JP7547145B2 - レーザ溶接方法およびレーザ溶接装置 - Google Patents
レーザ溶接方法およびレーザ溶接装置 Download PDFInfo
- Publication number
- JP7547145B2 JP7547145B2 JP2020164688A JP2020164688A JP7547145B2 JP 7547145 B2 JP7547145 B2 JP 7547145B2 JP 2020164688 A JP2020164688 A JP 2020164688A JP 2020164688 A JP2020164688 A JP 2020164688A JP 7547145 B2 JP7547145 B2 JP 7547145B2
- Authority
- JP
- Japan
- Prior art keywords
- laser
- laser light
- filler wire
- laser welding
- welding method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Laser Beam Processing (AREA)
Description
[レーザ溶接装置の構成]
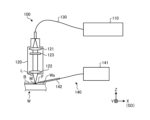
図1は、実施形態のレーザ溶接装置100の概略構成を示す図である。図1に示されるように、レーザ溶接装置100は、レーザ装置110と、光学ヘッド120と、光ファイバ130と、フィラーワイヤFの供給機構140と、を備えている。
レーザ溶接装置100を用いた溶接にあっては、まず、対象物WおよびフィラーワイヤFが、レーザ光Lが照射される領域にセットされる。そして、DOE123によって分割されたビームLm,Lsを含むレーザ光Lが対象物Wに照射されている状態で、レーザ光LおよびフィラーワイヤFと対象物Wとが相対的に移動する。これにより、レーザ光Lが表面Wa上に照射されながら当該表面Wa上を掃引方向SDに移動する、すなわち、レーザ光Lが表面Wa上で掃引される。レーザ光Lが照射された部分において、対象物WとフィラーワイヤFとが溶融し、その後、温度の低下に伴って凝固することにより、対象物Wが溶接される。この際ビードBが形成される。ビードBは、掃引の軌跡に沿って延びる。なお、本実施形態では、一例として、掃引方向SDは、X方向であるが、掃引方向SDは、Z方向と交差していればよく、X方向には限定されない。また、表面Wa上で湾曲した掃引が実行され、これにより湾曲したビードBが形成されてもよい。
発明者らは、レーザ溶接装置100を用いて、対象物Wに対して、実際に、図4のビーム形状を有したレーザ光Lを照射してレーザ溶接を実行し、溶接状態を評価する実験を行った。表1は、溶接を行った実験結果を示す表である。

図6は、対象物Wの表面Wa上に形成されたレーザ光Lのビーム(スポット)の一例を示す図である。図6の例では、レーザ光Lは、一つのビームLmと、四角形の辺に沿うように並ぶ24個のビームLsと、を有している。すなわち、四角形状かつ環状に並ぶ複数のビームLsは、ビームLmを取り囲んでいる。ビームLmは、レーザ光Lの照射中心の近くに位置され、ビームLsは、ビームLmよりも照射中心からより遠くに位置されている。このようなビームLs,Lmの配置によっても、フィラーワイヤFに照射されるレーザ光Lの密度が過度に高くなるのが抑制し、溶融池Mがより安定化して、溶接不良が生じ難くなるという効果が得られる。なお、ビームLsは必ずしも環状、すなわちLmの周囲全体を覆う必要はなく、掃引方向SDの前方において、Y方向また円弧状に配置してもよい。
110…レーザ装置(レーザ発振器)
120…光学ヘッド
121…コリメートレンズ
122…集光レンズ
123…DOE(回折光学素子、ビームシェイパ)
123a…回折格子
130…光ファイバ
140…供給機構(フィラーワイヤ供給部)
141…送出装置
142…ノズル
A1…第一パワー領域
A2…第二パワー領域
B…ビード
C…照射中心
Df…(フィラーワイヤの)直径
Dl…(レーザ光の)直径
F…フィラーワイヤ
Fe…端面
e1…下端(第一端部)
e2…先端(第二端部)
L…レーザ光
Lm,Ls…ビーム
M…溶融池
Pm,Ps…パワー
S…供給方向
SD…掃引方向
W…対象物
Wa…表面
X…方向
Y…方向
Z…方向
Claims (14)
- 対象物の表面上にフィラーワイヤを供給するとともに、当該表面にレーザ光を前記対象物に対して相対的に掃引方向に掃引して照射することにより、前記フィラーワイヤを溶融するとともに当該対象物を溶接するレーザ溶接方法であって、
前記フィラーワイヤの直径に対する、前記レーザ光の前記表面上での前記掃引方向と直交する方向における幅の比である幅比が、0.8以上であり、
前記レーザ光は、第二パワー領域と、当該第二パワー領域の周囲を取り囲む環状の第一パワー領域と、を有し、
前記第一パワー領域における前記レーザ光のパワーに対する前記第二パワー領域における前記レーザ光のパワーの比であるパワー比は、3/7以上7/3以下である、レーザ溶接方法。 - 前記表面は平面状であり、
前記第一パワー領域および前記第二パワー領域の略全域が、前記平面状の表面上に照射される、請求項1に記載のレーザ溶接方法。 - 前記幅比が、4以下である、請求項1または2に記載のレーザ溶接方法。
- 前記幅比は、1.5以上3.6以下である、請求項1~3のうちいずれか一つに記載のレーザ溶接方法。
- 前記フィラーワイヤは、前記第一パワー領域を形成する前記レーザ光が照射される位置に配置されるとともに、前記第二パワー領域を形成する前記レーザ光が照射される位置とは異なる位置に配置される、請求項1~4のうちいずれか一つに記載のレーザ溶接方法。
- 前記第一パワー領域は、前記レーザ光の複数のビームを含む、請求項1~5のうちいずれか一つに記載のレーザ溶接方法。
- 前記複数のビームは、円環状に配置される、請求項6に記載のレーザ溶接方法。
- 前記複数のビームは、四角形状の環状に配置される、請求項6に記載のレーザ溶接方法。
- 前記レーザ光は複数のビームを含み、
前記複数のビームが、ビームシェイパによって形成される、請求項1~8のうちいずれか一つに記載のレーザ溶接方法。 - 前記ビームシェイパは回折光学素子である、請求項9に記載のレーザ溶接方法。
- 前記フィラーワイヤは、前記表面上に形成された溶融池と接するように位置され、
前記フィラーワイヤの前記溶融池と接した端面のうち前記表面に近い第一端部は、前記レーザ光の前記表面における照射中心から第一方向に離間し、
前記溶融池の前記第一方向の第二端部は、前記照射中心から前記第一方向に前記第一端部よりも離れて位置した、請求項1~10のうちいずれか一つに記載のレーザ溶接方法。 - 前記第一方向は、前記掃引方向である、請求項11に記載のレーザ溶接方法。
- 前記レーザ光および前記フィラーワイヤは、前記表面に対して前記第一方向に掃引される、請求項11または12に記載のレーザ溶接方法。
- レーザ光を対象物の表面に照射する光学ヘッドと、
前記表面上にフィラーワイヤを供給するフィラーワイヤ供給部と、
を備え、前記レーザ光を前記表面に前記対象物に対して相対的に掃引方向に掃引して照射することにより、前記フィラーワイヤを溶融するとともに当該対象物を溶接するレーザ溶接装置であって、
前記フィラーワイヤの直径に対する、前記レーザ光の前記表面上での前記掃引方向と直交する方向における幅の比である幅比が、0.8以上であり、
前記レーザ光は、第二パワー領域と、当該第二パワー領域の周囲を取り囲む環状の第一パワー領域と、を有し、
前記第一パワー領域における前記レーザ光のパワーに対する前記第二パワー領域における前記レーザ光のパワーの比であるパワー比は、3/7以上7/3以下である、レーザ溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020164688A JP7547145B2 (ja) | 2020-09-30 | 2020-09-30 | レーザ溶接方法およびレーザ溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020164688A JP7547145B2 (ja) | 2020-09-30 | 2020-09-30 | レーザ溶接方法およびレーザ溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022056766A JP2022056766A (ja) | 2022-04-11 |
| JP7547145B2 true JP7547145B2 (ja) | 2024-09-09 |
Family
ID=81111263
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020164688A Active JP7547145B2 (ja) | 2020-09-30 | 2020-09-30 | レーザ溶接方法およびレーザ溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7547145B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117532161A (zh) * | 2023-12-06 | 2024-02-09 | 上海交通大学 | 一种点环激光填丝焊接方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005211985A (ja) | 2004-02-02 | 2005-08-11 | Nissan Motor Co Ltd | レーザ肉盛方法およびレーザ肉盛装置 |
| JP2006346725A (ja) | 2005-06-17 | 2006-12-28 | Toyota Motor Corp | 亜鉛メッキ鋼板レーザろう付け装置、亜鉛メッキ鋼板レーザろう付け方法、ろう付け亜鉛メッキ鋼板製造方法。 |
| JP2010167436A (ja) | 2009-01-21 | 2010-08-05 | Tokyu Car Corp | レーザ溶接方法 |
| CN103801833A (zh) | 2013-12-31 | 2014-05-21 | 北京工业大学 | 一种厚板窄间隙激光填丝焊接方法 |
| DE102014203025A1 (de) | 2014-02-19 | 2015-08-20 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Laserstrahlschweißen und Schweißkopf |
| WO2019189927A1 (ja) | 2018-03-30 | 2019-10-03 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
-
2020
- 2020-09-30 JP JP2020164688A patent/JP7547145B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005211985A (ja) | 2004-02-02 | 2005-08-11 | Nissan Motor Co Ltd | レーザ肉盛方法およびレーザ肉盛装置 |
| JP2006346725A (ja) | 2005-06-17 | 2006-12-28 | Toyota Motor Corp | 亜鉛メッキ鋼板レーザろう付け装置、亜鉛メッキ鋼板レーザろう付け方法、ろう付け亜鉛メッキ鋼板製造方法。 |
| JP2010167436A (ja) | 2009-01-21 | 2010-08-05 | Tokyu Car Corp | レーザ溶接方法 |
| CN103801833A (zh) | 2013-12-31 | 2014-05-21 | 北京工业大学 | 一种厚板窄间隙激光填丝焊接方法 |
| DE102014203025A1 (de) | 2014-02-19 | 2015-08-20 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Laserstrahlschweißen und Schweißkopf |
| WO2019189927A1 (ja) | 2018-03-30 | 2019-10-03 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022056766A (ja) | 2022-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7644159B2 (ja) | 溶接方法および溶接装置 | |
| US4546230A (en) | Welding process using laser beam | |
| JP7449863B2 (ja) | 溶接方法および溶接装置 | |
| JP7640264B2 (ja) | 溶接方法および溶接装置 | |
| JP5601003B2 (ja) | レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先 | |
| JP7444681B2 (ja) | 溶接方法および溶接装置 | |
| JP7412428B2 (ja) | 特に固体レーザを用いたスパッタフリー溶接のための方法 | |
| JP2009269036A (ja) | レーザ溶接方法 | |
| JP2016078075A (ja) | レーザ溶接方法及びレーザ溶接装置 | |
| JP2014018816A (ja) | 溶接鋼管およびその製造方法 | |
| JP7547145B2 (ja) | レーザ溶接方法およびレーザ溶接装置 | |
| US8853594B2 (en) | Welding method and apparatus therefor | |
| JP2013052445A (ja) | レーザ溶接方法 | |
| KR20230121147A (ko) | 레이저 브레이징 접합 방법 | |
| CN112207443B (zh) | 激光电弧复合焊接装置 | |
| US20230001508A1 (en) | Welding method and welding apparatus | |
| JP6213332B2 (ja) | 厚鋼板のホットワイヤ・レーザ複合溶接方法 | |
| JP7416999B2 (ja) | レーザ・アークハイブリッド溶接装置 | |
| JP2020015053A (ja) | 溶接方法、溶接装置、および溶接鋼板 | |
| US20240326164A1 (en) | Laser welding method and laser welding apparatus | |
| JP4998634B1 (ja) | レーザ溶接方法 | |
| JP2023163707A (ja) | レーザ溶接装置、レーザ溶接プログラム、及びレーザ溶接方法 | |
| JP2025185485A (ja) | 溶接部材の製造方法 | |
| JP2026013134A (ja) | 溶接部材の製造方法 | |
| WO2025000096A1 (en) | Laser welding with shaped laser beam |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240124 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240828 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7547145 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |