JP7578518B2 - 樹脂モールド用の成形型 - Google Patents
樹脂モールド用の成形型 Download PDFInfo
- Publication number
- JP7578518B2 JP7578518B2 JP2021038198A JP2021038198A JP7578518B2 JP 7578518 B2 JP7578518 B2 JP 7578518B2 JP 2021038198 A JP2021038198 A JP 2021038198A JP 2021038198 A JP2021038198 A JP 2021038198A JP 7578518 B2 JP7578518 B2 JP 7578518B2
- Authority
- JP
- Japan
- Prior art keywords
- main body
- resin
- recess
- molding
- molding die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 50
- 229920005989 resin Polymers 0.000 title claims description 43
- 239000011347 resin Substances 0.000 title claims description 43
- 229920003002 synthetic resin Polymers 0.000 claims description 4
- 239000000057 synthetic resin Substances 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
Claims (3)
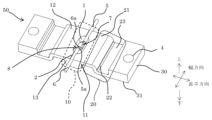
- 樹脂モールド用の成形型であって、
上面に樹脂を注入する凹部を備える本体部と、
前記本体部の長手方向の両側に配置され、下面が樹脂モールド装置に固定される固定部と、
前記本体部と各前記固定部とをそれぞれ接続するアーム部と、を備え、
各前記アーム部は、一端が前記本体部の長手方向端の上部にそれぞれ接続され、他端が各前記固定部の各下部にそれぞれ接続されるクランク形状の板部材であり、
前記本体部と前記固定部と前記アーム部とは合成樹脂で一体に成形されていること、
を特徴とする成形型。 - 請求項1に記載の成形型であって、
前記本体部は、前記凹部から長手方向と直交する幅方向の両端に向かって幅方向に延びる溝を備え、
前記凹部は、幅方向の開口長さが長手方向の開口長さよりも長いこと、
を特徴とする成形型。 - 請求項1又は2に記載の成形型であって、
前記合成樹脂は、フッ素樹脂であること、
を特徴とする成形型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021038198A JP7578518B2 (ja) | 2021-03-10 | 2021-03-10 | 樹脂モールド用の成形型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021038198A JP7578518B2 (ja) | 2021-03-10 | 2021-03-10 | 樹脂モールド用の成形型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022138358A JP2022138358A (ja) | 2022-09-26 |
| JP7578518B2 true JP7578518B2 (ja) | 2024-11-06 |
Family
ID=83399130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021038198A Active JP7578518B2 (ja) | 2021-03-10 | 2021-03-10 | 樹脂モールド用の成形型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7578518B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001030268A (ja) | 1999-06-15 | 2001-02-06 | L'oreal Sa | スティック製造用型 |
| US20210057128A1 (en) | 2019-08-21 | 2021-02-25 | Autonetworks Technologies, Ltd. | Wire harness and wire harness manufacturing method |
-
2021
- 2021-03-10 JP JP2021038198A patent/JP7578518B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001030268A (ja) | 1999-06-15 | 2001-02-06 | L'oreal Sa | スティック製造用型 |
| US20210057128A1 (en) | 2019-08-21 | 2021-02-25 | Autonetworks Technologies, Ltd. | Wire harness and wire harness manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022138358A (ja) | 2022-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104093538B (zh) | 透镜成形装置 | |
| JP7578518B2 (ja) | 樹脂モールド用の成形型 | |
| JP3814591B2 (ja) | 光学素子及び光学素子成形品およびその成形用金型及び射出成形方法 | |
| US11400629B2 (en) | Injection molding die | |
| JP6159193B2 (ja) | 外装部材及び外装部材の製造方法 | |
| EP1693176B1 (en) | Electronic device and method of producing the same | |
| KR102447807B1 (ko) | 사출 금형 | |
| EP1500488B1 (en) | Insert injection molding method and jig | |
| KR100914947B1 (ko) | 비구면 렌즈 제조용 금형 | |
| JP7241962B2 (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2009131052A (ja) | モールドコイルの製造方法およびモールドコイル、それを用いた固定子および回転電機 | |
| JP2019036613A (ja) | コイルユニットおよびその製造方法 | |
| CN1337305A (zh) | 注射成形器的螺旋分配器 | |
| KR20110067669A (ko) | 사출성형 금형 가열 장치 | |
| JP2003324116A (ja) | 樹脂封止金型および樹脂封止装置 | |
| JPS636333B2 (ja) | ||
| JP7199604B2 (ja) | 半導体装置の製造方法 | |
| JP4941675B2 (ja) | 板金インサート成形品の製造方法、および電子機器 | |
| KR102935646B1 (ko) | 반도체 칩의 수냉식 냉각장치 | |
| JP7791027B2 (ja) | 金属樹脂複合体を製造するための方法 | |
| JP2851112B2 (ja) | 注型絶縁物の製造方法およびこれに使用する注型絶縁物用の注型金型 | |
| JP2001038799A (ja) | 樹脂パイプの製造方法 | |
| JPS6144652B2 (ja) | ||
| JP4493170B2 (ja) | プラスチックパッケージの製造方法 | |
| JP2678672B2 (ja) | 射出成形型の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240822 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241022 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241024 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7578518 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |