイトを安定化し、ベイナイトを生成させるのに有効な元素である。このような効果を得るため、Cuを含有する場合、Cu含有量を0.005%以上とすることが好ましい。一方、Cuの含有量が0.5%を超えると、Cu析出物の生成が顕著となり、靭性低下を招く場合があるため、Cuを含有する場合、Cu含有量を0.5%以下とすることが好ましい。Cu含有量は、より好ましくは0.05%以上とする。また、Cu含有量は、より好ましくは0.3%以下とする。
Niは、フェライトを抑制して、ベイナイトを生成させるのに有効な元素である。このような効果を得るため、Niを含有する場合、Ni含有量を0.005%以上とすることが好ましい。一方、Niの含有量が2.0%を超えると、マルテンサイトや残留γを多量に形成して靭性低下を招く場合があるため、Niを含有する場合、Ni含有量を2.0%以下とすることが好ましい。Ni含有量は、より好ましくは0.05%以上とする。また、Ni含有量は、より好ましくは0.8%以下とし、さらに好ましくは0.5%以下とする。
Moは、鋼板の焼き入れ性を高め、ベイナイトを生成させるのに有効な元素である。このような効果を得るため、Moを含有する場合、Mo含有量を0.005%以上とすることが好ましい。一方、Moの含有量が1.0%を超えると、Mo系析出物の生成が顕著となり、靭性低下を招く場合があるため、Moを含有する場合、Mo含有量を1.0%以下とすることが好ましい。Mo含有量は、より好ましくは0.05%以上とする。また、Mo含有量は、より好ましくは0.50%以下とする。
Vは、鋼板の焼き入れ性を高め、ベイナイトを生成させるのに有効な元素である。このような効果を得るため、Vを含有する場合、V含有量を0.005%以上とすることが好ましい。一方、Vの含有量が0.5%を超えると、V系析出物の生成が顕著となり、靭性低下を招く場合があるため、Vを含有する場合、V含有量を0.5%以下とすることが好ましい。V含有量は、より好ましくは0.01%以上とする。また、V含有量は、より好ましくは0.1%以下とする。
Bは、鋼板の焼入れ性を高め、ベイナイトを生成させるのに有効な元素である。このような効果を得るため、Bを含有する場合には、B含有量を0.0002%以上とすることが好ましい。一方、B含有量が0.0050%を超えるとB系化合物が増加して、靭性が低下する場合がある。したがって、Bを含有する場合、B含有量を0.0050%以下とすることが好ましい。B含有量は、より好ましくは0.0005%以上とする。また、B含有量は、より好ましくは0.0040%以下とする。
Ca、REM(希土類元素)はそれぞれ、介在物の形態制御により加工性の向上に有効な元素である。このような効果を得るため、Ca、REMを含有する場合には、それぞれの含有量を0.0001%以上とすることが好ましい。一方、Ca、REMの含有量がそれぞれ0.0050%を超えると、介在物量の増加の影響が顕著となり、靭性が低下する場合がある。よって、Ca、REMを含有する場合、Ca、REMの含有量はそれぞれ0.0050%以下とすることが好ましい。Ca含有量は、より好ましくは0.0005%以上とする。また、Ca含有量は、より好ましくは0.0030%以下とする。REM含有量は、より好ましくは0.0005%以上とする。また、REM含有量は、より好ましくは0.0030%以下とする。なお、REMは、Sc、Yと、原子番号57のランタン(La)から原子番号71のルテチウム(Lu)までの15元素の総称であり、ここでいうREM含有量は、これらの元素の合計含有量である。
Sb、Snはそれぞれ、酸化、脱窒、脱硼等の表面反応を抑制して、鋼板の表面性状を向上させ、靭性の向上に有効な元素である。このような効果を得るため、Sb、Snを含有する場合、Sb、Snの含有量をそれぞれ0.0010%以上とすることが好ましい。一方、Sbの含有量が0.10%を超えると、またはSnの含有量が0.50%を超えると、逆に鋼板の脆化を招き、靭性が顕著に低下する場合がある。そのため、Sbを含有する場合、Sbの含有量は0.10%以下とすることが好ましく、Snを含有する場合、Snの含有量は0.50%以下とすることが好ましい。Sb含有量は、より好ましくは0.0050%以上とする。また、Sb含有量は、より好ましくは0.030%以下とする。Sn含有量は、より好ましくは0.0050%以上とする。また、Sn含有量は、より好ましくは0.050%以下とする。
本発明では、高強度と優れた靭性を得るため、ベイナイトを主相とする組織とする。フェライトやパーライトや残留γ等が主相となると高強度と優れた靭性や打抜き性の両立が困難となる。また、マルテンサイトが主相となると靭性や打抜き性が低下するため好ましくない。したがって、鋼組織はベイナイトを主相とする。なお、ベイナイトは、上部ベイナイト、下部ベイナイト、焼戻しベイナイト、ベイニティックフェライトのいずれであっても構わない。なお、本発明において、主相とは、面積率で50%以上を占める相を意味する。主相の面積率は、好ましくは55%以上であり、より好ましくは65%以上である。また、主相の面積率は、好ましくは95%以下である。
残留オーステナイト(残留γ)は、鋼板の靭性を低下させるとともに、後加熱後はパーライトに変態することで強度や靭性を著しく低下させる組織であるため極力低減することが好ましい。本発明では、体積率で、残留γが3%未満まで許容される。よって、残留γは体積率で3%未満とする。残留γは、体積率で、好ましくは2%未満であり、より好ましくは1%未満である。残留γの体積率の下限は特に限定されず、残留γの体積率は0%であってもよい。
Ti含有量に対する固溶Ti量の比である(固溶Ti量/全Ti量)が0.30未満では、後加熱時に析出物となって強度低下を相殺するための固溶Ti量が不十分となり、後加熱後の強度低下を招いたり、微細析出物となって靭性の低下を招く。一方、0.80%以上では後加熱後の析出による強度上昇が顕著となり、後加熱後の優れた靭性が得られなくなる。したがって、固溶Ti量/全Ti量は0.30以上0.80未満とする。好ましくは0.35以上とする。また、好ましくは0.70以下とする。なお、固溶Ti量/全Ti量は、実施例に記載の方法により求められる。
粒径100nm以上のTi含有析出物を一定以上含有させることで、後加熱の際に該析出物の成長と新たなTiCの析出が競合することで微細なTiCの析出が適度に抑制され、過度な強度上昇と靭性の低下を抑制することができる。このような効果を得るには粒径100nm以上の析出物として存在しているTi量を0.010質量%以上とする必要がある。一方、前記Ti量が0.030質量%を超えると粗大析出物による靭性の低下が顕著になるため、粒径100nm以上の析出物として存在しているTi量を0.030質量%以下とする必要がある。したがって、粒径100nm以上の析出物として存在しているTi量を0.010~0.030質量%とする。好ましくは0.013質量%以上とする。また、好ましくは0.027質量%以下とする。なお、粒径100nm以上の析出物として存在しているTi量は、実施例に記載の方法により求められる。
本発明では、上記に加えてさらに粒径100nm以上の析出物として存在しているFe量を0質量%超0.100質量%以下とすることで打抜き性をより高めることができる。粒径100nm以上のFe析出物は打抜き時の破断面形成の際の亀裂のパスとなって破断面の円滑化に有効である。一方、該析出物が多すぎると、かえって打抜き性を損ねる場合がある。したがって、粒径100nm以上の析出物として存在しているFe量が0質量%超0.100質量%以下であることが好ましい。より好ましくは0.001質量%以上であり、さらに好ましくは0.004質量%以上である。なお、粒径100nm以上の析出物として存在しているFe量は、実施例に記載の方法により求められる。
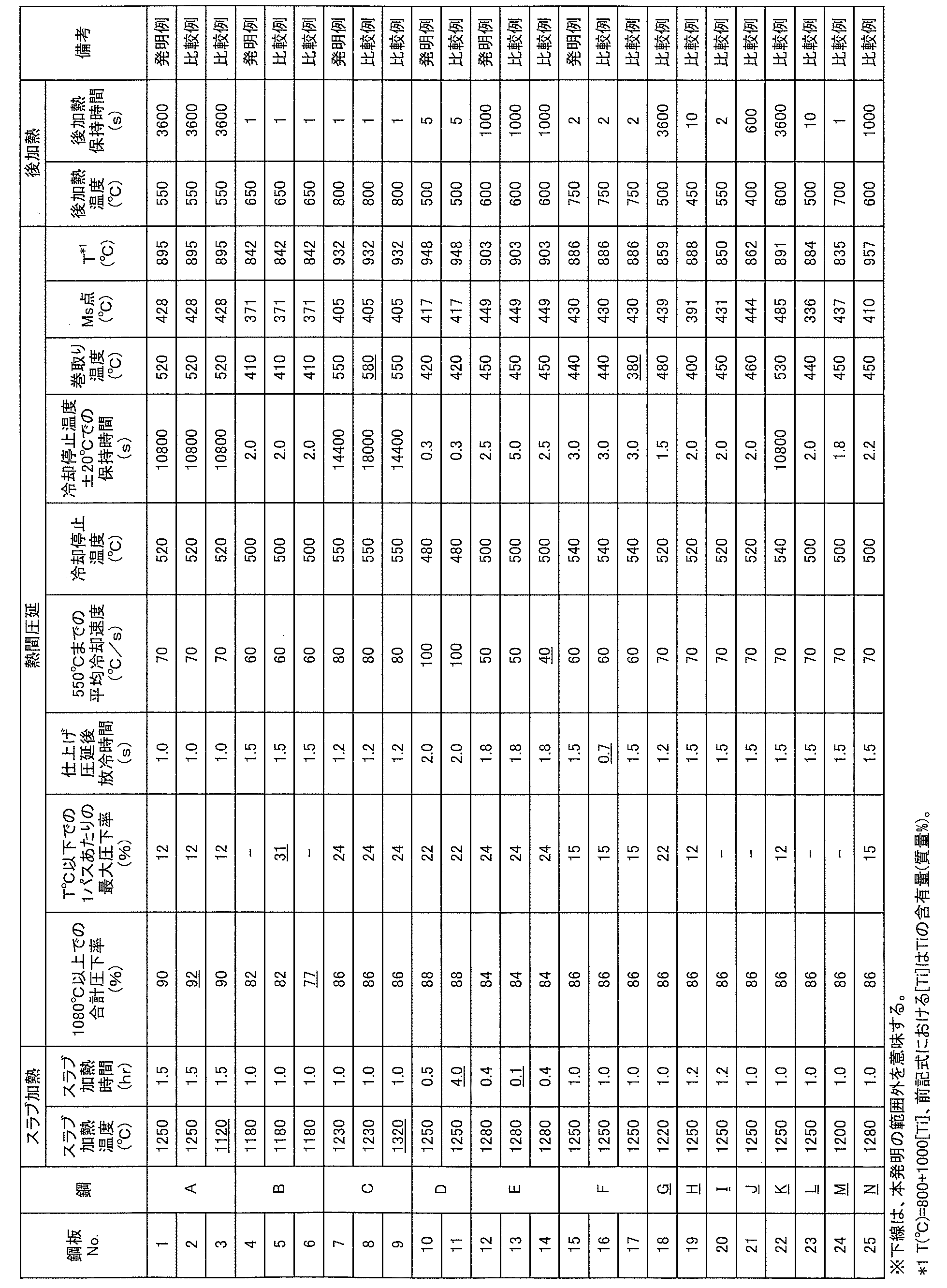
本発明の高強度熱延鋼板は、上記成分組成を有するスラブを1150~1300℃の温度域に加熱し、該温度域で0.2~3.5時間保持し、次いで、熱間圧延を施すに際し、1080℃以上の温度域で合計圧下率80~90%の粗圧延を施した後、仕上げ圧延を施し、かつ前記仕上げ圧延では、下記式で求められるT(℃)以下での1パスあたりの圧下率が25%以下となる条件で圧延し、仕上げ圧延終了後、1.0s以上放冷し、次いで、550℃までの温度域を50℃/s以上の平均冷却速度で冷却し、その後、Ms点(℃)以上550℃以下の巻取り温度で巻き取ることにより製造する。
T(℃)=800+1000[Ti]
ただし、[Ti]は、Tiの含有量(質量%)である。
また、1080℃以上の温度域での合計圧下率は、熱間圧延を施す前のスラブの厚さを基準とし、これと1080℃時点の板厚との比から求める。T(℃)以下での1パスあたりの圧下率は、T(℃)以下での各パスの圧延前後の板厚の比から求める。
スラブの加熱温度が1150℃未満では、Ti含有析出物の溶解が不十分となり、固溶Ti量/全Ti量の0.30以上0.80未満の値や、粒径100nm以上の析出物として存在しているTi量の0.010~0.030質量%の値が得られなくなる。一方、スラブの加熱温度が1300℃を超えるとTi含有析出物の溶解が過剰となり、固溶Ti量/全Ti量の0.30以上0.80未満の値や、粒径100nm以上の析出物として存在しているTi量の0.010~0.030質量%の値が得られなくなる。したがって、スラブの加熱温度は1150~1300℃とする。前記加熱温度は、好ましくは1170℃以上とし、より好ましくは1185℃以上とする。また、前記加熱温度は、好ましくは1280℃以下とし、より好ましくは1265℃以下とする。
1150~1300℃の温度域での保持時間が0.2時間未満では、Ti含有析出物の溶解が不十分となる。その結果、固溶Ti量/全Ti量の0.30以上0.80未満の値や、粒径100nm以上の析出物として存在しているTi量の0.010~0.030質量%の値が得られなくなる。一方、前記温度域での保持時間が3.5時間を超えると、表層近傍での脱炭が顕著になり、表層近傍からフェライトや残留γが生じやすくなり、本発明の組織が得られなくなる。したがって、スラブの前記温度域での保持時間は0.2~3.5時間とする。前記保持時間は、好ましくは0.4時間以上とする。また、前記保持時間は、好ましくは2.5時間以下とする。
上記保持後、熱間圧延を施す。熱間圧延を施す際、1080℃以上の温度域で合計圧下率80~90%の粗圧延を施した後、仕上げ圧延を施す。1080℃以上の温度域で合計圧下率80~90%の圧下を施すことで100nm以上の粗大Ti含有析出物の生成と成長を促進し、粒径100nm以上の析出物として存在しているTi量を0.010~0.030質量%とすることができる。該合計圧下率が80%未満では粒径100nm以上の析出物の生成が不十分となり、粒径100nm以上の析出物として存在しているTi量が0.010質量%未満となる。一方、該合計圧下率が90%を超えると、粒径100nm以上の析出物の生成が過剰となり、粒径100nm以上の析出物として存在しているTi量が0.030質量%超となる。したがって、1080℃以上の温度域での合計圧下率は80~90%とする。前記合計圧下率は、好ましくは81%以上とする。また、前記合計圧下率は、好ましくは88%以下とする。
上記粗圧延を施した後、仕上げ圧延を施す。仕上げ圧延において、下記式で求められるT(℃)以下で1パスあたり25%超えの圧下を施すと、Ti含有析出物が生成し、固溶Ti量/全Ti量の0.30以上0.80未満の値が得られなくなる。したがって、T(℃)以下での1パスあたりの圧下率は25%以下とする。前記圧下率は、好ましくは20%以下とし、より好ましくは18%以下とする。前記圧下率の下限は、特に限定されないが、前記圧下率が5%以下では粗大粒が生じる場合があるため、前記圧下率は、5%超とすることが好ましい。前記圧下率は、より好ましくは7%以上とする。なお、本発明では、T(℃)以下での圧延を施さなくても(T(℃)以下でのパス無しでも)構わない。また、仕上げ圧延において、T(℃)超での1パスあたりの圧下率は特に限定されない。
なお、T(℃)は下記式で求められる。
T(℃)=800+1000[Ti]
ただし、[Ti]は、Tiの含有量(質量%)である。
上記仕上げ圧延を施した後、放冷することにより、一部ひずみを開放し、続く冷却中のTi含有析出物の生成を抑制することができる。このような効果を得るには仕上げ圧延終了後の放冷時間を1.0s以上とする必要がある。前記放冷時間は、好ましくは1.5s以上とし、より好ましくは2.0s以上とし、さらに好ましくは2.2s以上とする。前記放冷時間の上限は特に限定されないが、前記放冷時間が5.0s以下であると、その後の熱延制御をし易くなるため、前記放冷時間は5.0s以下が好ましい。なお、放冷とは、注水等による積極的な冷却(加速冷却)を行わずに大気中に暴露(空冷)することを意味する。
上記放冷後、550℃までの温度域を50℃/s以上の平均冷却速度で冷却する。550℃までの平均冷却速度が50℃/s未満では、フェライトやTi含有析出物を過剰に生成し、本発明の相組織や析出物が得られなくなる。したがって、前記放冷後の冷却開始温度から550℃までの温度域の平均冷却速度は50℃/s以上とする。前記平均冷却速度は、好ましくは70℃/s以上とする。前記平均冷却速度の上限は特に限定されないが、前記平均冷却速度が500℃/s以上では鋼板形状の劣化を招く場合があるため、前記平均冷却速度は500℃/s未満が好ましく、300℃/s以下がより好ましい。
巻取り温度が550℃を超えるとフェライトやTi含有析出物を過剰に生成し、本発明の相組織や析出物が得られなくなる。一方、Ms点未満となるとマルテンサイトが過剰に生成して本発明の組織が得られない。したがって、巻取り温度はMs点(℃)以上550℃以下とする。好ましくは(Ms点+20)℃以上とする。また、好ましくは530℃以下とする。なお、Ms点(℃)は、マルテンサイト変態開始温度であり、加工フォーマスタ等により求める。加工フォーマスタでMs点(℃)を求める場合には、例えば、サンプルを1250℃に加熱し、前記温度で300s保持し、次いで100℃/sの冷却速度で冷却した際に、サンプルの大きさが収縮から膨張に転じた温度をMs点(℃)として求めることができる。
本発明ではさらに550℃までの温度域を50℃/s以上の平均冷却速度で冷却してから巻き取るまでの間に、480~550℃の温度域の冷却停止温度で冷却を停止し、該冷却停止温度±20℃で0.5~4.0s保持することが好ましい。これにより、より打抜き性を高めることができる。0.5s以上保持することでFe含有析出物を生成させることができ、打抜き性をより高められる。一方、前記保持時間を4.0s以下とすることで、粒径100nm以上の析出物として存在しているFe量を0.100質量%以下としやすくなり、打抜き性向上効果が消失することを抑制しやすくなる。したがって、前記冷却停止温度±20℃での保持時間は0.5~4.0sとすることが好ましい。より好ましくは0.5~2.0sとする。
ベイナイトの面積率とは、観察面積に占めるベイナイトの面積の割合のことである。ベイナイトの面積率は、得られた熱延鋼板よりサンプルを切り出し、圧延方向に平行な板厚断面を研磨後、3%ナイタールで腐食し、板厚1/4位置をSEM(走査型電子顕微鏡)で1500倍の倍率でそれぞれ3視野撮影した。得られた2次電子像の画像データからMedia Cybernetics社製のImage-Proを用いて各組織の面積率を求め、3視野の平均面積率を各組織の面積率とした。組織の判定は一般的な分類により行って構わないが、例えば以下のように判定できる。画像データにおいて、ベイナイトは炭化物または直線的な界面を有するマルテンサイトを含む黒または暗灰色、下部ベイナイトは方位のそろった炭化物を含む黒または暗灰色または灰色または明灰色として区別される。マルテンサイトは規則的であるが複数の方位の炭化物を含む黒~明灰色の組織である。あるいは炭化物を含まない白色または明灰色として観察される。残留γは炭化物を含まない白または明灰色として観察される。マルテンサイトの一部と残留γは区別できない場合があるため、残留γは後述する方法にて求め、SEM像から求めたマルテンサイトと残留γの合計面積率から除してマルテンサイトの面積率を求めた。なお、本発明において、マルテンサイトはその焼戻しの程度によりフレッシュマルテンサイトやオートテンパードマルテンサイトや焼戻しマルテンサイト等があるが、そのいずれのマルテンサイトであっても構わない。また、ベイナイトについても上部ベイナイト、下部ベイナイト、焼戻しベイナイト等のいずれのベイナイトであっても構わないが、上部ベイナイトまたは焼戻しベイナイトがより好ましい。焼戻しの程度が強い組織ほど、素地は黒が強いコントラストの像となるため、上記素地の色は目安であり、本発明では炭化物の量や組織形態等を総合して判断し、後述の組織を含め、特徴が近いいずれかの組織に分類した。炭化物は白色の点状または線状である。また、上記以外の組織として、フェライトは黒または暗灰色で内部に炭化物やラス等の下部組織を有さない組織であり、パーライトは黒色と白色の層状または部分的に途切れた層状組織として区別できる。残留γ量は、次のように求める。熱延鋼板を板厚の1/4+0.1mmまで研削後、化学研磨によりさらに0.1mm研磨した面を測定面とする。前記測定面について、X線回折装置でMoのKα1線を用い、fcc鉄(γ)の(200)面、(220)面、(311)面と、bcc鉄(フェライト)の(200)面、(211)面、(220)面の積分反射強度を測定する。そして、bcc鉄の各面からの積分反射強度に対するfcc鉄の各面からの積分反射強度の強度比から体積率を求め、これを残留γ量とした。
得られた熱延鋼板より幅30mm、長さ30mmの試験片を採取し、非水溶媒系電解液(10%AA系電解液:10Vol%アセチルアセトン-1mass%塩化テトラメチルアンモニウム-メタノール)中で定電流電解を行った。電流密度は20mA/cm2とし、電解量は約0.2gとした。電解後の電解液を分析溶液とし、ICP質量分析法を用いてTiおよび比較元素としてFeの液中濃度(質量%)を測定した。得られた濃度を基に、Feに対するTiの濃度比を算出し、さらに、試験片中のFeの含有量(質量%)を乗じることで、固溶Ti量(質量%)とした。なお、試験片中のFeの含有量(質量%)は、Fe以外の成分含有量の合計(質量%)を100質量%から差し引くことで求めた。得られた固溶Ti量(質量%)を用いて、含有Ti量(質量%)に対する比率を算出した。一方、電解した後の、表面に析出物が付着している試験片を、電解液から取り出して、ヘキサメタリン酸ナトリウム水溶液(500mg/L)(以下、SHMP水溶液と称す)中に浸漬した。そして、超音波振動を付与して、析出物を試験片から剥離しSHMP水溶液中に抽出した。ついで、析出物を含むSHMP水溶液を、孔径100nmのフィルタを用いてろ過し、次いで100nmフィルタに捕集された析出物を酸分解し、分解液に対してICP発光分光分析装置を用いて分析し、分解液中のTiの絶対値を測定した。得られたTiの絶対値を電解質量で除し、粒径100nm以上の析出物に含まれるTi量(試験片の全組成を100質量%とした場合の質量%)を得た。次に、得られたTi量(質量%)を、試験片中の含有Ti量(質量%)で除し、粒径100nm以上のTiを含む析出物として存在しているTi量(質量%)とした。なお、電解質量は、析出物剥離後の試験片に対して質量を測定し、電解前の試験片質量から差し引くことで求めた。
得られた熱延鋼板より幅30mm、長さ30mmの試験片を採取し、非水溶媒系電解液(10%AA系電解液:10Vol%アセチルアセトン-1mass%塩化テトラメチルアンモニウム-メタノール)中で定電流電解を行った。電流密度は20mA/cm2とし、電解量は約0.2gとした。電解した後の、表面に析出物が付着している試験片を、電解液から取り出して、SHMP水溶液中に浸漬し、超音波振動を付与して、析出物を試験片から剥離しSHMP水溶液中に抽出した。ついで、析出物を含むSHMP水溶液を、孔径100nmのフィルタを用いてろ過し、次いで100nmフィルタに捕集された析出物を酸分解し、分解液に対してICP発光分光分析装置を用いて分析し、分解液中のFeの絶対値を測定した。得られたFeの絶対値を電解質量で除し、粒径100nm以上の析出物に含まれるFe量(試験片の全組成を100質量%とした場合の質量%)を得た。次に、得られたFe量(質量%)を、試験片中の含有Fe量(質量%)で除し、粒径100nm以上のFeを含む析出物として存在しているFe量(質量%)とした。なお、電解質量は、析出物剥離後の試験片に対して質量を測定し、電解前の試験片質量から差し引くことで求めた。
得られた熱延鋼板より、圧延方向に対して平行方向にJIS5号引張試験片(JIS Z 2241:2011)を採取し、歪速度が10-3/sとするJIS Z 2241:2011の規定に準拠した引張試験を行い、TSを求めた。なお、本発明では、TSは780MPa以上1320MPa未満を合格とした。
得られた熱延鋼板および後加熱後の熱延鋼板よりサンプルを切り出し、圧延方向に平行な板厚断面を研磨後、板厚1/4位置において、荷重を5kg、測定点数を5点として、ビッカース硬さ試験を行い、その平均(算術平均)を鋼板のビッカース硬さとした。後加熱前後の硬さの差(ΔHV)が40以下を後加熱後の強度に優れると判断し、合格とした。
得られた熱延鋼板より、幅が50mm、長さが50mmの試験片を採取し、φ10mmの打抜きポンチを用いてクリアランスを5~30%の範囲で各クリアランスにつき3回ずつ打抜きを行い、3回とも端面に欠けや割れの無いクリアランス範囲を求めた。クリアランス範囲が10%以上を合格とした。
得られた熱延鋼板および後加熱した熱延鋼板よりそれぞれ、幅が10mm、長さが55mmの試験片を採取し、先端角45゜、先端半径0.25mm、深さ2mmのVノッチを入れたシャルピー衝撃試験片を作製した。そして、JIS Z 2242:2018に準拠して、シャルピー衝撃試験を-40℃で5回行い、延性破面率を評価した。5回の延性破面率の平均値が50%以上を靭性に優れると判断し、合格とした。なお、板厚は2.9mmとし、ノッチ方向は圧延方向に平行とした。


Claims (7)
- 質量%で、
C:0.04~0.18%、
Si:0.1~3.0%、
Mn:0.5~3.5%、
P:0%超0.050%以下、
S:0%超0.010%以下、
Al:0%超1.5%以下、
N:0%超0.010%以下、
O:0%超0.003%以下、および
Ti:0.040~0.150%を含み、
残部がFeおよび不可避的不純物からなる成分組成を有し、
鋼組織は、ベイナイトを主相とし、残留オーステナイトが体積率で3%未満であり、
Ti含有量に対する固溶Ti量の比である(固溶Ti量/全Ti量)が0.30以上0.80未満であり、
粒径100nm以上の析出物として存在しているTi量が0.010~0.030質量%である、高強度熱延鋼板。 - 前記成分組成が、さらに、質量%で、
Cr:0.005~2.0%、
Cu:0.005~0.5%、
Ni:0.005~2.0%、
Mo:0.005~1.0%、
V:0.005~0.5%、
B:0.0002~0.0050%、
Ca:0.0001~0.0050%、
REM:0.0001~0.0050%、
Sb:0.0010~0.10%、および
Sn:0.0010~0.50%
のうちから選ばれる1種または2種以上を含む、請求項1に記載の高強度熱延鋼板。 - 粒径100nm以上の析出物として存在しているFe量が、0質量%超0.100質量%以下である、請求項1または2に記載の高強度熱延鋼板。
- 請求項1または2に記載の高強度熱延鋼板の製造方法であって、
前記成分組成を有するスラブを1150~1300℃の温度域に加熱し、該温度域で0.2~3.5時間保持し、
次いで、熱間圧延を施すに際し、
1080℃以上の温度域で合計圧下率80~90%の粗圧延を施した後、仕上げ圧延を施し、かつ前記仕上げ圧延では、下記式で求められるT(℃)以下での1パスあたりの圧下率が25%以下となる条件で圧延し、仕上げ圧延終了後、1.0s以上放冷し、
次いで、550℃までの温度域を50℃/s以上の平均冷却速度で冷却し、その後、Ms点(℃)以上550℃以下の巻取り温度で巻き取る、高強度熱延鋼板の製造方法。
T(℃)=800+1000[Ti]
ただし、[Ti]は、Tiの含有量(質量%)である。 - 請求項3に記載の高強度熱延鋼板の製造方法であって、
前記成分組成を有するスラブを1150~1300℃の温度域に加熱し、該温度域で0.2~3.5時間保持し、
次いで、熱間圧延を施すに際し、
1080℃以上の温度域で合計圧下率80~90%の粗圧延を施した後、仕上げ圧延を施し、かつ前記仕上げ圧延では、下記式で求められるT(℃)以下での1パスあたりの圧下率が25%以下となる条件で圧延し、仕上げ圧延終了後、1.0s以上放冷し、
次いで550℃までの温度域を50℃/s以上の平均冷却速度で冷却し、その後、Ms点(℃)以上550℃以下の巻取り温度で巻き取る、高強度熱延鋼板の製造方法。
T(℃)=800+1000[Ti]
ただし、[Ti]は、Tiの含有量(質量%)である。 - 550℃までの温度域を50℃/s以上の平均冷却速度で冷却してから巻き取るまでの間に、480~550℃の温度域の冷却停止温度で冷却を停止し、該冷却停止温度±20℃で0.5~4.0s保持した後、前記巻取り温度で巻き取る、請求項4に記載の高強度熱延鋼板の製造方法。
- 550℃までの温度域を50℃/s以上の平均冷却速度で冷却してから巻き取るまでの間に、480~550℃の温度域の冷却停止温度で冷却を停止し、該冷却停止温度±20℃で0.5~4.0s保持した後、前記巻取り温度で巻き取る、請求項5に記載の高強度熱延鋼板の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022186157 | 2022-11-22 | ||
| JP2022186157 | 2022-11-22 | ||
| PCT/JP2023/041536 WO2024111526A1 (ja) | 2022-11-22 | 2023-11-17 | 高強度熱延鋼板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2024111526A1 JPWO2024111526A1 (ja) | 2024-05-30 |
| JP7522980B1 true JP7522980B1 (ja) | 2024-07-26 |
Family
ID=91195682
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024518860A Active JP7522980B1 (ja) | 2022-11-22 | 2023-11-17 | 高強度熱延鋼板及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4600395A4 (ja) |
| JP (1) | JP7522980B1 (ja) |
| KR (1) | KR20250087711A (ja) |
| CN (1) | CN120239759A (ja) |
| MX (1) | MX2025005857A (ja) |
| WO (1) | WO2024111526A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022042731A1 (zh) * | 2020-08-31 | 2022-03-03 | 宝山钢铁股份有限公司 | 一种980MPa级贝氏体高扩孔钢及其制造方法 |
| WO2022042728A1 (zh) * | 2020-08-31 | 2022-03-03 | 宝山钢铁股份有限公司 | 一种980MPa级全贝氏体型超高扩孔钢及其制造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3762861B2 (ja) | 2000-10-05 | 2006-04-05 | 新日本製鐵株式会社 | 鋼板プレス成形体の製造方法 |
| JP6075339B2 (ja) | 2013-08-12 | 2017-02-08 | Jfeスチール株式会社 | 高強度部材の製造方法 |
| JP6394841B1 (ja) * | 2017-02-17 | 2018-09-26 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP2018188675A (ja) | 2017-04-28 | 2018-11-29 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| CN114107789B (zh) * | 2020-08-31 | 2023-05-09 | 宝山钢铁股份有限公司 | 一种780MPa级高表面高性能稳定性超高扩孔钢及其制造方法 |
-
2023
- 2023-11-17 JP JP2024518860A patent/JP7522980B1/ja active Active
- 2023-11-17 WO PCT/JP2023/041536 patent/WO2024111526A1/ja not_active Ceased
- 2023-11-17 CN CN202380080085.6A patent/CN120239759A/zh active Pending
- 2023-11-17 KR KR1020257016207A patent/KR20250087711A/ko active Pending
- 2023-11-17 EP EP23894534.9A patent/EP4600395A4/en active Pending
-
2025
- 2025-05-19 MX MX2025005857A patent/MX2025005857A/es unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022042731A1 (zh) * | 2020-08-31 | 2022-03-03 | 宝山钢铁股份有限公司 | 一种980MPa级贝氏体高扩孔钢及其制造方法 |
| WO2022042728A1 (zh) * | 2020-08-31 | 2022-03-03 | 宝山钢铁股份有限公司 | 一种980MPa级全贝氏体型超高扩孔钢及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2024111526A1 (ja) | 2024-05-30 |
| KR20250087711A (ko) | 2025-06-16 |
| EP4600395A1 (en) | 2025-08-13 |
| CN120239759A (zh) | 2025-07-01 |
| EP4600395A4 (en) | 2025-12-17 |
| JPWO2024111526A1 (ja) | 2024-05-30 |
| MX2025005857A (es) | 2025-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102544884B1 (ko) | 고강도 용융 아연 도금 강판 및 그의 제조 방법 | |
| KR102193424B1 (ko) | 용융 아연 도금 강판 | |
| JP5858174B2 (ja) | 低降伏比高強度冷延鋼板およびその製造方法 | |
| JP7136336B2 (ja) | 高強度鋼板及びその製造方法 | |
| JP7136335B2 (ja) | 高強度鋼板及びその製造方法 | |
| CN119082610A (zh) | 热处理并冷轧的钢板及其制造方法和用途以及车辆 | |
| CN114630917A (zh) | 热轧钢板及其制造方法 | |
| WO2021193310A1 (ja) | 高強度熱延鋼板及びその製造方法 | |
| JP2021063253A (ja) | 高強度熱延鋼板及びその製造方法 | |
| KR20200130422A (ko) | 마르텐사이트계 스테인리스 강판 및 이의 제조 방법 및 스프링 부재 | |
| WO2021125283A1 (ja) | 鋼板及びその製造方法 | |
| WO2017006563A1 (ja) | 高強度薄鋼板およびその製造方法 | |
| JP7522980B1 (ja) | 高強度熱延鋼板及びその製造方法 | |
| JP7522979B1 (ja) | 高強度熱延鋼板及びその製造方法 | |
| CN120882892A (zh) | 钢板及其制造方法 | |
| JP7522981B1 (ja) | 高強度熱延鋼板及びその製造方法 | |
| JP7852818B1 (ja) | 熱延鋼板およびその製造方法 | |
| JP7549281B2 (ja) | 鋼板 | |
| JP7569028B2 (ja) | 熱延鋼板およびその製造方法 | |
| JP7764841B2 (ja) | 熱延鋼板およびその製造方法 | |
| JP7397380B2 (ja) | ホットスタンプ用鋼板およびホットスタンプ成形体 | |
| JP7092265B2 (ja) | 鋼板 | |
| KR20260008826A (ko) | 고탄소 냉간 압연 강판, 고탄소 열간 압연 강판 및 스파이럴 스프링 | |
| WO2026070154A1 (ja) | 熱延鋼板およびその製造方法 | |
| WO2026058730A1 (ja) | 熱延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240328 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240617 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7522980 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |