JP7601170B1 - ガスメタルアーク溶接継手 - Google Patents
ガスメタルアーク溶接継手 Download PDFInfo
- Publication number
- JP7601170B1 JP7601170B1 JP2023167497A JP2023167497A JP7601170B1 JP 7601170 B1 JP7601170 B1 JP 7601170B1 JP 2023167497 A JP2023167497 A JP 2023167497A JP 2023167497 A JP2023167497 A JP 2023167497A JP 7601170 B1 JP7601170 B1 JP 7601170B1
- Authority
- JP
- Japan
- Prior art keywords
- less
- gas
- content
- weld metal
- welded joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Arc Welding In General (AREA)
- Heat Treatment Of Steel (AREA)
Abstract

【解決手段】シールドガスとワイヤを用いて溶接金属を形成してなる鋼材のガスメタルアーク溶接継手であって、鋼材が高Mn含有オーステナイト鋼であり、溶接金属の化学組成が質量%で、C:0.15%~0.80%、Si:0.10%~1.00%、Mn:17.0%~30.0%、P:0.030%以下、S:0.030%以下、Al:0.001%~0.100%、Cr:0.4%~5.5%、Mo:0.01%~3.50%、Ni:0.01%~10.00%、N:0.0200%~0.1500%を含有し、残部がFe及び不可避的不純物からなることを特徴とする溶接継手である。
【選択図】図1
Description
〔1〕シールドガスとソリッドワイヤを用いて溶接金属を形成してなる鋼材のガスメタルアーク溶接継手であって、
前記鋼材が、高Mn含有オーステナイト鋼であり、
前記鋼材の化学組成が、質量%で、
C:0.10%~0.70%、
Si:0.05%~1.00%、
Mn:18.0%~30.0%、
P:0.030%以下、
S:0.007%以下、
Al:0.010%~0.070%、
Cr:2.50%~7.00%、
N:0.0050%~0.0500%、
O(酸素):0.0050%以下
を含有し、残部がFe及び不可避的不純物からなり、
前記溶接金属の化学組成が、質量%で、
C:0.15%~0.80%、
Si:0.10%~1.00%、
Mn:17.0%~30.0%、
P:0.030%以下、
S:0.030%以下、
Al:0.001%~0.100%、
Cr:0.4%~5.5%、
Mo:0.01%~3.50%、
Ni:0.01%~10.00%、
N:0.0200%~0.1500%
を含有し、残部がFe及び不可避的不純物からなる
ことを特徴とするガスメタルアーク溶接継手。
〔2〕前記〔1〕において、前記鋼材の化学組成がさらに、質量%で、
Mo:0.01%~2.00%、
V:0.01%~2.00%、
W:0.01%~2.00%、
Ni:0.01%~4.00%、
REM:0.0010%~0.0200%及び
B:0.0003%~0.0030%
のうちから選ばれた1種又は2種以上を含有する
ことを特徴とするガスメタルアーク溶接継手。
〔3〕前記〔1〕又は〔2〕において、前記溶接金属の化学組成がさらに、質量%で、
V:0.01%~1.00%、
Ti:0.010%~1.000%、
Nb:0.010%~1.000%、
W:0.01%~1.00%、
Cu:0.01%~1.00%及び
B:0.0015%以下
のうちから選ばれた1種又は2種以上を含有する
ことを特徴とするガスメタルアーク溶接継手。
〔4〕前記〔1〕ないし〔3〕のいずれか一つにおいて、前記シールドガスが、下記の〔A〕又は〔B〕のいずれかのガスであることを特徴とするガスメタルアーク溶接継手。
〔A〕体積%で1.0%以上30.0%未満の窒素ガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
〔B〕体積%で1.0%以上30.0%未満の窒素ガス及び56.0%以上79.2%未満のArガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
〔5〕前記〔1〕ないし〔4〕のいずれか一つにおいて、前記ソリッドワイヤのN含有量が、質量%で、0.4000%以下であることを特徴とするガスメタルアーク溶接継手。
〔6〕前記〔1〕ないし〔5〕のいずれか一つにおいて、前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(vE-196)が28J以上であることを特徴とするガスメタルアーク溶接継手。
まず、母材となる鋼材について、説明する。使用する鋼材は、高Mn含有オーステナイト鋼であれば問われない。本発明において、高Mn含有オーステナイト鋼の「高Mn含有」とは、鋼材組成におけるMnが、質量%で、18.0%~30.0%含有していることとした。また、高Mn含有オーステナイト鋼のオーステナイト鋼とは、基地相(金属組織)がオーステナイト相である鋼材のことである。すなわち、鋼材の結晶構造が体心立方構造(bcc)である場合、その鋼材は、低温環境下で脆性破壊を起こす可能性があるため、低温環境下での使用には適していない。ここに、低温環境下での使用を想定したとき,鋼材の金属組織の基地相は、結晶構造が面心立方構造(fcc)であるオーステナイト組織であることが必須となる。なお、「基地相がオーステナイト相である」とは、オーステナイト相が面積率で90%以上であることを意味する。オーステナイト相以外の残部は、フェライト相またはマルテンサイト相、あるいは炭化物などの析出物である。より好ましくは、オーステナイト相が95%以上であり、100%がさらに好ましい。
ここで、本発明に係る鋼材の化学組成を次に説明する。なお、本明細書において、「化学組成」における「%」は「質量%」であることを意味する。
本発明で使用する鋼材は、前述のMnを18.0%~30.0%含有する高Mn鋼材であり、他の基本組成としては、次のとおりである。C:0.10%~0.70%、Si:0.05%~1.00%、P:0.030%以下、S:0.007%以下、Al:0.010%~0.070%、Cr:2.50%~7.00%、N:0.0050%~0.0500%、O(酸素):0.0050%以下である。そして、残部がFe、任意的選択組成及び不可避的不純物からなる化学組成を有する高Mn鋼である。化学組成の限定理由は、以下のとおりである。
Cは、オーステナイト相を安定化させ、極低温衝撃靭性を向上させる作用を有する安価で重要な元素である。このような効果を得るためには、C含有量は、0.10%以上とする。好ましくは、0.20%以上であり、より好ましくは、0.25%以上であり、さらに好ましくは、0.30%以上であり、最も好ましくは、0.35%以上である。一方、0.70%を超えてCを含有すると、Cr炭化物が過度に生成され、極低温衝撃靱性が低下する。このため、C含有量は、0.70%以下とする。好ましくは、0.65%以下であり、より好ましくは、0.63%以下であり、さらに好ましくは、0.61%以下であり、最も好ましくは、0.60%以下である。
Siは、脱酸剤として作用するとともに、鋼中に固溶して固溶強化により鋼材の高強度化に寄与する元素である。このような効果を得るためには、Si含有量は、0.05%以上とする。好ましくは、0.07%以上であり、より好ましくは、0.10%以上であり、さらに好ましくは、0.15%であり、最も好ましくは、0.20%以上である。一方、1.00%を超えて含有すると、溶接性が低下する。このため、Si含有量は、1.00%以下とする。好ましくは、0.80%以下であり、より好ましくは、0.70%以下であり、さらに好ましくは、0.65%以下であり、最も好ましくは、0.60%以下である。
Mnは、オーステナイト相を安定化させる作用を有する比較的安価な元素であり、高強度と優れた極低温衝撃靱性を両立するために重要な元素である。このような効果を得るためには、18.0%以上の含有を必要とする。このため、Mn含有量は、18.0%以上とする。好ましくは、20.0%以上であり、より好ましくは、22.0%以上であり、さらに好ましくは、24.0%以上である。一方、30.0%を超えて含有しても、極低温衝撃靱性を向上させる効果が飽和し、含有量に見合う効果が期待できなくなり、経済的に不利となる。また、30.0%を超えて多量に含有すると、切断性の低下を招くとともに、Mn偏析を助長し、応力腐食割れの発生を助長する。このため、Mn含有量は、30.0%以下とする。好ましくは、29.0%以下であり、より好ましくは、28.5%以下であり、さらに好ましくは、28.0%以下である。
Pは、不純物として、粒界に偏析し、応力腐食割れの発生起点となる元素であり、本発明では、可能なかぎり低減することが望ましいが、0.030%以下であれば許容できる。このため、P含有量は、0.030%以下とする。好ましくは、0.028%以下であり、より好ましくは、0.024%以下であり、さらに好ましくは、0.020%以下であり、最も好ましくは、0.015%以下である。一方、P含有量を0.002%未満と極端に低減するには、長時間の精錬を必要とし、精錬コストが高騰する。このため、経済的な観点から、P含有量は、0.002%以上とすることが好ましい。
Sは、鋼中では、硫化物系介在物として存在し、鋼材、溶接金属の延性、極低温衝撃靭性を低下させる。このため、Sは、可能なかぎり低減することが望ましいが、0.007%以下であれば許容できる。したがって、S含有量は、0.007%以下とする。好ましくは、0.005%以下であり、より好ましくは、0.004%以下である。一方、Sを0.0005%未満と極端に低減するには、長時間の精錬を必要とし、精錬コストが高騰する。このため、経済性の観点から、S含有量は、0.0005%以上とすることが好ましい。
Alは、脱酸剤として作用し、鋼材の溶鋼脱酸プロセスにおいて、もっとも汎用的に使われる元素である。このような効果を得るためには、Al含有量は、0.010%以上とする。好ましくは、0.020%以上であり、より好ましくは、0.030%以上である。一方、0.070%を超えて含有すると、溶接時にAlが溶接金属部に混入して、溶接金属の靭性を低下させる。このため、Al含有量は、0.070%以下とする。好ましくは、0.060%以下であり、より好ましくは、0.050%以下である。
Crは、オーステナイト相を安定化させ、極低温衝撃靱性の向上及び鋼材強度の向上に有効に寄与する元素である。また、微細結晶域を形成させるために効果的な元素である。このような効果を得るためには、Cr含有量は、2.50%以上とする。好ましくは、3.00%以上であり、より好ましくは、3.30%以上であり、さらに好ましくは、3.50%以上であり、最も好ましくは、4.00%以上である。一方、7.00%を超えてCrを含有すると、Cr炭化物が生成し、極低温衝撃靭性及び耐応力腐食割れ性が低下する。このため、Cr含有量は、7.00%以下とする。好ましくは、6.80%以下であり、より好ましくは、6.50%以下であり、さらに好ましくは、6.00%以下である。
Nは、オーステナイト相を安定化する作用を有する元素であり、極低温衝撃靱性の向上に有効に寄与する。このような効果を得るためには、N含有量は、0.0050%以上とする。好ましくは、0.0060%以上であり、より好ましくは、0.0070%以上であり、さらに好ましくは、0.0080%以上である。一方、0.0500%を超えて含有すると、鋼材製造過程で窒化物又は炭窒化物が粗大化し、極低温衝撃靭性が低下する。このため、N含有量は、0.0500%以下とする。好ましくは、0.0450%以下であり、より好ましくは、0.0400%以下であり、さらに好ましくは、0.0350%以下である。
O(酸素)は、鋼中では酸化物系介在物として存在し、鋼材の極低温衝撃靱性を低下させる。このため、O(酸素)は、できるだけ低減することが好ましいが、0.0050%以下であれば許容できる。このため、O(酸素)含有量は、0.0050%以下とする。好ましくは、0.0045%以下であり、より好ましくは0.0040%以下である。一方、O(酸素)を0.0005%未満と極端に低減するには、長時間の精錬を必要とし、精錬コストが高騰する。このため、経済性の観点から、O(酸素)は、0.0005%以上とすることが好ましい。より好ましくは、0.0006%以上である。
上述した化学組成が高Mn鋼の好ましい基本組成であるが、この基本組成に加え、必要に応じて含有してもよい任意的選択組成を次に示す。それらは、Mo:0.01%~2.00%、V:0.01%~2.00%、W:0.01%~2.00%、Ni:0.01%~4.00%、REM:0.0010%~0.0200%及びB:0.0003%~0.0030%のうちの1種又は2種以上である。それぞれの組成の限定理由は、次のとおりである。
Mo、V及びWは、いずれも、オーステナイト相の安定化に寄与するとともに、鋼材の強度向上、極低温衝撃靭性の向上にも寄与する元素であり、必要に応じて1種又は2種以上選択して含有することができる。このような効果を得るためには、Mo、V及びWの含有量をそれぞれ0.01%以上含有することが好ましい。一方、Mo、V及びWの含有量がそれぞれ2.00%を超えて含有すると、粗大な炭窒化物が増加し、破壊の起点となり、極低温衝撃靭性が低下する。このため、Mo、V及びWを含有する場合には、2.00%以下とするのが好ましい。より好ましくは、Mo、V及びWの含有量いずれもが1.70%以下であり、さらに好ましくは、1.50%以下である。
Niは、オーステナイト相の安定化に寄与するとともに、オーステナイト粒界を強化する元素であり、鋼材の極低温衝撃靭性の向上にも寄与する元素である。このような効果をえるためには、Ni含有量を0.01%以上含有することが好ましい。より好ましくは、0.10%以上、さらに好ましくは、0.20%以上である。一方、Niは高価な元素であり、4.00%を超える含有は、経済的に不利となる。そのため、Ni含有量は、4.00%以下とするのが好ましい。より好ましくは、3.75%以下であり、さらに好ましくは、3.50%以下である。
REMは、Sc、Y、La、Ceなどの希土類元素であり、介在物の形態制御を介し、鋼材の靭性向上、さらには延性、耐硫化物応力腐食割れ性を向上させる作用を有する元素である。このような効果を得るためには、REM含有量は、0.0010%以上とするのが好ましい。より好ましくは、0.0015%以上である。一方、0.0200%を超えて含有すると、非金属介在物量が増加し、靭性、さらには延性、耐硫化物応力割れ性が低下することがある。このため、REM含有量は、0.0200%以下とするのが好ましい。より好ましくは、0.0180%以下である。
Bは、粒界に偏析し、鋼材の靭性向上に寄与する作用を有する元素である。このような効果を得るためには、B含有量は、0.0003%以上とするのが好ましい。より好ましくは、0.0008%以上である。一方、0.0030%を超えて含有すると、粗大な窒化物や炭化物が増加し、靭性が低下することがある。このため、B含有量は、0.0030%以下とするのが好ましい。より好ましくは、0.0018%以下である。
上述した化学組成以外の残部組成は、Fe及び不可避的不純物からなる。なお、不可避的不純物としては、Ca、Mg、Ti、Nb、Cuが例示でき、合計で0.05%以下であれば許容できる。また、前述の基本組成及び任意的選択組成を満足する限り、これら以外の元素を含有させても良く、そのような実施態様も本発明の技術的範囲に含まれる。
さらに、本発明で使用する高Mn鋼の好ましい製造方法について説明する。なお、以下に記載の方法以外の製造方法であっても、同等の高Mn鋼が得られれば良く、以下の製造方法に限定されるものではない。
本発明では、上述した高Mn鋼同士を、ガスメタルアーク溶接により一層又は多層の溶接金属からなる溶接金属部を形成した溶接継手とする。
Cは、固溶強化により、溶接金属の強度を上昇させる作用を有する元素であり、また、Cは、オーステナイト相を安定化させ、溶接金属の極低温衝撃靭性を向上させる。このような効果を得るためには、0.15%以上の含有を必要とする。このため、C含有量は、0.15%以上とする。好ましくは、0.20%以上であり、より好ましくは、0.25%以上であり、さらに好ましくは、0.28%以下である。一方、0.80%を超えて含有すると、炭化物が析出し、極低温衝撃靭性が低下し、さらに、溶接時の高温割れが生じやすくなる。そのため、C含有量は、0.80%以下とする。好ましくは、0.75%以下であり、より好ましくは、0.70%以下であり、さらに好ましくは、0.65%以下であり、最も好ましくは、0.63%以下である。
Siは、脱酸剤として作用し、Mnの歩留りを高めるとともに、溶融金属の粘性を高め、ビード形状を安定的に保持する効果がある。そのような効果を得るためには、0.10%以上の含有を必要とする。このため、Si含有量は、0.10%以上とする。好ましくは、0.15%以上であり、より好ましくは、0.20%以上であり、さらに好ましくは、0.25%以上であり、最も好ましくは、0.28%以上である。一方、1.00%を超えて含有すると、溶接金属の極低温衝撃靭性を低下させる。また、Siは、凝固時に偏析し、凝固セル界面に液相を生成して、耐高温割れ性を低下させる。そのため、Si含有量は、1.00%以下とする。好ましくは、0.80%以下であり、より好ましくは、0.75%以下であり、さらに好ましくは、0.70%以下である。
Mnは、安価に、オーステナイト相を安定化する元素であり、本発明では17.0%以上の含有を必要とする。Mnが17.0%未満では、溶接金属中にフェライト相が生成し、極低温衝撃靭性が著しく低下する。このため、Mn含有量は、17.0%以上とする。好ましくは、18.0%以上であり、より好ましくは、19.0%以上である。一方、Mnが30.0%を超えると、凝固時に過度のMn偏析が発生し、高温割れを誘発する。そのため、Mn含有量は、30.0%以下とする。好ましくは、28.0%以下であり、より好ましくは、27.0%以下である。
Pは、結晶粒界に偏析し、高温割れを誘発する元素であり、本発明では、できるだけ低減することが好ましいが、0.030%以下であれば、許容できる。そのため、P含有量は、0.030%以下とする。好ましくは、0.020%以下であり、より好ましくは、0.018%以下であり、さらに好ましくは、0.016%以下であり、最も好ましくは、0.014%以下である。なお、過度の低減は、精錬コストの高騰を招く。そのため、P含有量は、0.002%以上に調整することが好ましい。
Sは、溶接金属中では、硫化物系介在物MnSとして存在する。MnSは、破壊の発生起点となるため、極低温衝撃靭性を低下させる。そのため、S含有量は、0.030%以下とする。好ましくは、0.025%以下であり、より好ましくは、0.020%以下であり、さらに好ましくは、0.017%以下である。なお、過度の低減は、精錬コストの高騰を招く。そのため、S含有量は、0.001%以上に調整することが好ましい。
Alは、脱酸剤として作用し、溶融金属の粘性を高め、ビード形状を安定的に保持する重要な作用を有する。また、Alは、溶融金属の固液共存領域の温度範囲を狭め、溶接金属の高温割れ発生の抑制に寄与する。このような効果は、0.001%以上の含有で顕著となるため、Al含有量は、0.001%以上とする。好ましくは、0.005%以上であり、より好ましくは、0.010%以上である。一方、0.100%を超えて含有すると、溶融金属の粘性が高くなりすぎて、逆に、ビードが広がらず融合不良などの欠陥が増加する。そのため、Al含有量は、0.100%以下とする。好ましくは、0.060%以下であり、より好ましくは、0.050%以下であり、さらに好ましくは0.040%以下である。
Crは、極低温ではオーステナイト相を安定化させる元素として働き、溶接金属の極低温破壊靭性を向上させる効果を有する。また、溶接金属の強度を向上させる効果、溶融メタルの液相線温度を高めて、溶接施工の際の溶接金属の高温割れを防止する効果、及び溶接金属の耐食性を向上させる効果も有する。Cr含有量が少なすぎると、これらの効果は得られない。このような効果を発揮するには、0.4%以上含有させる必要がある。好ましくは、0.6%以上であり、より好ましくは、0.8%以上である。一方、Cr含有量が多すぎると、溶接金属中にCr炭化物が析出するので、溶接金属の極低温破壊靭性が低下するため、5.5%以下とする必要がある。好ましくは、5.0%以下であり、より好ましくは、4.5%以下である。
Moは、オーステナイト粒界を強化する元素であり、粒界に偏析し、溶接金属の強度を向上させる。また、固溶強化により溶接金属の強度を向上させる作用も有する。このような効果を発現するためには、Mo含有量を0.01%以上とする必要がある。好ましくは、0.30%以上であり、より好ましくは、0.50%以上であり、さらに好ましくは、1.00%以上である。一方、3.50%を超えて含有すると、炭化物として析出し、破壊の発生起点となり、極低温衝撃靭性の低下を招く。そのため、Mo含有量は、3.50%以下とする。好ましくは、3.20%以下であり、より好ましくは、3.00%以下であり、さらに好ましくは、2.50%以下である。
Niは、オーステナイト粒界を強化する元素であり、粒界に偏析し、極低温衝撃靱性を向上させる。また、Niは、オーステナイト相を安定化する効果もあるため、さらに含有量を増加すれば、オーステナイト相を安定化させて、溶接金属の極低温衝撃靭性を向上させる。この効果を発現させるためには,Ni含有量が0.01%以上必要である。好ましくは、0.02%以上であり、より好ましくは、0.05%以上であり、さらに好ましくは、1.00%以上である。一方、Niは、高価な元素であり、10.00%を超える含有は、経済的に不利となる。そのため、Ni含有量は、10.00%以下とする。好ましくは、8.00%以下であり、より好ましくは、7.00%以下であり、さらに好ましくは、6.50%以下であり、最も好ましくは、6.00%以下である。
Nは、不可避的に混入する元素であるが、本発明では意図的に混入させる。Nは、Cと同様に、溶接金属の強度向上に有効に寄与するとともに、オーステナイト相を安定化し、極低温衝撃靱性の安定的向上に寄与する。さらに、Nは、含有量を増加させると、固液共存温度範囲を狭める効果を有し、高Mn鋼の高温割れ発生を抑制させる添加元素である。このような効果は、0.0200%以上の含有で顕著となる。このため、N含有量は、0.0200%以上とする。好ましくは、0.0500%以上であり、より好ましくは、0.0800%以上であり、さらに好ましくは、0.1000%以上である。一方、0.1500%を超えて含有すると、窒化物を形成し、低温靱性が低下し、固溶Nが多くなり過ぎて、ブローホールやピットなどの溶接欠陥が発生する。そのため、Nは、0.1500%以下とする。好ましくは、0.1400%以下であり、より好ましくは、0.1300%以下である。
本発明の溶接金属は、上述した組成が基本の化学組成であるが、この化学組成に加えて、さらに、任意的選択組成として、必要に応じて、V:0.01%~1.00%、Ti:0.010%~1.000%、Nb:0.010%~1.000%、W:0.01%~1.00%、Cu:0.01%~1.00%及びB:0.0015%以下のうちから選ばれた1種又は2種以上を選択して含有することができる。それぞれの組成の限定理由は、次のとおりである。
Vは、炭化物形成元素であり、微細な炭化物を析出させて、溶接金属の強度向上に寄与する。このような効果を得るためには、Vを含有する場合には、0.01%以上含有することが好ましい。より好ましくは、0.02%以上である。一方、1.00%を超えて含有すると、炭化物が粗大化して、破壊の発生起点となり、極低温衝撃靭性の低下を招く。そのため、Vを含有する場合には、1.00%以下とすることが好ましい。より好ましくは、0.80%以下であり、さらに好ましくは、0.60%以下である。
Tiは、炭化物形成元素であり、微細な炭化物を析出させて、溶接金属の強度向上に寄与する。また、Tiは、溶接金属の凝固セル界面に炭化物を析出させて、高温割れの発生抑制に寄与する。このような効果を得るためには、Tiは、0.010%以上含有することが好ましい。より好ましくは、0.015%以上である。一方、Tiが1.000%を超えて含有すると、炭化物が粗大化して、破壊の発生起点となり、極低温衝撃靭性の低下を招く。そのため、Ti含有量は、1.000%以下にすることが好ましい。より好ましくは、0.800%以下であり、さらに好ましくは、0.600%以下である。
Nbは、炭化物形成元素であり、炭化物を析出させて、溶接金属の強度向上に寄与する元素である。また、Nbは、溶接金属の凝固セル界面に炭化物を析出させて、高温割れの発生抑制に寄与する。このような効果を得るためには、Nbは、0.010%以上含有することが好ましい。より好ましくは、0.015%以上である。一方、Nbが1.000%を超えると、炭化物が粗大化して、破壊の発生起点となり、極低温衝撃靭性の低下を招く。そのため、Nb含有量は、1.000%以下とすることが好ましい。より好ましくは、0.800%以下であり、さらに好ましくは0.700%以下であり、最も好ましくは、0.600%以下である。
Wは、炭化物形成元素であり、炭化物を析出させて、溶接金属の強度向上に寄与する元素であり、さらに、オーステナイト相の安定化に寄与し、極低温衝撃靭性を向上させる。また、Wは、溶接金属の凝固セル界面に炭化物を析出させて、高温割れの発生抑制に寄与する。このような効果を得るためには、Wを0.01%以上含有することが好ましい。より好ましくは、0.02%以上であり、さらに好ましくは、0.05%以上である。一方、Wが1.00%を超えると、炭化物が粗大化して、破壊の発生起点となり、極低温衝撃靭性の低下を招く。そのため、W含有量は、1.00%以下にすることが好ましい。より好ましくは、0.80%以下であり、さらに好ましくは、0.60%以下である。
Cuは、オーステナイト相を安定化する元素であり、極低温でもオーステナイト相を安定化させて、溶接金属の極低温衝撃靭性を向上させる。このような効果を得るためには、Cu含有量は、0.01%以上とすることが好ましい。より好ましくは、0.04%以上である。一方、Cuが1.00%を超えて多量に含有すると、凝固時に偏析し、溶接時の高温割れを誘発する。そのため、Cu含有量は、1.00%以下とすることが好ましい。より好ましくは、0.80%以下である。
Bは、粒界に偏析し、鋼材の靭性向上に寄与する作用を有する元素であるが、0.0015%を超えて含有すると、粗大な窒化物や炭化物が増加し、靭性が低下する。このため、B含有量は、0.0015%以下とすることが好ましい。より好ましくは、0.0010%以下であり、さらに好ましくは、0.0007%以下である。
上記した化学組成以外の残部は、Fe及び不可避的不純物からなる。なお、不可避的不純物としては、H、O、Mg、Ca、Zn、Re、REMなどが例示でき、合計で0.0100%以下であれば許容できる。また、前述の基本組成及び選択組成を満足する限り、これら以外の元素を含有させても良く、そのような実施態様も本発明の技術的範囲に含まれる。
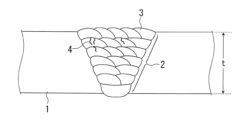
次に、本発明の溶接継手を作製するために好適なガスメタルアーク溶接方法に関する溶接条件等の具体例を例示して説明する。溶接した溶接継手の溶接金属部断面の一例を図1に示す。母材1となる鋼材の板厚tは、5mm~102mmである。
本発明では、ガスメタルアーク溶接のシールドガスとして、〔A〕体積%で、1.0%以上30.0%未満の窒素(N2)ガスを含有し、残部が炭酸ガス及び不可避的不純物からなるシールドガスを用いる。または、〔B〕体積%で、1.0%以上30.0%未満の窒素ガス及び56.0%以上79.2%未満のArガスを含有し、残部が炭酸ガス及び不可避的不純物からなるシールドガスを用いる。以上の〔A〕又は〔B〕のいずれかを選択して用いれば良い。なお、以下、ガス成分含有量における「%」は、「体積%」であることを意味する。
本発明は、上述した高Mn鋼同士を、ガスメタルアーク溶接方法により1層又は多層の溶接金属からなる溶接金属部を形成した溶接継手である。この時に使用するソリッドワイヤとして、好ましい化学組成を以下に示す。なお、以下、ソリッドワイヤの「化学組成」における「%」は、「質量%」であることを意味する。
溶接金属中のN含有量を増加させるために、従来の炭酸ガス又は炭酸ガスとアルゴンガスの混合ガスによるシールドガスを用いた場合には、溶接金属中へのN含有量が増加しないことから、N含有量を増加させたワイヤを用いることが好ましい。この場合には、ワイヤのN含有量は、0.4000%以下とするのが好ましい。ワイヤのN含有量が、0.4000%を超えると、溶接金属中への添加量が過多となり、粒界強度と比べて粒内強度が過度に強くなるため、粒界から破壊が発生し、極低温衝撃靭性が悪化することがある。したがって、シールドガスに従来の炭酸ガス又は炭酸ガスとアルゴンガスの混合ガスによるシールドガスを用いた場合には、N含有量は、0.4000%以下とするのが好ましい。より好ましくは、0.3800%以下であり、さらに好ましくは、0.3600%以下である。
Cは、固溶強化により、溶接金属の強度を上昇させる作用を有する元素であり、また、Cは、オーステナイト相を安定化させ、溶接金属の極低温衝撃靭性を向上させる作用を有する安価で重要な元素である。このような効果を得るためには、C含有量は、0.20%以上とするのが好ましい。より好ましくは、0.25%以上であり、さらに好ましくは、0.28%以上である。一方、0.80%を超えて含有すると、溶接金属中に炭化物が過度に生成され、極低温衝撃靭性が低下し、さらに、溶接時の高温割れが生じやすくなることがある。そのため、C含有量は、0.80%以下とするのが好ましい。より好ましくは、0.75%以下であり、さらに好ましくは、0.70%以下であり、最も好ましくは、0.63%以下である。
Siは、脱酸剤として作用し、Mnの歩留りを高めるとともに、溶融金属の粘性を高め、ビード形状を安定的に保持する効果がある。そのような効果を得るためには、Si含有量は、0.15%以上とするのが好ましい。より好ましくは、0.18%以上であり、さらに好ましくは、0.20%以上であり、最も好ましくは、0.25%以上である。一方、1.00%を超えて含有すると、溶接金属の極低温衝撃靭性を低下させ、また、凝固時に偏析し、凝固セル界面に液相を生成して、耐高温割れ性を悪化させることがある。そのため、Si含有量は、0.90%以下とするのが好ましい。より好ましくは、0.80%以下であり、さらに好ましくは、0.75%以下であり、最も好ましくは、0.70%以下である。
Mnは、安価に、オーステナイト相を安定化させる作用を有する元素であるが、Mn含有量が17.0%未満では、溶接金属中にフェライト相が生成し、極低温衝撃靭性が著しく低下することがある。このため、Mn含有量は、17.0%以上とするのが好ましい。より好ましくは、18.0%以上であり、さらに好ましくは、18.5%以上である。一方、Mn含有量が28.0%を超えると、積層欠陥エネルギーが上がり変形中の抵抗が下がるため、強度が低下することがある。そのため、Mn含有量は、28.0%以下とするのが好ましい。より好ましくは、27.0%以下であり、さらに好ましくは、26.0%以下である。
Pは、結晶粒界に偏析し、高温割れを誘発する元素であり、本発明では、可能なかぎり低減することが好ましいが、0.030%以下であれば、許容できる。そのため、P含有量は、0.030%以下とするのが好ましい。より好ましくは、0.020%以下であり、さらに好ましくは、0.018%以下であり、最も好ましくは0.014%以下である。一方、P含有量を0.002%未満と極端に低減するには、長時間の精錬を必要とし、精錬コストが高騰する。このため、経済的な観点からは、P含有量は、0.002%以上とするのが好ましい。
Sは、溶接金属中では、硫化物系介在物MnSとして存在する。MnSは、破壊の発生起点となるため、極低温衝撃靭性を低下させることがある。そのため、S含有量は、0.030%以下にするのが好ましい。より好ましくは、0.025%以下であり、さらに好ましくは、0.020%以下であり、最も好ましくは、0.017%以下である。一方、過度の低減は、精練コストの高騰を招く。そのため、S含有量は、0.001%以上とするのが好ましい。
Niは、オーステナイト粒界を強化する元素であり、粒界に偏析し、極低温衝撃靱性を向上させる。また、Niは、オーステナイト相を安定化する効果もあるため、さらに含有量を増加すれば、オーステナイト相を安定化させて、溶接金属の極低温衝撃靭性を向上させる。このような効果を得るためには、Ni含有量は、0.01%以上とするのが好ましい。より好ましくは、1.00%以上である。一方、Niは、高価な元素であり、10.00%を超える含有は、経済的に不利となる。そのため、Ni含有量は、10.00%以下とするのが好ましい。より好ましくは、8.00%以下であり、さらに好ましくは、7.00%以下であり、最も好ましくは、6.00%以下である。
Crは、極低温でオーステナイト相を安定化させ、極低温衝撃靱性の向上及び溶接金属強度の向上に有効に寄与する元素である。また、Crは、溶融金属の固液共存領域の温度範囲を狭め、高温割れの発生を抑制するのに有効に作用する。このような効果を得るためには、Cr含有量は、0.4%以上とするのが好ましい。より好ましくは、0.8%以上であり、さらに好ましくは、1.0%以上であり、最も好ましくは、1.2%以上である。一方、4.0%を超えて含有すると、Cr炭化物が生成し、極低温衝撃靭性の低下を招くことがある。そのため、Cr含有量は、4.0%以下とするのが好ましい。より好ましくは、3.5%以下であり、さらに好ましくは、3.2%以下であり、最も好ましくは、2.8%以下である。
Moは、オーステナイト粒界を強化する元素であり、粒界に偏析し、溶接金属の強度を向上させる。また、固溶強化により溶接金属の強度を向上させる作用も有する。そのような効果を得るためには、Mo含有量は、0.01%以上とするのが好ましい。より好ましくは、0.50%以上であり、さらに好ましくは、1.00%以上であり、最も好ましくは、1.50%以上である。一方、3.50%を超えて含有すると、溶接金属の強度を上昇させる効果は限定的となり、また炭化物として析出し、破壊の発生起点となり、極低温衝撃靭性の低下を招くことがある。そのため、Mo含有量は、3.50%以下とするのが好ましい。より好ましくは、3.30%以下であり、さらに好ましくは、3.10%以下であり、最も好ましくは、3.00%以下である。
Bは、オーステナイト粒界に偏析する元素の一つである。Bが0.0015%以上混入した場合は、オーステナイト粒界で窒化ホウ素を形成し、強度を低下させ、さらに、窒化ホウ素が破壊の起点となり、極低温衝撃靭性を低下させることがある。そのため、B含有量は、0.0015%未満とするのが好ましい。より好ましくは、0.0010%以下であり、さらに好ましくは、0.0005%以下である。
上述した化学組成が本発明で用いるワイヤとして好ましい基本組成であるが、この基本組成に加え、必要に応じて、次の任意的選択組成を含有してもよい。それらは、V:0.01%~0.04%、Ti:0.01%~0.04%、Nb:0.01%~0.04%、Cu:0.01%~1.00%、Al:0.002%~0.100%、のうちから選ばれた1種又は2種以上である。それらの組成の限定理由は、次のとおりである。
Vは、炭化物形成元素であり、微細な炭化物を析出させて、溶接金属の強度向上に寄与する。このような効果を得るためには、V含有量は、0.01%以上とするのが好ましい。一方、0.04%を超えて含有すると、炭化物が粗大化して、ワイヤの伸線加工時に割れの発生起点となり、伸線加工性を低下させ、ワイヤの製造性を低下させることがある。そのため、V含有量は、0.04%以下とするのが好ましい。
Tiは、炭化物形成元素であり、微細な炭化物を析出させて、溶接金属の強度向上に寄与する。また、溶接金属の凝固セル界面に炭化物を析出させて、高温割れの発生抑制に寄与する。このような効果を得るためには、Ti含有量は、0.01%以上とするのが好ましい。より好ましくは、0.02%以上である。一方、Ti含有量が0.04%を超えると、炭化物が粗大化して、ソリッドワイヤの伸線加工時に割れの発生起点となり、伸線加工性を低下させ、ワイヤの製造性を低下させることがある。そのため、Ti含有量は、0.04%以下とするのが好ましい。より好ましくは、0.03%以下である。
Nbは、炭化物形成元素であり、炭化物を析出させて、溶接金属の強度向上に寄与する。また、溶接金属の凝固セル界面に炭化物を析出させて、高温割れの発生抑制に寄与する。このような効果を得るためには、Nb含有量は、0.01%以上とするのが好ましい。より好ましくは、0.02%以上である。一方、Nb含有量が0.04%を超えると、炭化物が粗大化して、ソリッドワイヤの伸線加工時に割れの発生起点となり、伸線加工性を低下させ、ワイヤの製造性を低下させることがある。そのため、Nb含有量は、0.04%以下とするのが好ましい。より好ましくは、0.03%以下である。
Cuは、オーステナイト相を安定化する元素であり、極低温でもオーステナイト相を安定化させて、溶接金属の極低温衝撃靭性を向上させる。このような効果を得るためには、Cu含有量は、0.01%以上とするのが好ましい。より好ましくは、0.10%以上であり、さらに好ましくは、0.20%以上である。一方、Cu含有量が1.00%を超えると、熱間延性が低下し、ワイヤの製造性が低下することがある。そのため、Cu含有量は、1.00%以下とするのが好ましい。より好ましくは、0.70%以下であり、さらに好ましくは、0.50%以下である。
Alは、脱酸剤として作用し、溶融金属の粘性を高め、ビード形状を安定的に保持し、スパッタの発生を低減する重要な作用を有する。また、溶融金属の液相線温度を高め、溶接金属の高温割れ発生の抑制に寄与する。このような効果を得るには、Al含有量は、0.002%以上とするのが好ましい。より好ましくは、0.010%以上であり、さらに好ましくは、0.020%以上である。一方、0.100%を超えて含有すると、溶融金属の粘性が高くなりすぎて、逆に、スパッタの増加や、ビードが広がらず融合不良などの欠陥が増加することがある。そのため、Al含有量は、0.100%以下とするのが好ましい。より好ましくは、0.060%以下であり、さらに好ましくは、0.050%以下である。
上述した化学組成以外の残部組成は、Fe及び不可避的不純物からなる。なお、不可避的不純物としては、H、O、Mg、Zn、Reなどが例示でき、合計で0.010%以下であれば許容できる。また、前述の基本組成及び任意的選択組成を満足する限り、これら以外の元素を含有させても良く、そのような実施態様も本発明の技術的範囲に含まれる。

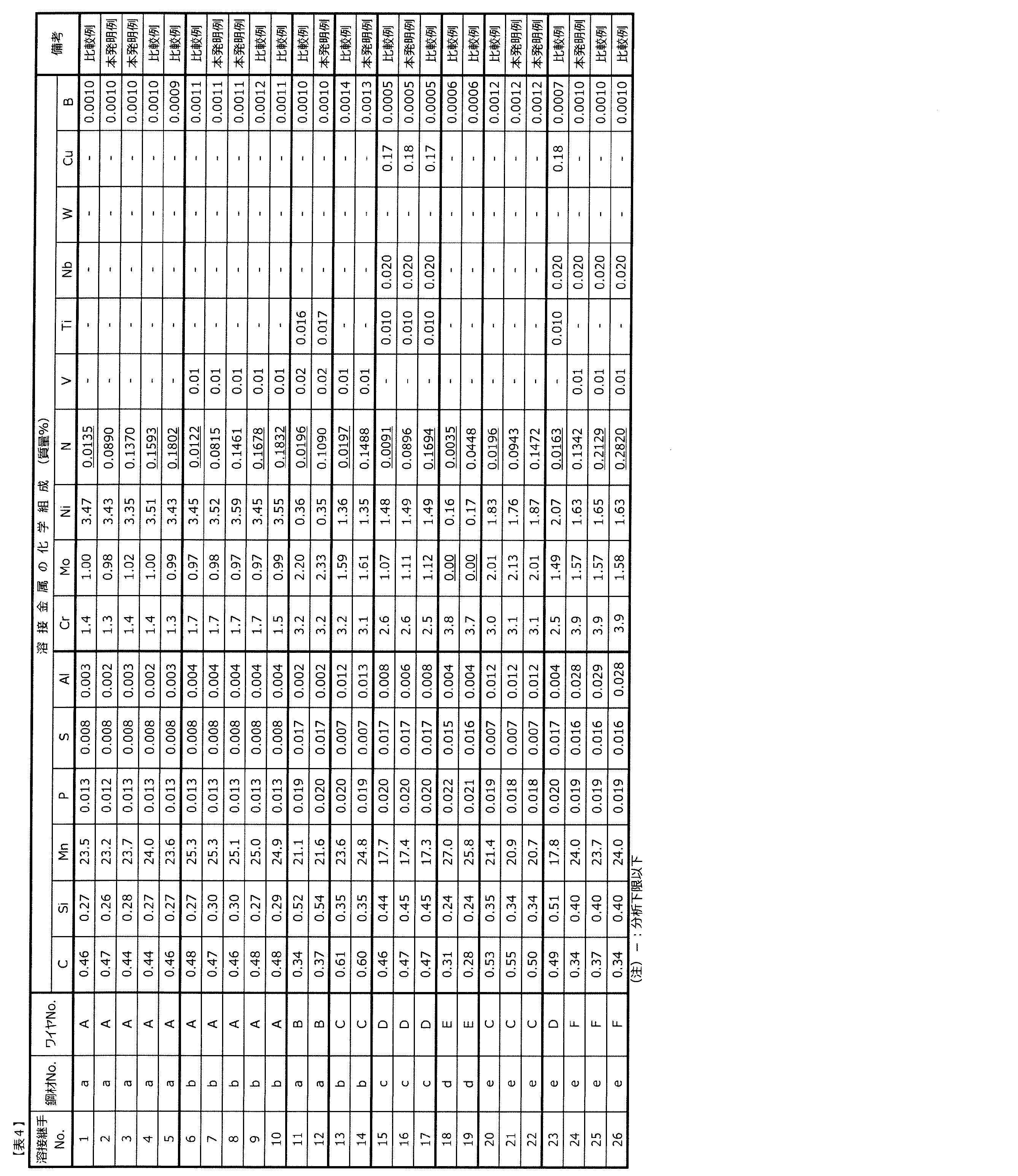
溶接継手の溶接金属部において、板厚中心かつ溶接線中心部より5mm角のブロックを採取し、不活性ガス融解-熱伝導度法によって溶接金属中の各組成の含有量を測定した。なお、N含有量は、溶接金属中のトータルN量を測定した。その結果を表4に示す。
溶接後、ミクロカッターにて溶接線方向中心位置より、観察面が溶接線と垂直な断面である厚さ10mmのマクロ試験片を採取し、溶接金属の断面を光学顕微鏡で観察し(30倍)、高温割れの有無を判定した。なお、高温割れは、光学顕微鏡での組織写真中において、開口部が観察されれば、高温割れとして判定した。高温割れの発生が認められる場合は、高温割れが「有」と評価した。高温割れの発生が認められない場合は、「無」と評価した。
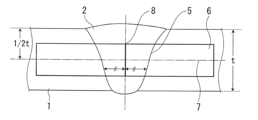
得られた溶接金属から、JIS Z 3111の規定に準拠して、引張試験片(平行部径6mmΦ)及びシャルピー衝撃試験片(Vノッチ)を採取し、引張試験及び衝撃試験を実施した。なお、試験片(Vノッチ)の採取位置を図2に示す。試験片6のVノッチ8の方向は、母材1の表面に垂直である。試験片6の中心線7が母材1の板厚tの中間点(1/2t)の位置を通り、Vノッチ8の位置が溶接金属2の溶融線5間の中間点(溶接金属中央)の位置となるように、試験片6を採取した。

上記表5のデータを基に、溶接金属中のN含有量に対する0.2%耐力の変化及び引張強さの変化を、Nの添加方法であるシールドガスに窒素ガスを混合して添加する方法と、ワイヤ中のN含有量を増加させて添加する方法ごとに整理した。
2 溶接金属
3 溶接金属の層
4 高温割れ
5 溶融線
6 試験片
7 試験片の中心線
8 Vノッチ位置
t 板厚
Claims (13)
- シールドガスとソリッドワイヤを用いて溶接金属を形成してなる鋼材のガスメタルアーク溶接継手であって、
前記鋼材が、高Mn含有オーステナイト鋼であり、
前記鋼材の化学組成が、質量%で、
C:0.10%~0.70%、
Si:0.05%~1.00%、
Mn:18.0%~30.0%、
P:0.030%以下、
S:0.007%以下、
Al:0.010%~0.070%、
Cr:2.50%~7.00%、
N:0.0050%~0.0500%、
O(酸素):0.0050%以下
を含有し、残部がFe及び不可避的不純物からなり、
前記溶接金属の化学組成が、質量%で、
C:0.15%~0.80%、
Si:0.10%~1.00%、
Mn:17.0%~30.0%、
P:0.030%以下、
S:0.030%以下、
Al:0.001%~0.100%、
Cr:0.4%~5.5%、
Mo:0.01%~3.50%、
Ni:0.01%~10.00%、
N:0.0200%~0.1500%
を含有し、残部がFe及び不可避的不純物からなる
ことを特徴とするガスメタルアーク溶接継手。 - 前記鋼材の化学組成がさらに、質量%で、
Mo:0.01%~2.00%、
V:0.01%~2.00%、
W:0.01%~2.00%、
Ni:0.01%~4.00%、
REM:0.0010%~0.0200%及び
B:0.0003%~0.0030%
のうちから選ばれた1種又は2種以上を含有する
ことを特徴とする請求項1に記載のガスメタルアーク溶接継手。 - 前記溶接金属の化学組成がさらに、質量%で、
V:0.01%~1.00%、
Ti:0.010%~1.000%、
Nb:0.010%~1.000%、
W:0.01%~1.00%、
Cu:0.01%~1.00%及び
B:0.0015%以下
のうちから選ばれた1種又は2種以上を含有する
ことを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。 - 前記シールドガスが、下記の〔A〕又は〔B〕のいずれかのガスであることを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。
〔A〕体積%で1.0%以上30.0%未満の窒素ガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
〔B〕体積%で1.0%以上30.0%未満の窒素ガス及び56.0%以上79.2%未満のArガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス - 前記シールドガスが、下記の〔A〕又は〔B〕のいずれかのガスであることを特徴とする請求項3に記載のガスメタルアーク溶接継手。
〔A〕体積%で1.0%以上30.0%未満の窒素ガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
〔B〕体積%で1.0%以上30.0%未満の窒素ガス及び56.0%以上79.2%未満のArガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス - 前記ソリッドワイヤのN含有量が、質量%で、0.4000%以下であることを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。
- 前記ソリッドワイヤのN含有量が、質量%で、0.4000%以下であることを特徴とする請求項3に記載のガスメタルアーク溶接継手。
- 前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(vE-196)が28J以上であることを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。
- 前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(vE-196)が28J以上であることを特徴とする請求項3に記載のガスメタルアーク溶接継手。
- 前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(vE-196)が28J以上であることを特徴とする請求項4に記載のガスメタルアーク溶接継手。
- 前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(vE-196)が28J以上であることを特徴とする請求項5に記載のガスメタルアーク溶接継手。
- 前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(vE-196)が28J以上であることを特徴とする請求項6に記載のガスメタルアーク溶接継手。
- 前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(vE-196)が28J以上であることを特徴とする請求項7に記載のガスメタルアーク溶接継手。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023167497A JP7601170B1 (ja) | 2023-09-28 | 2023-09-28 | ガスメタルアーク溶接継手 |
| CN202380095824.9A CN120813447A (zh) | 2023-03-13 | 2023-10-31 | 气体保护金属电弧焊接接头及其制造方法 |
| PCT/JP2023/039227 WO2024189959A1 (ja) | 2023-03-13 | 2023-10-31 | ガスメタルアーク溶接継手およびその製造方法 |
| KR1020257032910A KR20250151655A (ko) | 2023-03-13 | 2023-10-31 | 가스 메탈 아크 용접 이음매 및 그 제조 방법 |
| EP23927573.8A EP4663331A1 (en) | 2023-03-13 | 2023-10-31 | Gas metal arc welded joint and method for producing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023167497A JP7601170B1 (ja) | 2023-09-28 | 2023-09-28 | ガスメタルアーク溶接継手 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP7601170B1 true JP7601170B1 (ja) | 2024-12-17 |
| JP2025057765A JP2025057765A (ja) | 2025-04-09 |
Family
ID=93850501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023167497A Active JP7601170B1 (ja) | 2023-03-13 | 2023-09-28 | ガスメタルアーク溶接継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7601170B1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017502842A (ja) | 2013-12-06 | 2017-01-26 | ポスコPosco | 極低温衝撃靭性に優れた高強度溶接継手部及びこのためのフラックスコアードアーク溶接用ワイヤ |
| WO2020203335A1 (ja) | 2019-03-29 | 2020-10-08 | Jfeスチール株式会社 | 極低温用高強度溶接継手の製造方法 |
| WO2020203336A1 (ja) | 2019-03-29 | 2020-10-08 | Jfeスチール株式会社 | ガスメタルアーク溶接用ソリッドワイヤおよびガスメタルアーク溶接方法 |
| WO2022030200A1 (ja) | 2020-08-03 | 2022-02-10 | Jfeスチール株式会社 | ガスメタルアーク溶接用ソリッドワイヤ |
| JP2022081631A (ja) | 2016-05-02 | 2022-05-31 | エクソンモービル・テクノロジー・アンド・エンジニアリング・カンパニー | 高マンガン鋼スラリーパイプラインのための現場での円周溶接技術 |
-
2023
- 2023-09-28 JP JP2023167497A patent/JP7601170B1/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017502842A (ja) | 2013-12-06 | 2017-01-26 | ポスコPosco | 極低温衝撃靭性に優れた高強度溶接継手部及びこのためのフラックスコアードアーク溶接用ワイヤ |
| JP2022081631A (ja) | 2016-05-02 | 2022-05-31 | エクソンモービル・テクノロジー・アンド・エンジニアリング・カンパニー | 高マンガン鋼スラリーパイプラインのための現場での円周溶接技術 |
| WO2020203335A1 (ja) | 2019-03-29 | 2020-10-08 | Jfeスチール株式会社 | 極低温用高強度溶接継手の製造方法 |
| WO2020203336A1 (ja) | 2019-03-29 | 2020-10-08 | Jfeスチール株式会社 | ガスメタルアーク溶接用ソリッドワイヤおよびガスメタルアーク溶接方法 |
| WO2022030200A1 (ja) | 2020-08-03 | 2022-02-10 | Jfeスチール株式会社 | ガスメタルアーク溶接用ソリッドワイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2025057765A (ja) | 2025-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113631321B (zh) | 极低温用高强度焊接接头的制造方法 | |
| TWI744838B (zh) | 氣體金屬電弧銲接用實心線及氣體金屬電弧銲接方法 | |
| CN113646456B (zh) | Tig焊接用填隙合金 | |
| CN116981540B (zh) | 埋弧焊接头 | |
| JP7711737B2 (ja) | Tig溶接用溶加材 | |
| JP7188647B1 (ja) | Tig溶接継手 | |
| KR102933530B1 (ko) | 용접 조인트부의 제조 방법 | |
| JP7494966B1 (ja) | ガスメタルアーク溶接方法 | |
| KR20240026304A (ko) | 서브머지드 아크 용접용 메탈 코어드 와이어 및 그것을 사용한 서브머지드 아크 용접 방법 | |
| JP7601170B1 (ja) | ガスメタルアーク溶接継手 | |
| US20250065432A1 (en) | Submerged arc welding method | |
| WO2024189959A1 (ja) | ガスメタルアーク溶接継手およびその製造方法 | |
| JP2025013191A (ja) | ガスタングステンアーク溶接継手 | |
| JP2025012384A (ja) | ガスタングステンアーク溶接方法 | |
| WO2025013445A1 (ja) | ガスタングステンアーク溶接継手およびその製造方法 | |
| JP7816647B2 (ja) | Tig溶接方法及びtig溶接継手 | |
| WO2026063328A1 (ja) | アーク溶接用ソリッドワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240328 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240702 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7601170 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |