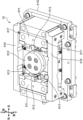
以下、添付図面を参照しながら、本発明の各実施形態について詳述する。図1は、本発明の第1実施形態に係る工作機械1の斜視図である。工作機械1は、ワークW(加工対象物)(図17、図21、図22)に所定の加工を施すものであって、一例として自動パレット交換機能付き門型工作機械である。工作機械1は、自動車用プレス金型の素材となる鋳物素材など複雑な形状のワークWを加工することができる。図1を参照して、工作機械1は、機械本体100と、テーブル20と、パレット30と、を備える。
なお、図1では、後記のとおりテーブル20の移動方向を基準として前後方向が定義され、当該前後方向と直交する水平な方向が左右方向と定義される。更に、前後方向および左右方向とそれぞれ直交する方向が上下方向と定義される。これらの方向の定義は、工作機械1の構造、機能および使用態様を説明するためのものであり、本発明に係る工作機械を限定するものではない。なお、上記の前後方向は工作機械1のX軸(座標軸)を構成し、上下方向は工作機械1のZ軸を構成し、左右方向は工作機械1のY軸を構成する。X軸は、Z軸(上下方向)およびY軸とそれぞれ直交する。
機械本体100は、工作機械1の本体部分を構成し、ワークWに所定の加工を施すための筐体に相当する。機械本体100は、ベッド10と、加工部41と、テーブル駆動部21と、左右一対の受台11と、フレーム40と、サドル42とを有する。
ベッド10は、左右方向に所定の幅を有するとともに前後方向に長く延びる矩形形状を有しており、機械本体100のベース部分を構成する。ベッド10は、工作機械1の作業現場に設置(固定)される。ベッド10は上方向を向く上面部(支持面)を有する。
加工部41は、ベッド10の上面部の上方に配置され、ワークWを加工することが可能とされている。なお、本実施形態のような門型工作機械では、加工部41は、フレーム40によって支持される。加工部41は、上下方向に延びる主軸40S(図21参照、図1では不図示、工具支持部ともいう)を有する。当該主軸40Sには不図示の加工アタッチメント(ワークWを加工するための工具)が着脱可能に装着される。すなわち、主軸40Sは、機械本体100に支持され、前記工具を支持することが可能とされている。更に、主軸40Sには、後記の計測プローブ66(図21)が着脱可能に装着される。
テーブル20は、前後方向および左右方向に延びる板状部材である。テーブル20は、上方向を向く載置面を有し、加工部41の下方において前後方向に沿って移動可能なようにベッド10の前記上面部に支持されている。テーブル20は、鉄などの金属材料から構成される。
テーブル駆動部21は、テーブル20を前後方向に沿って移動させる。テーブル駆動部21は、モータ22と、ボールねじ23とを有する。ボールねじ23は、前後方向に延びるようにベッド10に装着されており、モータ22の回転駆動力を受けて回転するとともに、テーブル20を前後方向に沿って移動させる。このため、テーブル20は、ボールねじ23のねじ部と係合する不図示のナット部を有する。
パレット30は、テーブル20と一体で前後方向に移動可能なようにテーブル20の前記載置面に着脱可能に載置され、ワークWを支持する。
フレーム40は、図1に示すように門型形状を有しており、加工部41が上下方向および左右方向を含む移動面上で移動可能なように加工部41を支持する。フレーム40は、左右一対のコラム40Aと、当該左右一対のコラム40A同士を左右方向に沿って互いに接続するクロスレール40Bとを有する。
サドル42は、フレーム40のクロスレール40Bに左右方向に移動可能に支持されており、前述の加工部41を支持している。
更に、機械本体100は、左右一対のモータ451およびボールねじ452と、モータ461およびボールねじ462と、モータ471およびボールねじ472と、操作部48と、AAC(Auto Attachment Changer)装置55とを有する。
左右一対のモータ451およびボールねじ452は、クロスレール40Bを左右一対のコラム40Aに対して上下に移動させる。また、モータ461およびボールねじ462は、クロスレール40B上においてサドル42を左右方向に移動させる。更に、モータ471およびボールねじ472は、サドル42に対して加工部41を上下方向に移動させる。なお、本実施形態では、上記の各モータは公知のサーボモータから構成される。また、各モータが駆動させる駆動対象には、前述のテーブル20と同様に各ボールねじと係合する不図示のナット部が配置されている。
操作部48は、工作機械1にNCプログラムによる加工指令や各種の手動操作を行うために、作業者(機械オペレータ)によって操作される。操作部48は、作業者の移動とともに移動可能なように、フレーム40に揺動可能に支持されている。
AAC装置55は、図1に示すように、左側のコラム40Aの前方に配置されている。AAC装置55は、加工部41の主軸40Sに加工アタッチメントを自動着脱することが可能であり、複数の加工アタッチメントを格納している。
図2は、本実施形態に係る工作機械1のテーブル20の移動範囲を説明するための平面図である。前述のように、テーブル駆動部21がテーブル20を前後方向に移動させる。テーブル駆動部21は、加工部41がワークWを加工することが可能な領域である加工領域においてテーブル20を前後方向に移動させることが可能である。加工領域は、当該加工領域の後端部である加工後端領域P1と加工領域の前端部である加工前端領域P2とを含む。図2では、加工後端領域P1に配置されたテーブル20が破線で示され、加工前端領域P2に配置されたテーブル20が二点鎖線で示されている。すなわち、テーブル20上にパレット30が載置され、テーブル20が図2の加工前端領域P2から加工後端領域P1まで移動する間、加工部41がパレット30上のワークWを加工することができる。この際、ワークWの形状に応じて前述のように加工部41が上下および左右方向にも移動される。
更に、テーブル駆動部21は、加工領域よりも更に前方の位置であってテーブル20に対してパレット30を着脱することが可能な位置であるパレット交換位置P3と加工領域との間でテーブル20を前後方向に移動させることが可能である。図2では、パレット交換位置P3に配置されたテーブル20が実線で示されている。本実施形態では、テーブル20がパレット交換位置P3に配置されると、テーブル20に対して左右方向に沿ってパレット30を交換することができる。パレット交換位置P3の左右両側には、パレット30を支持可能な左右一対の受台11が配置されている(図1)。なお、図2のS1はテーブル20が加工前端領域P2と加工後端領域P1との間で移動するための加工用移動ストロークを示しており、S2はテーブル20が加工領域とパレット交換位置P3との間で移動するための交換用移動ストローク(交換用移動距離)を示している。
一例として、図2に示すようにテーブル20上にパレット30が載置されている場合、当該パレット30が図1の左側(図1の方向指示を参照)の受台11に受け渡されると、図2の右側のパレット30Bをテーブル20に載置することができる。同様に、パレット30が図1の右側の受台11に受け渡されると、図2の左側のパレット30Aをテーブル20に載置することができる。また、図2に示す状態において、テーブル20上のパレット30が前方に脱離されると、パレット30Aおよびパレット30Bのいずれのパレットがテーブル20上に載置されてもよい。本実施形態では、機械本体100が、左右一対の受台シリンダ31と、左右一対のガイドレール35と、を有している。左右一対の受台シリンダ31は、左右一対の受台11間でパレット30(30A、30B)を移動させる(受け渡す)ことが可能なシリンダ構造を有している。
なお、本実施形態では、加工後端領域P1が、テーブル20の前後移動における原点に相当する(前後方向における機械原点)。なお、ワークWに対する加工時には、上記の機械原点を含む機械座標系ではなく、ワークWに基準面、加工原点を設定するワーク座標系に基づいて加工が行われる。
図3は、本実施形態に係る工作機械1のブロック図である。
図3を参照して、工作機械1は、制御部50と、主軸駆動部60と、第1位置決め部61と、第2位置決め部62と、クランプ部63と、旋回部64と、複数のチェックセンサ65と、計測プローブ66と、を更に備える。
制御部50は、CPU(Central Processing Unit)、NCプログラムを記憶するメモリ、CPUの作業領域として使用されるメモリ等から構成されている。制御部50は、前記CPUがNCプログラムを実行することにより、駆動制御部500(移動制御部、クランプ制御部)、数値制御部501および記憶部502を備えるように機能する。また、図3に示すように、制御部50には、前述のテーブル駆動部21および受台シリンダ31と、主軸駆動部60と、第1位置決め部61と、第2位置決め部62と、クランプ部63と、旋回部64と、複数のチェックセンサ65と、計測プローブ66とが接続されている。
駆動制御部500は、テーブル駆動部21、受台シリンダ31、主軸駆動部60、第1位置決め部61、第2位置決め部62、クランプ部63、旋回部64に対してそれぞれ指令信号を入力し、これらの駆動機構の作動を制御する。
数値制御部501は、工作機械1において実行されるワークWの平行度調整動作を制御する。具体的に、数値制御部501は、平行度演算部501Aと、旋回指令部501B(移動量算出部)とを有する。平行度演算部501Aは、計測プローブ66の計測結果に基づいて、ワークWの平行度を演算する。旋回指令部501Bは、平行度演算部501Aの演算結果に基づいて、旋回部64に指令信号を入力し、パレット30(ワークW)を旋回させる。
記憶部503は、駆動制御部500および数値制御部501が参照する各種の閾値、パラメータなどを予め記憶している。
主軸駆動部60は、前述のモータ451、モータ461およびモータ471を含み、ワークWに対する加工、またはワークWの平行度を測定するために、主軸40S(図1)を移動させる。
第1位置決め部61および第2位置決め部62はテーブル20にそれぞれ配置されており、テーブル20に対してパレット30を位置決めする機能を有している。
クランプ部63はテーブル20に配置されており、第1位置決め部61および第2位置決め部62がパレット30を位置決めした状態で、テーブル20とパレット30とを互いに固定し、パレット30がテーブル20に対して相対移動することを阻止する機能を有している。
旋回部64はテーブル20に配置されており、ワークWの平行度を調整するために、パレット30をテーブル20に対して上下方向に延びる旋回中心軸CL(図17)(後記の第1位置決めピン610)周りに旋回させる機能を有している。
複数のチェックセンサ65は、工作機械1の各部位にそれぞれ装着されており、制御部50の制御に基づいて、各駆動機構やテーブル20、パレット30が正常に動作しているか否かを検出する。一例として、各チェックセンサ65は、リミットセンサやフォトセンサなどから構成される。
計測プローブ66は、主軸40Sに着脱可能に装着され、ワークWの基準面を計測するために使用される。計測プローブ66は前記基準面に接触すると、所定の接触信号を制御部50に入力する。
なお、計測プローブ66、制御部50の平行度演算部501Aおよび主軸駆動部60は、本発明の平行度測定部101を構成する。平行度測定部101は、平面視におけるX軸(前後方向に延びる座標軸)に対するワークWの基準面の相対的な角度である平行度を測定することが可能とされている。
次に、本実施形態に係る工作機械1のテーブル20、パレット30、第1位置決め部61、第2位置決め部62、クランプ部63および旋回部64の構造について更に詳述する。
図4は、工作機械1のテーブル20の平面図である。図5は、テーブル20の側面図である。図6は、図4の矢印VI-VI位置における正断面図である。図7は、図4の矢印VII-VII位置における正断面図である。図8は、図4の矢印VIII-VIII位置における正断面図である。
図4を参照して、テーブル20の上面部には、3つのレール200が配置されている。当該3つのレール200は、前後方向に間隔をおいて配置され、それぞれ左右方向に延びている。また、図4に示すように、テーブル20には、前述の受台シリンダ31が係合可能とされており、受台シリンダ31はパレット30を図4の左側からテーブル20上に搬送することができる。この際、パレット30は、3つのレール200に沿って移動する。
更に、テーブル20の上面部には、6つのクランプ部63が配置されている。当該6つのクランプ部63は、それぞれパレット30をテーブル20に固定するためのものであり、左右2列にそれぞれ3つのクランプ部63が前後方向に間隔をおいて配置されている。各クランプ部63は、レール200の一部を構成するように配置されている。クランプ部63は、クランプ状態と非クランプ状態との間で切換可能とされている。前記クランプ状態は、パレット30がテーブル20の載置面と平行な方向においてテーブル20に対して相対移動することをクランプ部63が阻止しかつ主軸40Sに装着された工具によるワークWの加工をクランプ部63が許容する状態である。一方、前記非クランプ状態は、パレット30が前記相対移動することをクランプ部63が許容する状態である。
また、テーブル20の後端部かつ右端部には、第1位置決め部61が配置され、テーブル20の前端部かつ右端部には第2位置決め部62および旋回部64がそれぞれ配置されている。
更に、図5を参照して、テーブル20の上面部には、複数のパレット支持部201が配置されている。各パレット支持部201は、左右方向に延びる凸部であって、複数のパレット支持部201の上面部(頂部)によって、テーブル20の載置面が形成されている。図5に示すように、前述のレール200、第1位置決め部61、第2位置決め部62および旋回部64は、隣接するパレット支持部201同士の間にそれぞれ配置されている。
一方、パレット30は、平面視で矩形形状を有し、上下方向に所定の高さを有している。パレット30は、ワークWを支持することが可能なパレット上面部と、前記パレット上面部とは反対側でテーブル20の前記載置面に対向して配置されるパレット下面部とを有する。前記パレット上面部はパレット30の上面部に相当し、前記パレット下面部はパレット30の下面部に相当する。また、パレット30は、前記パレット下面部にそれぞれ形成された6つのパレット凹部301と、当該6つのパレット凹部301にそれぞれ装着された6つのパレットガイド部302(パレット係合部)とを有する。なお、パレット凹部301およびパレットガイド部302の数は、6つに限定されるものではなく、パレット30の構造、形状などに応じて少なくとも一つずつ配置されてもよい。
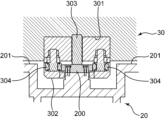
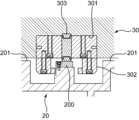
図6を参照して、パレット凹部301は、パレット30の下面部に矩形状に形成された凹部であり、パレットガイド部302は、当該パレット凹部301に嵌め込まれている(固定されている)。パレットガイド部302は、下方に向かって開口されたコの字型(U字型)形状を有しており、その内部に形成された空間305に、レール200またはクランプ部63のクランプ板631を受け入れることができる。また、パレットガイド部302の中央部には、空間305に周面の一部が露出するようにローラ303が回転可能に支持されている。更に、6つのパレットガイド部302のうち、前後方向の中央部の左右2つのパレットガイド部302には、上記のローラ303に加えて、左右一対のサイドローラ304(図7)がそれぞれ回転可能に支持されている。
更に、パレット30は、前記パレット下面部に配置された第1ピン受け部30P(図11、図12参照)と、前記載置面と平行な方向において第1ピン受け部30Pに対して間隔をおいて前記パレット下面部に配置された第2ピン受け部30Q(図15、図16参照)とを有する。
第1ピン受け部30Pは、パレット30がテーブル20に載置された状態において、テーブル20の第1位置決め部61(第1位置決めピン610)に対向するように、パレット30の下面部(パレット下面部)に形成された孔部である。本実施形態では、第1ピン受け部30Pは、円錐状(円錐台状)の内周面を有している(図11)。同様に、第2ピン受け部30Qは、パレット30がテーブル20に載置された状態において、テーブル20の第2位置決め部62(第2位置決めピン620)に対向するように、パレット30の下面部(パレット下面部)に形成された孔部である。本実施形態では、第2ピン受け部30Qは、一対の傾斜面30Q1(図15、図16)を有している。なお、第1ピン受け部30Pおよび第2ピン受け部30Qの詳細な構造および機能については、後記で更に詳述する。
受台シリンダ31によってパレット30がテーブル20上に搬送される際には、まず、図4のテーブル20の3つのレール200の左側(図4の方向表示参照)端部に、パレット30の右側の3箇所のパレットガイド部302がそれぞれ係合する。そして、各パレットガイド部302の空間305(図6)内にレール200が配置された状態で、ローラ303、サイドローラ304が転動しながら、受台シリンダ31がパレット30をテーブル20上に搬送する。この際、6つのクランプ部63では、図6に示すように、クランプ部63のクランプ板631(クランプ部材)が、6つのパレットガイド部302の空間305内にそれぞれ配置される。
当該クランプ部63は、上記のクランプ板631に加え、クランプシリンダ632(図6)を有する。
クランプ板631は、クランプ位置と非クランプ位置との間でテーブル20の載置面に対して上下方向に相対移動可能なようにテーブル20に支持されている。前記クランプ位置は、クランプ板631がパレットガイド部302の左右一対の被押圧部302A(図6)を下方に押圧しパレット30を拘束することで、クランプ部63を前記クランプ状態とする位置である。一方、前記非クランプ位置は、前記クランプ位置よりも上方の位置であって、クランプ板631がパレットガイド部302の被押圧部302Aから僅かに離間しパレット30の拘束を解除することでクランプ部63を前記非クランプ状態とする位置である。
クランプシリンダ632は、油圧シリンダから構成され、作動油の供給を受けて、クランプ板631を上下に移動させる。クランプシリンダ632は、シリンダ本体と、シリンダロッドとを有する(図19参照)。シリンダロッドは、シリンダ本体に対して上下方向に相対移動する。シリンダロッドの先端部(上端部)には、クランプ板631が固定されている。
図9、図10および図11は、本実施形態に係る工作機械1の第1位置決め部61(第1位置決めユニット)の斜視図、平面図および側断面図である。図12は、本実施形態に係る工作機械1の第1位置決め部61とパレット30の第1ピン受け部30Pとの相対的な位置関係を示す平面図である。
第1位置決め部61は、第1位置決めピン610と、ベース部61S(第1支持フレーム)と、左右一対のブロック611(第1支持フレーム)と、左右一対のリニアガイド612(第1直動案内機構)と、前後左右4つのリニアローラベアリング613(第1直動案内機構)と、前後一対のテンションバー614(第1予圧機構)と、各テンションバー614の両端部にそれぞれ装着される複数のナット615(第1予圧機構)と、を有する。
第1位置決めピン610は、上下方向に延びるとともにテーブル20の載置面に対して上下方向に相対移動可能なようにベース部61Sを介してテーブル20に支持される。第1位置決めピン610は、パレット30が当該第1位置決めピン610を中心にテーブル20に対して相対回転可能なように前述の第1ピン受け部30Pに係合可能とされている。
本実施形態では、第1位置決めピン610は、丸テーパピン形状からなり、図11に示すように、円錐状または円錐台状の第1先端部610Aを有している。一方、第1ピン受け部30Pは第1先端部610Aに周方向に沿って当接可能な円錐状または円錐台状の内周面を有している(図11)。図12の矢印に示すようにパレット30がテーブル20上に搬送され、図11に示される第1位置決めピン610の第1先端部610Aが第1ピン受け部30Pに下方から係合すると、第1ピン受け部30Pの第1位置決めピン610回りの水平回動が可能になるとともに、第1ピン受け部30Pの第1位置決めピン610に対する水平方向における移動が阻止される。第1位置決めピン610の上下移動は、油圧シリンダ61P(図11)によって行われる。
ベース部61Sは、テーブル20の上面部に複数のボルトによって固定されている板状の部材である。左右一対のブロック611は、左右方向に間隔をおいてベース部61Sにそれぞれ固定され、直方体形状を有している。左右一対のブロック611の間に、第1位置決めピン610が上下方向に移動可能に配置されている。なお、ベース部61Sおよび左右一対のブロック611は、本発明の第1支持フレームを構成する。
左右一対のリニアガイド612および4つのリニアローラベアリング613は、本発明の第1直動案内機構を構成する。これらの部材は、前記第1支持フレームに支持され、第1位置決めピン610を上下方向に沿って案内するように第1位置決めピン610を支持している。リニアガイド612およびリニアローラベアリング613の内部には、不図示のローラ(転動体)が収容されている。
前後一対のテンションバー614は、左右一対のブロック611同士を前後両側で互いに接続するように配置されている。図9、図10において、各ナット615を締め付けることで、各ブロック611に対して、ブロック611同士の距離が近づく方向に予圧を付与することができる。すなわち、各テンションバー614および各ナット615は、本発明の第1予圧機構を構成する。当該第1予圧機構は、前記第1支持フレームに装着され、前記第1直動案内機構に予圧を与えることで、上下方向と直交する方向における第1位置決めピン610の前記第1支持フレームに対する相対変位を阻止する。
図13、図14および図15は、本実施形態に係る工作機械1の第2位置決め部62(第2位置決めユニット)および旋回部64の斜視図、平面図および側断面図である。図16は、本実施形態に係る工作機械1の第2位置決め部62および旋回部64とパレット30の第2ピン受け部30Qとの相対的な位置関係を示す平面図である。
第2位置決め部62は、第2位置決めピン620と、ベース部62S(第2支持フレーム)と、左右一対のブロック621(第2支持フレーム)と、左右一対のリニアガイド622(第2直動案内機構)と、前後左右4つのリニアローラベアリング623(第2直動案内機構)と、前後一対のテンションバー624(第2予圧機構)と、各テンションバー624の両端部にそれぞれ装着される複数のナット625(第2予圧機構)と、を有する。
第2位置決めピン620は、上下方向に延びるとともにテーブル20の載置面に対して上下方向に相対移動可能なようにベース部62Sを介してテーブル20に支持される。第2位置決めピン620は、テーブル20の載置面と平行な方向であるピン並び方向(図4の前後方向)において第1位置決めピン610に対して間隔をおいて配置される。第2位置決めピン620は、上下方向に延びるとともに前記載置面に対して上下方向に相対移動可能なようにベース部62Sを介してテーブル20に支持される。第2位置決めピン620は、パレット30が当該第2位置決めピン620に対して前記ピン並び方向に相対移動することを許容しかつテーブル20の載置面と平行かつ前記ピン並び方向と直交する方向である調整方向(図4の左右方向)においてパレット30を拘束するように、第2ピン受け部30Qに係合可能とされている。
本実施形態では、第2位置決めピン620は、角テーパピン形状を有している。具体的に、第2位置決めピン620は、前記調整方向(左右方向)において互いに間隔をおいて配置され前記ピン並び方向(前後方向)に沿ってそれぞれ延びる一対の稜線620S(図13)を含む第2先端部620Aを有する。一方、第2ピン受け部30Qは、前記調整方向において互いに間隔をおいて配置され、前記ピン並び方向に延びるとともに上方に向かって互いに近づくように傾斜し、前記一対の稜線620Sにそれぞれ当接することが可能な一対の傾斜面30Q1(図15)を有する。本実施形態では、パレット30の下面部に一対の金属製の平板が固定されることで、一対の傾斜面30Q1が形成される(図16)。なお、パレット30の下面部において、一対の傾斜面30Q1(平板)の前後両側はそれぞれ開放されている。すなわち、一対の傾斜面30Q1が一対の稜線620S(図13)にそれぞれ当接し第2ピン受け部30Qを第2位置決めピン620に対して前記調整方向において拘束した状態で、第2ピン受け部30Qが第2位置決めピン620に対して前記ピン並び方向に相対移動可能なように、第2位置決めピン620および第2ピン受け部30Qのピン並び方向における寸法がそれぞれ設定されている。
このため、図12および図16に示すようにパレット30がテーブル20上に搬送され、図13に示される第2位置決めピン620の第2先端部620Aが第2ピン受け部30Qに下方から係合すると、第2ピン受け部30Qが第2位置決めピン620とともに左右方向に移動可能になるとともに、第2ピン受け部30Qが第2位置決めピン620に対して前後方向に相対移動可能となる。第2位置決めピン620の上下移動は、油圧シリンダ62P(図15)によって行われる。
ベース部62Sは、テーブル20の上面部に複数のボルトによって固定されている板状の部材である。左右一対のブロック621は、左右方向に間隔をおいてベース部62Sにそれぞれ固定されている。左右一対のブロック621の間に、第2位置決めピン620が上下方向に移動可能に配置されている。なお、ベース部62Sおよび左右一対のブロック621は、本発明の第2支持フレームを構成する。
左右一対のリニアガイド622および4つのリニアローラベアリング623は、本発明の第2直動案内機構を構成する。これらの部材は、前記第2支持フレームに支持され、第2位置決めピン620を上下方向に沿って案内するように第2位置決めピン620を支持している。リニアガイド622およびリニアローラベアリング623の内部にも、不図示のローラ(転動体)が収容されている。
前後一対のテンションバー624は、左右一対のブロック621同士を前後両側で互いに接続するように配置されている。図13、図14において、各ナット625を締め付けることで、各ブロック621に対して、ブロック621同士の距離が近づく方向に予圧を付与することができる。すなわち、各テンションバー624および各ナット625は、本発明の第2予圧機構を構成する。当該第2予圧機構は、前記第2支持フレームに装着され、前記第2直動案内機構に予圧を与えることで、上下方向と直交する方向における第2位置決めピン620の前記第2支持フレームに対する相対変位を阻止する。
更に、第2位置決め部62は、スケールヘッド62Hと、リニアスケール62Tと、リニアガイド62Xとを有する。
リニアスケール62Tは、テーブル20の上面部に固定されており、左右方向に沿って不図示の目盛が形成されている。スケールヘッド62Hは、ベース部62Sに固定されており、リニアスケール62Tの目盛を読み取り、当該目盛に応じた信号を制御部50に入力する。リニアガイド62Xは、テーブル20の上面部に固定されており、ベース部62Sを左右方向に沿って案内する。このように、本実施形態では、第2位置決め部62のベース部62Sは、左右方向に沿って移動可能なようにテーブル20の上面部に支持されている。この際、油圧シリンダ62Pもベース部62Sと一体で移動可能である。
旋回部64は、第2位置決め部62に隣接するようにテーブル20の上面部に配置されている。旋回部64は、ベース部64Sと、モータ640(調整駆動部)と、カップリング641と、ボールねじ642とを有する。モータ640は、ベース部62Sを介して第2位置決めピン620を左右方向に移動させる駆動力を発生する。モータ640は、駆動制御部500(移動制御部)から調整指令信号を受け入れ、当該調整指令信号に応じて第2位置決めピン620を左右方向に移動させる。カップリング641は、モータ640の不図示の出力軸に連結され、モータ640の駆動力をボールねじ642に伝達する。ベース部62Sには、ボールねじ642に係合する不図示のめねじ部が形成されており、ボールねじ642の回転に伴って、ベース部62Sが第2位置決めピン620とともに左右に移動することができる。
なお、前述の制御部50および上記の旋回部64は、本発明の平行度調整部102を構成する。平行度調整部102は、第1位置決めピン610および第2位置決めピン620が第1ピン受け部30Pおよび第2ピン受け部30Qにそれぞれ係合しかつクランプ部63が前記非クランプ状態に切り換えられた状態で、前記第2位置決めピンを前記調整方向に移動させることで、パレット30を第1位置決めピン610回りに回動させ、ワークWの前記平行度を調整することが可能とされている。一方、制御部50の旋回指令部501Bは、平行度測定部101の測定結果に応じて、ワークWの前記基準面が前後方向(X軸)と平行になるように第2位置決めピン620の移動量を算出する。そして、駆動制御部500は、旋回指令部501Bによって算出された前記移動量に応じて、モータ640に対して前記調整指令信号を入力する。
図17は、本実施形態に係る工作機械1においてパレット30が旋回される様子を示す模式図である。図18は、工作機械1におけるパレット30の旋回量を説明する模式図である。
上記のように、第1位置決めピン610および第2位置決めピン620が、第1ピン受け部30Pおよび第2ピン受け部30Qに下方から係合した状態で、モータ640の駆動力によって第2位置決めピン620が左右方向に沿って移動すると、図17の実線で示す位置から二点鎖線で示す位置まで、パレット30が第1位置決めピン610(旋回中心軸CL)を中心として矢印方向に回動することができる。この結果、パレット30上に載置されたワークWの基準面が機械本体100のX軸と平行になるように、ワークWの平行度を調整することができる。この際、第2位置決めピン620は、図18の移動直線DSに沿って直線的に移動する一方、第2ピン受け部30Qは、第1ピン受け部30Pを中心に回動する。パレット30の第1ピン受け部30Pと第2ピン受け部30Qとの距離Lは変化しないが、第1ピン受け部30P(第1位置決めピン610)と移動直線DS上の第2位置決めピン620との距離は、L+ΔLに変化する。このような第2位置決めピン620の直線的な移動によって、パレット30の旋回運動を実現するために、前述のように、第2位置決めピン620が第2ピン受け部30Qに対して前後方向に相対移動可能とされている。なお、図17の矢印とは反対の方向へのパレット30の旋回運動についても同様である。
次に、工作機械1におけるパレット30の旋回動作の手順について更に詳述する。図19は、本実施形態に係る工作機械1における油圧回路図である。図20は、本実施形態に係る工作機械1におけるワークWの平行度調整動作のフローチャートである。
図19に示される油圧回路は、工作機械1の第1位置決めピン610、第2位置決めピン620および6つのクランプ板631をそれぞれ上下移動させるためのものである。工作機械1は、第1ピン駆動部61Mおよび第2ピン駆動部62M(いずれもピン駆動部)と、クランプ駆動部63Mとを更に備える。なお、図19では、1つのクランプ板631および1つの第1位置決めピン610を上下移動させる構造について示しているが、工作機械1は、6つのクランプ板631、第1位置決めピン610および第2位置決めピン620をそれぞれ上下移動させるために、図19に示される構造を複数備えている。この際、後記のシリンダや油圧回路の一部が共有されてもよい。本実施形態では、工作機械1は、第1ピン駆動部61M、第2ピン駆動部62Mおよびクランプ駆動部63Mにおいて共有される油圧源Pと、タンクTとを有する。油圧源Pは、たとえば、油圧ポンプであり、作動油を吐出(供給)する。なお、図19の油圧回路では、油圧源PおよびタンクTに繋がる油路の各所にも、PおよびTを図示している。
第1ピン駆動部61Mおよび第2ピン駆動部62Mは、それぞれ油圧シリンダ61P(油圧シリンダ62Pの構造も同じ)と、位置決め用ソレノイドバルブ71と、第1圧力調整弁73(圧力調整弁)と、第2圧力調整弁74と、減圧弁75と、速度調整弁76とを有する。
前述の第1位置決めピン610および第2位置決めピン620は、位置決め位置と非位置決め位置との間で上下移動可能なようにテーブル20に支持されている。前記位置決め位置は、第1位置決めピン610および第2位置決めピン620が第1ピン受け部30Pおよび第2ピン受け部30Qにそれぞれ係合する位置であり、前記非位置決め位置は前記位置決め位置よりも下方の位置であって第1位置決めピン610および第2位置決めピン620が第1ピン受け部30Pおよび第2ピン受け部30Qからそれぞれ脱離した位置である。
油圧シリンダ61P(油圧シリンダ62P)は、シリンダ本体とシリンダロッドとを有する。シリンダロッドの先端部には、第1位置決めピン610(第2位置決めピン620)が接続されている。一方、シリンダロッドの基端部はピストン構造を有しており、前記シリンダ本体の内部をヘッド室Aとロッド室Bとに仕切っている。
位置決め用ソレノイドバルブ71は、油圧源Pと油圧シリンダ61Pとの間に介在するように配置されており、油圧源Pから油圧シリンダ61Pへの作動油の供給の方向を切換えるとともに、作動油の流量を調整するように作動する。位置決め用ソレノイドバルブ71は、油圧シリンダ61Pの前記ヘッド室Aおよびロッド室Bにそれぞれ接続されている。位置決め用ソレノイドバルブ71は、一対のソレノイド(第1ソレノイド71Aおよび第2ソレノイド71B)を有し、両ソレノイド71A、71Bに切換信号が入力されないときは中立位置(図19の中央の位置)に保持され、第1ソレノイド71Aに切換信号が入力されたときは第1駆動位置(図19の下側の位置)に切換えられ、第2ソレノイド71Bに切換信号が入力されたときは第2駆動位置(図19の上側の位置)に切換えられる。この位置決め用ソレノイドバルブ71は、中立位置では油圧シリンダ61Pと油圧源P及びタンクTとの間の作動油の流通を遮断する。また、位置決め用ソレノイドバルブ71は、第1駆動位置では油圧源Pと油圧シリンダ61Pのヘッド室Aとの間の作動油の流通を許容するとともに、油圧シリンダ61Pのロッド室BとタンクTとの間の作動油の流通を許容する。このため、油圧源Pから供給された作動油が、油圧シリンダ61Pのヘッド室Aに流入し、油圧シリンダ61Pのロッド室Bから排出された作動油がタンクTに導かれる。この結果、油圧シリンダ61Pが伸長し、第1位置決めピン610が上方の前記位置決め位置に移動する。また、位置決め用ソレノイドバルブ71は、第2駆動位置では油圧源Pと油圧シリンダ61Pのロッド室Bとの間の作動油の流通を許容するとともに、油圧シリンダ61Pのヘッド室AとタンクTとの間の作動油の流通を許容する。このため、油圧源Pから供給された作動油が、油圧シリンダ61Pのロッド室Bに流入し、油圧シリンダ61Pのヘッド室Aから排出された作動油がタンクTに導かれる。この結果、油圧シリンダ61Pが収縮し、第1位置決めピン610が下方の前記非位置決め位置に移動する。位置決め用ソレノイドバルブ71の位置は、制御部50の駆動制御部500から切換信号を受け入れることで、上記の第1駆動位置、第2駆動位置および中立位置の間で切換えられる。油圧シリンダ62Pによる第2位置決めピン620の上下移動についても同様である。
第1圧力調整弁73は、油圧シリンダ61Pのヘッド室Aと位置決め用ソレノイドバルブ71との間の圧力が所定の圧力を超えた場合に、作動油の一部をタンクTに排出する。
同様に、第2圧力調整弁74は、油圧シリンダ61Pのロッド室Bと位置決め用ソレノイドバルブ71との間の圧力が所定の圧力を超えた場合に、作動油の一部をタンクTに排出する。
減圧弁75は、油圧源Pから位置決め用ソレノイドバルブ71に供給される作動油の圧力を調整する。
速度調整弁76は、第1圧力調整弁73および第2圧力調整弁74と油圧シリンダ61Pとの間に介在するように配置され、油圧シリンダ61Pに流入する作動油の速度を調整する。この結果、油圧シリンダ61Pに急激に多量の作動油が供給され、第1位置決めピン610が急激に上下移動することが抑止される。
クランプ駆動部63Mは、制御部50の駆動制御部500からクランプ指令信号を受け入れ、当該クランプ指令信号に応じて各クランプ板631を上下方向に移動させることが可能とされている。このため、前述の制御部50の駆動制御部500(クランプ制御部)は、クランプ駆動部63Mに対して前記クランプ指令信号を入力し、各クランプ板631を前記クランプ位置と前記非クランプ位置との間で切り換える。クランプ駆動部63Mは、前述のクランプシリンダ632に加え、パレットクランプ用ソレノイドバルブ72および圧力スイッチ77を有している。
クランプシリンダ632は、前述のように、シリンダ本体とシリンダロッドとを有する。シリンダロッドの先端部には、クランプ板631が接続されている。一方、シリンダロッドの基端部はピストン構造を有しており、前記シリンダ本体の内部をロッド室Cとヘッド室Dとに仕切っている。
パレットクランプ用ソレノイドバルブ72は、油圧源Pとクランプシリンダ632との間に介在するように配置されており、油圧源Pからクランプシリンダ632への作動油の供給の方向を切換えるとともに、作動油の流量を調整するように作動する。パレットクランプ用ソレノイドバルブ72は、クランプシリンダ632の前記ヘッド室Dおよびロッド室Cにそれぞれ接続されている。パレットクランプ用ソレノイドバルブ72は、一対のソレノイド(第1ソレノイド72Aおよび第2ソレノイド72B)を有し、両ソレノイド72A、72Bに切換信号が入力されないときは中立位置(図19の中央の位置)に保持され、第1ソレノイド72Aに切換信号が入力されたときは第1駆動位置(図19の下側の位置)に切換えられ、第2ソレノイド72Bに切換信号が入力されたときは第2駆動位置(図19の上側の位置)に切換えられる。このパレットクランプ用ソレノイドバルブ72は、中立位置ではクランプシリンダ632と油圧源P及びタンクTとの間の作動油の流通を遮断する。また、パレットクランプ用ソレノイドバルブ72は、第1駆動位置では油圧源Pとクランプシリンダ632のロッド室Cとの間の作動油の流通を許容するとともに、クランプシリンダ632のヘッド室DとタンクTとの間の作動油の流通を許容する。このため、油圧源Pから供給された作動油が、クランプシリンダ632のロッド室Cに流入し、クランプシリンダ632のヘッド室Dから排出された作動油がタンクTに導かれる。この結果、クランプシリンダ632が収縮し、クランプ板631が下方の前記クランプ位置に移動する。また、パレットクランプ用ソレノイドバルブ72は、第2駆動位置では油圧源Pとクランプシリンダ632のヘッド室Dとの間の作動油の流通を許容するとともに、クランプシリンダ632のロッド室CとタンクTとの間の作動油の流通を許容する。このため、油圧源Pから供給された作動油が、クランプシリンダ632のヘッド室Dに流入し、クランプシリンダ632のロッド室Cから排出された作動油がタンクTに導かれる。この結果、クランプシリンダ632が伸長し、クランプ板631が上方の前記非クランプ位置に移動する。パレットクランプ用ソレノイドバルブ72の位置は、制御部50の駆動制御部500から切換信号を受けることで、上記の第1駆動位置、第2駆動位置および中立位置の間で切換えられる。
圧力スイッチ77は、タンク圧とクランプシリンダ632のヘッド圧との差圧が所定の圧力に至ると開弁し、クランプシリンダ632のヘッド室に供給される作動油の一部をタンクTに排出する。
図20を参照して、ワークWに対する加工作業が開始されると、パレット30上にワークWが載置され、受台11から受台シリンダ31によってパレット30がテーブル20上に搬入される(ステップS1)。
パレット30がテーブル20上に搬入されるとパレット30の位置決めのために、制御部50の駆動制御部500が第1ソレノイド71Aに切換信号を入力し位置決め用ソレノイドバルブ71を第1駆動位置に切り換えると、第1位置決めピン610および第2位置決めピン620が位置決め位置に上昇し、パレット30の第1ピン受け部30Pおよび第2ピン受け部30Qにそれぞれ係合する(ステップS2)。
次に、制御部50の駆動制御部500が受台シリンダ31を制御し、受台シリンダ31のシリンダロッドの先端部がパレット30から抜かれる(ステップS3)。
次に、制御部50の駆動制御部500がパレットクランプ用ソレノイドバルブ72の第1ソレノイド72Aに切換信号を入力しパレットクランプ用ソレノイドバルブ72を第1駆動位置に切り換えると、クランプ板631がクランプ位置に下降し、パレット30がテーブル20にクランプされる(ステップS4)。この際、パレット30の下降に伴って、第1ピン受け部30Pおよび第2ピン受け部30Qを介して第1位置決めピン610および第2位置決めピン620に下方向の力が加わると、油圧シリンダ61Pおよび油圧シリンダ62Pの圧力が高くなるが、第1圧力調整弁73により一部の作動油がタンクTに排出されるため、両位置決めピンはパレット30の両ピン受け部と係合状態を保ちながら下降する。
次に、駆動制御部500がテーブル駆動部21を制御して、パレット30がクランプされた状態のテーブル20を主軸40S(加工位置)に向かって後方に移動させる(ステップS5)。なお、主軸40Sには予め計測プローブ66が装着されている。
次に、平行度測定部101が、ワークWの平行度を測定する(ステップS6)。図21は、本実施形態に係る工作機械1においてワークWの平行度を測定する様子を示す模式的な正面図である。図22は、工作機械1においてワークWの加工基準面(上下方向に延びる基準面)を示す平面図である。当該平行度測定では、駆動制御部500が主軸駆動部60を制御して、計測プローブ66をワークWの第1加工基準面WAおよび第2加工基準面WBに順に接触させる。平行度演算部501Aは、計測プローブ66から入力される2つの計測信号に基づいて、工作機械1のX軸(前後方向)に対するワークWの基準面の平行度を演算する。
次に、旋回指令部501Bが、平行度調整動作の要否を判定する(ステップS7)。具体的に、旋回指令部501Bは、ステップS6で演算された平行度が予め設定された条件(たとえば±0.1度以内)を満たしているか否かを判定する。そして、前記条件が満たされている場合、後記のステップS13においてワークWに対する加工を開始する。一方、前記条件が満たされていない場合には、ワークWと計測プローブ66とが互いに干渉しない位置まで主軸40Sが移動した上で、旋回指令部501Bが平行度調整動作を開始する。
平行度調整動作が開始されると、駆動制御部500がパレットクランプ用ソレノイドバルブ72の第2ソレノイド72Bに切換信号を入力しパレットクランプ用ソレノイドバルブ72を第2駆動位置に切り換え、クランプ板631を非クランプ位置に上昇させ、パレット30のクランプを解除する(アンクランプ、ステップS8)。この際、位置決め用ソレノイドバルブ71は、引き続き第1駆動位置に設定されているため、パレット30の上昇とともに、第1位置決めピン610および第2位置決めピン620と第1ピン受け部30Pおよび第2ピン受け部30Qの係合状態が維持されながら、第1位置決めピン610および第2位置決めピン620も上昇する。
次に、旋回指令部501Bは、ステップS6における平行度の測定結果に基づいて、第2位置決めピン620の移動量を演算する。そして、駆動制御部500が上記の演算された移動量に応じて、モータ640に指令信号を入力し、モータ640からボールねじ642、第2位置決めピン620および第2ピン受け部30Qを介して、パレット30に旋回力を伝達し、ワークWの平行度を調整する(ステップS9)。なお、本実施形態では、図6におけるクランプ板631(レール200)とパレットガイド部302との間に設けられている所定の隙間(ガタ)の範囲内で、パレット30を移動させることができる。
次に、ステップS4と同様にパレット30をテーブル20に再びクランプし(ステップS10)、ステップS6と同様にワークWの平行度を再測定する(ステップS11)。
次に、旋回指令部501Bは、ステップS7と同様に、平行度の測定結果が前記条件を満たしているか否かを判定し(ステップS12)、前記条件が満たされていない場合には、ステップS8に戻る。一方、前記条件が満たされている場合、駆動制御部500がテーブル駆動部21および主軸駆動部60を制御しながら、NCプログラム(図3)に基づいてワークWに対する加工を実行する(ステップS13)。この際、第1位置決めピン610および第2位置決めピン620によるパレット30の位置決め、クランプ部63によるクランプが維持されている。
ワークWに対する加工が終了すると、駆動制御部500はテーブル駆動部21を制御して、パレット30をパレット交換位置に移動させる(ステップS14)。更に、駆動制御部500がパレットクランプ用ソレノイドバルブ72の第2ソレノイド72Bに切換信号を入力しパレットクランプ用ソレノイドバルブ72を第2駆動位置に切り換え、クランプ板631を非クランプ位置に上昇させ、パレット30のクランプを解除する(ステップS15)。この際、各位置決めピンは、パレット30のピン受け部との係合状態を保ったまま上昇する。
そして、駆動制御部500が、第2ソレノイド71Bに切換信号を入力し位置決め用ソレノイドバルブ71を第2駆動位置に切り換えると、第1位置決めピン610および第2位置決めピン620が非位置決め位置に下降し、パレット30の位置決めが解除される(ステップS16)。
次に、駆動制御部500は受台シリンダ31をテーブル20上のパレット30に進入させ(ステップS17)、パレット30を受台11に搬出させる(ステップS18)。その後、他のパレット30が再び受台11からテーブル20に搬入され、図20のフローが繰り返される。
本実施形態では、上記のように、パレット30上にワークWが支持された状態で、ワークWの平行度を調整するために、重量物であるワークWが載置された場合、パレット30を旋回させるために大きな駆動力が必要となる。このため、旋回部64のモータ640の駆動力をパレット30に伝達する第1位置決めピン610および第2位置決めピン620には、その径方向に大きな力が作用する。この際、各位置決めピンに変位や傾きが生じると、パレット30が指令された位置まで旋回できずに、旋回位置決め誤差が大きくなるおそれがある。
本実施形態では、上記のようにワークWの重量が大きな場合に顕著に発生しやすい問題を解決するために、前述のように、テンションバー614、テンションバー624が配設されており、その両端部のナット615、625を締付けることで、各一対のブロック611、621間の距離を調整することにより、各リニアガイド612、622やリニアローラベアリング613、623等の直動案内機構に予圧(すきま調整)を与えることができる。
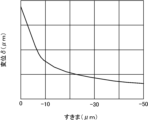
図23は、直動案内機構のすきまと変位との関係を示すグラフである。上記のリニアガイドやリニアローラベアリング等の直動案内機器のすきまをなくし、剛性を高めることを目的として、予め内部の転動体に荷重(予圧、プリロード)を与えることで、第1位置決めピン610および第2位置決めピン620の変位を抑止することができる。図23に示すように、マイナスの隙間(食い込み)を与えるように荷重を掛けることで、各位置決めピンの剛性を高く維持することができる。この結果、パレット30の旋回動作時に、第1位置決めピン610、第2位置決めピン620の変位や倒れを抑制することができる。
また、上述のように、重量物であるワークWを支持したパレット30を旋回させる際の大きな駆動力により、旋回部64のカップリング641やボールねじ642にねじれや変形が発生すると、指令信号に応じたモータ640の回転量に基づく理想的な第2位置決めピン620の移動量と実際の移動量との間に誤差が生じるおそれがある。このため、本実施形態では、指令信号に応じた第2位置決めピン620の移動量と実際の移動量との誤差を小さくするため、スケールヘッド62Hがリニアスケール62Tの目盛を読み取り、その結果を制御部50にフィードバックすることで、第2位置決めピン620の実際の移動量を測定および補正しながら、当該第2位置決めピン620を目標位置まで正確に移動させることができる。
以上のように、本実施形態では、ワークWが載置されたパレット30を工作機械1に搬入した後、第1位置決めピン610および第2位置決めピン620が上昇してパレット30の第1ピン受け部30Pおよび第2ピン受け部30Qに係合することでパレット30をテーブル20に対して位置決めすることができる。そして、クランプ部63によりパレット30を下降させてクランプした後、主軸40Sに装着した計測プローブ66により、工作機械1の座標軸に対するワークWの平行度を測定し、平行度のずれが所定値内の場合はそのまま加工を開始することができる。一方、平行度のずれが所定値を越えている場合、クランプ部63によるクランプを解除してパレット30を上昇させた後、第1位置決めピン610および第2位置決めピン620とパレット30の第1ピン受け部30Pおよび第2ピン受け部30Qの係合を維持した状態で、第2位置決めピン620を旋回部64により移動させ、パレット30を旋回させることによって、ワークWの平行度を調整する。そして、クランプ部63により再度パレット30をクランプした後、平行度を再測定し、平行度のずれが所定値内に収まったことを確認した後、加工を開始することができる。
特に、第1位置決めピン610および第2位置決めピン620が第1ピン受け部30Pおよび第2ピン受け部30Qにそれぞれ係合した状態で、パレット30の平行度の調整が行われるため、パレット30の第1ピン受け部30P(旋回中心軸CL)を中心とする旋回は許容される一方、パレット30がテーブル20の載置面に沿って他の方向に移動することは制限されている。このため、パレット30が狙いの方向とは異なる方向に移動することが防止され、前記旋回移動によってワークWの平行度を精度良く調整することができる。また、第2位置決めピン620は、パレット30が第2位置決めピン620に対して前記ピン並び方向に相対移動することを許容しかつ前記調整方向においてパレット30を拘束するように第2ピン受け部30Qに係合するため、平行度調整部102による第2位置決めピン620の調整方向に沿った直線的な移動に応じて、パレット30を安定して旋回させることができる。
また、本実施形態では、平面視において、第1位置決め部61、第2位置決め部62、クランプ部63および旋回部64が、テーブル20の寸法内に収まって配置されており、第1ピン受け部30Pおよび第2ピン受け部30Qもパレット30の寸法内に収まるように配置されている。このため、パレット30の平行度を調整するための機構および駆動源がテーブル20の外側に設けられる場合と比較して、工作機械1のサイズをコンパクトに設定することができる。
また、本実施形態では、パレット30の移動を拘束する第1ピン受け部30Pと、パレット30を旋回させるための駆動力が入力される第2ピン受け部30Qとが、平面視においてパレット30の内側(内部)の限られた領域に配置されている。このため、旋回動作のためにパレット30の外側面を押圧する場合と比較して、パレット30の滑りや位置ずれが生じ難く、ワークWの平行度を精度良く調整することができる。
また、本実施形態では、平行度調整部102が、モータ640と、旋回指令部501Bと、駆動制御部500とを有しているため、平行度測定部101によって測定された現在の平行度測定結果に応じて、自動的にワークWの平行度を調整し、ワークWの加工を開始することができる。
また、本実施形態では、円錐状の第1先端部を有する第1位置決めピン610が第1ピン受け部30Pに係合することで、パレット30の移動を第1位置決めピン610回りの旋回移動に安定して制限することができる。また、第2位置決めピン620の一対の稜線が第2ピン受け部30Qの一対の傾斜面にそれぞれ当接することで、第2位置決めピン620がパレット30を調整方向において拘束しながら、パレット30がピン並び方向に相対移動することが可能となり、パレット30の旋回動作を安定して実現することができる。
また、本実施形態では、第1ピン駆動部61Mおよび第2ピン駆動部62Mは、駆動制御部500が各クランプ板631を前記非クランプ位置から前記クランプ位置に切り換えることに伴って、第1位置決めピン610および第2位置決めピン620が第1ピン受け部30Pおよび第2ピン受け部30Qにそれぞれ係合した状態を維持するように第1位置決めピン610および第2位置決めピン620をそれぞれ下降させることが可能とされている。このため、クランプ動作中にパレット30が載置面と平行な方向に沿って移動することを抑止し、テーブル20に対するパレット30の相対位置を安定して維持することができる。
特に、本実施形態では、油圧シリンダ61Pおよび油圧シリンダ62Pは、内部に複数の油圧室(ヘッド室A、ロッド室B)を備え、油圧源Pから供給される作動油を前記複数の油圧室のうちの一の油圧室に受け入れるとともに前記複数の油圧室のうちの他の油圧室から作動油を排出することで、第1位置決めピン610および第2位置決めピン620を上下方向に移動させる。また、位置決め用ソレノイドバルブ71(コントロールバルブ)は、油圧源Pと前記各油圧シリンダとの間に介在し、前記複数の油圧室のうちの前記油圧源から供給された作動油の供給先を切換えることで、第1位置決めピン610および第2位置決めピン620を前記位置決め位置と前記非位置決め位置との間で切り換える。更に、第1圧力調整弁73は、位置決め用ソレノイドバルブ71と前記各油圧シリンダとの間に介在し、第1位置決めピン610および第2位置決めピン620が前記位置決め位置に設定された状態で駆動制御部500がクランプ板631を前記非クランプ位置から前記クランプ位置に切り換えることに伴う第1位置決めピン610および第2位置決めピン620がパレット30から受ける力に応じて、第1圧力調整弁73が位置決め用ソレノイドバルブ71と前記各油圧シリンダとの間の作動油の一部を排出することが可能とされている。このような構成によれば、クランプ板631の下降に対応して第1位置決めピン610および第2位置決めピン620の下降動作を個別に制御する場合と比較して、各位置決めピンと各ピン受け部との間に隙間が生じることが抑止され、テーブル20に対するパレット30の相対位置を安定して維持しながら、パレット30をクランプすることが可能となる。
また、本実施形態では、第1位置決め部61が、テンションバー614およびナット615からなる第1予圧機構を有しているため、ワークWに対する加工中やパレット30の旋回動作中に第1位置決めピン610が変位、倒れることが抑止され、パレット30の位置を安定して維持することができる。
同様に、第2位置決め部62が、テンションバー624およびナット625からなる第2予圧機構を有しているため、ワークWに対する加工中やパレット30の旋回動作中に第2位置決めピン620が変位、倒れることが抑止され、パレット30の位置を安定して維持することができる。特に、旋回動作中には、第2位置決めピン620の移動方向とパレット30の第2ピン受け部30Qの移動方向とが異なるため、第2位置決めピン620に大きな負荷が掛かりやすい。このような場合であっても、上記の予圧機構によって、第2位置決めピン620の移動およびパレット30の旋回を安定して実現することができる。
更に、本実施形態では、第2位置決め部62のベース部62Sは、前記調整方向に移動可能なようにテーブル20に支持され、平行度調整部102は、ベース部62Sを前記調整方向に移動させることで第2位置決めピン620を移動させワークWの平行度を調整する。このため、第2位置決めピン620を単独で移動させる場合と比較して、第2位置決め部62の剛性を高く維持しながら、パレット30を旋回させることができる。
更に、本実施形態では、第2位置決め部62にリニアスケール62Tおよびスケールヘッド62Hが設けられているため、スケールヘッド62Hの読み取り結果に応じて、第2位置決めピン620の移動量を正確に検出し、駆動制御部500による指令信号にフィードバックすることができる。
次に、本発明に第2実施形態について説明する。なお、本実施形態は、先の第1実施形態と比較して、第1位置決めピン610および第2位置決めピン620に対して予圧を与える構造について相違するため、当該相違点について説明する。図24および図25は、本実施形態に係る工作機械1の第1位置決め部61の斜視図および平面図である。図26および図27は、本実施形態に係る工作機械1の第2位置決め部62および旋回部64の斜視図および平面図である。
本実施形態では、先の第1実施形態のテンションバー614、ナット615の代わりに、第1位置決め部61が、前後一対のブラケット616および前後一対の調整プレート617を有している(図24、図25)。
各ブラケット616は、左右一対のブロック611を前後から挟むように配置され、それぞれの両端部が左右一対のブロック611にボルトで固定されている。一方、前後一対の調整プレート617は、左側(図25の方向表示参照)のブロック611と各ブラケット616との間の隙間に挿入される。この際、調整プレート617の寸法は、前記隙間よりも若干大きく設定されている。この結果、第1実施形態と同様に、リニアガイド612、リニアローラベアリング613などの直動案内機構に予圧を与えることが可能となり、第1位置決めピン610の剛性を高めることができる。
第2位置決め部62についても同様に、先の第1実施形態のテンションバー624、ナット625の代わりに、第2位置決め部62が、前後一対のブラケット626および前後一対の調整プレート627(図26、図27)を有することで、第2位置決めピン620の剛性を高めることができる。
以上、本発明の各実施形態に係る工作機械について説明したが、本発明はこれに限定されるものではなく、下記のような変形例が可能である。
(1)上記の実施形態では、工作機械1が門型の工作機械である場合に基づいて説明したが、本発明はこれに限定されるものではなく、他の構造からなる工作機械でもよい。
(2)また、上記の実施形態では、テーブル20を加工領域(加工後端領域P1、加工前端領域P2)とパレット交換位置P3との間を移動させるテーブル駆動部21がモータ22およびボールねじ23から構成される態様にて説明したが、本発明はこれに限定されるものではない。テーブル駆動部は、複数のモータやボールねじなどを含むもので良いし、ボールねじ構造とは異なる他の駆動伝達構造を有するものでもよい。また、パレット交換装置が後側加工領域に設置されてもよい。
(3)また、上記の実施形態では、ワークWの平行度を測定するために、ワーク基準面を測定する態様にて説明したが、ワークWに基準穴を設け、当該基準穴の中心点に基づいてワークWの平行度を測定する態様など、他の測定方法によるものでもよい。いずれの場合も、何らかの形でワークWの基準面に相当する情報が取得され、機械本体100側の座標軸と比較されることで、ワークWの平行度を測定することができる。