ところが、ブレードチューブへ樹脂チューブを外挿することは実質的な大径化になることから厚肉の樹脂チューブを採用し難く、薄肉の樹脂チューブでは、突出した編組線が貫通してしまうおそれがあった。また、このような樹脂チューブを外挿しても、ブレードチューブの端面から突き出した編組線が樹脂チューブ内では露出することから、露出した編組線がブレードチューブ内を通過するフィルタ等に干渉したり変形等するおそれもあり、十分な信頼性を得ることが難しかった。
ここにおいて、本発明の解決課題とするところは、ブレードを構成する編組線のブレードチューブ端面からの突き出しを抑えることのできる、新規な構造のカテーテル、及び新規なカテーテルの製造方法を提供することにある。
はじめに、本発明者らは、ブレードチューブの軸方向端面に端チューブを突き合わせて直列的に配して、編組線(補強用ブレード)のブレードチューブ端面からの突き出しを端チューブで覆うように防止することを検討した。ところが、ブレードチューブと端チューブとの突き合わせ部分を接続するために、例えば両チューブに跨がって被せチューブを外挿して溶着しようとすると、溶着工程での温度管理が難しく安定した品質を得難いことがわかった。
このような新たな問題について更に検討したところ、金属等で構成される補強用ブレードの比熱が合成樹脂からなるチューブ材に対して桁違いに小さく、一方、熱伝導率はチューブ材が補強用ブレードに比して桁違いに小さいことや、チューブ材の融点が補強用ブレードに比して極めて低いことなどが原因となっているとの知見を得た。かかる原因により、互いに突き合わされて被せチューブで覆われたブレードチューブと端チューブの接続部分を溶着処理に際して加熱すると、特に補強用ブレードが露出したブレードチューブと端チューブとの突き合わせ部分において補強用ブレードが高温になり過ぎ、ブレードチューブが局所的に溶融変形したり、溶融したブレードチューブから補強用ブレードが露出したり突出するなどのおそれがあった。一方、このようなブレードチューブの損傷を回避するために溶着処理に際しての加熱温度を低くすると、被せチューブで覆われたブレードチューブと端チューブの接続部分において十分な溶着強度を安定して得ることが難しくなる。
上述の如き新たな問題に鑑み、本発明者が得た新たな知見に基づいてなされた本発明の第1の態様は、補強用ブレードが配されたブレードチューブを備えたカテーテルであって、前記ブレードチューブの少なくとも一方の端部において端チューブが軸方向端面を突き合わされて配されていると共に、被せチューブが該ブレードチューブと該端チューブとの両チューブに跨って外挿されて該両チューブの外周面に溶着されている一方、該被せチューブにおける該端チューブの軸方向の外方端部分に対する溶着度合いが、該被せチューブにおける該ブレードチューブと該端チューブとの突き合わせ部分に対する溶着度合いよりも大きくされているものである。
本態様に従う構造とされたカテーテルによれば、ブレードチューブと端チューブとの接続部分に外挿された被せチューブの溶着度合いが、ブレードチューブと端チューブとの突き合わせ部分において小さくされていることで、ブレードチューブの端面に露出された補強用ブレードの溶着処理に際しての高温化とそれに伴うブレードチューブの損傷を軽減乃至は回避することが可能になる。一方、ブレードチューブと端チューブとの接続強度は、ブレードチューブと端チューブとの突き合わせ部分を軸方向に外れた領域における被せチューブの溶着によって確保することができる。それ故、ブレードチューブと端チューブとを接続するための溶着強度を確保しつつ、溶着に際してのブレードチューブの損傷を軽減乃至は回避することが可能になる。
本発明の第2の態様は、前記第1の態様に係るカテーテルにおいて、前記端チューブと前記被せチューブとのそれぞれの軸方向の外方端が軸方向で等しい位置にあるものである。
本態様に従う構造とされたカテーテルによれば、端チューブと被せチューブとを軸方向の最も外方の端部で相互に溶着することができることから、端チューブと被せチューブの剥がれ等が一層効果的に防止され得る。
本発明の第3の態様は、前記第1の態様に係るカテーテルにおいて、前記被せチューブが前記端チューブよりも軸方向外方に突出しているものである。
本態様に従う構造とされたカテーテルによれば、カテーテルの端部を被せチューブのみで形成して、より柔軟に構成することも可能となる。また、被せチューブのブレードチューブへの外挿部分から、ブレード補強されていない端チューブへの外挿部分を経て、被せチューブの突出部分に至ることで、カテーテルの軸方向において段階的な柔軟性を持たせることもできる。
本発明の第4の態様は、前記第1の態様に係るカテーテルにおいて、前記端チューブが前記被せチューブよりも軸方向外方に突出しているものである。
本態様に従う構造とされたカテーテルによれば、軸方向において段階的な柔軟性を持たせるだけでなく、被せチューブより小径とされた端チューブが軸方向外方に突出してカテーテルの端部を構成することから、カテーテルの挿通性の向上も図られる。
本発明の第5の態様は、前記第1~第4の何れかの態様に係るカテーテルにおいて、前記被せチューブが前記ブレードチューブよりも薄肉であるものである。
本態様に従う構造とされたカテーテルによれば、カテーテルの外径寸法の過剰な増大が抑えられて、カテーテルの挿通性の悪化が回避され得る。
本発明の第6の態様は、前記第1~第5の何れかの態様に係るカテーテルにおいて、前記補強用ブレードが金属製とされているものである。
本態様に従う構造とされたカテーテルによれば、補強用ブレードが金属製とされることで、加熱して溶着する際に周囲の樹脂が溶融し易く補強用ブレードが露出し易いことから、ブレードの突き出し抑制効果が有効に享受され得る。
本発明の第7の態様は、前記第1~第6の何れかの態様に係るカテーテルにおいて、前記ブレードチューブと前記端チューブとの突き合わせ部分における該ブレードチューブの内径寸法と該端チューブの内径寸法が等しくされているものである。
本態様に従う構造とされたカテーテルによれば、例えばカテーテルの内孔を通じたフィルタなどの他部材のデリバリや回収の際に、当該他部材がカテーテルの内面において端チューブとブレードチューブとの突き合わせ部分へ引っ掛かったりするおそれが低減され得る。
なお、本発明に係るカテーテルは何等限定されるものではないが、例えば血管中に配置されて血栓や血塊などのデブリなどを捕捉するフィルタを回収するフィルタ回収用カテーテルとされることが好適である。すなわち、本発明の第8の態様は、前記第1~第7の何れかの態様に係るカテーテルにおいて、血管中に配置されたフィルタを回収するフィルタ回収用カテーテルとされているものである。
本発明の第9の態様は、補強用ブレードが配されたブレードチューブを備えたカテーテルの製造方法であって、前記ブレードチューブの少なくとも一方の端部側に端チューブを配置して軸方向端面同士を突き合わせると共に、該ブレードチューブと該端チューブとの両チューブに跨って被せチューブを外挿せしめた後、該ブレードチューブ及び該端チューブにおける該被せチューブの外挿部分を加熱して溶着するに際して、該被せチューブにおける該端チューブの軸方向の外方端部分に加える熱量を、該被せチューブにおける該ブレードチューブと該端チューブとの突き合わせ部分に加える熱量よりも大きくするものである。
本態様に従うカテーテルの製造方法によれば、被せチューブにおけるブレードチューブと端チューブとの突き合わせ部分に加える熱量を比較的小さくすることで、ブレードチューブの端部における樹脂の溶融および補強用ブレードの飛出しが防止されるとともに、被せチューブにおける端チューブの軸方向の外方端部分に加える熱量を比較的大きくすることで被せチューブと端チューブとの溶着をより確実に実現させて、端チューブの脱落を効果的に防止することができる。
本発明の第10の態様は、前記第9の態様に係るカテーテルの製造方法において、前記ブレードチューブ及び前記端チューブにおける前記被せチューブの外挿部分を加熱して溶着するに際して、該被せチューブにおける該ブレードチューブの該端チューブとの突き合わせ部分よりも軸方向の内方側部分に加える熱量を、該被せチューブにおける該ブレードチューブと該端チューブとの突き合わせ部分に加える熱量よりも大きくするものである。
本態様に従うカテーテルの製造方法によれば、溶着により加えられる熱量が、ブレードチューブと端チューブとの突き合わせ部分よりも、当該突き合わせ部分を挟んだ軸方向の両側で大きくされることから、被せチューブが、ブレードチューブと端チューブとの突き合わせ部分よりも当該突き合わせ部分を挟んだ軸方向の両側で大きな溶着強度を得ることが可能になる。
本発明の第11の態様は、補強用ブレードに内周面を覆う内層と外周面を覆う外層が一体的に設けられた3層構造のブレードチューブを備えたカテーテルにおいて、前記ブレードチューブに対して外周面を覆う別体の被せチューブが外挿されており、該ブレードチューブの軸方向端から該被せチューブが突出していると共に、該被せチューブにおける該ブレードチューブの軸方向端からの突出部分が軸方向視において該ブレードチューブの端面に重なっているものである。
本態様に従う構造とされたカテーテルによれば、ブレードチューブに外挿された被せチューブがブレードチューブの軸方向端面に対して軸方向視で重なっていることから、ブレードチューブの軸方向端面から編組線が突出した場合でも、突出した編組線の先端は被せチューブにより軸方向で覆われ、或いは被せチューブ内に突入することとなる。また、被せチューブはブレードチューブの軸方向端面を覆うことから、径方向の厚肉化によるブレードチューブの大幅な大径化を回避しつつ、突出する編組線を、軸方向で必要な厚さを確保して覆うことも可能になる。
本発明の第12の態様は、前記第11の態様に係るカテーテルにおいて、前記被せチューブの前記突出部分における内周面が、前記ブレードチューブに配される前記補強用ブレードよりも内周側に位置しているものである。
本態様に従う構造とされたカテーテルによれば、編組線の突き出しがより確実に防止され得る。本態様においてより好適には、被せチューブの突出部分における内周面がブレードチューブに配される全ての補強用ブレード(編組線)よりも内周側に位置する態様が採用される。
本発明の第13の態様は、前記第11又は第12の態様に係るカテーテルにおいて、前記被せチューブの前記突出部分における外径寸法が軸方向端から軸方向基端側へ所定寸法に亘って前記ブレードチューブの外径寸法以下とされているものである。
本態様に従う構造とされたカテーテルによれば、被せチューブの突出先端部における外径寸法がブレードチューブの外径寸法以下とされることで、血管等へのカテーテルの挿入をよりスムーズに行うことが可能になる。
本発明の第14の態様は、前記第11~第13の何れかの態様に係るカテーテルであって、前記被せチューブの前記突出部分において、外径寸法が突出先端に向かって次第に小さくなるテーパ状部を有しているものである。
本態様に従う構造とされたカテーテルによれば、血管への挿入操作に際して引っ掛かりなどが抑えられることから、手技の作業性向上が図られる。
本発明の第15の態様は、前記第11~第14の何れかの態様に係るカテーテルにおいて、前記被せチューブの前記突出部分が、前記ブレードチューブに外挿された部分に比べて厚さ寸法を大きくされているものである。
本態様に従う構造とされたカテーテルによれば、被せチューブにおいてブレードチューブに外挿される部分の厚さ寸法が小さくされることでカテーテルの外径寸法を小さくして挿通性の向上を図ることができるとともに、ブレードチューブから突出する部分の厚さ寸法が大きくされることで補強用ブレードのブレードチューブからの突き出しが更に安定して防止され得る。
なお、本発明に係るカテーテルは何等限定されるものではないが、例えばデリバリカテーテルとされることが好適である。すなわち、本発明の第16の態様は、前記第11~第15の何れかの態様に係るカテーテルにおいて、例えば血液中の血栓などのデブリを捕捉することのできるフィルタを血管中の所定位置へデリバリするデリバリカテーテルとされているものである。
本態様では、後述する実施形態のように、被せチューブにおける突出部分を、フィルタに設けられたストッパと当接させてフィルタをデリバリカテーテルに対して位置決めさせることも可能である。特に、例えば前記第13の態様や前記第14の態様と組み合わせて、被せチューブの突出先端部における外径寸法をブレードチューブの外径寸法以下として、併せて内径寸法も突出先端部に向かって小さくすることで、あるいは、前記第15の態様と組み合わせて、例えば被せチューブにおける突出部分の厚さ寸法を内周側に大きくすることで、フィルタに設けられるストッパを小径化することも可能であり、これにより、フィルタをデリバリする際のカテーテルの挿通性の向上を図ることも可能となる。
本発明の第17の態様は、前記第11~第16の何れかの態様に係るカテーテルにおいて、前記ブレードチューブの軸方向端面に対して前記被せチューブの前記突出部分が当接状態で重なっているものである。
本態様に従う構造とされたカテーテルによれば、ブレードチューブから突出した編組線の先端が直接に被せチューブに入り込むこととなり、突出した編組線の被せチューブ内での露出も防止され得る。また、ブレードチューブと被せチューブとの軸方向間の隙間に血液などが入り込んで滞留したりすることも防止され得る。
本発明の第18の態様は、前記第11~第17の何れかの態様に係るカテーテルにおいて、前記ブレードチューブの先端部分の外周面に造影マーカーが設けられていると共に、該造影マーカーが前記被せチューブで覆われているものである。
本態様に従う構造とされたカテーテルによれば、ブレードチューブの先端部分の位置を手術中に確認しながらカテーテルを血管内に挿入することができる。特に、ブレードチューブの軸方向端部に軟質の樹脂チューブを設けることなく、カテーテルの軸方向端部を被せチューブで構成することで、ブレードチューブの先端部分からカテーテルの先端部分までの軸方向距離を小さく抑えることも可能であり、手術中に確認し得るブレードチューブの先端部分の位置と、実際のカテーテルの先端位置とのずれを小さく抑えることも可能となる。
本発明における前記第1~第10の何れかの態様に従うカテーテルおよびカテーテルの製造方法によれば、ブレードチューブの端部に対する端チューブの接合強度を確保しつつ、被せチューブの溶着処理に際してのブレードチューブの損傷の回避を図ることが可能になる。
また、本発明における前記第11~第18の何れかの態様に従う構造とされたカテーテルによれば、ブレードチューブから軸方向に突出する編組線(補強用ブレード)を、ブレードチューブに対して軸方向視で重ね合わされた被せチューブによって、軸方向で覆うことが可能となる。
以下、本発明の実施形態について、図面を参照しつつ説明する。
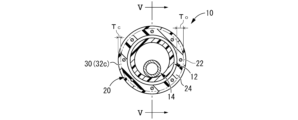
先ず、図1~5には、本発明に係るカテーテルの第1の実施形態であるフィルタ回収用カテーテル(以下、回収用カテーテル)10が示されている。この回収用カテーテル10は、別途デリバリカテーテルなどによって血管中の治療部位にデリバリされた血液中の血栓や血塊などのデブリを捕捉して除去するフィルタを、治療後に血管中から回収するためのカテーテルである。なお、以下の説明において、軸方向とは回収用カテーテル10が延びる図1中の左右方向をいい、先端側とは図1中の左側、基端側とは図1中の右側をいうものとする。
より詳細には、回収用カテーテル10は、先端側のディスタールシャフト12と基端側のプロキシマルシャフト14とを含んで構成されている。このディスタールシャフト12は単層の樹脂チューブ等から構成されている一方、プロキシマルシャフト14は中空の長尺状の部材とされており、ステンレス鋼等の金属や合成樹脂により構成されている。
また、ディスタールシャフト12は、プロキシマルシャフト14の先端部分の外周面に固着されており、ディスタールシャフト12の基端側から長尺のプロキシマルシャフト14が延び出している。なお、ディスタールシャフト12の内径寸法は、プロキシマルシャフト14の外径寸法より大きくされており、回収用カテーテル10の長さ方向の中間部分においてディスタールシャフト12の基端側が外部に開口したポート部16とされている。また、プロキシマルシャフト14の基端には、使用者が把持および操作を可能とするコネクタ部18が設けられている。
一方、ディスタールシャフト12の先端部分には、ブレードチューブからなるアウタチューブ20が外挿されている。なお、本実施形態において、本発明が対象とするブレードチューブはアウタチューブ20であり、以下に詳述するように、本発明が対象とするカテーテルは、アウタチューブ20に対して、本発明に従って後述する端チューブ28と被せチューブ30とを設けた複合構造とされている。それ故、ディスタールシャフト12やプロキシマルシャフト14を対象に含めないで、本発明は解釈され得る。
すなわち、アウタチューブ20は、金属などからなる補強用ブレード22が樹脂チューブからなる筒壁24に埋設固着されるなどして配されることで構成されており、アウタチューブ20は、軸方向の略全長に亘ってブレードチューブにより構成されている。本実施形態では、補強用ブレード22が、筒壁24の厚さ方向中間部分に埋設されており、補強用ブレード22の内周側と外周側とがそれぞれ樹脂チューブ材で覆われている。なお、ディスタールシャフト12やプロキシマルシャフト14の構造は何等限定されるものではないが、これらシャフト12,14が、アウタチューブ20と同様に筒壁の内部に補強用ブレードが埋設固着されたブレードチューブとされることで、回収用カテーテル10を軸方向の略全長に亘ってブレードチューブにより構成することも可能である。
本実施形態では、アウタチューブ20の径方向幅寸法To(図4参照)が好適には0.04mm≦To≦1.0mmとされていると共に、軸方向寸法L(図3参照)が好適には50mm≦L≦70mmとされている。径方向厚さ寸法Toおよび軸方向寸法Lが上記範囲とされることにより、柔軟性と良好な操作性が得られる。更に、アウタチューブ20の先端部分の外周面にはPt等からなる環状の造影マーカー26が外挿されて装着されている。これにより、X線でアウタチューブ20の先端部分の位置を確認しながら回収用カテーテル10の挿入操作を行うことができる。尤も、本実施形態では、アウタチューブ20の略先端まで金属などからなる補強用ブレード22が延びて、当該補強用ブレード22によってもX線でアウタチューブ20の先端部分の位置を確認することができることから、造影マーカー26は必須なものではない。
なお、ブレードチューブであるアウタチューブ20は、3層構造とされており、最も内層がPTFE(ポリテトラフルオロエチレン)等の合成樹脂により形成されて、当該内層の外周側に細いステンレス鋼等の金属や合成樹脂からなる線材を編組したメッシュ状のスリーブからなる補強用ブレード22が配設されている。更に、当該補強用ブレード22の外周側に、ポリアミド等からなる合成樹脂の外層が形成されており、内層の外周面と外層の内周面とが接着や溶着等されることにより、補強用ブレード22を埋設した状態で内外層が固着により一体化されている。すなわち、上記PTFEなどからなる内層とポリアミドなどからなる外層とを含んで、補強用ブレード22が埋設される筒壁24が構成されている。本実施形態では、アウタチューブ20における筒壁24の外層と、後述する端チューブ28(28a,28b)と、被せチューブ30とが、それぞれ略同じ材質の合成樹脂、即ち相互に近似の条件下での熱溶着性の高い合成樹脂により形成されており、特に本実施形態では、これら各チューブ20,28,30がナイロンにより形成されている。なお、各チューブ20,28,30を構成する材質は、例えば、ポリアミドエラストマーやウレタンなどが好適に採用され得る。また、補強用ブレード22を構成する材質は、例えばステンレスやタングステンなどが好適に採用され得る。
また、アウタチューブ20の少なくとも一方の端部には、端チューブ28が、アウタチューブ20と端面を突き合わせて配されており、本実施形態では、端チューブ28とアウタチューブ20との間に隙間を略設けることなく、端面同士が相互に略当接した状態で直列的に配されている。特に、本実施形態では、アウタチューブ20の両側に端チューブ28a,28bが設けられており、アウタチューブ20の先端側に先端側端チューブ28aが設けられている一方、アウタチューブ20の基端側に基端側端チューブ28bが設けられている。これらの端チューブ28a,28bには補強用ブレード22が埋設されておらず、両端チューブ28a,28bがアウタチューブ20よりも軟質とされている。なお、アウタチューブ20は、補強用ブレード22が埋設されていることから比較的硬質とされているが、アウタチューブ20における樹脂の部分、即ち筒壁24の剛性は何等限定されるものではなく、例えば両端チューブ28a,28bよりも軟質とされてもよい。また、本実施形態では、かかる端チューブ28a,28bの外径寸法および内径寸法が、アウタチューブ20と略等しくされている。このように、端チューブ28a,28bとアウタチューブ20との外径寸法や内径寸法を略等しくすることで、端チューブ28a,28bとアウタチューブ20との突き合わせ部分において、外周面や内周面に段差をできにくくすることができる。
上記の如きアウタチューブ20には、その基端側に設けられた基端側端チューブ28bの基端側からディスタールシャフト12の先端部分が挿入されており、基端側端チューブ28bの基端側内周面がディスタールシャフト12の外周面に溶着や接着されて、基端側端チューブ28bの基端部分が縮径されている。なお、基端側端チューブ28bの基端部分は縮径されなくてもよく、基端側端チューブ28bの外径寸法が軸方向で略一定とされてもよい。
さらに、アウタチューブ20の外周側には、アウタチューブ20の外周面を軸方向の全長に亘って覆うように被せチューブ30が外挿されて設けられている。この被せチューブ30は、アウタチューブ20よりも薄肉とされており、径方向幅寸法Tc(図4参照)が、好適には0.01mm≦Tc≦0.10mmとされている。そして、この被せチューブ30の基端側は、アウタチューブ20の基端側に設けられた基端側端チューブ28bとの突き合わせ部分に跨って外挿されており、被せチューブ30の基端から、基端側端チューブ28bが軸方向外方(基端側)に突出している。なお、基端側端チューブ28bは、被せチューブ30の基端から突出していなくてもよく、基端側端チューブ28bの基端と被せチューブ30の基端が軸方向で略同位置にあってもよい。
一方、被せチューブ30の先端側は、アウタチューブ20よりも先端側に突出してアウタチューブ20の先端側に設けられた先端側端チューブ28aを略全長に亘って覆っており、本実施形態では、被せチューブ30の先端側端面と先端側端チューブ28aの先端側端面とが、軸方向で略等しい位置にある。そして、被せチューブ30の略全長に亘って、被せチューブ30が、アウタチューブ20および両端チューブ28a,28bの外周面と固着されている。すなわち、本実施形態では、回収用カテーテル10の先端側端面が、先端側端チューブ28aの先端側端面と被せチューブ30の先端側端面とにより構成されており、軸方向に対して垂直に広がる平坦な環状面とされている。なお、本実施形態では、かかる被せチューブ30は、造影マーカー26の外周を覆って配設されている。
本実施形態では、被せチューブ30は、アウタチューブ20への外挿前の単品状態では長さ方向で4つに分割されており、分割チューブ32a,32b,32c,32dから構成されている。換言すれば、先端側から長さ方向に順に直列的に配された分割チューブ32a,32b,32c,32dがアウタチューブ20および両端チューブ28a,28bに外挿されており、最も先端側に位置する分割チューブ32aがアウタチューブ20から先端側に突出して先端側端チューブ28aを覆っているとともに、最も基端側に位置する分割チューブ32dがアウタチューブ20から基端側に突出して基端側端チューブ28bに跨って位置している。なお、被せチューブ30を構成する分割チューブの数は何等限定されるものではない。すなわち、2つや3つ、5つ以上とされてもよく、適宜変更可能である。尤も、被せチューブは分割チューブにより構成される必要はなく、1つのチューブ状の部材から構成されてもよい。
そして、これら分割チューブ32a,32b,32c,32d、アウタチューブ20および両端チューブ28a,28bに加熱処理が施されることにより、これらが溶融一体化させられて、被せチューブ30が構成されると共に、当該被せチューブ30がアウタチューブ20および両端チューブ28a,28bの外周面に溶着されている。すなわち、先端の分割チューブ32aが、アウタチューブ20および先端側端チューブ28aに跨って両チューブ20,28aの外周面に溶着されているとともに、基端の分割チューブ32dが、アウタチューブ20および基端側端チューブ28bに跨って両チューブ20,28bに溶着されている。一方、中間の分割チューブ32b,32cが、アウタチューブ20の外周面に溶着されている。
かかる回収用カテーテル10の製造方法の具体的な1例を、図6(a)~(c)を示して以下に説明するが、回収用カテーテル10の製造方法は何等限定されるものではない。なお、図6(a)~(c)では、造影マーカー(26)の図示を省略する。
すなわち、図6(a)に示されるように、アウタチューブ20および両端チューブ28a,28bを、それぞれの軸方向端面同士を突き合わせた状態で略ストレートに伸びる芯棒34に外挿して、更にそれら各チューブ20,28a,28bの外周面に被せチューブ30を外挿する。その後、各チューブ20,28a,28b,30が外挿された状態の芯棒34を略筒形の溶着金型36にセットする。なお、溶着金型36と芯棒34は同一中心軸上に配されており、被せチューブ30の外周面と溶着金型36の内周面との間には適宜の隙間が設定される。そして、当該溶着金型36を加温して被せチューブ30を加熱溶融させることで、被せチューブ30の外挿部分を、アウタチューブ20および両端チューブ28a,28bに溶着する。なお、前記第1~第10の何れかの態様に係る構造とされた端チューブは、先端側端チューブ28aであり、図6(a)~(c)ではアウタチューブ20および先端側端チューブ28aと被せチューブ30との溶着の状態が示されているが、基端側端チューブ28bと被せチューブ30(分割チューブ32d)との固着態様は何等限定されるものではなく、先端側端チューブ28aと同様に前記第1~第10の何れかの態様に係る構造とされてもよいし、溶着以外の手段、例えば接着によって相互に固着されてもよい。また、かかる溶着は、被せチューブ30に対して薄肉のシュリンクチューブが更に外挿された状態で実施されてもよい。かかる場合には、溶着金型36の温度と被せチューブ30に加えられる温度とは必ずしも一致するものではないが、相関関係はあることから、(溶着金型36の温度)が高いほど、(被せチューブ30に加えられる温度)も高いものと考えられる。
ここにおいて、図6(a)では、被せチューブ30と、アウタチューブ20における先端側端チューブ28aとの突き合わせ部分よりも基端側の部分との溶着態様が示されている。すなわち、図6(a)において、溶着金型36を、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分よりも基端側に位置させて、かかる状態で溶着を行うことで、被せチューブ30とアウタチューブ20とを相互に溶着する。なお、かかる状態での溶着条件は何等限定されるものではないが、本実施形態では、溶着金型36を165度~235度の範囲内で適切に設定された温度に熱した状態で、5~15秒の間で適切に設定された時間に亘って加熱溶着することが好ましい。より好適には、180~220度の範囲内の温度で、8~12秒間の加熱処理が行われる。
上記溶着後、図6(b)に示されるように溶着金型36と芯棒34とを相対移動させて、溶着金型36を、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分に位置させる。かかる状態で溶着を行って、被せチューブ30とアウタチューブ20と先端側端チューブ28aとを相互に溶着する。なお、かかる状態での溶着条件は何等限定されるものではないが、本実施形態では、図6(b)において、溶着金型36を140度~175度の範囲内で適切に設定された温度に熱した状態で、5~30秒の間で適切に設定された時間に亘って加熱溶着することが好ましい。より好適には、150~165度の範囲内の温度で且つ図6(a)及び(c)よりも低い温度で、8~12秒間の加熱処理が行われる。
さらに、上記溶着後、図6(c)に示されるように溶着金型36と芯棒34とを相対移動させて、溶着金型36を、先端側端チューブ28aの軸方向の外方端部分に位置させる。かかる状態で溶着を行って、被せチューブ30と先端側端チューブ28aの軸方向の外方端部分とを相互に溶着する。なお、かかる状態での溶着条件は何等限定されるものではないが、本実施形態では、溶着金型36を160度~220度の範囲内で適切に設定された温度に熱した状態で、5~15秒の間で適切に設定された時間に亘って加熱溶着することが好ましい。より好適には、165~200度の範囲内の温度で、5~10秒間の加熱処理が行われる。
その後、上記図6(a)~(c)の手順で製造されたアウタチューブ20に対して、別途準備したディスタールシャフト12、プロキシマルシャフト14、コネクタ部18を固着して、回収用カテーテル10を製造する。なお、これらの固着手段や固着の順番などは何等限定されるものではない。
ここにおいて、各チューブの材質にもよるが、本実施形態では、アウタチューブ20の外層と先端側端チューブ28aと被せチューブ30とが略同じ材質で構成されていることから、溶着時に加えられる熱量(熱エネルギー量)は、(加熱温度)×(加熱時間)で表すことが可能である。すなわち、本実施形態では、溶着時に加えられる熱量が、(アウタチューブ20における先端側端チューブ28aとの突き合わせ部分よりも軸方向の内方側の部分)≧(先端側端チューブ28aにおける軸方向の外方端部分)>(アウタチューブ20と先端側端チューブ28aとの突き合わせ部分)とされている。なお、アウタチューブ20は先端側端チューブ28aに比して金属製の補強用ブレード22が埋設されていることから、好適には(アウタチューブ20における先端側端チューブ28aとの突き合わせ部分よりも軸方向の内方側の部分)>(先端側端チューブ28aにおける軸方向の外方端部分)とされる。したがって、被せチューブ30との溶着度合いにおいても、(アウタチューブ20における先端側端チューブ28aとの突き合わせ部分よりも軸方向の内方側の部分)>(先端側端チューブ28aにおける軸方向の外方端部分)>(アウタチューブ20と先端側端チューブ28aとの突き合わせ部分)とされており、被せチューブ30が、アウタチューブ20と先端側端チューブ28との突き合わせ部分よりも、当該突き合わせ部分を挟んだ両側で溶着度合いが大きくされている。
なお、上述の具体例において、図6(a)~(c)では、それぞれ溶着金型36が軸方向で重ならない位置に設定されているが、図6(a)~(c)のそれぞれにおける溶着位置は、軸方向で部分的に重複していてもよい。このように溶着金型36を順次に軸方向に移動させて各部位を溶着処理するに際しては、溶着金型36の移動位置を調節して、部分的に重複した位置で溶着処理を施したり、重複せずに連続した位置で溶着処理を施したり、或いは所定距離だけ離れた不連続の位置で溶着処理を施したりすることで、溶着金型36の加熱温度に加えて或いは代えて、各チューブ20,28a,28b,30に加えられる溶着熱量を各部位ごとに制御することが可能となる。なお、溶着金型36の位置を軸方向で部分的に重複させることなどにより、同一個所へ複数回の加熱処理を施すに際しては、例えば当該部位に対する実効的な加熱温度と加熱時間、即ち樹脂の溶融温度以上での加熱時間により加熱処理の熱量を評価することができる。
また、溶着金型36は、全体を略均一に加熱しても、放熱面積の偏りなどによって特に軸方向両端部分の温度が中間部分よりも低下しやすい。このような溶着金型36の温度特性を利用したり、エアなどで溶着金型36を局所的に冷却したりすることで、例えばアウタチューブ20と先端側端チューブ28aとの突き合わせ部分の溶着を、一層低温で行うことも可能になる。
上述の如き溶着処理により、被せチューブ30とアウタチューブ20や先端側端チューブ28aとの重ね合わせ面の境界は消失して一体的な樹脂構造とされ得る。尤も、要求される溶着強度が実現されていれば良く、それら各チューブの重ね合わせ面間、特にアウタチューブ20と先端側端チューブ28aとの突き合わせ部分における被せチューブ30との重ね合わせ面間や、アウタチューブ20と先端側端チューブ28aとの突き合わせ面間などは、境界が確認できる程度に残っていてもよい。
なお、本実施形態では、アウタチューブ20の外層と先端側端チューブ28aと被せチューブ30の材質が略同じであることから、溶着時に加えられる熱量と溶着度合いに相関関係が認められるが、例えば各チューブに用いられる材質を異ならせて、溶着しやすい材質や溶着しにくい材質を用いた場合、溶着時に加えられる熱量と溶着度合いとに相関関係がない場合もある。しかしながら、被せチューブ30における溶着度合いを、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分に比べて、先端側端チューブ28aの軸方向の外方端部分の方を大きくすることで、後述する本発明の効果が発揮される。なお、製造されたカテーテルにおいて、被せチューブの溶着度合いは、溶融による一体化の程度と解釈することが可能であり、例えばJIS T 3268:2012と同様の引張試験を実施することで、(引き剥がしに必要な力)≒(溶着度合い)として客観的に把握され得る。
また、かかる回収用カテーテル10は、例えば、別途デリバリカテーテルによって血管中の所定位置にデリバリされて、血液中の血栓や血塊などのデブリを捕捉したフィルタを回収する用途に用いられる。すなわち、血管中に配置されて治療に供されたフィルタをアウタチューブ20の内部に収容して、かかる状態で回収用カテーテル10を抜去することで、フィルタが回収される。本実施形態では、先端側端チューブ28aの内径寸法とアウタチューブ20の内径寸法が略等しくされていることから、回収用カテーテル10の内面にフィルタが引っ掛かったりすることなく、フィルタをアウタチューブ20の内部に収容することができる。なお、フィルタの構造や、フィルタをアウタチューブ20の内部に収容する方法などは何等限定されるものではない。
以上の如き構造とされた本実施形態の回収用カテーテル10では、被せチューブ30の軸方向において、溶着時に加えられる熱量を異ならせることで溶着度合いを異ならせている。すなわち、被せチューブ30におけるアウタチューブ20と先端側端チューブ28aとの突き合わせ部分に加えられる熱量に比べて、被せチューブ30における先端側端チューブ28aの軸方向の外方端部分に加えられる熱量を大きくすることで、被せチューブ30におけるアウタチューブ20と先端側端チューブ28aとの突き合わせ部分の溶着度合いに比べて、被せチューブ30における先端側端チューブ28aの軸方向の外方端部分の溶着度合いを大きくしている。
これにより、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分に加えられる熱量、即ち、例えば加熱温度を低く抑えることができて、アウタチューブ20の端部における樹脂の溶融や、それに伴う補強用ブレード22の飛出しが回避され得る。また、アウタチューブ20の先端側では、被せチューブ30と先端側端チューブ28aとが強固に溶着されることから、アウタチューブ20の先端側に先端側端チューブ28aを安定して位置させることができて、補強用ブレード22の軸方向の突出しもより確実に防止され得る。
特に、本実施形態では、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分における被せチューブ30の溶着度合いに比べて、アウタチューブ20の先端側端チューブ28aとの突き合わせ部分よりも軸方向の内方側の部分における被せチューブ30の溶着度合いの方が大きくされていることから、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分に比べて、当該突き合わせ部分の両側の方が溶着度合いが大きくされている。すなわち、アウタチューブ20と先端側端チューブ28aとが、突き合わせ端面間の溶着度合いを大きくせずとも、被せチューブ30を介して強固に固定されることから、アウタチューブ20からの先端側端チューブ28aの脱落が効果的に防止され得る。
また、本実施形態では、被せチューブ30の先端側端面と、先端側端チューブ28aの先端側端面が軸方向で等しい位置にあることから、両チューブ28a,30を先端から溶着することができて、被せチューブ30と先端側端チューブ28aとが剥がれたりすることが効果的に防止され得る。
さらに、本実施形態では、被せチューブ30が薄肉とされていることから、アウタチューブ20に外挿されても、回収用カテーテル10の大径化が回避されて、回収用カテーテル10の挿入性の悪化が防止され得る。
なお、補強用ブレード22の材質は、金属や合成樹脂が好適であるが、何等限定されるものではない。尤も、補強用ブレード22の材質が金属とされることで、被せチューブ30を加熱して溶着する際に、補強用ブレード22の材質が合成樹脂とされる場合に比べて補強用ブレード22の温度が上昇しやすく周囲の樹脂(筒壁24)が溶融し易いことから、溶着時の加熱温度を抑えて樹脂の溶融を防止する本実施形態の効果が有効に享受され得る。
次に、図7には、本発明に係るカテーテルの第2の実施形態であるフィルタ回収用カテーテル(以下、回収用カテーテル)40が示されている。本実施形態の回収用カテーテル40では、被せチューブ30が端チューブ28よりも軸方向外方に突出しており、要するに、被せチューブ30の先端側端面が、先端側端チューブ28aの先端側端面よりも先端側に位置している。なお、以下の説明において、前記実施形態と実質的に同一の部材および部位には、図中に、前記実施形態と同一の符号を付すことにより詳細な説明を省略する。
本実施形態においても、被せチューブ30の溶着時において、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分に比べて、先端側端チューブ28aの軸方向の外方端部分の溶着度合いを、例えば加える熱量を大きくすることなどによって大きくすることで、前記第1の実施形態と同様の効果が発揮され得る。
特に、本実施形態では、回収用カテーテル40の先端部が被せチューブ30のみによって形成されることから、回収用カテーテル40の先端部を柔軟に構成することができる。そして、回収用カテーテル40の先端部よりも基端側では、被せチューブ30と先端側端チューブ28aの2重層構造とされていることから、より硬く構成することができるとともに、更に基端側では、被せチューブ30とアウタチューブ20の2重層構造とされていることから、一層硬く構成することができる。このように、被せチューブ30を先端側端チューブ28aよりも先端側まで突出させることで、回収用カテーテル40の柔軟性を軸方向で異ならせることができて、例えば先端側から基端側に向かって次第に硬くなるように構成することもできる。
次に、図8には、本発明に係るカテーテルの第3の実施形態であるフィルタ回収用カテーテル(以下、回収用カテーテル)50が示されている。本実施形態の回収用カテーテル50では、端チューブ28が被せチューブ30よりも軸方向外方に突出しており、要するに、先端側端チューブ28aの先端側端面が、被せチューブ30の先端側端面よりも先端側に位置している。
本実施形態においても、被せチューブ30の溶着時において、アウタチューブ20と先端側端チューブ28aとの突き合わせ部分に比べて、先端側端チューブ28aの軸方向の外方端部分の溶着度合いを、例えば加える熱量を大きくすることなどによって大きくすることで、前記第1の実施形態と同様の効果が発揮され得る。
特に、本実施形態においては、先端側端チューブ28aが被せチューブ30よりも先端側まで突出していることから、前記第2の実施形態と同様に、回収用カテーテル50の柔軟性を軸方向で異ならせることができて、例えば先端側から基端側に向かって次第に硬くなるように構成することもできる。また、先端側端チューブ28aが被せチューブ30よりも小径であることから、回収用カテーテル50の先端をより小径とすることができて、回収用カテーテル50の挿入性の向上を図ることもできる。
図9には、本発明に係るカテーテルの第4の実施形態であるデリバリカテーテル60を含んで構成される塞栓除去用カテーテル62が示されている。また、図10~14には、かかるデリバリカテーテル60の単体が示されている。このデリバリカテーテル60は、血液中の血栓や血塊などのデブリを捕捉して除去するフィルタを血管中の治療部位などの所定位置へデリバリするためのカテーテルである。なお、以下の説明において、軸方向とはデリバリカテーテル60が延びる図9中の左右方向をいい、先端側とは図9中の左側、基端側とは図9中の右側をいうものとする。
より詳細には、デリバリカテーテル60は、先端側のディスタールシャフト64と基端側のプロキシマルシャフト66とを含んで構成されている。このディスタールシャフト64は単層の樹脂チューブ等から構成されている一方、プロキシマルシャフト66は中空の長尺状の部材とされており、ステンレス鋼等の金属や合成樹脂により構成されている。
また、ディスタールシャフト64は、プロキシマルシャフト66の先端部分の外周面に固着されており、ディスタールシャフト64の基端側から長尺のプロキシマルシャフト66が延び出している。なお、ディスタールシャフト64の内径寸法は、プロキシマルシャフト66の外径寸法より大きくされており、デリバリカテーテル60の長さ方向の中間部分においてディスタールシャフト64の基端側が外部に開口したポート部68とされている。また、プロキシマルシャフト66の基端には、使用者が把持および操作を可能とするコネクタ部70が設けられている。
一方、ディスタールシャフト64の先端部分には、ブレードチューブからなるアウタチューブ72が外挿されている。なお、本実施形態において、本発明が対象とするブレードチューブはアウタチューブ72であり、以下に詳述するように、本発明が対象とするカテーテルは、アウタチューブ72に対して、本発明に従って被せチューブを設けた複合構造とされている。それ故、ディスタールシャフト64やプロキシマルシャフト66を対象に含めないで、本発明は解釈され得る。
すなわち、アウタチューブ72は、金属などからなる補強用ブレード74が樹脂チューブからなる筒壁76に埋設固着されることで構成されており、アウタチューブ72は、軸方向の略全長に亘ってブレードチューブにより構成されている。本実施形態では、補強用ブレード74が、筒壁76の厚さ方向中間部分に埋設されており、補強用ブレード74の内周側と外周側とがそれぞれ樹脂チューブ材で覆われている。なお、ディスタールシャフト64やプロキシマルシャフト66の構造は何等限定されるものではないが、これらシャフト64,66が、アウタチューブ72と同様に筒壁の内部に補強用ブレードが埋設固着されたブレードチューブとされることで、デリバリカテーテル60を軸方向の略全長に亘ってブレードチューブにより構成することも可能である。
本実施形態では、アウタチューブ72の径方向幅寸法T(図13参照)が好適には0.04mm≦T≦1.0mmとされていると共に、軸方向寸法L(図11参照)が好適には50mm≦L≦70mmとされている。径方向厚さ寸法Tおよび軸方向寸法Lが上記範囲とされることにより、柔軟性と良好な操作性が得られる。更に、アウタチューブ72の先端部分の外周面にはPt等からなる環状の造影マーカー78が外挿されて装着されている。これにより、X線でアウタチューブ72の先端部分の位置を確認しながらデリバリカテーテル60の挿通操作を行うことができる。尤も、本実施形態では、アウタチューブ72の略先端まで金属などからなる補強用ブレード74が延びて、当該補強用ブレード74でもX線でアウタチューブ72の先端部分の位置を確認することができることから、造影マーカー78は必須なものではない。
なお、ブレードチューブであるアウタチューブ72は、3層構造とされており、最も内層がPTFE(ポリテトラフルオロエチレン)等の合成樹脂により形成されて、当該内層の外周側に細いステンレス鋼等の金属や合成樹脂からなる線材を編組したメッシュ状のスリーブからなる補強用ブレード74が配設されている。更に、当該補強用ブレード74の外周側に、ポリアミド等からなる合成樹脂の外層が形成されており、内層の外周面と外層の内周面とが接着や溶着等されることにより、補強用ブレード74を埋設した状態で内外層が固着により一体化されている。すなわち、上記PTFEなどからなる内層とポリアミドなどからなる外層とを含んで、補強用ブレード74が埋設される筒壁76が構成されている。
また、アウタチューブ72の基端には、端チューブ80が、アウタチューブ72と端面を突き合わせて直列的に配されている。本実施形態では、この端チューブ80には補強用ブレード74が埋設されておらず、端チューブ80がアウタチューブ72よりも軟質とされている。特に、本実施形態では、かかる端チューブ80の外径寸法および内径寸法が、アウタチューブ72と略等しくされている。
上記の如きアウタチューブ72には、その基端側に設けられた端チューブ80の基端側からディスタールシャフト64の先端部分が挿入されており、端チューブ80の基端側内周面がディスタールシャフト64の外周面に溶着や接着されて、本実施形態では、端チューブ80の基端部分が縮径されている。なお、端チューブ80の基端部分は縮径されなくてもよく、端チューブ80の外径寸法が軸方向で略一定とされてもよい。
さらに、アウタチューブ72の外周側には、アウタチューブ72の外周面を軸方向の全長に亘って覆うように被せチューブ82が外挿されて設けられている。この被せチューブ82の基端側は、アウタチューブ72の基端における端チューブ80との突き合わせ部分に跨って外挿されており、被せチューブ82の基端から、端チューブ80が軸方向外方(基端側)に突出している。なお、端チューブ80は、被せチューブ82の基端から突出していなくてもよく、端チューブ80の基端と被せチューブ82の基端が軸方向で略同位置にあってもよい。一方、被せチューブ82の先端側はアウタチューブ72の先端部よりも軸方向外方(先端側)まで突出している。そして、被せチューブ82が、アウタチューブ72および端チューブ80の外周面と接着や溶着等で固着されている。なお、本実施形態では、かかる被せチューブ82は、造影マーカー78の外周を覆って配設されている。
ここにおいて、かかる被せチューブ82においてアウタチューブ72から先端側に突出する部分(後述する先端カバー部86)の外径寸法は、突出先端に向かって次第に小さくされている一方、アウタチューブ72から先端側に突出する部分(先端カバー部86)の内径寸法は、アウタチューブ72の内径寸法と略等しく、突出先端部を含んで軸方向で略一定とされている。これにより、被せチューブ82においてアウタチューブ72から先端側に突出する部分はアウタチューブ72の軸方向外方(先端側)に位置しており、被せチューブ82が、軸方向視においてアウタチューブ72の先端側端面の略全面に亘って重なっている。本実施形態では、被せチューブ82においてアウタチューブ72から先端側に突出する部分(先端カバー部86)の内周面84が、アウタチューブ72において埋設状態で配される全ての補強用ブレード74よりも内周側に位置している。
すなわち、被せチューブ82が、アウタチューブ72から先端側に突出する先端カバー部86を含んで構成されている。したがって、本実施形態では、被せチューブ82におけるアウタチューブ72(ブレードチューブ)の軸方向端(先端)からの突出部分が、先端カバー部86により構成されている。かかる先端カバー部86は、所定の径方向幅寸法W1 (図14参照)を有してアウタチューブ72から先端側に延び出しているとともに、被せチューブ82においてアウタチューブ72の外周面を覆う部分の径方向幅寸法W2 (図14参照)が、先端カバー部86よりも小さく(W2 <W1 )されている。
本実施形態では、先端カバー部86の外周面が、外径寸法が突出先端に向かって次第に小さくされる傾斜面を有しており、すなわち、先端カバー部86は、突出先端においてテーパ状部88を有している。特に本実施形態では、テーパ状部88の外周面が、湾曲しながら傾斜する湾曲傾斜面90とされている。これにより、本実施形態では、被せチューブ82(先端カバー部86)の突出先端部における外径寸法が、アウタチューブ72の外径寸法より小さくされている。また、本実施形態では、かかる先端カバー部86の基端側端面とアウタチューブ72の先端側端面とが略隙間なく当接した状態で重なっている。
本実施形態では、被せチューブ82は、アウタチューブ72への外挿前の単品状態では長さ方向で4つに分割されており、分割チューブ92a,92b,92c,92dから構成されている。換言すれば、先端側から長さ方向に順に直列的に配された分割チューブ92a,92b,92c,92dがアウタチューブ72および端チューブ80に外挿されており、最も先端側に位置する分割チューブ92aが先端カバー部86を有してアウタチューブ72から先端側に突出しているとともに、最も基端側に位置する分割チューブ92dがアウタチューブ72から基端側に突出して端チューブ80に跨って位置している。なお、被せチューブ82を構成する分割チューブの数は何等限定されるものではない。すなわち、2つや3つ、5つ以上とされてもよく、適宜変更可能である。尤も、被せチューブは分割チューブにより構成される必要はなく、1つのチューブ状の部材から構成されてもよい。
そして、これら分割チューブ92a,92b,92c,92d、アウタチューブ72および端チューブ80に加熱処理が施されることにより、これらが溶融一体化させられて、被せチューブ82が構成されると共に、当該被せチューブ82がアウタチューブ72および端チューブ80の外周面に溶着されている。すなわち、先端の分割チューブ92aが、アウタチューブ72の外周面に溶着されて先端側に突出しているとともに、基端の分割チューブ92dが、アウタチューブ72および端チューブ80に跨って両チューブ72,80に溶着されている。一方、中間の分割チューブ92b,92cが、アウタチューブ72の外周面に溶着されている。
かかる分割チューブ92aの製造方法の具体的な1例を、図15を示して以下に説明するが、分割チューブ92aおよび被せチューブ82の製造方法は何等限定されるものではない。
すなわち、例えば厚さ寸法が略一定の樹脂チューブ92a’に対して、基端側の方が大径とされた段付ピン94を挿入した後、かかる樹脂チューブ92a’の基端側(段付ピン94の大径部分に外挿された部分)を延伸プレート96により延伸する。これにより、樹脂チューブ92a’の基端側が、先端側よりも薄肉とされた状態で、十分な軸方向寸法が確保される。かかる状態から、延伸プレート96と段付ピン94を抜去した後、樹脂チューブ92a’の先端側における所定位置でカットすることでアウタチューブ72に外挿される前の、先端側が基端側よりも小径とされた分割チューブ92aが形成される。
そして、アウタチューブ72および端チューブ80に対して、分割チューブ92d,92c,92bを順次に先端側から外挿するとともに、最後に上記のように形成した分割チューブ92aを、小径とされた先端部分がアウタチューブ72から軸方向外方へ突出した状態で外挿する。さらに、かかる状態のアウタチューブ72および分割チューブ92aに対して略ストレートに延びる図示しない芯棒を挿通して加熱溶着処理が施されることにより、分割チューブ92a(被せチューブ82)が図14に示される状態で固着される。すなわち、本実施形態では、アウタチューブ72の先端部分に分割チューブ92aが外挿されて溶着処理が施されることで、先端カバー部86の基端側端面とアウタチューブ72の先端側端面とが略全面にわたって隙間なく当接状態とされており、必要に応じて固着され得る。
尤も、分割チューブ92aの製造方法は、上記の如き態様に限定されるものではない。すなわち、例えば樹脂チューブを所定の形状(即ち、外径寸法が先端側に向かって小径となる形状であり、本実施形態では図14に示される形状)に成形した後にアウタチューブ72に外挿してもよく、かかる場合には、先端カバー部86の基端側端面とアウタチューブ72の先端側端面とは非固着状態または固着状態で当接していてもよい。あるいは、略一定の径寸法を有する樹脂チューブをアウタチューブ72に外挿した後、加熱するなどして図14の形状となるように縮径加工を施すなどしてもよい。
そして、上記の如き形状とされたデリバリカテーテル60には、図16に示されているフィルタ付ワイヤ98が取り付けられている。フィルタ付ワイヤ98は全体として長手形状とされており、長尺のワイヤ部100を含んで構成されている。またワイヤ部100の先端部分にはフィルタ部102が設けられており、当該フィルタ部102によりワイヤ部100が分断されている。換言すれば、フィルタ部102の先端と基端からワイヤ部100が延び出している。一方、ワイヤ部100の基端部分が、使用者が把持して操作するための基端部104とされている。
このワイヤ部100は、デリバリカテーテル60よりも長い軸方向寸法をもって、例えばある程度の柔軟性を有する合成樹脂や、ステンレス鋼により形成されている。本実施形態では、ステンレス鋼が軸方向に連続して延びており、ある程度の柔軟性を有している。なお、ワイヤ部100の径寸法は、ディスタールシャフト64の内径寸法より小さくされており、ワイヤ部100がディスタールシャフト64の内孔内に挿通可能とされている。
また、ワイヤ部100において、フィルタ部102の両端には環状の造影リング106a,106bが外挿されており、先端側の造影リング106aより基端側がディスタールシャフト64の内孔内に挿通されることで、ディスタールシャフト64内を摺動可能とされている。このフィルタ部102は、全体として螺旋構造を有する筒形状とされており、本実施形態ではNi-Ti合金により形成されている。更に、かかるフィルタ部102の螺旋部分の先端側にはポリウレタン等の生体適合性材料の不織布または織編物から形成された合成樹脂が設けられており、血液等がフィルタ部102を通過可能とされる一方、血液中の血栓や血塊などのデブリはフィルタ部102を通過不能とされている。なお、造影リング106a,106bの外径寸法は、被せチューブ82における先端カバー部86の内径寸法より小さくされている。
更にまた、先端側の造影リング106aよりも先端側のワイヤ部100には、ストッパ108が外嵌固定されている。このストッパ108は、外径寸法が、先端側に行くほど小径となるテーパ筒形状とされており、先端側がワイヤ部100の外径寸法と略等しくされている一方、基端側が、被せチューブ82における先端カバー部86の内径寸法より大きくされている。
上記の如き形状とされたフィルタ付ワイヤ98がデリバリカテーテル60に挿入されることにより、本実施形態の塞栓除去用カテーテル62が構成されている。具体的には、デリバリカテーテル60の被せチューブ82における先端カバー部86の先端側開口部から、フィルタ付ワイヤ98の基端が挿入されて、当該フィルタ付ワイヤ98の基端が、ディスタールシャフト64の基端側開口部であるポート部68から基端側に突出させられている。一方、フィルタ付ワイヤ98の先端部分に設けられたフィルタ部102、造影リング106a,106b、およびストッパ108は、被せチューブ82における先端カバー部86よりも先端側に位置している。
上記の如き構造とされた塞栓除去用カテーテル62を使用するに際しては、先ず、図9の状態から、例えばデリバリカテーテル60を固定しつつ、基端部104を把持してフィルタ付ワイヤ98を基端側へ引っ張る。これにより、ディスタールシャフト64およびアウタチューブ72の内孔に挿通されているワイヤ部100を基端側へ引っ張ると共に、デリバリカテーテル60の先端から突出するフィルタ部102および造影リング106a,106bをアウタチューブ72内へ収容する。この際、フィルタ部102は弾性を有するNi-Ti合金により形成されていることから、フィルタ部102が弾性変形しつつアウタチューブ72内に収容される。なお、かかるフィルタ付ワイヤ98の引っ張りは、ストッパ108の基端が被せチューブ82における先端カバー部86に当接することにより制限される。本実施形態では、先端カバー部86が厚さ寸法を内周側に大きくされていることから、ストッパ108を小径化することも可能となり、後述する塞栓除去用カテーテル62の血管への挿入時に、挿入抵抗を低減せしめて挿通性の向上を図ることもできる。
そして、このようにフィルタ部102がアウタチューブ72内に収容された状態の塞栓除去用カテーテル62を、血管内に予め留置したガイディングカテーテルを通じて、所定の位置に挿入する。その後、当該所定位置に到達した塞栓除去用カテーテル62において、フィルタ付ワイヤ98を固定しつつ、デリバリカテーテル60を基端側から引き抜くことにより、血管内の所定位置にフィルタ付ワイヤ98が留置される。その際、フィルタ部102がアウタチューブ72から露出することで、フィルタ部102の弾性復元作用により、図9や図16に示されるような、フィルタ部102が拡張した状態で血管内に留置される。これにより、血管内の血栓や血塊などのデブリが効率的にフィルタ部102に捕捉される。
かかる治療後は、従来公知の回収用カテーテルを用いて、血管内に留置されたフィルタ付ワイヤ98を回収することで、治療を終了する。
上記の如き構造とされた本実施形態のデリバリカテーテル60では、被せチューブ82が、アウタチューブ72の先端側を覆う先端カバー部86を含んで構成されており、特に本実施形態では、先端カバー部86の内径寸法がアウタチューブ72の内径寸法と略等しくされていることから、アウタチューブ72からの補強用ブレード74の軸方向の突き出しが、より確実に防止され得る。また、先端カバー部86の外周面には湾曲傾斜面90が設けられて、被せチューブ82の外径寸法が先端側に向かって次第に小径とされることから、デリバリカテーテル60を血管内に挿入した際に血管壁に引っ掛かったりすることが防止されて、挿通性の向上が図られ得る。
また、本実施形態では、被せチューブ82における先端カバー部86の径方向幅寸法W1 が、被せチューブ82における先端カバー部86以外の部分、即ちアウタチューブ72の外周面を覆う部分の径方向幅寸法W2 より大きくされている(W2 <W1 )ことから、デリバリカテーテル60の小径化が図られるとともに、補強用ブレード74の軸方向の突き出しが一層効果的に防止され得る。
さらに、本実施形態では、アウタチューブ72の先端部分に造影マーカー78が設けられていることから、アウタチューブ72の先端位置を確認しながらデリバリカテーテル60の挿通操作を行うことができる。特に、本実施形態では、造影マーカー78が被せチューブ82で覆われていることから、デリバリカテーテル60の外径寸法が急激に変化することがなく、血管壁などへの引っ掛かりが抑制されて、挿通性の向上が図られる。
なお、アウタチューブ72の先端部分に造影マーカー78が設けられていることから、アウタチューブ72から先端に突出する先端カバー部86の軸方向寸法を小さくすることで、手術中にX線で確認できるアウタチューブ72の先端部分の位置と、実際のデリバリカテーテル60の先端部分の位置とのずれを小さく抑えることができて、デリバリカテーテル60の先端位置をより正確に把握しながら血管内への挿通作業を行うことも可能となる。
以上、本発明の実施形態について詳述してきたが、本発明は上述の具体的な記載によって何等限定的に解釈されるものでない。
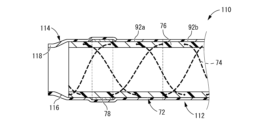
たとえば、前記第4の実施形態において、被せチューブにおける先端カバー部は、基端側のブレードチューブ(アウタチューブ72)の外周面を覆っている部分に比べて小径とされて軸方向視においてブレードチューブの先端側端面と重なっていればよく、前記第4の実施形態に記載の形状に限定されるものではない。具体的に例示すると、図17に示されるカテーテル110において、被せチューブ112における先端カバー部114では、内径寸法が、軸方向で先端側に向かって次第に小さくなっている。特に、本態様では、先端カバー部114の内外周面が、略一定の傾斜角度をもって傾斜するテーパ面を有しており、外径寸法および内径寸法が突出先端に向かって次第に小さくなるテーパ状部116を有している。また、当該テーパ状部116の先端には、更に先端側に向かって軸方向と略平行に突出する小径のストレート部118が設けられている。かかるストレート部118の軸方向寸法は何等限定されるものではないが、ストレート部118(先端カバー部114)の軸方向寸法が長過ぎると、アウタチューブ72の先端部分とカテーテル110の先端位置とのずれが大きくなり、カテーテル110の挿通操作時に、カテーテル110の先端位置を把握しづらくなるおそれがある。さらに、前記第4の実施形態では、先端カバー部86の基端側端面とアウタチューブ72の先端側端面とが相互に当接していたが、本具体例のように先端カバー部114の基端側端面とアウタチューブ72の先端側端面とは相互に離隔して隙間が設けられていてもよい。
なお、前記第4の実施形態および本態様において、先端カバー部86,114は、突出先端側に向かって外径寸法が次第に小さくされていたが、段階的に小さくされてもよい。尤も、先端カバー部の外径寸法は、突出先端側に向かって小さくされる必要はなく、軸方向で略一定とされてもよい。また、被せチューブの先端カバー部は、ブレードチューブの軸方向視において全ての補強用ブレードを完全に覆うように重なっていることが好適であるが、軸方向視において補強用ブレードの端面の少なくとも一部に対して重なる態様、例えばブレードチューブの軸方向端面における補強用ブレードのうちの幾つかが先端カバー部で覆われていなかったり、補強用ブレードの端面が部分的に先端カバー部で覆われているような態様等も採用され得る。
また、先端カバー部の内径寸法は、ブレードチューブ(アウタチューブ72)の内径寸法と略等しいか、それより小さいことが好ましい。これにより、補強用ブレードの軸方向の突き出しが効果的に防止され得る。尤も、先端カバー部の内径寸法は、ブレードチューブの内径寸法より大きくてもよい。すなわち、前記第4の実施形態では、軸方向視において、先端カバー部86が、アウタチューブ72の先端側端面の略全面に亘って重ね合わされていたが、少なくとも一部が重ね合わされていることが好適である。尤も、本発明において、先端カバー部は必須なものではない。
更に、前記第1の実施形態では、アウタチューブ20の両側に先端側端チューブ28aと基端側端チューブ28bが設けられており、先端側端チューブ28aが、前記第1~第10の何れかの態様に従う構造とされていたが、先端側端チューブに代えて基端側端チューブが前記第1~第10の何れかの態様に従う構造とされてもよいし、両端チューブが前記第1~第10の何れかの態様に従う構造とされてもよい。尤も、端チューブは、ブレードチューブ(アウタチューブ20)の両側に設けられる必要はなく、何れか一方の側に設けられるだけでもよい。端チューブがブレードチューブ(アウタチューブ20)の両側に設けられる場合であっても、上記のように、少なくとも一方が前記第1~第10の何れかの態様に従う構造とされていることが好適である。尤も、本発明において、端チューブは必須なものではない。
また、前記第1~第3の実施形態において溶着金型36と芯棒34の相対移動および被せチューブ30の溶着は、前記図6の(a)~(c)の順に行われる必要はなく、例えば反対向きに行われてもよいし、順不同に行われてもよい。
さらに、前記実施形態では、アウタチューブ20や先端側端チューブ28a、被せチューブ30は、何れも軸方向に略ストレートに延びる筒形状とされていたが、これらの形状は何等限定されるものではなく、即ち本発明に係るカテーテルの形状は何等限定されるものではない。したがって、本発明に係る構造を、特開2008-35923号公報や特開2009-178518号公報に記載の回収用カテーテルに適用することも可能である。更にまた、前記第4の実施形態では、塞栓除去用カテーテル62において、フィルタ付ワイヤ98のワイヤ部100がアウタチューブ72の先端側開口部から挿入されてディスタールシャフト64の基端側開口部(ポート部68)から基端側に突出していたが、ディスタールシャフト64およびプロキシマルシャフト66を通じてコネクタ部70の基端側開口部から基端側に突出していてもよい。なお、本発明に係るカテーテルは、前記第1~第3の実施形態に例示の如きフィルタ回収用カテーテルや前記第4の実施形態に例示の如き塞栓除去用フィルタのデリバリカテーテルに限定されるものではなく、ステントをデリバリするためのデリバリカテーテル、吸引カテーテルやバルーンカテーテル、ガイディングカテーテル、アテローム切除型血管形成術用カテーテル、複数のルーメンを有するカテーテル等の各種カテーテルが採用され得る。
更にまた、前記第1~第3の実施形態では、アウタチューブ20と先端側端チューブ28aの突き合わせ端面同士が相互に当接していたが、被せチューブの溶着前においてブレードチューブ(アウタチューブ20)と端チューブとの間は、僅かに隙間を有していてもよい。すなわち、被せチューブを溶着することで溶融した樹脂がブレードチューブと端チューブとの間に入り込むようになっていてもよく、ブレードチューブと端チューブとは直接的に溶着されていなくてもよい。
なお、被せチューブの溶着は、加熱溶着に限定されるものではなく、超音波溶着であってもよい。超音波溶着とされる場合であっても、溶着条件を適切に設定して、被せチューブにおける端チューブの軸方向の外方端部分に対する溶着度合いが、被せチューブにおけるブレードチューブと端チューブとの突き合わせ部分に対する溶着度合いよりも大きくされていればよい。また、加熱溶着する場合でも、溶着金型の位置を固定することなく、各チューブに対して溶着金型を軸方向で連続的に移動させて加熱処理することも可能であり、溶着金型の軸方向の移動速度を増減コントロールすることで、各チューブの各部位に対して加えられる熱量を調節するようにしても良い。更にまた、加熱溶着する場合の加熱手段としても、溶着金型に限定されるものでない。尤も、被せチューブは、ブレードチューブや端チューブの外周面に対して溶着される態様に限定されるものではなく、例えば接着されてもよい。
また、前記第1~第3の実施形態では、溶着時に加える熱量を異ならせることで溶着度合いを異ならせていたが、かかる態様に限定されるものではない。すなわち、加える熱量が同じであっても、溶着しやすい材質や溶着しにくい材質を用いるなど、チューブを構成する材質を異ならせることで、溶着度合いを異ならせることも可能である。さらに、溶着時に加える熱量を異ならせる場合でも、前記第1の実施形態のように加熱温度だけでなく、加熱時間を異ならせてもよいし、両方を異ならせてもよい。また、溶着金型及び/又はチューブを、軸方向の溶着部位に応じてエアなどで適切に冷却することで、溶着度合いをコントロールしてもよい。更にまた、補強用ブレードの材質を適切に選択することによって、溶着度合いを調節することも可能である。また、溶着に先立って、ブレードチューブや端チューブ、および被せチューブにおける溶着部位の表面をエタノールで拭いたり、表面にブラスト処理を行ったりするなど、適宜の前処理を施すことで、例えば各チューブの表面の改質などにより溶着度合いを調節することも可能である。
更にまた、前記第1~第3の実施形態では、略同様の構造とされた分割チューブ32a,32b,32c,32dにより被せチューブ30が構成されていると共に、前記第4の実施形態では、略同様の構造とされた分割チューブ92a,92b,92c,92dにより被せチューブ82が構成されていたが、分割チューブのうち少なくとも1つには、他の分割チューブと相対的に異なる特性が設定されていてもよい。ここで、特性とは、例えば素材や強度、剛性等の化学的、物質的、または機械的な特性を示すものである。それ故、例えば両端の分割チューブの剛性を小さいものとして、軸方向内方に行くに従って次第に剛性が大きくなるような分割チューブを採用すれば、かかる分割チューブの剛性に従ったカテーテルが効率的に製造され得る。また、例えば先端の分割チューブの剛性を小さいものとして、基端方向に行くに従って次第に剛性が大きくなるような分割チューブを採用すれば、かかる分割チューブの剛性に従ったカテーテルが効率的に製造され得る。
さらに、前記実施形態では、造影マーカー26の外周側に被せチューブ30,82が被覆されて設けられていたが、被せチューブの外周側に造影マーカーを外嵌固定してもよい。尤も、本発明において、造影マーカーは必須なものではない。
また、ブレードチューブに採用される補強用ブレードはメッシュ状に限定されず、例えば螺旋状とされて、軸方向に連続して延びていてもよい。また、この補強用ブレードを構成する編組線の材質は金属に限定されず、例えば合成樹脂により形成されてもよい。なお、本明細書では、補強用ブレードを構成する線材を、理解を容易にするために編組線と表記したが、編組構造に限定解釈されるものでない。