JP7575310B2 - 芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、並びに自動車用部材 - Google Patents
芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、並びに自動車用部材 Download PDFInfo
- Publication number
- JP7575310B2 JP7575310B2 JP2021044098A JP2021044098A JP7575310B2 JP 7575310 B2 JP7575310 B2 JP 7575310B2 JP 2021044098 A JP2021044098 A JP 2021044098A JP 2021044098 A JP2021044098 A JP 2021044098A JP 7575310 B2 JP7575310 B2 JP 7575310B2
- Authority
- JP
- Japan
- Prior art keywords
- aromatic polyester
- polyester resin
- expanded
- die
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Molding Of Porous Articles (AREA)
Description
項1.
粒子径が1.5mm~4.5mmであり、表面の樹脂層の厚みが5μm~40μmである、芳香族ポリエステル系樹脂発泡粒子。
項2.
前記粒子の中心部における平均気泡径(C)及び表層部における平均気泡径(D)がいずれも50μm~300μmであり、中心部における平均気泡径に対する表層部における平均気泡径の比(D/C)が0.75~0.98である、項1に記載の芳香族ポリエステル系樹脂発泡粒子。
項3.
前記粒子の中心部における結晶化度(A)及び表層部における結晶化度(B)がいずれも10%以下であり、中心部における結晶化度に対する表層部における結晶化度の比(B/A)が0.90~1.5である、項1又は2に記載の芳香族ポリエステル系樹脂発泡粒子。
項4.
前記粒子の中心部における結晶化度(A)及び表層部における結晶化度(B)がいずれも1~10%である、項1~3のいずれかに記載の芳香族ポリエステル系樹脂発泡粒子。
項5.
項1~4のいずれかに記載の芳香族ポリエステル系樹脂発泡粒子の発泡成形体。
項6.
密度が0.05g/cm3~0.7g/cm3である、項6に記載の発泡成形体。
項7.
項5又は6に記載の発泡成形体を含有する自動車用部材。
項8.
芳香族ポリエステル系樹脂を押出機に供給して発泡剤の存在下にて溶融混練する工程と、溶融混練された芳香族ポリエステル系樹脂を前記押出機の前端に取り付けたダイスから芳香族ポリエステル系樹脂押出物を冷却水中で押出発泡させながら切断して粒子状切断物を製造する工程と、前記粒子状切断物を冷却水で冷却する工程とを有し、前記ダイスの孔径が0.5mm~1.7mmであり、前記冷却水の温度が55℃~90℃である、芳香族ポリエステル系樹脂発泡粒子の製造方法。
芳香族ポリエステル系樹脂発泡粒子は、芳香族ポリエステル系樹脂を主成分として含んでいる。ここで、「主成分」とは、芳香族ポリエステル系樹脂発泡粒子を構成している樹脂中、80~100質量%、好ましくは90~100質量%の芳香族ポリエステル系樹脂を含有していることを意味する。
芳香族ポリエステル系樹脂は、芳香族ジカルボン酸成分とジオール成分とを含むポリエステルであり、例えば、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレートなどが挙げられ、ポリエチレンテレフタレートが好ましい。芳香族ポリエステル系樹脂は、単独で用いられても二種以上が併用されてもよい。
定する。
相対粘度(ηr) =t/t0
比粘度 (ηsp)=(t-t0)/t0=ηr-1
還元粘度=ηsp/C
試料溶液の濃度C(g/100mL)を種々、変更した希釈試料溶液の測定結果から、縦軸を還元粘度とし横軸を試料溶液の濃度Cとしてグラフを作成し、得られた直線関係をC=0に外挿した縦軸切片から固有粘度[η]を求めた。
発泡粒子を構成する芳香族ポリエステル系樹脂が改質芳香族ポリエステル系樹脂である場合、芳香族ポリエステル系樹脂の質量平均分子量は、改質芳香族ポリエステル系樹脂の質量平均分子量を意味する。
質量平均分子量は、具体的には、次のようにして測定する。試料5mgにヘキサフルオロイソプロパノール(HFIP)0.5mLと、クロロホルム0.5mLとをこの順で添加し溶解させ(浸漬時間:6.0±1.0hr(完全溶解))、試料溶液を得る。試料が溶液中に完全に溶解したことを確認した後、この試料溶液にクロロホルムを添加して体積が10mLとなるように希釈して振とう混合する。試料溶液を(株)島津ジーエルシー製非水系0.45μmシリンジフィルターにて濾過してろ液を得る。次の測定条件にてクロマトグラフを用いてろ液を測定する。質量平均分子量(Mw)は、予め作成しておいた標準ポリスチレン検量線から求める。
使用装置=東ソー(株)製 「HLC-8320GPC EcoSEC」 ゲル浸透クロマトグラフ(RI検出器・UV検出器内蔵)
(GPC測定条件)
カラム
サンプル側
ガードカラム=東ソー(株)製 TSK guardcolumn HXL-H(6.0mm×4.0cm)×1本
測定カラム=東ソー(株)製 TSKgel GMHXL(7.8mmI.D.×30cm)×2本直列
リファレンス側
抵抗管(内径0.1mm×2m)×2本直列
カラム温度=40℃
移動相=クロロホルム
移動相流量
サンプル側ポンプ=1.0mL/min
リファレンス側ポンプ=0.5mL/min
検出器:UV検出器
波長:254nm
注入量:15μL
測定時間:10分-32min
ランタイム:20min
サンプリングピッチ:500msec
検量線用標準ポリスチレン試料は、昭和電工(株)製の製品名「STANDARD SM-105」および「STANDARD SH-75」で質量平均分子量が5,620,000、3,120,000、1,250,000、442,000、151,000、53,500、17,000、7,660、2,900、1,320のものを用いた。
上記検量線用標準ポリスチレンをA(5,620,000、1,250,000、151,000、17,000、2,900)およびB(3,120,000、442,000、53,500、7,660、1,320)にグループ分けした後、Aを(2mg、3mg、4mg、4mg、4mg)秤量後クロロホルム30mLに溶解し、Bも(3mg、4mg、4mg、4mg、4mg)秤量後クロロホルム30mLに溶解する。標準ポリスチレン検量線は、作製した各AおよびB溶解液を50μL注入して測定後に得られた保持時間から較正曲線(三次式)を作成することにより得る。その検量線を用いて質量平均分子量を算出する。
本発明の発泡粒子は、例えば、芳香族ポリエステル系樹脂を押出機に供給して発泡剤の存在下にて溶融混練する工程と、溶融混練された芳香族ポリエステル系樹脂を前記押出機の前端に取り付けたダイスから芳香族ポリエステル系樹脂押出物を冷却水中で押出発泡させながら切断して粒子状切断物を製造する工程と、前記粒子状切断物を冷却水で冷却する工程とを有し、前記ダイスの孔径が0.5mm~1.7mmであり、前記冷却水の温度が55℃~90℃である、製造方法により製造することができる。このような製造方法もまた、本発明の1つである。なお、以下に本製造方法について説明をするが、本発明の芳香族ポリエステル系樹脂発泡粒子の製造方法は、以下の方法に限定されるものではない。
前記造粒装置Tは、造粒用ダイス1が先端に取り付けられた押出機2と、図2に示した造粒用ダイス1のダイス孔15から吐出される溶融芳香族ポリエステル系樹脂20(発泡剤を含有した溶融状態の芳香族ポリエステル系樹脂)を切断するカッター3が収容されるとともに、造粒用ダイス1の前面となる樹脂吐出面10fに冷却水流を接触させるためのチャンバー4とを備えている。
前記チャンバー4には、循環する冷却水を流すための管路5が接続され、この管路5の一端(チャンバー4より上流側)が、送水ポンプ6を介して水槽7に接続されている。
また、管路5の他端(チャンバー4より下流側)には、冷却水から発泡性樹脂粒子を分離し、脱水・乾燥する脱水処理部8が設けられている。
この脱水処理部8で分離され、脱水及び乾燥された発泡性樹脂粒子は、容器9に送られるようになっており、冷却水は前記水槽7に返送されるようになっている。
そして、符号21はホッパー、22は発泡剤供給口、23は高圧ポンプである。
なお、造粒装置Tおよび造粒用ダイス1において、樹脂が吐出される側を「先方」、「先端」とし、その反対側を「後方」、「後端」として以下の説明では統一して用いる。
aが形成され、ダイス本体10とダイホルダ11とが接続した状態で、ダイホルダ11の先端側流路11b内に、所定隙間をもって円錐状凸部10aが挿入されている。
すなわち、ダイホルダ11の後端側流路11aを通過した溶融芳香族ポリエステル系樹脂20は先端側流路11bにおいて円錐状凸部10aの周面に沿って流れ、複数の樹脂流路14を通ってダイス本体10の先端面に開口する複数のダイス孔15に連通する構成となっている。
そして、断熱材16が配置され、複数のダイス孔15が開口されている樹脂吐出面10fの中央部分は、チャンバー4内部で冷却水と接触するようになっている。
そして、前述したように各樹脂流路14は、ダイホルダ11の先端側流路11bに連通しており、前記ダイバータバルブ13の第一流路11cを通じて溶融ポリスチレン系樹脂20をダイス孔15まで流通させ得るように設けられている。
カートリッジヒーター17は、樹脂流路14の前記円周の周方向両側に配置されるとともに、長手方向を円周の径方向に向けてその円周を横切った状態で配置され、樹脂吐出面10fの近傍において、該樹脂吐出面10f、ダイス孔15、及び樹脂流路14を加熱する機能を有している。
本実施の形態のカートリッジヒーター17は、それぞれが円周方向に所定の中心角(ここでは、45°の角度)をもって8本設けられている。
つまり、個々のダイス孔15は、2本のカートリッジヒーター17によって前記円周の周方向から挟み込まれるようにして配置されている。
第1の測温体19Aは、ダイス本体10の中央部の温度(ダイス本体の温度:ダイス保持温度)を測定する。
第2の測温体19Bは、ダイホルダ11内を流れる溶融芳香族ポリエステル系樹脂20の温度及び樹脂圧力を測定するためのものである。
また、カッター3を収容したチャンバー4も、ホットカット法において用いられている従来周知のものを用いることができる。
また、本発明の製造方法においては、冷却水の温度が55℃~90℃であり、好ましくは60℃~90℃である。
孔径と水温の範囲を前記の範囲とすることによって、孔が樹脂によって閉塞され難くなり、粒子径が1.5mm~4.5mmで表面の樹脂層の厚みが5μm~40μmである発泡粒子を製造できる。
発泡粒子を剃刀刃を用いて中心で略二等分にし、露出した断面における粒子中心から発泡粒子半径方向の20%までの範囲における部分を中心部とし、露出した断面における粒子表面から発泡粒子半径方向の20%の範囲における部分を表層部とする。
的に適用される方法が挙げられる。繊維強化合成樹脂シートの成形で用いられる方法としては、例えば、オートクレーブ法、ハンドレイアップ法、スプレーアップ法、PCM(Prepreg Compression Molding)法、RTM(Resin Transfer Molding)法、VaRTM(Vacuum assisted Resin Transfer Molding)法などが挙げられる。
実施例等における各種物性等の特定方法を下記する。
嵩密度は、JIS K6911:1995「熱硬化性プラスチック一般試験方法」に準拠して測定した。即ち、JIS K6911に準拠した見掛け密度測定器を用いて測定した。
発泡粒子の嵩密度(g/cm3)=〔試料を入れたメスシリンダーの質量(g)-メスシリンダーの質量(g)〕/〔メスシリンダーの容量(cm3)〕
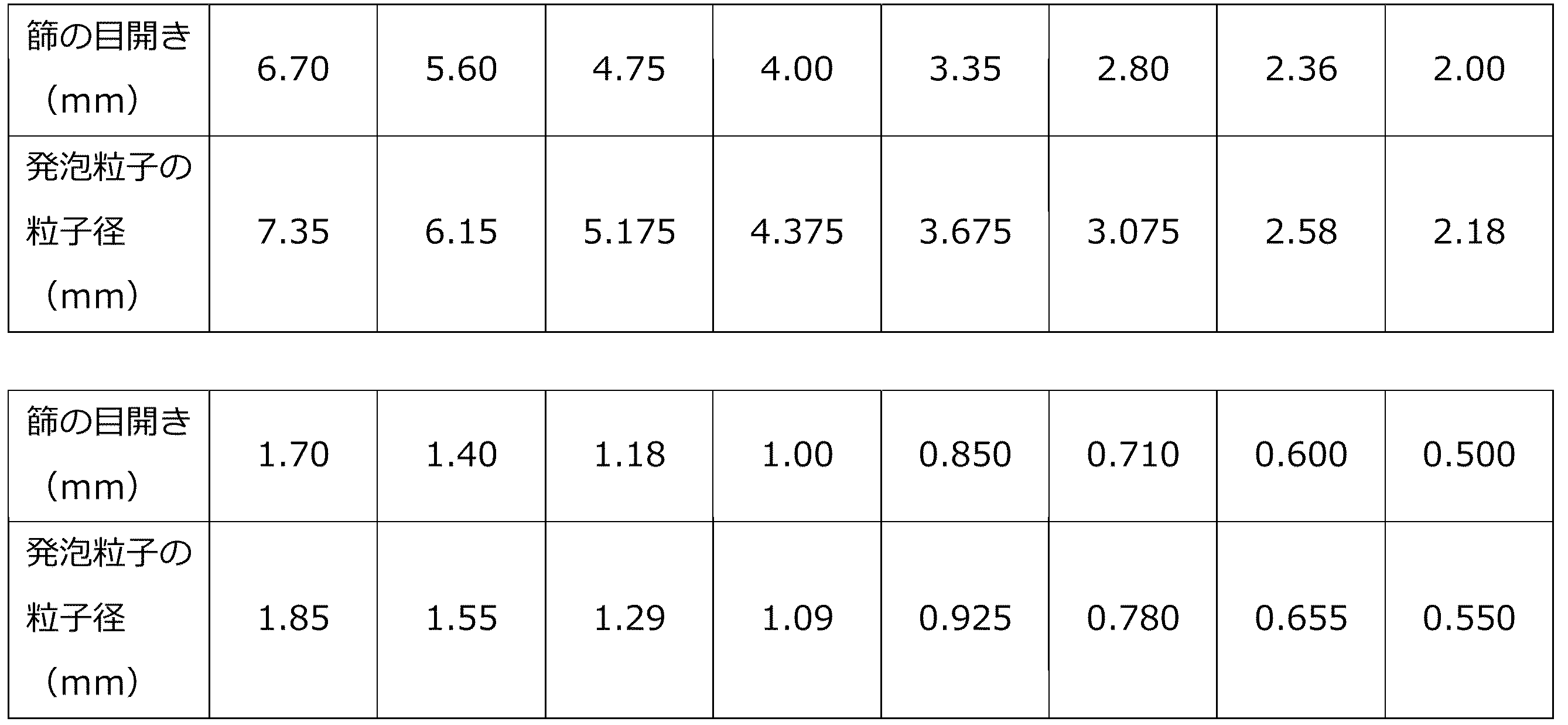
樹脂粒子の平均粒子径は以下の方法で測定した。始めに、JISに規定された異なる目開きを有する複数種類の篩(目開き6.70mm、目開き5.60mm、目開き4.75mm、目開き4.00mm、目開き3.35mm、目開き2.80mm、目開き2.36mm、目開き2.00mm、目開き1.70mm、目開き1.40mm、目開き1.18mm、目開き1.00mm、目開き0.850mm、目開き、0.710mm、目開き0.600mm、目開き0.500mm)を用意し、発泡粒子50gを、目開きが大きな篩から小さな篩となるように篩でふるう。すると、発泡粒子は、各粒子の粒径に応じて、目開きが所定大きさである篩上で通過することができなくなり、各篩上に残った状態となる。そして、各篩上に残った発泡粒子の平均粒子径を、その篩の目開きの大きさをもとにして次表に示した通りとし、例えば、目開きが1.70mmの篩上に残った発泡粒子の粒子径を1.85mmとする。
次に、篩上に残った発泡粒子の重量Wを各篩毎に測定し、篩上に残った発泡粒子の、総発泡粒子に対する重量比率R(重量%)を篩ごとに算出し、各篩毎の発泡粒子の粒子径Dに発泡粒子の重量比率Rを乗じた値を算出し、その値の総和を発泡粒子の平均粒子径(mm)とした。
平均粒子径=Σ(各篩上の発泡粒子の粒子径D×発泡粒子の重量比率R/100)
結晶化度はJIS K7122:1987、JIS K7122:2012に記載されている方法で測定した。但し、サンプリング方法及び温度条件に関しては以下のように行った。試料は発泡粒子表層と中心から採取した。表層部の試料は、発泡粒子の中心で剃刀刃を用いて略二等分にし、発泡粒子表面から発泡粒子半径方向の20%の範囲における部分で採取した。同様に、中心部の試料は二等分にした発泡粒子中心から発泡粒子半径方向の20%の範囲における部分で採取した。
5.5±0.5mgの試料をアルミニウム製測定容器の底にすきまのないよう充てん後、アルミニウム製の蓋をした。次いで(株)日立ハイテクサイエンス製「DSC7000X、AS-3」示差走査熱量計を用い、示差走査熱量分析を実施した。窒素ガス流量20mL/分のもと以下のようなステップで試料を加熱しDSC曲線を得た。
(ステップ1)
30℃で2分間保持。
(ステップ2)
速度10℃/分で30℃から290℃まで昇温。その時の基準物質はアルミナを用いた。融解ピークの面積から求められる融解熱量(J/g)と結晶化ピークの面積から求められる結晶化熱量(J/g)の差を求めた。この差をポリエチレンテレフタレート完全結晶の理論融解熱量140.1J/gで除して求められる割合を結晶化度とした。融解熱量及び結晶化熱量は装置付属の解析ソフトを用いて算出した。具体的には、融解熱量は低温側のベースラインからDSC曲線が離れる点と、そのDSC曲線が再び高温側のベースラインへ戻る点とを結ぶ直線と、DSC曲線に囲まれる部分から算出した。結晶化熱量は低温側のベースラインからDSC曲線が離れる点と、そのDSC曲線が再び高温側へ戻る点とを結ぶ直線と、DSC曲線に囲まれる部分の面積から算出した。つまり、結晶化度は次式より求めた。
結晶化度(%)=(融解熱量(J/g)-結晶化熱量(J/g))/140.1(J/g)×100
結晶化度比は次式により求めた。
結晶化度比=発泡粒子表層部の結晶化度(%)/発泡粒子中心部の結晶化度(%)
発泡粒子の中心部で略二分割した断面の表層部と中心部を、(株)日立ハイテクノロジーズ製「SU1510」走査電子顕微鏡を用いて、100倍に拡大して撮影した。発泡粒子表面から発泡粒子半径方向の20%の範囲における部分を表層部、同様に発泡粒子中心から発泡粒子半径方向の20%の範囲における部分を中心部とした。
撮影された顕微鏡画像は、横向きのA4用紙1枚に2画像並んだ状態になるように配置し、A4用紙に印刷した。
印刷された発泡粒子断面の画像1つにつき、タテ方向およびヨコ方向に平行な3本の任意の直線(長さ60mm)を描いた。即ち、顕微鏡画像2つにつき、描いた任意の直線はタテ方向に6本、ヨコ方向に6本とした。なお、できる限り直線が気泡と接点でのみ接することのないように描いた。そしてこの直線が通過する気泡の数を数えた。気泡が直線と接点のみで接してしまう場合には、この気泡も数に加えた。タテ方向、ヨコ方向の各方向の6本の任意の直線について数えた気泡数を算術平均し、各方向の気泡数とした。気泡数を数えた画像の倍率とこの気泡数から気泡の平均弦長tを次式により算出した。
平均弦長 t(mm)=60/(気泡数×画像倍率)
画像倍率は画像上のスケールバーを(株)ミツトヨ製「デジマチックキャリパ」にて1/100mmまで計測し、次式により求めた。
画像倍率=スケールバー実測値(mm)/スケールバーの表示値(mm)
そして次式によりタテ方向及びヨコ方向における気泡径を算出した。
タテ方向又はヨコ方向の気泡径D(mm)=t/0.616
さらにタテ方向の気泡径D及びヨコ方向の気泡径Dの積の2乗根を気泡径とした。
気泡径(μm)=1000×(Dタテ×Dヨコ)1/2
以上の作業を表層部、中心部でそれぞれN数10で行い、平均値を平均気泡径とした。
平均気泡径比は次式により求めた。
平均気泡径比=発泡粒子表層部の平均気泡径(μm)/発泡粒子中心部の平均気泡径(μm)
発泡粒子の中心で略二分割した断面の表層部を、(株)日立ハイテクノロジーズ製「SU1510」走査電子顕微鏡を用いて、500倍に拡大して撮影した。顕微鏡画像の発泡粒子表面の任意の位置で、接線に直行する直線を発泡粒半径方向に5本描き、各直線ごとに表面から最初に接する気泡までの距離を測定した。即ち、一つの断面画像につき5つの当該距離を測定した。以上の作業をそれぞれN数10で行い、平均値を表面樹脂の厚み(μm)とした。
成形性評価は以下の基準で行った。
○:発泡粒子同士が熱融着して強固に接着し、一体化していた
×:発泡粒子同士が接着しておらず、容易に発泡粒子が脱落する状態であった
発泡成形体(成形後、55℃で20時間以上乾燥させたもの)から切り出した直方体状の試験片(例;75mm×300mm×30mm)の質量(a)と体積(b)をそれぞれ有効数字3桁以上になるように測定し、式(a)/(b)により発泡成形体の密度(g/cm3)を求めた。
5%圧縮強度及び圧縮弾性率は、JIS K6767:1999に準拠し測定した。すなわち5%圧縮強度は、(株)島津製作所製「オートグラフ AG-X plus 100kN」万能試験機、及び(株)島津製作所製「TRAPEZIUM X」万能試験機データ処理ソフトを用いて測定した。試験片サイズは50mm×50mm×厚み25mmとし、試験片の数は3個とした。試験片は、JIS K 7100:1999の記号「23/50」(温度23℃、相対湿度50%)、2級の標準雰囲気下で16時間かけて状態調節した後、同じ標準雰囲気下での測定に用いた。圧縮速度を2.5mm/分とした。得られたグラフより、傾きが最大となる荷重領域を設定し、前記万能試験機データ処理ソフトにて圧縮弾性率を求めた。この弾性率の直線とストロークの交点を伸びの原点とし、5%圧縮率における圧縮強度を自動算出した。
成形品の機械的物性評価は、下記の基準によって評価した。
○:5%圧縮強度が0.80MPa以上且つ圧縮弾性率が30MPa以上。
×:5%圧縮強度が0.80MPa未満又は圧縮弾性率が30MPa未満。
(発泡粒子製造工程)
図2に示したダイバータバルブを有し、ダイス孔(直径0.6mm、ランド長2.0mm)を38個備えたダイスを有し、前記ダイバータバルブの機外排出側の樹脂流路を通じて押出機からダイに供給される溶融樹脂を機外に排出させるようにダイバータバルブをセットした水中カット式造粒機を用いた。また、この造粒機に溶融樹脂を供給する押出機として、孔径65mmで且つL/D比が34の単軸押出機を使用した。
この押出機に、植物由来ポリエチレンテレフタレート(固有粘度:0.80、密度:1400kg/m3、融点:247.2℃、ガラス転移温度78.7℃、質量平均分子量7.4万、植物度:30%)100重量部、ポリエチレンテレフタレートにタルクを含有させてなるマスターバッチ(ポリエチレンテレフタレート含有量:60重量%、タルク含有量:40重量%、ポリエチレンテレフタレートの固有粘度:0.82)1.8重量部及び無水ピロメリット酸0.22重量部を含むポリエチレンテレフタレート組成物を、30kg/hの割合で供給し、溶融混練した。
そして、溶融状態のポリエチレンテレフタレート組成物を前記ダイスに供給し、前記ダイバータバルブの樹脂流路を通じて機外に排出させた。
押出機の温度、発泡剤の圧力等が安定した段階で、ダイスの前方に装着させたチャンバー内でカッターを運転させ、前記ダイバータバルブによる溶融ポリエチレンテレフタレート組成物の流路を切り替えるとともに前記チャンバーに0.3MPaの水圧を有する90℃の冷却水を12m3/hで循環させて造粒を開始した。
得られた発泡粒子を23℃、大気圧下にて30日間に亘って放置した。その後、30mm×300mm×400mmの成形用金型に充填し、0.05MPaの水蒸気にて180秒間、0.10MPaの水蒸気にて30秒間加熱を行い、次いで、発泡成形体の最高面圧が0.01MPaに低下するまで冷却することで、発泡成形体を得た。
直径0.8mm、ランド長2.0mmのダイス孔を22個備えたダイスを使用し、冷却水温度を80℃としたこと以外は、実施例1と同様にしてポリエチレンテレフタレート発泡粒子及び発泡成形体を得た。
直径1.2mm、ランド長2.0mmのダイス孔を10個備えたダイスを使用し、冷却水温度を70℃としたこと以外は、実施例1と同様にしてポリエチレンテレフタレート発泡粒子及び発泡成形体を得た。
直径1.5mm、ランド長2.0mmのダイス孔を7個備えたダイスを使用し、冷却水温度を70℃としたこと以外は、実施例1と同様にしてポリエチレンテレフタレート発泡粒子及び発泡成形体を得た。
直径2.0mm、ランド長2.0mmのダイス孔を5個備えたダイスを使用し、冷却水温度を80℃としたこと以外は、実施例1と同様にしてポリエチレンテレフタレート発泡粒子を得た。得られた発泡粒子を実施例1と同様にして成形したが、発泡粒子同士が接着しておらず、容易に発泡粒子が脱落する状態となってしまい、発泡成形体が得られなかった。
直径1.5mm、ランド長2.0mmのダイス孔を7個備えたダイスを使用し、冷却水温度を50℃としたこと以外は、実施例1と同様にしてポリエチレンテレフタレート発泡粒子及び発泡成形体を得た。
直径1.5mm、ランド長2.0mmのダイス孔を7個備えたダイスを使用し、冷却水温度を95℃としたこと以外は、実施例1と同様にしてポリエチレンテレフタレート発泡粒子及び発泡成形体を得た。
直径1.5mm、ランド長2.0mmのダイス孔を7個備えたダイスを使用し、冷却水温度を25℃としたこと以外は、実施例1と同様にしてポリエチレンテレフタレート発泡粒子の製造を行ったが、ダイス孔の閉塞が起こり、発泡粒子を得ることができなかった。

Claims (8)
- 粒子径が1.5mm~4.5mmであり、表面の樹脂層の厚みが5μm~40μmである、芳香族ポリエステル系樹脂発泡粒子。
- 前記粒子の中心部における平均気泡径(C)及び表層部における平均気泡径(D)がいずれも50μm~300μmであり、中心部における平均気泡径に対する表層部における平均気泡径の比(D/C)が0.75~0.98である、請求項1に記載の芳香族ポリエステル系樹脂発泡粒子。
- 前記粒子の中心部における結晶化度(A)及び表層部における結晶化度(B)がいずれも10%以下であり、中心部における結晶化度に対する表層部における結晶化度の比(B/A)が0.90~1.5である、請求項1又は2に記載の芳香族ポリエステル系樹脂発泡粒子。
- 前記粒子の中心部における結晶化度(A)及び表層部における結晶化度(B)がいずれも1~10%である、請求項1~3のいずれかに記載の芳香族ポリエステル系樹脂発泡粒子。
- 請求項1~4のいずれかに記載の芳香族ポリエステル系樹脂発泡粒子の発泡成形体。
- 密度が0.05g/cm3~0.7g/cm3である、請求項5に記載の発泡成形体。
- 請求項5又は6に記載の発泡成形体を含有する自動車用部材。
- 芳香族ポリエステル系樹脂を押出機に供給して発泡剤の存在下にて溶融混練する工程と、溶融混練された芳香族ポリエステル系樹脂を前記押出機の前端に取り付けたダイスから芳香族ポリエステル系樹脂押出物を冷却水中で押出発泡させながら切断して粒子状切断物を製造する工程と、前記粒子状切断物を冷却水で冷却する工程とを有し、前記ダイスの孔径が0.5mm~1.7mmであり、前記冷却水の温度が55℃~90℃である、請求項1~4のいずれかに記載の芳香族ポリエステル系樹脂発泡粒子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021044098A JP7575310B2 (ja) | 2021-03-17 | 2021-03-17 | 芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、並びに自動車用部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021044098A JP7575310B2 (ja) | 2021-03-17 | 2021-03-17 | 芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、並びに自動車用部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022143542A JP2022143542A (ja) | 2022-10-03 |
| JP7575310B2 true JP7575310B2 (ja) | 2024-10-29 |
Family
ID=83454874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021044098A Active JP7575310B2 (ja) | 2021-03-17 | 2021-03-17 | 芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、並びに自動車用部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7575310B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001329101A (ja) | 2000-05-25 | 2001-11-27 | Sekisui Plastics Co Ltd | 芳香族ポリエステル系樹脂予備発泡粒子の製造方法 |
| US20120041086A1 (en) | 2010-08-13 | 2012-02-16 | Basf Se | Expandable pelletized materials based on polyester |
| WO2013031769A1 (ja) | 2011-08-29 | 2013-03-07 | 積水化成品工業株式会社 | 型内発泡成形用芳香族ポリエステル系樹脂発泡粒子及びその製造方法、型内発泡成形体、複合構造部材、並びに、自動車用部材 |
| US20160325472A1 (en) | 2015-05-06 | 2016-11-10 | Lifoam Industries, Llc | Foam particles, methods of making and using the same |
| JP2019065272A (ja) | 2017-09-29 | 2019-04-25 | 積水化成品工業株式会社 | ワックス含有発泡粒子、発泡成形体及びそれらの製造方法 |
-
2021
- 2021-03-17 JP JP2021044098A patent/JP7575310B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001329101A (ja) | 2000-05-25 | 2001-11-27 | Sekisui Plastics Co Ltd | 芳香族ポリエステル系樹脂予備発泡粒子の製造方法 |
| US20120041086A1 (en) | 2010-08-13 | 2012-02-16 | Basf Se | Expandable pelletized materials based on polyester |
| WO2013031769A1 (ja) | 2011-08-29 | 2013-03-07 | 積水化成品工業株式会社 | 型内発泡成形用芳香族ポリエステル系樹脂発泡粒子及びその製造方法、型内発泡成形体、複合構造部材、並びに、自動車用部材 |
| US20160325472A1 (en) | 2015-05-06 | 2016-11-10 | Lifoam Industries, Llc | Foam particles, methods of making and using the same |
| JP2019065272A (ja) | 2017-09-29 | 2019-04-25 | 積水化成品工業株式会社 | ワックス含有発泡粒子、発泡成形体及びそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022143542A (ja) | 2022-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5974010B2 (ja) | 型内発泡成形用芳香族ポリエステル系樹脂発泡粒子及びその製造方法、型内発泡成形体、複合構造部材、並びに、自動車用部材 | |
| JP5960013B2 (ja) | 熱可塑性ポリエステル系樹脂発泡粒子及びこれを用いた発泡成形体の製造方法、発泡成形体並びに複合発泡体 | |
| CN1852797B (zh) | 热塑性树脂发泡性粒子的制造方法 | |
| TWI700306B (zh) | 發泡粒子、發泡成形體、其製造方法及樹脂複合體 | |
| US10815354B2 (en) | Bead expanded molded article, resin expanded particles, method for producing resin expanded particles, expandable resin particles and method for producing bead expanded molded article | |
| JP2004263184A (ja) | 高融点プラスチックからなる連続気泡発泡体 | |
| KR20100053524A (ko) | 발포성 아크릴로니트릴 공중합체로 이루어진 발포 성형체 | |
| EP1160274B1 (en) | Pre-expanded particles of crystalline aromatic polyester-based resin, and in-mold expanded product and expanded laminate using the same | |
| CN109311193A (zh) | 组装纤维增强的泡沫 | |
| US20210095092A1 (en) | Pesu particle foams for applications in aviation interiors | |
| JP5890717B2 (ja) | 複合体用発泡体及びその製造方法 | |
| JP7575310B2 (ja) | 芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、並びに自動車用部材 | |
| JP6131232B2 (ja) | 熱可塑性ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体及びその製造方法、並びに複合発泡体 | |
| JP5907847B2 (ja) | 熱可塑性ポリエステル系樹脂発泡粒子の製造方法、熱可塑性ポリエステル系樹脂発泡粒子、熱可塑性ポリエステル系樹脂発泡粒子を用いた発泡成形体の製造方法、発泡成形体及び複合発泡体 | |
| JP6078671B2 (ja) | 複合体 | |
| JP7596189B2 (ja) | 芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、並びに自動車用部材 | |
| JP6050730B2 (ja) | 型内発泡成形体、繊維強化複合体及び型内発泡成形体の製造方法 | |
| JP2022057468A (ja) | 熱可塑性樹脂発泡粒子、熱可塑性樹脂発泡粒子成形体、発泡樹脂複合体、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡粒子成形体の製造方法 | |
| WO2025070535A1 (ja) | 芳香族ポリエステル系樹脂発泡成形体、およびその製造方法 | |
| JP2026018192A (ja) | 芳香族ポリエステル系樹脂発泡成形体、およびその製造方法 | |
| WO2023145811A1 (ja) | 芳香族ポリエステル系樹脂発泡粒子及びその製造方法、発泡成形体、複合構造部材、並びに自動車用部材 | |
| JP2022129943A (ja) | 発泡粒子、発泡成形体及び複合構造部材 | |
| JP2007084666A (ja) | スチレン系樹脂発泡性粒子とその製造方法およびスチレン系樹脂発泡成形体 | |
| JP2001026217A (ja) | サンバイザー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240321 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7575310 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |