JP7532848B2 - 歯車加工支援装置及び歯車加工装置 - Google Patents
歯車加工支援装置及び歯車加工装置 Download PDFInfo
- Publication number
- JP7532848B2 JP7532848B2 JP2020060969A JP2020060969A JP7532848B2 JP 7532848 B2 JP7532848 B2 JP 7532848B2 JP 2020060969 A JP2020060969 A JP 2020060969A JP 2020060969 A JP2020060969 A JP 2020060969A JP 7532848 B2 JP7532848 B2 JP 7532848B2
- Authority
- JP
- Japan
- Prior art keywords
- machining
- workpiece
- gear
- axis
- correction amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






























Landscapes
- Gear Processing (AREA)
- Numerical Control (AREA)
Description
本発明の第一の態様は、工作物の中心軸線回りへの前記工作物の回転と加工用工具の中心軸線回りへの前記加工用工具の回転とを同期させながら、前記工作物と前記加工用工具を相対移動させて、前記工作物に歯車の歯を加工するときに加工支援する歯車加工支援装置であって、
前記歯車の歯の歯面形状の修整要素であるクラウニング、バイアス及びねじれ角の少なくとも2つの目標修整量を記憶する目標修整量記憶部と、
前記修整要素のうち少なくとも2つが前記目標修整量記憶部に記憶されている前記目標修整量に近似するように、加工動作中における加工制御要素の補正量を決定する補正量決定部と、を備える、歯車加工支援装置にある。
本発明の第二の態様は、工作物の中心軸線回りへの前記工作物の回転と加工用工具の中心軸線回りへの前記加工用工具の回転とを同期させながら、前記工作物と前記加工用工具を相対移動させて、前記工作物に歯車の歯を加工するときに加工支援する歯車加工支援装置であって、
前記歯車の歯の歯面形状の修整要素であるクラウニング、バイアス及びねじれ角の少なくとも2つ目標修整量を記憶する目標修整量記憶部と、
前記修整要素のうち少なくとも2つが前記目標修整量記憶部に記憶されている前記目標修整量に近似するように、加工動作中における加工制御要素の補正量を決定する補正量決定部と、
前記加工制御要素を変化させたときの前記歯車の歯面形状に基づいて、前記修整要素と前記加工制御要素との相関を算出する相関算出部と、を備え、
前記補正量決定部は、前記相関算出部で算出した前記相関に基づいて、前記加工制御要素の補正量を決定する、歯車加工支援装置にある。
本発明の第三の態様は、工作物の中心軸線回りへの前記工作物の回転と加工用工具の中心軸線回りへの前記加工用工具の回転とを同期させながら、前記工作物と前記加工用工具を相対移動させて、前記工作物に歯車の歯を加工するときに加工支援する歯車加工支援装置であって、
前記歯車の歯の歯面形状の修整要素であるクラウニング、バイアス、ねじれ角、圧力角及び歯形丸みの少なくとも2つ目標修整量を記憶する目標修整量記憶部と、
前記修整要素のうち少なくとも2つが前記目標修整量記憶部に記憶されている前記目標修整量に近似するように、加工動作中における加工制御要素の補正量を決定する補正量決定部と、を備え、
前記加工用工具と前記工作物の加工点が、前記加工用工具の中心軸線と前記工作物の中心軸線との成す交差角を作るための軸に向かって移動することで、前記工作物に前記歯車の歯を加工する場合、
前記交差角を作るための軸の中心軸線と前記加工点との距離を算出する加工点距離算出部と、
算出した前記距離に基づいて、加工動作中における前記加工点の位置を算出する加工点位置算出部と、を備える、歯車加工支援装置にある。
本発明の歯車加工装置は、歯車加工支援装置を備える歯車加工装置であって、前記補正量決定部で決定した前記加工制御要素の補正量に基づいて、前記歯車の歯の加工を制御する加工制御部を備える。決定された加工制御要素の補正量に基づいて工作物に歯車の歯を加工することで、修整した歯面形状を有する歯車の歯の加工時間(加工検討時間)の短縮化を図ることができる。
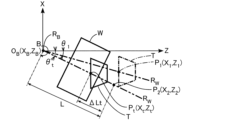
歯車加工装置の構成について図1を参照して説明する。図1に示すように、歯車加工装置10は、例えば、工作物Wと加工用工具Tの相対的な位置及び姿勢を変化させる駆動軸として、3つの直進軸及び2つの回転軸を有する5軸マシニングセンタである。本例では、歯車加工装置10は、直進軸としての直交3軸(X軸,Y軸,Z軸)、並びに、回転軸としてのB軸及びCw軸を有する。本例においては、B軸は、Y軸線に平行な回転テーブル14の中心軸線RB回りの回転軸であり、Cw軸は、工作物Wの中心軸線RW回りの回転軸である。なお、歯車加工装置10は、加工用工具Tの中心軸線RT回りの回転軸であるCt軸を有し、Ct軸を含めると6軸マシニングセンタとなる。
スカイビング加工について、図2A、図2B、図3A及び図3Bを参照して説明する。スカイビング加工は、図2A及び図2Bに示すように、加工用工具Tの中心軸線RTを工作物Wの中心軸線RWに平行な軸線に対して交差角θを有する状態にする。また、X軸方向から見た場合に、加工用工具Tの中心軸線RTと工作物Wの中心軸線RWとは平行である。そして、加工用工具Tの中心軸線RTと工作物Wの中心軸線RWの中心間距離をDとする。
歯車の歯面形状を修整する場合における歯面修整要素について、図4A-図4Eを参照して説明する。図4A-図4Eに示すように、歯車の歯Gの歯面Gfの形状の修整要素としては、クラウニング(図4A)、バイアス(図4B)、ねじれ角(図4C)、圧力角(図4D)及び歯形丸み(図4E)がある。ここで、クラウニングとは、歯すじ方向において歯幅の中央部が両端部よりも高くなるようにすることである。バイアスとは、歯すじ方向に圧力角を連続的に変化させ、歯面にねじれを持たせることである。
歯面形状の修整要素のうち、圧力角及び歯形丸みは、歯形方向の修整であり、工具形状の転写となる。すなわち、加工用工具Tの刃形、刃数、転位係数、ねじれ角(交差角)、刃付け角、すくい角等の工具諸元で修整可能である。一方、クラウニング、バイアス及びねじれ角は、歯幅方向の修整であり、歯車加工装置10の運動軌跡の転写となる。すなわち、歯車加工装置10の加工制御要素であるCw軸、B軸、X軸及びY軸で修整可能である。なお、圧力角及び歯形丸みも、歯車加工装置10の加工制御要素で修整可能であるが、本例では加工用工具Tの工具刃形(諸元)に基づいて修整する。
次に、各修整要素と各加工制御要素との相関について、図6A-図6Dを参照して説明する。ここで、各修整要素と各加工制御要素との相関は、加工用工具Tの諸元によって異なる。そして、加工用工具Tの工具諸元は、工作物Wに加工する歯車諸元に基づいて決定される。従って、図6A-図6Dに示す各相関は、ある加工用工具Tにおける相関を表し、加工用工具Tが異なれば、異なる相関を示す。また、修整要素は、クラウニング、バイアス及びねじれ角を例示し、加工制御要素は、Y軸、B軸、Cw軸、オフセット角(X,Y軸による同期2軸)を例示する。
上述したように、各相関は、各加工制御要素を変化させたときの歯車の歯面形状と基準の歯面形状との誤差に基づいて算出される。そして、基準の歯面形状は、例えば、インボリュート歯面である。
歯車加工支援装置20の構成について、図8-図9を参照して説明する。歯車加工支援装置20は、歯面形状を修整して歯車の歯を加工する際の支援が可能な装置である。歯面形状の修整要素は、上述したように、クラウニング(図4A)、バイアス(図4B)、ねじれ角(図4C)、圧力角(図4D)及び歯形丸み(図4E)がある。ただし、歯車加工装置10は、当該修整要素のうち少なくとも2つを対象とする。
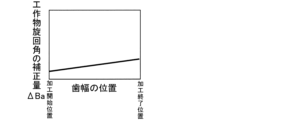
上述の歯車加工支援装置20では、工作物Wに加工する歯車の歯の歯幅位置に応じて交差角θを補正するため、加工用工具TをY軸に平行な軸の軸線回りに回転させることを前提でシミュレーションを行っている。しかし、本例の歯車加工装置10は、工作物WがY軸に平行なB軸の軸線回りに回転して交差角θを補正しているため、加工用工具Tによる工作物Wの加工中に加工点は工作物Wの中心軸線RW上からずれてしまい、加工誤差が発生することになる。
Claims (12)
- 工作物の中心軸線回りへの前記工作物の回転と加工用工具の中心軸線回りへの前記加工用工具の回転とを同期させながら、前記工作物と前記加工用工具を相対移動させて、前記工作物に歯車の歯を加工するときに加工支援する歯車加工支援装置であって、
前記歯車の歯の歯面形状の修整要素であるクラウニング、バイアス及びねじれ角の少なくとも2つ目標修整量を記憶する目標修整量記憶部と、
前記修整要素のうち少なくとも2つが前記目標修整量記憶部に記憶されている前記目標修整量に近似するように、加工動作中における加工制御要素の補正量を決定する補正量決定部と、
を備える、歯車加工支援装置。 - 工作物の中心軸線回りへの前記工作物の回転と加工用工具の中心軸線回りへの前記加工用工具の回転とを同期させながら、前記工作物と前記加工用工具を相対移動させて、前記工作物に歯車の歯を加工するときに加工支援する歯車加工支援装置であって、
前記歯車の歯の歯面形状の修整要素であるクラウニング、バイアス及びねじれ角の少なくとも2つ目標修整量を記憶する目標修整量記憶部と、
前記修整要素のうち少なくとも2つが前記目標修整量記憶部に記憶されている前記目標修整量に近似するように、加工動作中における加工制御要素の補正量を決定する補正量決定部と、
前記加工制御要素を変化させたときの前記歯車の歯面形状に基づいて、前記修整要素と前記加工制御要素との相関を算出する相関算出部と、を備え、
前記補正量決定部は、前記相関算出部で算出した前記相関に基づいて、前記加工制御要素の補正量を決定する、歯車加工支援装置。 - 工作物の中心軸線回りへの前記工作物の回転と加工用工具の中心軸線回りへの前記加工用工具の回転とを同期させながら、前記工作物と前記加工用工具を相対移動させて、前記工作物に歯車の歯を加工するときに加工支援する歯車加工支援装置であって、
前記歯車の歯の歯面形状の修整要素であるクラウニング、バイアス、ねじれ角、圧力角及び歯形丸みの少なくとも2つ目標修整量を記憶する目標修整量記憶部と、
前記修整要素のうち少なくとも2つが前記目標修整量記憶部に記憶されている前記目標修整量に近似するように、加工動作中における加工制御要素の補正量を決定する補正量決定部と、を備え、
前記加工用工具と前記工作物の加工点が、前記加工用工具の中心軸線と前記工作物の中心軸線との成す交差角を作るための軸に向かって移動することで、前記工作物に前記歯車の歯を加工する場合、
前記交差角を作るための軸の中心軸線と前記加工点との距離を算出する加工点距離算出部と、
算出した前記距離に基づいて、加工動作中における前記加工点の位置を算出する加工点位置算出部と、を備える、歯車加工支援装置。 - 前記歯車加工支援装置は、さらに、
前記補正量決定部で決定した前記加工制御要素の補正量を用いて前記歯車の歯面形状を算出する歯面形状算出部と、
前記歯面形状算出部で算出した前記歯面形状と前記目標修整量記憶部に記憶されている前記目標修整量とを比較して誤差を算出する形状誤差算出部と、
を備え、
前記補正量決定部は、前記形状誤差算出部で算出した前記誤差が許容値外のとき、前記加工制御要素の補正量を変更して決定する、請求項1-3の何れか一項に記載の歯車加工支援装置。 - 前記歯車加工支援装置は、さらに、
前記加工制御要素を変化させたときの前記歯車の歯面形状に基づいて、前記修整要素と前記加工制御要素との相関を算出する相関算出部を備え、
前記補正量決定部は、前記相関算出部で算出した前記相関に基づいて、前記加工制御要素の補正量を決定する、請求項1又は3に記載の歯車加工支援装置。 - 前記加工制御要素は、前記加工用工具の中心軸線と前記工作物の中心軸線との中心間距離、前記加工用工具の中心軸線と前記工作物の中心軸線との成す交差角、前記加工用工具と前記工作物の加工点を前記工作物の周方向にずらしたときのオフセット角、及び、前記加工用工具の回転角に対する前記工作物の回転角であり、
前記補正量決定部は、前記加工制御要素のうち少なくとも2つの補正量を決定する、請求項1-5の何れか一項に記載の歯車加工支援装置。 - 前記補正量決定部は、前記クラウニングの修整量に基づいて、前記加工制御要素の補正量を決定する、請求項1-6の何れか一項に記載の歯車加工支援装置。
- 前記補正量決定部は、前記バイアスの修整量に基づいて、前記加工制御要素の補正量を決定する、請求項7に記載の歯車加工支援装置。
- 前記補正量決定部は、前記ねじれ角に基づいて、前記加工制御要素の補正量を決定する、請求項8に記載の歯車加工支援装置。
- 前記加工用工具と前記工作物の加工点が、前記加工用工具の中心軸線と前記工作物の中心軸線との成す交差角を作るための軸に向かって移動することで、前記工作物に前記歯車の歯を加工する場合、
前記交差角を作るための軸の中心軸線と前記加工点との距離を算出する加工点距離算出部と、
算出した前記距離に基づいて、加工動作中における前記加工点の位置を算出する加工点位置算出部と、を備える、請求項1又は2に記載の歯車加工支援装置。 - 前記加工点位置算出部は、前記補正量決定部で決定した前記加工制御要素である前記交差角の補正量を含む補正交差角に応じて、前記加工点が前記工作物の中心軸線上に位置するように、前記加工制御要素である前記加工用工具と前記工作物の相対移動位置を算出する、請求項3又は10に記載の歯車加工支援装置。
- 請求項1-11の何れか一項に記載の歯車加工支援装置を備える歯車加工装置であって、
前記補正量決定部で決定した前記加工制御要素の補正量に基づいて、前記歯車の歯の加工を制御する加工制御部を備える、歯車加工装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010630700.4A CN112191949B (zh) | 2019-07-08 | 2020-07-03 | 齿轮加工辅助装置以及齿轮加工装置 |
| DE102020117709.7A DE102020117709A1 (de) | 2019-07-08 | 2020-07-06 | Zahnradbearbeitungsunterstützungsvorrichtung und Zahnradbearbeitungsvorrichtung |
| US16/920,797 US11623289B2 (en) | 2019-07-08 | 2020-07-06 | Gear machining support device and gear machining device |
| JP2022144244A JP7552664B2 (ja) | 2019-07-08 | 2022-09-12 | 歯車加工装置及び歯車加工方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019127052 | 2019-07-08 | ||
| JP2019127052 | 2019-07-08 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022144244A Division JP7552664B2 (ja) | 2019-07-08 | 2022-09-12 | 歯車加工装置及び歯車加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021011011A JP2021011011A (ja) | 2021-02-04 |
| JP7532848B2 true JP7532848B2 (ja) | 2024-08-14 |
Family
ID=74227872
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020060969A Active JP7532848B2 (ja) | 2019-07-08 | 2020-03-30 | 歯車加工支援装置及び歯車加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7532848B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7600869B2 (ja) * | 2021-05-28 | 2024-12-17 | 株式会社ジェイテクト | 歯車加工方法 |
| JPWO2023127539A1 (ja) * | 2021-12-27 | 2023-07-06 | ||
| JP7804873B2 (ja) * | 2022-02-25 | 2026-01-23 | 株式会社不二越 | 歯車製造方法および歯車製造装置 |
| JP7824511B2 (ja) * | 2022-03-03 | 2026-03-05 | 株式会社不二越 | 歯車製造方法 |
| CN119282813B (zh) * | 2024-10-31 | 2025-10-24 | 中国航发南方工业有限公司 | 一种回转体零件表面加工要素角向位置度调整方法 |
| JP7735608B1 (ja) * | 2025-06-26 | 2025-09-08 | Dmg森精機株式会社 | 情報処理装置、工作機械および情報処理方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012051049A (ja) | 2010-08-31 | 2012-03-15 | Aisin Seiki Co Ltd | 歯車加工装置、カッター、及び波動歯車装置 |
| US20160158860A1 (en) | 2013-09-11 | 2016-06-09 | Profilator Gmbh & Co. Kg | Skiving Method And Corresponding Device |
| JP2018062056A (ja) | 2016-10-13 | 2018-04-19 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| US20180126472A1 (en) | 2016-11-04 | 2018-05-10 | Jtekt Corporation | Gear machining device and gear machining method |
| JP2018069435A (ja) | 2016-11-04 | 2018-05-10 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| US20200332877A1 (en) | 2017-03-28 | 2020-10-22 | Klingelnberg Ag | Process for machining a gear workpiece, and corresponding pair of gears |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63180766A (ja) * | 1987-01-23 | 1988-07-25 | Toyota Motor Corp | 歯形修正歯車 |
| DE3915976C2 (de) * | 1989-05-17 | 2002-01-31 | Pfauter Hermann Gmbh Co | Verfahren zur Schlichtbearbeitung der Flanken von gerad- oder schrägverzahnten, innen- oder außenverzahnten Zylinderrädern durch Wälzschälen sowie Wälzmaschine zur Durchführung eines solchen Verfahrens |
| US5174699A (en) * | 1989-05-17 | 1992-12-29 | Hermann Pfauter Gmbh & Co. | Method for finishing gears via skiving |
| JPH0631532A (ja) * | 1992-07-22 | 1994-02-08 | Honda Motor Co Ltd | 5軸制御マシニングセンタを用いた歯車の加工方法 |
-
2020
- 2020-03-30 JP JP2020060969A patent/JP7532848B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012051049A (ja) | 2010-08-31 | 2012-03-15 | Aisin Seiki Co Ltd | 歯車加工装置、カッター、及び波動歯車装置 |
| US20160158860A1 (en) | 2013-09-11 | 2016-06-09 | Profilator Gmbh & Co. Kg | Skiving Method And Corresponding Device |
| JP2018062056A (ja) | 2016-10-13 | 2018-04-19 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| US20180126472A1 (en) | 2016-11-04 | 2018-05-10 | Jtekt Corporation | Gear machining device and gear machining method |
| JP2018069435A (ja) | 2016-11-04 | 2018-05-10 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| CN108015361A (zh) | 2016-11-04 | 2018-05-11 | 株式会社捷太格特 | 齿轮加工装置和齿轮加工方法 |
| US20200332877A1 (en) | 2017-03-28 | 2020-10-22 | Klingelnberg Ag | Process for machining a gear workpiece, and corresponding pair of gears |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021011011A (ja) | 2021-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7532848B2 (ja) | 歯車加工支援装置及び歯車加工装置 | |
| JP7552664B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| AU646937B2 (en) | Method of generating bevel and hypoid gears | |
| JP5651345B2 (ja) | 少なくとも5本の軸を含む工作機械で工具を制御するための制御データを発生するための方法および装置 | |
| KR101928419B1 (ko) | 공구경로의 생성방법 및 공작기계 | |
| US10343256B2 (en) | Method of dressing a tool | |
| US10493546B2 (en) | Method of producing a toothed workpiece having a modified surface geometry | |
| US10500659B2 (en) | Method of producing a toothed workpiece having a modified surface geometry | |
| US10322461B2 (en) | Method of dressing a tool | |
| JP7753346B2 (ja) | 音響心理学的な歯フランク形状の修正 | |
| JP2018111184A (ja) | かさ型歯車の自由創成型加工機を想定した歯面修整方法 | |
| Shih et al. | A flank correction face-milling method for bevel gears using a five-axis CNC machine | |
| US20170008105A1 (en) | Method of producing a workpiece having a desired gear geometry | |
| Jiang et al. | High-order tooth flank correction for a helical gear on a six-axis CNC hob machine | |
| JP2023178946A (ja) | 歯車切削工具及びその設計方法 | |
| US10583508B2 (en) | Method of producing a toothed workpiece having a modified surface geometry | |
| CN114630724A (zh) | 制造用于珩磨带齿锥面工件的带齿锥面珩磨工具的方法、带齿锥面珩磨工具以及珩磨锥齿轮的方法 | |
| CN115315666B (zh) | 机床的控制装置 | |
| JP7772243B2 (ja) | 歯車加工用工具の設計方法および歯車加工用工具の設計支援装置 | |
| Fan | Tooth surface error correction for face-hobbed hypoid gears | |
| Gosselin | Multi axis CnC manufacturing of straight and spiral bevel gears | |
| Gosselin et al. | A unified approach to the simulation of gear manufacturing and operation | |
| Gosselin et al. | Integrated closed loop in 5 Axis CnC gear manufacturing | |
| JP2026056360A (ja) | 歯面形状最適化システム | |
| Teixeira Alves et al. | Designing and manufacturing spiral bevel gears using 5-axis CNC milling machines |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210301 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7532848 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |