JP7598770B2 - 炭素繊維複合体の製造方法 - Google Patents
炭素繊維複合体の製造方法 Download PDFInfo
- Publication number
- JP7598770B2 JP7598770B2 JP2021004967A JP2021004967A JP7598770B2 JP 7598770 B2 JP7598770 B2 JP 7598770B2 JP 2021004967 A JP2021004967 A JP 2021004967A JP 2021004967 A JP2021004967 A JP 2021004967A JP 7598770 B2 JP7598770 B2 JP 7598770B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- carbon fiber
- fiber composite
- core portion
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
- Moulding By Coating Moulds (AREA)
Description
即ち、本発明の炭素繊維複合体の製造方法は、炭素繊維を含む繊維基材に、熱可塑性樹脂を含む第1樹脂を含侵して成膜させてなるコア部と、前記コア部の表面を覆う、第2樹脂を含む被覆部とを有し、前記コア部と前記被覆部とは、互いに溶着されてなる炭素繊維複合体の製造方法であって、前記繊維基材に前記第1樹脂を含侵させた後、前記第1樹脂を成膜して前記コア部を得る含浸・成膜工程と、前記コア部の表面に前記被覆部を仮止めする仮止め工程と、前記被覆部と前記コア部とを溶着させて炭素繊維複合体を得る溶着工程と、を有することを特徴とする。
図1は、本発明の第1実施形態の炭素繊維複合体を示す要部拡大断面図である。
炭素繊維複合体1は、炭素繊維を含む繊維基材11に、熱可塑性樹脂を含むマトリクス樹脂(第1樹脂)を含侵して成膜させた第1樹脂層12を含むコア部13を有する。
第1樹脂層12は、少なくとも繊維基材11の繊維間の隙間を埋めるように形成されていればよく、更に繊維基材11の表面を覆うように形成されていてもよい。
例えば、ポリ塩化ビニル樹脂、ポリ酢酸ビニル樹脂、アクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂はハンドリングやコストの面から好ましく、これらの粉体または液状体(エマルジョンなどを含む)を使用できる。
本実施形態では、マトリクス樹脂として繊維基材11に対して含浸性に優れたポリ塩化ビニル樹脂を用いた。
なお、マトリクス樹脂には、用途に応じて、難燃剤、耐候性改良剤、酸化防止剤、熱安定剤、紫外線吸収剤、可塑剤、滑剤、着色剤、相溶化剤、導電性フィラー等の添加剤を配合してもよい。
図2は、本発明の第2実施形態の炭素繊維複合体を示す要部拡大断面図である。
なお、第1実施形態と同様の構成には同一の番号を付し、重複する説明を省略する。
炭素繊維複合体10は、炭素繊維を含む繊維基材11に、熱可塑性樹脂を含むマトリクス樹脂(第1樹脂)を含侵して成膜させた第1樹脂層12を含むコア部13と、このコア部13の表面のうち、少なくとも一部を覆う第2樹脂を含む被覆部14とを有する。
添加材によっては、被覆部14の樹脂の色味、光沢、柔軟性、対候性、導電性、強度、耐摩耗性などを高めることができる。
図3は、本発明の第2実施形態の炭素繊維複合体を示す要部拡大断面図である。
なお、第1実施形態の炭素繊維複合体と同一の構成部分には同一の番号を付し、重複する説明を省略する。
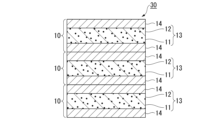
図4は、本発明の第1実施形態の炭素繊維複合積層体を示す要部拡大断面図である。
なお、第1実施形態の炭素繊維複合体と同一の構成部分には同一の番号を付し、重複する説明を省略する。
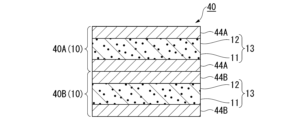
図5は、本発明の第2実施形態の炭素繊維複合積層体を示す要部拡大断面図である。
本実施形態の炭素繊維複合積層体40は、第1実施形態の炭素繊維複合体10を複数、積層したものからなる。具体的には、複数(本実施形態では2つ)の炭素繊維複合体40A,40Bを積み重ねて、それぞれの炭素繊維複合体40A,40Bの被覆部44A,44Bどうしを互いに溶着して一体化した構成となっている。
図6は、本発明の第3実施形態の炭素繊維複合積層体を示す要部拡大断面図である。
本実施形態の炭素繊維複合積層体50は、第1実施形態の炭素繊維複合体10を構成するコア部13を複数(本実施形態では3つ)積層し、このコア部積層物51の表面に第2樹脂からなる被覆部54を溶着して一体化した構成となっている。
図7は、本発明の第1実施形態の炭素繊維複合体の製造方法を段階的に示した要部拡大断面図である。図8は、本発明の第1実施形態の炭素繊維複合積層体の製造方法を段階的に示した要部拡大断面図である。
その後、この炭素繊維シートを空冷によって乾燥させて含浸液の水分を取り除き、第1樹脂(ポリ塩化ビニル樹脂)を成膜して第1樹脂層12を有するコア部13を得る。
本実施形態では、繊維基材11に第1樹脂層12を形成したコア部13の一面側および他面側に、それぞれ第2樹脂としてポリ塩化ビニル樹脂フィルムを仮止めした。仮止めには、シアノアクリレート系接着剤(瞬間接着剤)を用いた。
本実施形態では、コア部13の表面に仮止めされた被覆部14の外部から、例えば、熱間プレス装置を用いて、第2樹脂の軟化温度以上に加熱しつつ加圧することにより、被覆部14を構成する第2樹脂が、第1樹脂層12を構成する第1樹脂と溶着する。これにより、コア部13の表面に被覆部14が強固に固着され一体化した、本実施形態の炭素繊維複合体10を得ることができる。
図9は、本発明の第2実施形態の炭素繊維複合積層体の製造方法を段階的に示した要部拡大断面図である。
次に、図9(b)に示すように、この繊維積層体11Aを第1樹脂を含む水系エマルジョン液(含浸液Q)に浸漬して、繊維積層体11Aに含浸液を含侵させる(積層体含浸工程)。次に、図9(c)に示すように、含浸液Qを含侵させた繊維積層体11Aを乾燥させて第1樹脂を成膜し、コア部積層物(コア部)51を得る。
そして、図9(e)に示すように、被覆部54とコア部積層物(コア部)51とを、例えば熱間プレスによって溶着させて炭素繊維複合積層体50を得る(溶着工程)。
上述した第1実施形態の炭素繊維複合体の製造方法によって、図1に示す炭素繊維複合体を実際に作成した。炭素繊維シート(繊維基材)にポリ塩化ビニル樹脂(第1樹脂)を含侵させて成膜してコア部を形成し、このコア部に硬質ポリ塩化ビニル樹脂シート(第2樹脂:被覆部)をPVC用接着剤で仮止めし、その後、熱間プレス装置によって一体化させたものである。
コア部を覆う第2樹脂として、コア部の一面側をアクリルゴムシート、他面側を硬質ポリ塩化ビニル樹脂シートを用いて、それぞれ被覆部を形成し、実施例2の炭素繊維複合体を得た。仮止め工程にはシアノアクリレート系接着剤を用い、溶着工程では熱間プレス装置を用いた。
上述した図4に示す第2実施形態の炭素繊維複合体を実際に作成した。
コア部の一面側には、被覆部としてシート状のポリ塩化ビニル樹脂と、シート状のアクリルゴムの2つを溶着させ、また、コア部の他面側には、硬質PVCシートを溶着させた。
11…繊維基材
12…第1樹脂層
13…コア部
14…被覆部
30…炭素繊維複合積層体
Claims (2)
- 炭素繊維を含む繊維基材に、熱可塑性樹脂を含む第1樹脂を含侵して成膜させてなるコア部と、前記コア部の表面を覆う、第2樹脂を含む被覆部とを有し、前記コア部と前記被覆部とは、互いに溶着されてなる炭素繊維複合体の製造方法であって、
前記繊維基材に前記第1樹脂を含侵させた後、前記第1樹脂を成膜して前記コア部を得る含浸・成膜工程と、
前記コア部の表面に前記被覆部を仮止めする仮止め工程と、
前記被覆部と前記コア部とを溶着させて炭素繊維複合体を得る溶着工程と、を有することを特徴とする炭素繊維複合体の製造方法。 - 前記被覆部は、前記第2樹脂からなる第1領域と、前記第2樹脂とは組成の異なる第3樹脂からなる第2領域と、を有することを特徴とする、請求項1に記載の炭素繊維複合体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021004967A JP7598770B2 (ja) | 2021-01-15 | 2021-01-15 | 炭素繊維複合体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021004967A JP7598770B2 (ja) | 2021-01-15 | 2021-01-15 | 炭素繊維複合体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022109573A JP2022109573A (ja) | 2022-07-28 |
| JP7598770B2 true JP7598770B2 (ja) | 2024-12-12 |
Family
ID=82560487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021004967A Active JP7598770B2 (ja) | 2021-01-15 | 2021-01-15 | 炭素繊維複合体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7598770B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015098470A1 (ja) | 2013-12-26 | 2015-07-02 | カトリック ユニヴェルシテット ルーヴェン | プリフォーム、シート材料および一体化シート材料 |
| JP2017206014A (ja) | 2016-05-13 | 2017-11-24 | 東レ株式会社 | 複合成形体の製造方法 |
| WO2018203552A1 (ja) | 2017-05-02 | 2018-11-08 | 古河電気工業株式会社 | 繊維強化樹脂を含む積層体、繊維強化複合樹脂材およびこれらの製造方法 |
-
2021
- 2021-01-15 JP JP2021004967A patent/JP7598770B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015098470A1 (ja) | 2013-12-26 | 2015-07-02 | カトリック ユニヴェルシテット ルーヴェン | プリフォーム、シート材料および一体化シート材料 |
| JP2017206014A (ja) | 2016-05-13 | 2017-11-24 | 東レ株式会社 | 複合成形体の製造方法 |
| WO2018203552A1 (ja) | 2017-05-02 | 2018-11-08 | 古河電気工業株式会社 | 繊維強化樹脂を含む積層体、繊維強化複合樹脂材およびこれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022109573A (ja) | 2022-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5320742B2 (ja) | 複合プリプレグ基材の製造方法、積層基材および繊維強化プラスチック | |
| JP6161108B2 (ja) | 繊維強化複合材料およびその製造方法 | |
| JP5999721B2 (ja) | 繊維強化樹脂中間体及びその製造方法 | |
| EP3028852B1 (en) | Continuous fiber reinforced resin composite material and molded article thereof | |
| JP5294609B2 (ja) | ガスバリア性の炭素繊維強化プリプレグ及び炭素繊維強化プラスチック並びにそれらの製造方法 | |
| JP6314145B2 (ja) | 複合材料の含浸性向上のための機能性フィルムおよびそれを用いた複合材料の製造方法 | |
| TW201736456A (zh) | 原地聚合型熱塑性預浸體、熱塑性複合物及其製造方法 | |
| TWI793144B (zh) | 預浸漬積層體及使用預浸漬積層體之纖維強化塑料的製造方法 | |
| KR20200071072A (ko) | 섬유 강화 플라스틱 복합체의 제조 방법 | |
| WO2021106649A1 (ja) | 繊維強化複合材料およびサンドイッチ構造体 | |
| KR101938847B1 (ko) | 고강도 경량 복합소재 및 이의 제조방법 | |
| US12479187B2 (en) | Fiber-reinforced resin substrate, preform, integrated product, and method for producing fiber-reinforced resin substrate | |
| CN113811439A (zh) | 纤维增强树脂基材、一体化成型品及纤维增强树脂基材的制造方法 | |
| KR20180126762A (ko) | 하이브리드형 섬유강화 복합재료 | |
| JP7598770B2 (ja) | 炭素繊維複合体の製造方法 | |
| JP2016147964A (ja) | 繊維強化熱可塑性樹脂部材 | |
| KR20170105667A (ko) | 복합재료 적층판 및 이의 제조방법 | |
| JP5966969B2 (ja) | プリプレグの製造方法 | |
| KR101783080B1 (ko) | 섬유 보강 수지 복합재 | |
| TWI851852B (zh) | 預浸漬物、預形體、纖維強化複合材料、及彼等之製造方法 | |
| KR101964342B1 (ko) | 수지 결합을 통한 비대칭 복합재료 시트의 제조 방법 및 상기 방법에 의해 제조되는 비대칭 복합재료 시트 | |
| WO2020196499A1 (ja) | 繊維強化樹脂用マトリクス樹脂、繊維強化樹脂用マトリクス樹脂フィルム、複合体、プリプレグ、炭素繊維強化樹脂成型体、及び炭素繊維強化樹脂成型体の製造方法 | |
| CN107073847A (zh) | 表面可改性注塑成型体及其制造方法 | |
| KR101964341B1 (ko) | 더블 레이어드 비대칭 복합재료 시트의 제조 방법 및 상기 방법에 의해 제조되는 더블 레이어드 비대칭 복합재료 시트 | |
| KR101159932B1 (ko) | 열가소성 프리프레그의 제조방법 및 그에 의하여 제조된 열가소성 프리프레그 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7598770 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |