JP7560678B2 - 蓄電デバイス用セパレータ - Google Patents
蓄電デバイス用セパレータ Download PDFInfo
- Publication number
- JP7560678B2 JP7560678B2 JP2023546973A JP2023546973A JP7560678B2 JP 7560678 B2 JP7560678 B2 JP 7560678B2 JP 2023546973 A JP2023546973 A JP 2023546973A JP 2023546973 A JP2023546973 A JP 2023546973A JP 7560678 B2 JP7560678 B2 JP 7560678B2
- Authority
- JP
- Japan
- Prior art keywords
- separator
- thermoplastic polymer
- less
- storage device
- containing layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/52—Separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/431—Inorganic material
- H01M50/434—Ceramics
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/443—Particulate material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/446—Composite material consisting of a mixture of organic and inorganic materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
- H01M50/451—Separators, membranes or diaphragms characterised by the material having a layered structure comprising layers of only organic material and layers containing inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
- H01M50/457—Separators, membranes or diaphragms characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/417—Polyolefins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/42—Acrylic resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/423—Polyamide resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/426—Fluorocarbon polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/431—Inorganic material
- H01M50/434—Ceramics
- H01M50/437—Glass
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/491—Porosity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Power Engineering (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Cell Separators (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Description
[1]
基材と、前記基材の少なくとも片面の基材表面上に形成され、熱可塑性ポリマーを含む熱可塑性ポリマー含有層と、を備える蓄電デバイス用セパレータであって、
前記熱可塑性ポリマー含有層が、ドット状のパタンを有し、
前記ドットの直径が20μm以上1,000μm以下であり、
ドット間距離が100μm以上3,000μm以下であり、
前記ドットの直径と前記ドット間距離とが、下記式:
ドット間距離/ドットの直径=0.5以上4以下
で表される関係を満たし、かつ
前記熱可塑性ポリマー含有層と電解液との接触角が0°以上20°以下である蓄電デバイス用セパレータ。
[2]
ドット平均高さが0.2μm以上10μm以下である、項目1に記載の蓄電デバイス用セパレータ。
[3]
前記基材表面に対する前記熱可塑性ポリマー含有層の総被覆面積割合が、5%以上55%以下である、項目1または2に記載の蓄電デバイス用セパレータ。
[4]
前記熱可塑性ポリマー含有層の片面当たりの目付が、0.03g/m2以上0.3g/m2以下である、項目1~3のいずれか1項に記載の蓄電デバイス用セパレータ。
[5]
前記熱可塑性ポリマーの平均粒径が、0.1μm以上2.0μm以下である、項目1~4のいずれか1項に記載の蓄電デバイス用セパレータ。
[6]
前記熱可塑性ポリマーが少なくとも二つのガラス転移温度を有し、前記ガラス転移温度のうち少なくとも一つは20℃未満の領域に存在し、かつ前記ガラス転移温度のうち少なくとも一つは40℃以上110℃以下の領域に存在する、項目1~5のいずれか1項に記載の蓄電デバイス用セパレータ。
[7]
前記基材を基準として非対称な多層構造を有する、項目1~6のいずれか1項に記載の蓄電デバイス用セパレータ。
[8]
前記基材の両側に前記熱可塑性ポリマー含有層があり、かつ前記基材の片面と前記熱可塑性ポリマー含有層との間に、無機フィラーおよび樹脂製バインダーを含む多孔層が形成されている、項目1~7のいずれか1項に記載の蓄電デバイス用セパレータ。
[9]
正極、負極、項目8に記載の蓄電デバイス用セパレータ、および非水電解液を含む蓄電デバイスであって、前記蓄電デバイス用セパレータは、前記基材を基準として前記多孔層を有する側と前記正極とが対向するように配置されている、蓄電デバイス。
[10]
正極、負極、項目1~8のいずれか1項に記載の蓄電デバイス用セパレータ、および非水電解液を含む蓄電デバイス。
本実施の形態に係る蓄電デバイス用セパレータ(以下、単に「セパレータ」ともいう。)は、基材と、
基材の少なくとも片面の基材表面上に形成され、熱可塑性ポリマーを含む熱可塑性ポリマー含有層と、
を備え、熱可塑性ポリマー含有層が、特定のドット状のパタンを有する。
本実施の形態に係る熱可塑性ポリマー含有層は、ドット状のパタンを有し、ドットの直径が20μm以上1,000μm以下であり、ドット間距離が100μm以上3,000μm以下であり、かつドットの直径とドット間距離とが、下記式:
ドット間距離/ドットの直径=0.5以上4以下
で表される関係を満たす。
20μm≦ドットの直径≦1,000μm
100μm≦ドット間距離≦3,000μm
0.5≦ドット間距離/ドットの直径≦4
を満たすように最適化して、電極との接着効率を向上させた結果、電解液の透過性の阻害を抑制しつつ従来以上の水準で接着力(電極との接着力)を持ち、さらには濡れ性を向上させたセパレータを実現し、接着性と注液性とを両立させた。また、セパレータによる接着性と注液性の両立は、セパレータを備える蓄電デバイスの生産性の向上にも寄与する。

γ:表面張力
r:毛管径
θ:接触角
t:時間
μ:粘度}
により解明されることが考えられる。
・熱可塑性ポリマー含有層のドット間距離、及び/又はセパレータと電極との間の距離;
・セパレータおよび電極の濡れ性
が見出された。電解液の粘度が0.1mPa・s以上10mP・s以下であるか、または、電解液の表面張力が20mN/m以上50mN/m以下の範囲にあると、注液性が特に課題となり、この物性範囲にある電解液に対し、本実施の形態に係るセパレータを適用するとセル全体の注液性に優れる。
本実施の形態に係る熱可塑性ポリマー含有層は、熱可塑性ポリマーを含む。
熱可塑性ポリマー含有層は、電解液の注液性に優れ、かつエア溜まりができ難く、注液時間が短いという観点から、電解液との接触角が、0°以上20°以下であることが好ましく、2°以上18°以下であることがより好ましく、4°以上16°以下であることが更に好ましい。熱可塑性ポリマー含有層の電解液との接触角は、熱可塑性ポリマー含有層がドット状のパタンで形成された面において測定されることが好ましい。
本実施の形態で使用される熱可塑性ポリマーは、特に限定されないが、例えば、ポリエチレンやポリプロピレン、α-ポリオレフィン等のポリオレフィン樹脂;ポリフッ化ビニリデン、ポリテトラフルオロエチレン等の含フッ素樹脂とこれらを含むコポリマー;ブタジエン、イソプレンなどの共役ジエンをモノマー単位として含むジエン系ポリマー又はこれらを含むコポリマー及びその水素化物;アクリル酸エステル、メタアクリル酸エステルなどをモノマー単位として含むアクリル系ポリマー又はこれらを含むコポリマー及びその水素化物;エチレンプロピレンラバー、ポリビニルアルコール、ポリ酢酸ビニル等のゴム類;エチルセルロース、メチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース等のセルロース誘導体;ポリフェニレンエーテル、ポリスルホン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルイミド、ポリアミドイミド、ポリアミド、ポリエステル等の融点及び/又はガラス転移温度が180℃以上の樹脂及びこれらの混合物等が挙げられる。また、熱可塑性ポリマーを合成する際に使用するモノマーとして、ヒドロキシル基、スルホン酸基、カルボキシル基、アミド基、及びシアノ基から成る群から選択される少なくとも一つの基を有するモノマーを用いることもできる。
ジエン系ポリマーは、特に限定されないが、例えば、ブタジエン、イソプレンなどの共役の二重結合を2つ有する共役ジエンを重合してなるモノマー単位を含むポリマーである。共役ジエンモノマーとしては、特に限定されないが、例えば、1,3-ブタジエン、イソプレン、2,3-ジメチル-1,3-ブタジエン、2-フェニル-1,3-ブタジエン、1,3-ペンタジエン、2-メチル-1,3-ペンタジエン、1,3-ヘキサジエン、4,5-ジエチル-1,3-オクタジエン、3-ブチル-1,3-オクタジエンなどが挙げられる。これらは単独で重合しても共重合してもよい。
アクリル系ポリマーは、特に限定されないが、好ましくは(メタ)アクリレートモノマーを重合してなるモノマー単位を含むポリマーである。
フッ素系ポリマーとしては、特に限定されないが、例えば、フッ化ビニリデンのホモポリマー、これと共重合可能なモノマーとのコポリマーが挙げられる。フッ素系ポリマーは、電気化学的安定性の観点から好ましい。
熱可塑性ポリマーは、セパレータの電極との接着力を発現しつつ、蓄電デバイスにおいて電極とセパレータ間の距離を確保でき、かつ電解液の注液時間を短くするという観点から、少なくとも二つのガラス転移温度を有し、ガラス転移温度のうち少なくとも一つは20℃未満の領域に存在し、かつガラス転移温度のうち少なくとも一つは40℃以上110℃以下の領域に存在するという熱特性を有することが好ましい。
1/Tg=W1/Tg1+W2/Tg2+・・・+Wi/Tgi+・・・Wn/Tgn (1)
{式(1)中において、Tg(K)は、コポリマーのTg、Tgi(K)は、各モノマーiのホモポリマーのTg、Wiは、各モノマーの質量分率を各々示す。}
熱可塑性ポリマー含有層において、蓄電デバイス用セパレータの最表面側に、40℃~110℃のガラス転移温度を有する熱可塑性樹脂が存在し、かつ、ポリオレフィン微多孔膜と熱可塑性ポリマー含有層の界面側に、20℃未満のガラス転移温度を有する熱可塑性樹脂が存在することが好ましい。なお、「最表面」とは、蓄電デバイス用セパレータと電極とを積層したときに、熱可塑性ポリマー含有層のうち電極と接する面をいう。また、「界面」とは、熱可塑性ポリマー含有層のうちポリオレフィン微多孔膜と接している面をいう。
本実施の形態における熱可塑性ポリマーの構造は、特に限定されないが、例えば、粒状に構成されることができる。このような構造を有することにより、セパレータと電極との接着性及びセパレータのハンドリング性により優れる傾向にある。ここで、粒状とは、走査型電子顕微鏡(SEM)の測定にて、個々の熱可塑性ポリマーが輪郭を持った状態のことを指し、細長形状であっても、球状であっても、多角形状等であってもよい。
本実施の形態における熱可塑性ポリマーは、サイクル特性等の電池特性の観点、および上記で説明された電解液のセパレータへの浸漬前後でのドット間距離変化割合の観点から、電解液に対する膨潤性を有することが好ましい。熱可塑性ポリマーの電解液に対する膨潤度は、2倍以上15倍以下であることが好ましい。熱可塑性ポリマーの電解液に対する膨潤度は、実施例において後述する方法により測定されることができる。本実施の形態における熱可塑性ポリマーの電解液に対する膨潤度は、例えば、重合するモノマー成分及び各モノマーの投入比を変更することにより調整することができる。
本実施の形態に係るセパレータにおいて、熱可塑性ポリマー含有層の片面当たりの目付は、接着力の観点から、0.03g/m2以上0.3g/m2以下であることが好ましく、0.04g/m2以上0.15g/m2以下であることがより好ましく、最も好ましくは、0.06g/m2以上0.10g/m2以下である。熱可塑性ポリマー含有層の目付は、塗工液のポリマー濃度またはポリマー溶液の塗布量を変更することにより調整することができる。本発明の効果を妨げない範囲で、電極の膨張収縮に伴うセル形状の変形を抑制して電池のサイクル特性を良好にする観点では、0.08g/m2を超える範囲が好ましい。
本実施の形態において、前記基材表面に対する熱可塑性ポリマー含有層の総被覆面積割合は、セパレータの電極との接着力を維持しつつ、セパレータを備える蓄電デバイスへの電解液の注液時間を短くするという観点から、5%以上55%以下であることが好ましく、6%以上40%以下であることがより好ましく、7%以上30%以下であることが更に好ましい。基材表面に存在する熱可塑性ポリマー含有層の総被覆面積割合Sは、以下の式から算出される。
S(%)=熱可塑性ポリマー含有層の総被覆面積÷基材の表面積×100
熱可塑性ポリマー含有層の総被覆面積割合は、塗工液のポリマー濃度またはポリマー溶液の塗布量及び塗工方法、塗工条件を変更することにより調整することができる。
関係1:ドット間距離/ドットの直径が1.4以上4以下であり、且つ総被覆面積割合が5%以上22%以下である。中でも、前記接着力と注液完了時間の短期化のバランスがより良好にできる観点から、ドット間距離/ドットの直径を2.0以上3.5以下、且つ総被覆面積割合を6%以上15%以下として、上述した前記ドット直径、前記熱可塑性ポリマー含有層の片面当たりの目付および後述する多孔層の厚みのうち少なくとも1つを所定の範囲と制御することが好ましい。具体的には、前記ドット直径を制御する場合は、200μm以上800μm以下とすることが好ましく、前記熱可塑性ポリマー含有層の片面当たりの目付を制御する場合は、0.04g/m2以上0.12g/m2以下とすることが好ましく、前記多孔層の厚みを制御する場合は、0.5μm以上2.0μm以下とすることが好ましい。
関係2:ドット間距離/ドットの直径が0.8以上1.3以下であり、且つ総被覆面積割合が23%以上46%以下である。さらに、前記接着力と注液完了時間の短期化のバランスをより良好にできる観点から、同時に後述するポリオレフィン微多孔膜の厚さを9μm以下とすることが好ましく、7μm以下とすることがより好ましい。
関係3:ドット間距離/ドットの直径が0.5以上0.7以下であり、且つ総被覆面積割合は47%以上55%以下である。
上記ドット間距離/ドットの直径と熱可塑性ポリマー含有層の総被覆面積割合との関係は、前記接着力と注液完了時間の短期化のバランスを更に良好にする観点から、関係1または関係2を採用することが好ましく、関係2を採用することが特に好ましい。
なお、前記接着力(N/m)と注液完了時間(min)の短期化のバランスが良好であるか評価するために、以下のいずれかの指標を用いてもよい。
指標1:接着力が4.0N/m以上であり、且つ注液完了時間が17min以下である;
指標2:接着力が2.5N/m以上であり、且つ注液完了時間が15min以下である;
指標3:接着力が2.4N/m以上であり、且つ注液完了時間が11min以下である;
指標4:接着力が2.2N/m以上であり、且つ注液完了時間が9min以下である;
指標5:接着力が2.1N/m以上であり、且つ注液完了時間が8min以下である。
前記接着力(N/m)と注液完了時間(min)の短期化のバランスは、上記指標1~4のいずれかを満たした上で、接着力はより高く、注液完了時間はより短くなることをより良好にバランスが取れていると評価する。
セパレータには絶縁性とイオン透過性が必要なため、セパレータ基材は、一般的には、多孔質体構造を有する絶縁材料である紙、ポリオレフィン製不織布又は樹脂製微多孔膜などから形成される。特に、リチウムを吸蔵・放出することが可能な正極及び負極と、非水系溶媒に電解質を溶解して成る非水系電解液とを備える非水系二次電池などの蓄電デバイスに使用されるセパレータ基材としては、酸化還元耐性を持ち、緻密で均一な多孔質構造を構築できるポリオレフィン微多孔膜が好ましい。
本実施の形態におけるポリオレフィン微多孔膜としては、特に限定されないが、例えば、ポリオレフィンを含有するポリオレフィン樹脂組成物から構成される微多孔膜が挙げられ、ポリオレフィン樹脂を主成分とする多孔膜であることが好ましい。本実施の形態におけるポリオレフィン微多孔膜は、ポリオレフィン樹脂の含有量は特に限定されないが、蓄電デバイス用セパレータとして用いた場合のシャットダウン性能などの点から、多孔膜を構成する全成分の質量分率の50%以上100%以下をポリオレフィン樹脂が占めるポリオレフィン樹脂組成物からなる多孔膜であることが好ましい。ポリオレフィン樹脂が占める割合は60%以上100%以下がより好ましく、70%以上100%以下であることが更に好ましい。
ポリオレフィン微多孔膜の目付(g/m2)に換算されたときの突刺強度(以下、目付換算突刺強度という。)は、50gf/(g/m2)以上、又は60gf/(g/m2)以上であることが好ましい。50gf/(g/m2)以上又は60gf/(g/m2)以上の目付換算突刺強度を有するポリオレフィン微多孔膜は、蓄電デバイスの衝撃試験においてポリオレフィン微多孔膜が破断し難い傾向にある。ポリオレフィン微多孔膜の強度を維持しながら蓄電デバイスの安全性、例えば耐衝撃性を向上させるという観点から、目付換算突刺強度は、より好ましくは70gf/(g/m2)以上、更に好ましくは80gf/(g/m2)以上である。目付換算突刺強度は、限定されるものではないが、例えば、200gf/(g/m2)以下、150gf/(g/m2)以下、又は140gf/(g/m2)以下であることができる。なお、式:1N≒102.0gfに従って、CCS単位「gf」をSI単位「N」に変換可能である。
本実施の形態におけるポリオレフィン微多孔膜を製造する方法は、特に限定されず、公知の製造方法を採用することができる。例えば、ポリオレフィン樹脂組成物と可塑剤とを溶融混練してシート状に成形後、場合により延伸した後、可塑剤を抽出することにより多孔化させる方法、ポリオレフィン樹脂組成物を溶融混練して高ドロー比で押出した後、熱処理と延伸によってポリオレフィン結晶界面を剥離させることにより多孔化させる方法、ポリオレフィン樹脂組成物と無機充填材とを溶融混練してシート上に成形後、延伸によってポリオレフィンと無機充填材との界面を剥離させることにより多孔化させる方法、ポリオレフィン樹脂組成物を溶解後、ポリオレフィンに対する貧溶媒に浸漬させポリオレフィンを凝固させると同時に溶剤を除去することにより多孔化させる方法等が挙げられる。以下、多孔膜を製造する方法の一例として、ポリオレフィン樹脂組成物と可塑剤とを溶融混練してシート状に成形後、可塑剤を抽出する方法について説明する。
また、本実施の形態に係る蓄電デバイス用セパレータは、無機フィラーと樹脂製バインダーを含む多孔層を備えていてもよい。多孔層の位置は、ポリオレフィン微多孔膜表面の少なくとも一部、熱可塑性ポリマー含有層表面の少なくとも一部、及び/又はポリオレフィン微多孔膜と熱可塑性ポリマー含有層との間が挙げられる。前記多孔層はポリオレフィン微多孔膜の片面であっても両面に備えていてもよい。多孔層は熱安定性などを向上するのに寄与する。以下、多孔層が付設された微多孔膜を多層多孔膜という。
上記の多孔層に使用する無機フィラーとしては、特に限定されないが、200℃以上の融点をもち、電気絶縁性が高く、かつリチウムイオン二次電池の使用範囲で電気化学的に安定であるものが好ましい。
樹脂製バインダーの種類としては、特に限定されないが、本実施の形態における多層多孔膜をリチウムイオン二次電池用セパレータとして使用する場合には、リチウムイオン二次電池の電解液に対して不溶であり、かつリチウムイオン二次電池の使用範囲で電気化学的に安定なものを用いることが好ましい。
1)ポリオレフィン:例えば、ポリエチレン、ポリプロピレン、エチレンプロピレンラバー、及びこれらの変性体;
2)共役ジエン系重合体:例えば、スチレン-ブタジエン共重合体及びその水素化物、アクリロニトリル-ブタジエン共重合体及びその水素化物、アクリロニトリル-ブタジエン-スチレン共重合体及びその水素化物;
3)アクリル系重合体:例えば、メタクリル酸エステル-アクリル酸エステル共重合体、スチレン-アクリル酸エステル共重合体、アクリロニトリル-アクリル酸エステル共重合体;
4)ポリビニルアルコール系樹脂:例えば、ポリビニルアルコール、ポリ酢酸ビニル;
5)含フッ素樹脂:例えば、ポリフッ化ビニリデン、ポリテトラフルオロエチレン、フッ化ビニリデン-ヘキサフルオロプロピレン-テトラフルオロエチレン共重合体、エチレン-テトラフルオロエチレン共重合体;
6)セルロース誘導体:例えば、エチルセルロース、メチルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース;
7)融点及び/又はガラス転移温度が180℃以上の樹脂あるいは融点を有しないが分解温度が200℃以上のポリマー:例えば、ポリフェニレンエーテル、ポリスルホン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルイミド、ポリアミドイミド、ポリアミド、ポリエステル。
多孔層の厚みは、0.5μm以上5.0μm以下が好ましく、より好ましくは0.7μm以上4.0μm以下、更に好ましくは0.8μm以上3.9μm以下、より更に好ましくは1.0μm以上3.0μm以下、特に好ましくは、1.5μm以上2.0μm以下である。多孔層の厚みが0.5μm以上であることは、多孔膜の融点を超えた温度における変形を抑制する観点で好ましい。多孔層の厚みが5.0μm以下であることは、電池容量の向上や多層多孔膜の水分吸着量の抑制の観点で好ましい。また、多孔層の厚みを好ましくは3.9μm以下、より好ましくは2.0μm以下とすることは、電解液充填量を低減できることから注液時間を短縮する観点で好ましい。
セパレータは、電解液の注液性に優れ、かつエア溜まりができ難く、注液時間が短いという観点から、電解液の接触角が、0°以上20°以下であることが好ましく、2°以上18°以下であることがより好ましく、4°以上16°以下であることがさらに好ましい。電解液の接触角は、セパレータ中の熱可塑性ポリマー含有層が形成された面で測定されることが好ましく、セパレータ中の熱可塑性ポリマー含有層がドット状のパタンで形成された面において測定されることがより好ましい。
ポリオレフィン微多孔膜上に熱可塑性ポリマー含有層を形成する方法は、特に限定されず、例えば熱可塑性ポリマーを含有する塗布液をポリオレフィン微多孔膜に塗布する方法が挙げられる。
本実施の形態に係る積層体は、セパレータと電極とが積層したものである。本実施の形態のセパレータは、電極と接着することにより積層体として用いることができる。積層体は、捲回時のハンドリング性及び蓄電デバイスのレート特性が優れ、さらには、熱可塑性ポリマーとポリオレフィン微多孔膜との接着性及び透過性にも優れる。そのため、積層体の用途としては、特に限定されないが、例えば、非水電解液二次電池等の電池またはコンデンサー、キャパシタ等の蓄電デバイス等に好適に使用できる。
本実施の形態に係るセパレータは、電池、コンデンサー、キャパシタ等におけるセパレータ、または物質の分離に用いることができる。特に、蓄電デバイス用セパレータとして用いた場合に、電極への密着性と優れた電池性能を付与することが可能である。以下、蓄電デバイスが非水電解液二次電池である場合についての好適な態様について説明する。
<粘度平均分子量(以下、「Mv」ともいう)>
ASRM-D4020に基づき、デカリン溶剤における135℃での極限粘度[η]を求め、ポリエチレンのMvは次式により算出した。
[η]=0.00068×Mv0.67
また、ポリプロピレンのMvは次式より算出した。
[η]=1.10×10-4Mv0.80
熱可塑性ポリマーの平均粒径は、粒子径測定装置(日機装株式会社製、Microtrac MT3300EXII)を使用し、測定した。熱可塑性ポリマー粒子の水分散液を用意した(固形分濃度:25~30%)。測定条件としては、ローディングインデックス=0.15~0.3、測定時間300秒とし、得られたデータにおいて累積頻度が50%となる粒子径の数値を平均粒径(μm)として後述の表1-1~表1-12には記載した。
なお、熱可塑性ポリマーの平均粒径は、走査型電子顕微鏡(SEM)(型式:S-4800、HITACHI社製)を用いて、一つの粒子の直径を測定可能な倍率(例えば、熱可塑性ポリマーが約0.5μmの場合は10000倍)で観察した際に、異なる熱可塑性ポリマー粒子の100個分の粒径を測定して、平均粒径を算出してもよい。
10cm×10cm角の試料(ポリオレフィン多孔性基材又は、ポリオレフィン多孔性基材+無機フィラー多孔層)を切り取り、(株)島津製作所製の電子天秤AEL-200を用いて重量を測定した。得られた重量を100倍することで1m2当りの膜の目付け(g/m2)を算出した。
10cm×10cm角の試料を、基材に熱可塑性ポリマー含有層が形成されたセパレータから切り取り、電子天秤AEL-200を用いて重量を測定した。得られた重量を100倍することで1m2当りのセパレータの目付け(g/m2)を算出した。
熱可塑性ポリマー含有層形成前後の目付けの差から、熱可塑性ポリマー含有層の片面当たり目付を算出した。
代替的には、熱可塑性ポリマー含有層の片面当たり目付は、10cm×10cm角の試料表面から熱可塑性ポリマー含有層を剥がし取り、(剥がし取った試料の)熱重量示差熱分析装置(株式会社日立ハイテクサイエンス社製、NEXTA STA 200RV)による重量減少率から算出してよく、または剥がし取る前後の重量変化量から算出してもよい。
10cm×10cm角の試料をポリオレフィン微多孔膜から切り取り、その体積(cm3)と質量(g)を求め、膜密度を0.95(g/cm3)として次式を用いて計算した。
気孔率=(体積-質量/膜密度)/体積×100
JIS P-8117に準拠し、東洋精器(株)製のガーレー式透気度計G-B2(商標)により測定した透気抵抗度を透気度とした。
カトーテック製のハンディー圧縮試験器KES-G5(商標)を用いて、開口部の直径11.3mmの試料ホルダーでポリオレフィン微多孔膜を固定した。次に固定されたポリオレフィン微多孔膜の中央部を、針先端の曲率半径0.5mm、突刺速度2mm/secで、25℃雰囲気下にて突刺試験を行うことにより、最大突刺荷重として突刺強度(g)を得た。また、突刺強度と目付から目付換算突刺強度も算出することができる。
熱可塑性ポリマーの塗工液(不揮発分=30%)を、アルミ皿に適量取り、130℃の熱風乾燥機で30分間乾燥した。乾燥後の乾燥皮膜約17mgを測定用アルミ容器に詰め、DSC測定装置(島津製作所社製、DSC6220)にて窒素雰囲気下におけるDSC曲線及びDDSC曲線を得た。測定条件は下記のとおりとした。
(1段目昇温プログラム)
70℃スタート、毎分15℃の割合で昇温。110℃に到達後5分間維持。
(2段目降温プログラム)
110℃から毎分40℃の割合で降温。-50℃に到達後5分間維持。
(3段目昇温プログラム)
-50℃から毎分15℃の割合で130℃まで昇温。この3段目の昇温時にDSC及びDDSCのデータを取得。
ベースライン(得られたDSC曲線におけるベースラインを高温側に延長した直線)と、変曲点(上に凸の曲線が下に凸の曲線に変わる点)における接線との交点をガラス転移温度(Tg)とした。
塗工パタンのドット直径は、走査型電子顕微鏡(SEM)(型式:S-4800、HITACHI社製)を用いて1視野でドット1つを観察できる倍率(例えば、ドット直径が約200μmの場合は300倍)で観察した際に、熱可塑性ポリマーが連続して存在する領域について定義される。熱可塑性ポリマーが連続して存在する領域とは、一続きで10μmを超える幅を持つ領域である。熱可塑性ポリマーが連続して存在する領域は、例えば、熱可塑性ポリマー粒子が面方向において連続的に密集して接触することで形成される。
基材表面に対する熱可塑性ポリマー含有層の塗工パタンの総被覆面積割合は、マイクロスコープ(型式:VHX-7000、キーエンス社製)を用いて測定した。サンプルであるセパレータを10個以上のドットが同時に観察できる倍率(例えばドット直径が約200μmの場合は100倍)で同軸落射で撮影した。コマンド「測定・スケール」から「自動面積計測(粒子カウント)」、「抽出方法 明るさ(標準)」、「穴を埋める」を選択し、熱可塑性ポリマー含有層の被覆部と非被覆部と2値化するために適切な明るさ(-10以上10以下が好ましい)を選択し、熱可塑性ポリマー含有層の総被覆面積割合を測定する。コントラストが不明瞭な場合は、別の光源(型式:PD2-1024、シーシーエス株式会社製)を用いても良い。
サンプルであるセパレータをBIB(ブロードイオンビーム)により断面加工を行う。断面加工は、加工条件として、日立ハイテク社製IM4000を用いて、ビーム種アルゴン、加速電圧3kV、ビーム電流25~35μAで行う。加工の際、熱ダメージを抑制するために、必要に応じて、多層多孔膜を加工の直前まで冷却させる。具体的には、-40℃の冷却装置に多層多孔膜を一昼夜放置する。これにより、平滑なセパレータの断面が得られる。熱可塑性ポリマー含有層の高さは、走査型電子顕微鏡(SEM)(型式:S-4800、HITACHI社製)を用いて測定した。オスミウム蒸着し、加速電圧1.0kV、5000倍の条件にて観察し、5点の観察箇所について熱可塑性ポリマー含有層の最大厚みを測定し、それらの平均値を平均高さとして算出した。なお、ドット状パタンの場合には、熱可塑性ポリマー含有層の厚み方向に沿って、基材表面からドット頂点までの距離をドット最大厚みとして、上記と同様の方法によりドット平均高さを算出する。
各実施例及び比較例で得られた蓄電デバイス用セパレータと、被着体としての正極(enertech社製、正極材料:LiCoO2、導電助剤:アセチレンブラック、L/W:両側について36mg/cm2、Al集電体の厚み:15μm、プレス後の正極の厚み:120μm)あるいは負極(enertech社製、負極材料:グラファイト、導電助剤:アセチレンブラック、L/W:両側について20mg/cm2、Cu集電体の厚み:10μm、プレス後の負極の厚み:140μm)とをそれぞれ幅15mm及び長さ60mmの長方形状に切り取った。セパレータの熱可塑性ポリマー含有層と、正極あるいは負極とが相対するように重ね合わせて積層体を得た。ポリオレフィン微多孔膜の片面のみに無機粒子と樹脂製バインダーを含む多孔層を有するセパレータについては、無機粒子と樹脂製バインダーを含む多孔層側の場合は正極、ポリオレフィン基材側の場合は負極を使用し、それぞれ積層体を作製した。その後、それぞれ積層体を、以下の条件でプレスした。
プレス圧:1MPa
温度:90℃
プレス時間:5秒プレス後の積層体について、(株)イマダ製のフォースゲージZP5N及びMX2-500N(製品名)を用いて、電極を固定し、セパレータを把持して引っ張る方式によって剥離速度50mm/分にて90°剥離試験を行い、剥離強度を測定した。このとき、上記の条件で行った長さ40mm分の剥離試験における剥離強度の平均値を電極との接着力として採用した。本手法により得られた接着力として2N/m以上を達成するセパレータを蓄電デバイスに用いた場合には、対向する正極、及び負極との接着力が良好となる。
各実施例及び比較例で得られた蓄電デバイス用セパレータと、被着体としての正極(enertech社製、正極材料:LiCoO2、導電助剤:アセチレンブラック、L/W:両側について36mg/cm2、Al集電体の厚み:15μm、プレス後の正極の厚み:120μm)あるいは負極(enertech社製、負極材料:グラファイト、導電助剤:アセチレンブラック、L/W:両側について20mg/cm2、Cu集電体の厚み:10μm、プレス後の負極の厚み:140μm)とをそれぞれ幅15mm及び長さ60mmの長方形状に切り取った。セパレータの熱可塑性ポリマー含有層と、正極あるいは負極とが相対するように重ね合わせて積層体を得た。ポリオレフィン微多孔膜の片面のみに無機粒子と樹脂製バインダーを含む多孔層を有するセパレータについては、無機粒子と樹脂製バインダーを含む多孔層側の場合は正極、ポリオレフィン基材側の場合は負極を使用し、それぞれ積層体を作製した。その後、それぞれの積層体を、以下の条件でプレスした。
プレス圧:1MPa
温度:90℃
プレス時間:5秒
プレス後の積層体について、2枚のガラス板(松浪硝子社製、S1214、サイズ:76×26mm、厚み:1.2~1.5mm)で挟み込み、両側および上部の計3か所をクリップ(コクヨ社製、JB34c、ダブルクリップ(中)、シルバー、口幅25mm)で固定し、電解液(キシダ化学社製、LBG-00307、エチレンカーボネート(EC):ジエチルカーボネート(DEC)=(2:3 volume/volume %)に浸漬した。セパレータおよび電極表面に電解液が浸透した部分をセパレータ側から目視観察し、全面に浸透するまでに要した時間を注液完了時間として採用した。正極とセパレータとの積層体、負極とセパレータとの積層体のそれぞれで注液完了時間を測定する。
各実施例及び比較例で得られた蓄電デバイス用セパレータの測定面と反対面にガラス板(松浪硝子社製、S1214、サイズ:76×26mm、厚み:1.2~1.5mm)を両面テープ(ニチバン株式会社、ナイスタック、NW-15)を用いて貼り付け、測定用サンプルを作製する。動的接触角計(協和界面科学株式会社、型式DCA-VM)を用いて、電解液(キシダ化学社製、LBG-00307、EC/DEC (2:3 v/v %))の液滴2μLをシリンジの針先端に作製した後に測定用サンプルに着滴し、液離れから6000msの接触角を採用した。接触角の測定は、恒温室において、温度23℃、および湿度42%の条件下で行なった。
各実施例及び比較例で得られた蓄電デバイス用セパレータを、電解液としてのプロピレンカーボネート(キシダ化学社製、LBG-64955、PC)に浸漬し、十分に電解液を浸透させた。24時間の静置後に、セパレータを取り出し、表面をエタノールで洗浄した。上記項目<ドット直径とドット間距離>と同様の方法によりドット間隙d2(μm)を測定し、電解液浸漬前のドット間隙d1(μm)との比率を、下記計算式を用いて、ドット間隙の変化率△d(%)として算出した。
△d=(d1-d2)/d1*100
次に示される熱可塑性ポリマーを用意した。
・アクリル1
高Tg(Tg=62℃)アクリルラテックスと低Tg(Tg<20℃)アクリルラテックスをブレンドして、ラテックスブレンド(アクリル1、平均粒径:0.5μm)を形成した。
・アクリル2
高Tg(Tg=56℃)アクリルラテックスと低Tg(Tg<20℃)アクリルラテックスをブレンドして、ラテックスブレンド(アクリル2、平均粒径:0.5μm)を形成した。
・アクリル3
高Tg(Tg=95℃)アクリルラテックスと低Tg(Tg<20℃)アクリルラテックスをブレンドして、ラテックスブレンド(アクリル3、平均粒径:0.55μm)を形成した。
・アクリル4
アクリル酸エステル系粒子(Tg=20℃)を水に分散させてラテックス(アクリル4、平均粒径:0.12μm)を形成した。
・SBR
スチレンーブタジエン共重合体粒子を水に分散させてラテックス(SBR、平均粒径:0.15μm)を形成した。
・PVDF
市場から入手可能なポリフッ化ビニリデン(PVDF―HFP共重合体、Tm=150℃、平均粒径:0.2μm)を用意した。塗工に際しては、アクリルラテックス(Tg<20℃)を塗工後の結着力を確保するのに十分な量(固形分重量比でPVDF:アクリル=4:1ないしは10:1)を混合したスラリーを調製して使用した。
・アクリル対照品1
国際公開第2014/017651号(特許文献1)の実施例12Bに記載の熱可塑性ポリマーを含む塗工液を調製して、アクリル対照品1として使用した。
・アクリル対照品2
特許第7103760号の実施例1に記載の熱可塑性ポリマーを含む塗工液を調製して、アクリル対照品2として使用した。
・アクリル対照品3
特許第6688006号の実施例7Aに記載の熱可塑性ポリマーを含む塗工液を調製して、アクリル対照品3として使用した。
(ポリオレフィン微多孔膜1Aの製造)
Mvが70万であり、ホモポリマーの高密度ポリエチレンを47質量部と、Mvが30万であり、ホモポリマーの高密度ポリエチレンを46質量部と、Mvが70万であるホモポリマーのポリプロピレン7質量部とを、タンブラーブレンダーを用いてドライブレンドした。得られたポリオレフィン混合物99質量部に酸化防止剤としてテトラキス-[メチレン-(3’,5’-ジ-t-ブチル-4’-ヒドロキシフェニル)プロピオネート]メタンを1質量部添加し、再度タンブラーブレンダーを用いてドライブレンドすることにより、混合物を得た。得られた混合物を、窒素雰囲気下で二軸押出機へフィーダーにより供給した。また、流動パラフィン(37.78℃における動粘度7.59×10-5m2/s)を押出機シリンダーにプランジャーポンプにより注入した。押し出される全混合物中に占める流動パラフィンの割合が68質量部となるように、すなわち、ポリマー濃度が32質量部となるように、フィーダー及びポンプの運転条件を調整した。
物性(膜の厚み、目付、気孔率、透気度、突刺強度など)の調整のために適宜製造条件を変更したこと以外は1Aと同様にして、ポリオレフィン微多孔膜2A、3Aを得た。
ポリオレフィン微多孔膜1Aの片面に、無機粒子と樹脂製バインダーを含む多孔層を形成し(多孔層厚み2μm)、その後、表1に示すドット状パタン、被覆面積割合、及び片面当たりの目付になる条件下、ポリオレフィン微多孔膜1Aの両面表面に、塗工液としてアクリル1をグラビア又はインクジェット印刷でドット塗工し、40℃にて乾燥して塗工液の水を除去して、ポリオレフィン微多孔膜の両面に熱可塑性ポリマー含有層をドット状パタンで有する蓄電デバイス用セパレータを得た。得られたセパレータについて、上記方法により、評価した。得られた結果も表1に示す。ドットの凹凸の程度がドット高さの7割以下、より好ましくは5割以下、さらに好ましくは3割以下になるという観点でグラビア塗工が好ましい。ドットの凹凸の程度はレーザー顕微鏡(オリンパス株式会社、型式OLS5000-SAF)で測定が可能である。
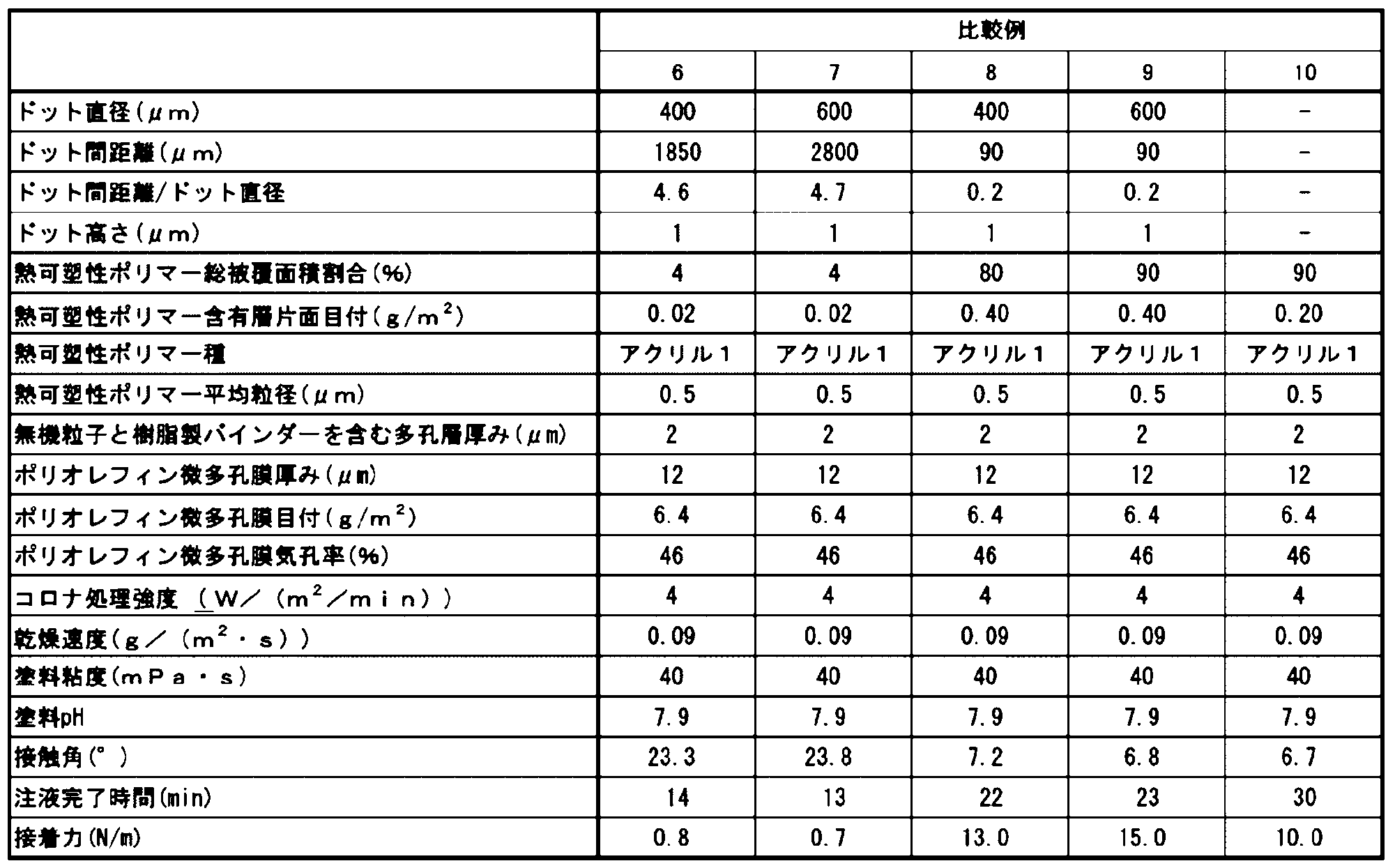
表1に示すとおり、熱可塑性ポリマー種、ドット状パタン、被覆面積割合、目付などの条件を変更したこと以外は実施例1と同様にして、ポリオレフィン微多孔膜の両面に熱可塑性ポリマー含有層を有する蓄電デバイス用セパレータを得た。得られたセパレータについて、上記方法により評価した。注液完了時間、接着力、および接触角については、上記項目<電解液の注液性>に記載の方法で注液完了時間をセパレータの片面ずつ測定した際に、注液完了時間が長い面の各値を採用した。得られた結果を表1に示す。
・無機粒子と樹脂製バインダーを含む多孔層側
ドット直径:200μm、ドット間距離:125μ、ドット間距離/ドット直径:0.6、ドット高さ:1μm、熱可塑性ポリマー含有層の総被覆面積:50%、熱可塑性ポリマー含有層片面目付0.2g/m2
・ポリオレフィン基材側
ドット直径:200μm、ドット間距離:420μm、ドット間距離/ドット直径:2.1、ドット高さ:1μm、熱可塑性ポリマー含有層の総被覆面積:12%、熱可塑性ポリマー含有層片面目付0.06g/m2
注液完了時間、接着力、接触角については、上記項目<電解液の注液性>に記載の方法で注液完了時間をセパレータの片面ずつを測定した際に、時間が長い面の各値を採用した。











b:ドット間距離
sp:粒子飛散部
X:熱可塑性ポリマーが連続して存在する領域
Y:熱可塑性ポリマーの非存在領域
MIC:最大内接円
CC:外接円
Claims (10)
- 基材と、前記基材の少なくとも片面の基材表面上に形成され、熱可塑性ポリマーを含む熱可塑性ポリマー含有層と、を備える蓄電デバイス用セパレータであって、
前記熱可塑性ポリマー含有層が、ドット状のパタンを有し、
前記ドットの直径が20μm以上1,000μm以下であり、
ドット間距離が100μm以上3,000μm以下であり、
前記ドットの直径と前記ドット間距離とが、下記式:
ドット間距離/ドットの直径=0.5以上4以下
で表される関係を満たし、かつ
前記熱可塑性ポリマー含有層と電解液(エチレンカーボネート(EC)/ジエチルカーボネート(DEC) (2:3 v/v %))との接触角が0°以上20°以下である蓄電デバイス用セパレータ。 - ドット平均高さが0.2μm以上10μm以下である、請求項1に記載の蓄電デバイス用セパレータ。
- 前記基材表面に対する前記熱可塑性ポリマー含有層の総被覆面積割合が、5%以上55%以下である、請求項1または2に記載の蓄電デバイス用セパレータ。
- 前記熱可塑性ポリマー含有層の片面当たりの目付が、0.03g/m2以上0.3g/m2以下である、請求項1または2に記載の蓄電デバイス用セパレータ。
- 前記熱可塑性ポリマーの平均粒径が、0.1μm以上2.0μm以下である、請求項1または2に記載の蓄電デバイス用セパレータ。
- 前記熱可塑性ポリマーが少なくとも二つのガラス転移温度を有し、前記ガラス転移温度のうち少なくとも一つは20℃未満の領域に存在し、かつ前記ガラス転移温度のうち少なくとも一つは40℃以上110℃以下の領域に存在する、請求項1または2に記載の蓄電デバイス用セパレータ。
- 前記基材を基準として非対称な多層構造を有する、請求項1または2に記載の蓄電デバイス用セパレータ。
- 前記基材の両側に前記熱可塑性ポリマー含有層があり、かつ前記基材の片面と前記熱可塑性ポリマー含有層との間に、無機フィラーおよび樹脂製バインダーを含む多孔層が形成されている、請求項1または2に記載の蓄電デバイス用セパレータ。
- 正極、負極、請求項8に記載の蓄電デバイス用セパレータ、および非水電解液を含む蓄電デバイスであって、前記蓄電デバイス用セパレータは、前記基材を基準として前記多孔層を有する側と前記正極とが対向するように配置されている、蓄電デバイス。
- 正極、負極、請求項1または2に記載の蓄電デバイス用セパレータ、および非水電解液を含む蓄電デバイス。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021145739 | 2021-09-07 | ||
| JP2021145739 | 2021-09-07 | ||
| PCT/JP2022/033624 WO2023038069A1 (ja) | 2021-09-07 | 2022-09-07 | 蓄電デバイス用セパレータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2023038069A1 JPWO2023038069A1 (ja) | 2023-03-16 |
| JP7560678B2 true JP7560678B2 (ja) | 2024-10-02 |
Family
ID=85506395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023546973A Active JP7560678B2 (ja) | 2021-09-07 | 2022-09-07 | 蓄電デバイス用セパレータ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240266670A1 (ja) |
| EP (1) | EP4358273A4 (ja) |
| JP (1) | JP7560678B2 (ja) |
| KR (1) | KR102945484B1 (ja) |
| CN (1) | CN117480681A (ja) |
| CA (1) | CA3217308A1 (ja) |
| WO (1) | WO2023038069A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119790540A (zh) * | 2023-04-17 | 2025-04-08 | 宁德时代新能源科技股份有限公司 | 隔离膜、电池单体、电池和用电装置 |
| EP4474441A4 (en) * | 2023-04-24 | 2025-04-02 | Contemporary Amperex Technology (Hong Kong) Limited | Binder for secondary battery, separator, secondary battery, and electrical apparatus |
| WO2025206320A1 (ja) * | 2024-03-29 | 2025-10-02 | 旭化成バッテリーセパレータ株式会社 | 蓄電デバイス用セパレータ、セパレータリール及び蓄電デバイス |
| CN120464345A (zh) * | 2024-11-13 | 2025-08-12 | 深圳好电科技有限公司 | 一种隔膜粘接剂组合物、隔膜和锂离子电池 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000248095A (ja) | 1999-02-26 | 2000-09-12 | Asahi Chem Ind Co Ltd | 部分親水化ポリオレフィン微多孔膜 |
| JP2019008882A (ja) | 2017-06-20 | 2019-01-17 | 旭化成株式会社 | パターン塗工用スラリー |
| JP2019008884A (ja) | 2017-06-20 | 2019-01-17 | 旭化成株式会社 | パターン塗工用スラリー |
| JP2019179698A (ja) | 2018-03-30 | 2019-10-17 | 旭化成株式会社 | 蓄電デバイス用セパレータ及びそれを用いた積層体、捲回体、リチウムイオン二次電池、並びに蓄電デバイス |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08103760A (ja) | 1994-10-06 | 1996-04-23 | Tanaka Giken Kogyo Kk | 微生物の分解酵素による有機廃棄物処理用撹拌槽 |
| US8377583B2 (en) | 2008-01-30 | 2013-02-19 | Lg Chem, Ltd. | Separator for providing a uniting force to electrode and electrochemical cell containing the same |
| KR101802892B1 (ko) | 2012-07-26 | 2017-11-30 | 아사히 가세이 이-매터리얼즈 가부시키가이샤 | 축전 디바이스용 세퍼레이터, 적층체 및 다공막 |
| KR20150057480A (ko) | 2013-11-19 | 2015-05-28 | 삼성에스디아이 주식회사 | 세퍼레이터, 이를 포함하는 리튬 전지, 상기 세퍼레이터의 제조방법, 및 상기 리튬 전지의 제조방법 |
| KR20150057481A (ko) * | 2013-11-19 | 2015-05-28 | 삼성에스디아이 주식회사 | 리튬 전지용 세퍼레이터, 이를 포함하는 리튬 전지, 및 상기 리튬 전지의 제조방법 |
| KR102246767B1 (ko) * | 2014-08-13 | 2021-04-30 | 삼성에스디아이 주식회사 | 리튬이차전지용 세퍼레이터, 이를 채용한 리튬이차전지 및 그 제조방법 |
| JP6688006B2 (ja) | 2015-04-02 | 2020-04-28 | 旭化成株式会社 | 捲回体 |
| CN108431992B (zh) | 2015-12-18 | 2021-07-16 | 株式会社Lg化学 | 隔膜和包含其的电池 |
| KR102832032B1 (ko) | 2018-09-28 | 2025-07-08 | 니폰 제온 가부시키가이샤 | 이차 전지 및 그 제조 방법 |
-
2022
- 2022-09-07 CA CA3217308A patent/CA3217308A1/en active Pending
- 2022-09-07 CN CN202280038942.1A patent/CN117480681A/zh active Pending
- 2022-09-07 KR KR1020237034272A patent/KR102945484B1/ko active Active
- 2022-09-07 JP JP2023546973A patent/JP7560678B2/ja active Active
- 2022-09-07 EP EP22867391.9A patent/EP4358273A4/en active Pending
- 2022-09-07 WO PCT/JP2022/033624 patent/WO2023038069A1/ja not_active Ceased
- 2022-09-07 US US18/565,542 patent/US20240266670A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000248095A (ja) | 1999-02-26 | 2000-09-12 | Asahi Chem Ind Co Ltd | 部分親水化ポリオレフィン微多孔膜 |
| JP2019008882A (ja) | 2017-06-20 | 2019-01-17 | 旭化成株式会社 | パターン塗工用スラリー |
| JP2019008884A (ja) | 2017-06-20 | 2019-01-17 | 旭化成株式会社 | パターン塗工用スラリー |
| JP2019179698A (ja) | 2018-03-30 | 2019-10-17 | 旭化成株式会社 | 蓄電デバイス用セパレータ及びそれを用いた積層体、捲回体、リチウムイオン二次電池、並びに蓄電デバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102945484B1 (ko) | 2026-03-31 |
| EP4358273A4 (en) | 2025-07-23 |
| EP4358273A1 (en) | 2024-04-24 |
| CN117480681A (zh) | 2024-01-30 |
| CA3217308A1 (en) | 2023-03-16 |
| KR20230155534A (ko) | 2023-11-10 |
| US20240266670A1 (en) | 2024-08-08 |
| WO2023038069A1 (ja) | 2023-03-16 |
| JPWO2023038069A1 (ja) | 2023-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10811659B2 (en) | Separator for electricity storage device, laminate and porous film | |
| JP7560678B2 (ja) | 蓄電デバイス用セパレータ | |
| JP6438725B2 (ja) | 蓄電デバイス用セパレータ、及び電気化学素子 | |
| JP6698326B2 (ja) | 多層多孔膜及び蓄電デバイス用セパレータ | |
| JP6412760B2 (ja) | 蓄電デバイス用セパレータ | |
| JP7811264B2 (ja) | 蓄電デバイス用セパレータ及びこれを含む蓄電デバイス | |
| WO2024143477A1 (ja) | 蓄電デバイス用セパレータ | |
| WO2023229035A1 (ja) | 蓄電デバイス用セパレータ及びこれを含む蓄電デバイス | |
| JP7727400B2 (ja) | 蓄電デバイス用セパレータ | |
| JP2019008884A (ja) | パターン塗工用スラリー | |
| JP2023112590A (ja) | 蓄電池用セパレータ捲回体 | |
| JP7853420B2 (ja) | 蓄電デバイス用セパレータ | |
| JP7793792B2 (ja) | 蓄電デバイス用セパレータ、その製造方法及び蓄電デバイス | |
| JP6718669B2 (ja) | 蓄電デバイス用セパレータ捲回体 | |
| JP7017345B2 (ja) | 蓄電デバイス用セパレータ | |
| JP2026025908A (ja) | 蓄電デバイス用セパレータ | |
| WO2025206320A1 (ja) | 蓄電デバイス用セパレータ、セパレータリール及び蓄電デバイス | |
| JP2019009117A (ja) | 蓄電デバイス用セパレータの捲回体、及びその製造方法 | |
| JP2026023190A (ja) | 多孔多層膜 | |
| JP2024141951A (ja) | 多層多孔膜 | |
| JP2024094254A (ja) | 蓄電デバイス用セパレータ | |
| JP2024072806A (ja) | 蓄電デバイス用セパレータ、その製造方法及び蓄電デバイス | |
| JP2024039479A (ja) | 多層多孔膜 | |
| JP2026023201A (ja) | 多層多孔膜 | |
| JP2024039503A (ja) | 多層多孔膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230714 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7560678 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |