JP7600542B2 - ネジ締め不良判定装置 - Google Patents
ネジ締め不良判定装置 Download PDFInfo
- Publication number
- JP7600542B2 JP7600542B2 JP2020088129A JP2020088129A JP7600542B2 JP 7600542 B2 JP7600542 B2 JP 7600542B2 JP 2020088129 A JP2020088129 A JP 2020088129A JP 2020088129 A JP2020088129 A JP 2020088129A JP 7600542 B2 JP7600542 B2 JP 7600542B2
- Authority
- JP
- Japan
- Prior art keywords
- predetermined
- screw tightening
- learning
- torque
- threshold value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B23/00—Details of, or accessories for, spanners, wrenches, screwdrivers
- B25B23/14—Arrangement of torque limiters or torque indicators in wrenches or screwdrivers
- B25B23/147—Arrangement of torque limiters or torque indicators in wrenches or screwdrivers specially adapted for electrically operated wrenches or screwdrivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
- B23P19/065—Arrangements for torque limiters or torque indicators in screw or nut setting machines
- B23P19/066—Arrangements for torque limiters or torque indicators in screw or nut setting machines by electrical means
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/04—Program control other than numerical control, i.e. in sequence controllers or logic controllers
- G05B19/05—Programmable logic controllers, e.g. simulating logic interconnections of signals according to ladder diagrams or function charts
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/20—Pc systems
- G05B2219/23—Pc programming
- G05B2219/23359—Screw like form of record carrier
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
- Testing Of Devices, Machine Parts, Or Other Structures Thereof (AREA)
Description
図1は、本実施形態に係るネジ締めシステム1の概要を示すブロック図である。図1に示すように、ネジ締めシステム1は、PLC(Programmable Logic Controller)10(ネジ締め不良判定装置)、カプラ20、回転用サーボ30(第1モータ)、および往復用サーボ40(第2モータ)を備える。ネジ締めシステム1は、後述するドライバー51(図3参照)の、軸周りでの回転運動および軸方向への往復運動により、ネジ締め動作を行う。このとき、PLC10は、ネジ締め動作の制御を行うとともに、当該ネジ締め動作における不良の発生を判定する。
(ネジ締めシステム1の構成)
図3は、本実施形態に係るネジ締めシステム1の外観の例を示す図である。図3に示すように、ネジ締めシステム1は、回転用サーボ30、往復用サーボ40、ドライバーユニット50および支柱60を備える。また、図3には表れていないが、ネジ締めシステム1は、上述したとおり、PLC10およびカプラ20も備える。
ネジ締めシステム1によるネジ締めの動作は、以下のとおりである。まず、ネジを保持した状態のネジ保持部52が、ネジ締めを行う対象であり、樹脂からなるワーク(不図示)の、ネジ締めを行う箇所へネジを降下させる。ただし、ワークは、柔らかい材料であれば、樹脂に限られない。次に、ドライバー51は、ネジが仮着座するまで、ネジ締めを行う箇所へネジを回転させながら押し当てる。ここで、仮着座とは、ネジの座面がワークに接触した状態を指す。
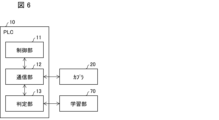
具体的には、判定部13は、通信部12を介して回転トルクのデータ点をカプラ20から取得する。次に判定部13は、取得したデータ点のうち、回転トルクが所定の第1閾値以上になるデータ点を末尾とする所定の数のデータ点からなる回転トルクのデータ列について、正規化トルクのデータ列を生成する。ここで、正規化トルクのデータ列とは、回転トルクのデータ列の最初のデータ点における回転トルクに対する、それぞれのデータ点における回転トルクの変化量をいう。また、第1閾値は、ネジ締めシステム1がネジの仮締めを完了し、本締めを開始する時の、回転用サーボ30の回転トルクについての所定の値である。
図5は、本実施形態に係るネジ締め不良判定処理の一例を示すフローチャートである。判定部13による、ネジ締め動作における不良の発生の判定について、図5を用いて説明する。
以上、本発明の実施の形態を詳細に説明してきたが、前述までの説明はあらゆる点において本発明の例示に過ぎない。本発明の範囲を逸脱することなく種々の改良や変形を行うことができることは言うまでもない。例えば、以下のような変更が可能である。なお、以下では、上記実施形態と同様の構成要素に関しては同様の符号を用い、上記実施形態と同様の点については、適宜説明を省略した。以下の変形例は適宜組み合わせ可能である。
(i)学習部70の処理を開始した直後であること、
(ii)判定部13による所定の回数の判定が行われること、
(iii)最後に学習開始の条件を満たしてから所定の期間が経過すること、および
(iv)外部から学習開始の指示を受け付けること
である。これらの条件のいずれかを満たした場合に、学習部70は、学習開始の条件を満たしたと判定する。ただし、学習開始の条件はこれらに限られない。また、これらのうち1以上を、学習開始の条件としなくてもよい。
PLC10の制御ブロック(特に判定部13)および学習部70は、集積回路(ICチップ)等に形成された論理回路(ハードウェア)によって実現してもよいし、ソフトウェアによって実現してもよい。
10 PLC(ネジ締め不良判定装置)
30 回転用サーボ(第1モータ)
40 往復用サーボ(第2モータ)
51 ドライバー
70 学習部(学習装置)
Claims (7)
- ネジを締めるためのドライバーの、軸周りでの回転運動を生じさせるモータの回転トルクを所定の周期でサンプリングしたデータ点のうち、前記回転トルクが所定の第1閾値以上になるデータ点を末尾とする、所定の数のデータ点からなる前記回転トルクのデータ列について、当該データ列の最初のデータ点における前記回転トルクに対する、それぞれのデータ点における前記回転トルクの変化量である正規化トルクのデータ列を生成し、
前記正規化トルクのデータ列に基づいてネジ締めに不良が発生しているか否かを判定する判定部を備え、
前記所定の数は、前記正規化トルクのデータ列と、当該正規化トルクのデータ列についての正常または不良の判定結果とを含む学習用データに基づいて、学習によって決定されるネジ締め不良判定装置。 - 前記判定部は、前記正規化トルクのデータ列のうち、所定の位置のデータ点における前記正規化トルクが所定の第2閾値以上である場合に、前記ネジ締めに不良が発生していると判定する請求項1に記載のネジ締め不良判定装置。
- 前記正規化トルクのデータ列と、当該正規化トルクのデータ列についての正常または不良の判定結果とを含む学習用データに基づいて、請求項2に記載のネジ締め不良判定装置における前記所定の数、前記所定の位置、および、前記所定の第2閾値のうち1以上を学習によって決定し、
決定した前記所定の数、前記所定の位置、または、前記所定の第2閾値を前記ネジ締め不良判定装置に出力する学習装置。 - 前記判定部による所定の回数の判定、所定の期間の経過、または外部からの指示があった場合に、前記ネジ締めにおける前記正規化トルクのデータ列、および前記判定部による判定結果に基づいて、前記所定の数、前記所定の位置、および、前記所定の第2閾値のうち1以上を学習によって更新する請求項3に記載の学習装置。
- 前記判定部は、前記正規化トルクのデータ列のうち、所定の範囲のデータ点における前記正規化トルクの合計が所定の第3閾値以上である場合に前記ネジ締めに不良が発生していると判定する請求項1に記載のネジ締め不良判定装置。
- 前記正規化トルクのデータ列と、当該正規化トルクのデータ列についての正常または不良の判定結果とを含む学習用データとに基づいて、請求項5に記載のネジ締め不良判定装置における前記所定の数、前記所定の範囲、および、前記所定の第3閾値のうち1以上を学習によって決定し、
決定した前記所定の数、前記所定の範囲、または、前記所定の第3閾値を前記ネジ締め不良判定装置に出力する学習装置。 - 前記判定部による所定の回数の判定、所定の期間の経過、または外部からの指示があった場合に、前記ネジ締めにおける前記正規化トルクのデータ列、および前記判定部による判定結果に基づいて、前記所定の数、前記所定の範囲、および、前記所定の第3閾値のうち1以上を学習によって更新する請求項6に記載の学習装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020088129A JP7600542B2 (ja) | 2020-05-20 | 2020-05-20 | ネジ締め不良判定装置 |
| CN202180027740.2A CN115397620B (zh) | 2020-05-20 | 2021-03-02 | 螺固不良判定装置以及学习装置 |
| US17/919,284 US12220777B2 (en) | 2020-05-20 | 2021-03-02 | Screw tightening defect determination device and learning device |
| PCT/JP2021/007993 WO2021235041A1 (ja) | 2020-05-20 | 2021-03-02 | ネジ締め不良判定装置 |
| EP21808738.5A EP4155028A4 (en) | 2020-05-20 | 2021-03-02 | DEVICE FOR DETERMINING SCREW DEFECTS |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020088129A JP7600542B2 (ja) | 2020-05-20 | 2020-05-20 | ネジ締め不良判定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021181145A JP2021181145A (ja) | 2021-11-25 |
| JP7600542B2 true JP7600542B2 (ja) | 2024-12-17 |
Family
ID=78605889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020088129A Active JP7600542B2 (ja) | 2020-05-20 | 2020-05-20 | ネジ締め不良判定装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12220777B2 (ja) |
| EP (1) | EP4155028A4 (ja) |
| JP (1) | JP7600542B2 (ja) |
| CN (1) | CN115397620B (ja) |
| WO (1) | WO2021235041A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE546511C2 (en) * | 2022-12-09 | 2024-11-19 | Atlas Copco Ind Technique Ab | Configuration of tightening tool |
| SE546906C2 (en) * | 2023-05-04 | 2025-03-04 | Atlas Copco Ind Technique Ab | Method and device for enabling ml estimation of tightening class utilizing normalization |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005095942A (ja) | 2003-09-25 | 2005-04-14 | Toyota Motor Corp | レーザ溶接品質検査方法及び装置 |
| JP2013061695A (ja) | 2011-09-12 | 2013-04-04 | Hitachi Ltd | 発電プラントの診断装置、及び発電プラントの診断方法 |
| WO2015045871A1 (ja) | 2013-09-25 | 2015-04-02 | 戸津勝行 | 自動ねじ締め制御および管理方法並びにシステム |
| WO2016042597A1 (ja) | 2014-09-16 | 2016-03-24 | 株式会社エニイワイヤ | 電動ドライバ管理システム |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6150777A (ja) * | 1984-08-14 | 1986-03-13 | 株式会社小松製作所 | ボルトの締付け装置 |
| JPS61182781A (ja) * | 1985-02-05 | 1986-08-15 | 株式会社小松製作所 | ボルトの締付け状態の異常判定方法 |
| JP2666896B2 (ja) * | 1987-07-14 | 1997-10-22 | 株式会社ユタニ | 締付工具の制御・監視装置 |
| US5549169A (en) | 1993-01-13 | 1996-08-27 | Nippondenso Co., Ltd. | Screw tightening apparatus |
| EP2159006A4 (en) * | 2007-06-18 | 2012-05-23 | Tohnichi Mfg Co Ltd | DEVICE WITH DYNAMOMETRIC TOOL |
| JP4961418B2 (ja) | 2008-12-26 | 2012-06-27 | オムロン株式会社 | 電動工具 |
| JP2012200807A (ja) | 2011-03-24 | 2012-10-22 | Denso Wave Inc | 螺子締めロボットのパラメータ自動調整装置 |
| JP6528232B2 (ja) | 2015-02-10 | 2019-06-12 | 勝行 戸津 | 電動回転工具のねじ締め状態検出装置及びそのトルク調整方法並びにその使用によるねじ締め制御方法 |
| JP2017030088A (ja) | 2015-07-31 | 2017-02-09 | ファナック株式会社 | 機械学習装置、ネジ締付システムおよびその制御装置 |
| DE102017219477A1 (de) | 2017-11-02 | 2019-05-02 | Bayerische Motoren Werke Aktiengesellschaft | Montage einer Schraubverbindung |
| CN110146213A (zh) * | 2018-06-01 | 2019-08-20 | 华晨宝马汽车有限公司 | 用于检测拧紧工具的拧紧质量的方法和装置及存储介质 |
| JP2020001147A (ja) | 2018-07-02 | 2020-01-09 | オムロン株式会社 | 電動工具およびその制御方法、制御プログラム |
-
2020
- 2020-05-20 JP JP2020088129A patent/JP7600542B2/ja active Active
-
2021
- 2021-03-02 EP EP21808738.5A patent/EP4155028A4/en not_active Withdrawn
- 2021-03-02 CN CN202180027740.2A patent/CN115397620B/zh active Active
- 2021-03-02 US US17/919,284 patent/US12220777B2/en active Active
- 2021-03-02 WO PCT/JP2021/007993 patent/WO2021235041A1/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005095942A (ja) | 2003-09-25 | 2005-04-14 | Toyota Motor Corp | レーザ溶接品質検査方法及び装置 |
| JP2013061695A (ja) | 2011-09-12 | 2013-04-04 | Hitachi Ltd | 発電プラントの診断装置、及び発電プラントの診断方法 |
| WO2015045871A1 (ja) | 2013-09-25 | 2015-04-02 | 戸津勝行 | 自動ねじ締め制御および管理方法並びにシステム |
| WO2016042597A1 (ja) | 2014-09-16 | 2016-03-24 | 株式会社エニイワイヤ | 電動ドライバ管理システム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115397620A (zh) | 2022-11-25 |
| WO2021235041A1 (ja) | 2021-11-25 |
| CN115397620B (zh) | 2024-11-22 |
| US20230182241A1 (en) | 2023-06-15 |
| US12220777B2 (en) | 2025-02-11 |
| JP2021181145A (ja) | 2021-11-25 |
| EP4155028A4 (en) | 2025-01-08 |
| EP4155028A1 (en) | 2023-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7600542B2 (ja) | ネジ締め不良判定装置 | |
| US7243260B2 (en) | Programmable controller unit and method of automatically restoring memory | |
| CN111633600B (zh) | 电批及其控制方法 | |
| CN112910353B (zh) | 一种基于传感器偏差自校正的电机控制方法、装置和系统 | |
| US20230271282A1 (en) | Screw tightening system, controller, and non-transitory storage medium | |
| CN105511850B (zh) | 螺接和/或铆接系统以及监控螺接和/或铆接系统的方法 | |
| US11512949B2 (en) | Screw length determination system, screw-tightening system and storage medium | |
| JP2001050830A (ja) | パワーステアリング用トルクセンサ | |
| JP7031558B2 (ja) | ネジ長判定システム、ネジ締めシステムおよびプログラム | |
| US7447897B2 (en) | Method for booting up embedded system | |
| JP2008287643A (ja) | 電子コントロールユニットの監視装置 | |
| WO2020189031A1 (ja) | 情報処理装置、情報処理方法、及び情報処理プログラム | |
| US20230222071A1 (en) | Control device and electronic control device | |
| JP2021169128A (ja) | ねじ締付装置及びねじ締付方法 | |
| CN113557103A (zh) | 螺固不良判定装置、螺固装置、螺固不良判定方法以及控制程序 | |
| CN114088049B (zh) | 可水平或竖直安装的智能监控终端及其安装方向确定方法 | |
| JP7192458B2 (ja) | 情報処理装置、情報処理方法および情報処理プログラム | |
| CN118413134A (zh) | 电机的控制方法、控制器和存储介质 | |
| US20100091026A1 (en) | Detecting method for display device using driving circuit | |
| CN117178239A (zh) | 数据处理系统、数据处理方法以及程序 | |
| JP5765728B2 (ja) | 集積回路、および信号処理方法 | |
| JP2006262961A (ja) | ミシンのモータ制御装置 | |
| CN119146645A (zh) | 电流环带宽的修正方法、装置、电子设备及介质 | |
| JP2000181583A (ja) | 瞬断検出装置 | |
| JP2013234888A (ja) | 角速度センサの検査装置および角速度センサの検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240919 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7600542 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |