JP7601892B2 - ねじ軸の製造方法 - Google Patents
ねじ軸の製造方法 Download PDFInfo
- Publication number
- JP7601892B2 JP7601892B2 JP2022556976A JP2022556976A JP7601892B2 JP 7601892 B2 JP7601892 B2 JP 7601892B2 JP 2022556976 A JP2022556976 A JP 2022556976A JP 2022556976 A JP2022556976 A JP 2022556976A JP 7601892 B2 JP7601892 B2 JP 7601892B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- shaft portion
- diameter shaft
- axial
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D1/00—Steering controls, i.e. means for initiating a change of direction of the vehicle
- B62D1/02—Steering controls, i.e. means for initiating a change of direction of the vehicle vehicle-mounted
- B62D1/16—Steering columns
- B62D1/18—Steering columns yieldable or adjustable, e.g. tiltable
- B62D1/181—Steering columns yieldable or adjustable, e.g. tiltable with power actuated adjustment, e.g. with position memory
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H3/00—Making helical bodies or bodies having parts of helical shape
- B21H3/02—Making helical bodies or bodies having parts of helical shape external screw-threads ; Making dies for thread rolling
- B21H3/04—Making by means of profiled-rolls or die rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H3/00—Making helical bodies or bodies having parts of helical shape
- B21H3/02—Making helical bodies or bodies having parts of helical shape external screw-threads ; Making dies for thread rolling
- B21H3/04—Making by means of profiled-rolls or die rolls
- B21H3/042—Thread-rolling heads
- B21H3/046—Thread-rolling heads working radially
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H25/00—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms
- F16H25/18—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms for conveying or interconverting oscillating or reciprocating motions
- F16H25/20—Screw mechanisms
- F16H25/24—Elements essential to such mechanisms, e.g. screws, nuts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H25/00—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms
- F16H25/18—Gearings comprising primarily only cams, cam-followers and screw-and-nut mechanisms for conveying or interconverting oscillating or reciprocating motions
- F16H25/20—Screw mechanisms
- F16H25/24—Elements essential to such mechanisms, e.g. screws, nuts
- F16H2025/2481—Special features for facilitating the manufacturing of spindles, nuts, or sleeves of screw devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- General Engineering & Computer Science (AREA)
- Transmission Devices (AREA)
- Power Steering Mechanism (AREA)
Description
前記大径軸部は、外周面に軸方向全長にわたり雄側ねじ部を有する。
前記中径軸部は、前記大径軸部の外径よりも小さい外径を有し、かつ、外周面に、前記雄側ねじ部の溝底線である螺旋曲線の延長線と同位相となる螺旋状の転造痕を有する。
前記大径軸部は、外周面に軸方向全長にわたり雄側ねじ部を有する。
前記中径軸部は、前記大径軸部の軸方向に隣接して配置され、該大径軸部の外径よりも小さい外径を有する。
前記小径軸部は、前記中径軸部に対し、軸方向に関して前記大径軸部と反対側に隣接して配置され、前記中径軸部の外径よりも小さい外径を有し、かつ、外周面に、螺旋状の転造痕を有しない。
前記小径軸部は、前記第1の中径軸部の軸方向一方側に配置される第1の小径軸部と、前記第2の中径軸部の軸方向他方側に配置される第2の小径軸部とにより構成される。
前記ワークに対し前記転造加工を施す工程において、前記転造ダイスにより、前記転造用中径軸部の外周面に螺旋状の転造痕を形成するとともに、前記転造用大径軸部の外周面に雄側ねじ部を形成するための転造加工を施す。
前記ワークに対し前記転造加工を施す工程において、前記転造ダイスにより、前記転造用大径軸部の外周面に雄側ねじ部を形成するための転造加工を施し、かつ、前記転造ダイスを前記小径軸部の外周面に接触させない。
また、前記ワークに対し前記転造加工を施す工程において、前記面取り部が前記小径軸部の外周面に対向した状態を維持する。
前記送りねじ機構は、外周面に雄側ねじ部を有するねじ軸と、前記雄側ねじ部に対して係合する雌側ねじ部を内周面に有するナットとを備え、前記電動モータから伝わる回転力により前記ねじ軸と前記ナットとが相対回転することに基づいて、前記ねじ軸と前記ナットとが軸方向に相対変位可能に構成されている。
前記操舵部品は、使用状態でステアリングホイールが固定され、前記ねじ軸と前記ナットとが軸方向に相対変位することに伴って、前記ステアリングホイールの位置調節方向に変位可能である。
前記ねじ軸が、本発明のねじ軸により構成されている。
本発明の実施の形態の1例について、図1~図9を用いて説明する。
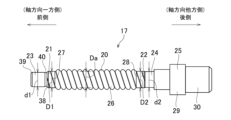
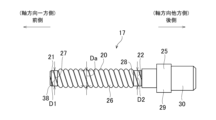
図1は、本例のねじ軸17(図2A)を用いたステアリングホイールの電動位置調節装置1を示している。なお、ステアリングホイールの電動位置調節装置1に関して、前後方向は、該装置1が組み付けられる車両の前後方向を意味し、前側は、図1および図2Aの左側であり、後側は、図1および図2Aの右側である。また、本例のステアリングホイールの電動位置調節装置1は、図示しない電動モータを駆動源として、ステアリングホイール2の前後位置調節を可能としている。図1は、ステアリングホイール2が前後位置調節範囲の中間部に位置する状態を示している。
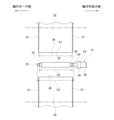
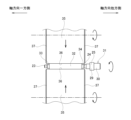
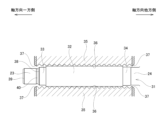
本発明のねじ軸17の製造方法は、図3に示すようなワーク31、すなわち、転造用大径軸部32と、転造用大径軸部32の軸方向に隣接して配置され、転造用大径軸部32の外径よりも小さい外径を有する転造用中径軸部33、34と、転造用中径軸部33、34に対し、軸方向に関して転造用大径軸部32と反対側に隣接して配置され、転造用中径軸部33、34の外径よりも小さい外径を有する小径軸部23、24と、を備えたワーク31に対し、転造用大径軸部32の外周面に軸方向全長にわたり雄側ねじ部26を形成するために、複数個の転造ダイス35を用いてワーク31に歩みが生じる転造加工を施す工程を備える。なお、本例の転造加工の方式は、ワークに歩みが生じるインフィード方式である。
D1:Da-(Da×0.070)以上、Da+(Da×0.070)以下
D2:Da-(Da×0.070)以上、Da+(Da×0.070)以下
d1:Da-(Da×0.1)以上、Da未満
d2:Da-(Da×0.1)以上、Da未満
D1:Da+(Da×0.001倍~0.070倍)
D2:Da+(Da×0.001倍~0.070倍)
d1:Da-(Da×0.001倍~0.070倍)
d2:Da-(Da×0.001倍~0.070倍)
すなわち、転造加工時に転造ダイス35がワーク31に対して傾くことを十分に抑制できるようにするために、外径D1、D2は、溝底径Daよりも大きくすること、たとえば「Da+(Da×0.001倍)」以上とすることがより好ましい。また、転造ダイス35の面取り部37が第1の小径軸部23および第2の小径軸部24の外周面に乗り上げることを防止しやすくするために、外径d1、d2は、溝底径Daよりも少しでも小さいこと、たとえば「Da-(Da×0.001倍)」以下であることがより好ましい。また、第1の小径軸部23および第2の小径軸部24の剛性を十分に確保するために、外径d1、d2は、たとえば「Da-(Da×0.070倍)」以上であることがより好ましい。
h:雄側ねじ部26の歯丈(ねじ溝底部からねじ山頂部までの径方向高さ)
p:雄側ねじ部26のピッチ(軸方向に隣り合うねじ山頂部同士の軸方向距離)
L2:第1の小径軸部23および第2の小径軸部24のそれぞれの軸方向寸法
とすると、L2は、h以上となることが好ましい。
具体的には、第1の小径軸部23および第2の小径軸部24のそれぞれの軸方向寸法L2は、h+p×(0.05倍~4倍)程度が最小となるが、それ以上に長くてもよい。軸方向寸法L2は、好ましくは、h+p×(0.50倍~2.00倍)程度とすることができる。
2 ステアリングホイール
3 ステアリングコラム
4 ステアリングシャフト
5 電動アクチュエータ
6 アウタコラム
7 インナコラム
8 インナシャフト
9 アウタチューブ
10 軸受
11 ハウジング
12 送りねじ機構
13 ナット
14 ロッド
15 雌側ねじ部
16 ウォーム減速機
17、17a ねじ軸
18 延長軸
19 腕部
20 大径軸部
21 第1の中径軸部
22 第2の中径軸部
23 第1の小径軸部
24 第2の小径軸部
25 基端側軸部
26 雄側ねじ部
27 第1の転造痕
28 第2の転造痕
29 フランジ部
30 嵌合部
31 ワーク
32 転造用大径軸部
33 第1の転造用中径軸部
34 第2の転造用中径軸部
35 転造ダイス
36 転造歯
37 面取り部
38 面取り部
39 面取り部
40 溝部
41a、41b 大径部
100 ワーク
101 転造ダイス
102 雄側ねじ部
103 ねじ軸
104 ねじ軸部
105 基端側軸部
106 転造用大径軸部
107 転造用小径軸部
108 転造歯
109 面取り部
Claims (6)
- 転造用大径軸部と、前記転造用大径軸部の軸方向に隣接して配置され、前記転造用大径軸部の外径よりも小さい外径を有する転造用中径軸部と、前記転造用中径軸部に対し、軸方向に関して前記転造用大径軸部と反対側に隣接して配置され、前記転造用中径軸部の外径よりも小さい外径を有する小径軸部と、を備えたワークに対し、前記転造用大径軸部の外周面に軸方向全長にわたり雄側ねじ部を形成するために、複数個の転造ダイスを用いて前記ワークに歩みが生じる転造加工を施す工程を備え、
前記ワークとして、前記転造用中径軸部が、前記転造用大径軸部の軸方向一方側に配置される第1の転造用中径軸部と、前記転造用大径軸部の軸方向他方側に配置される第2の転造用中径軸部とにより構成され、かつ、前記小径軸部が、前記第1の転造用中径軸部の軸方向一方側に配置される第1の小径軸部と、前記第2の転造用中径軸部の軸方向他方側に配置される第2の小径軸部とのうち、少なくともいずれか一方により構成されているワークを用い、
前記ワークに対し前記転造加工を施す工程において、前記転造ダイスにより、前記転造用大径軸部の外周面に雄側ねじ部を形成するための転造加工を施し、かつ、前記転造用中径軸部の外周面に螺旋状の転造痕を形成し、更に、前記転造ダイスを前記小径軸部の外周面に接触させないことにより、前記雄側ねじ部全体の軸方向長さが、有効ねじ長さに相当し、
前記転造ダイスのそれぞれとして、外周面の軸方向端部に面取り部を有する転造ダイスを用い、
前記ワークに対し前記転造加工を施す工程において、前記転造ダイスの外周面に設けた転造歯が前記転造用大径軸部及び前記転造用中径軸部と対向すると共に、前記面取り部が前記小径軸部の外周面に隙間を介して対向した状態を維持する、
ねじ軸の製造方法。 - 前記ワークとして、前記小径軸部に対し、軸方向に関して前記転造用大径軸部と反対側に隣接して配置され、前記転造用中径軸部の外径よりも大きい外径を有する隣接軸部を備えたワークを用いる、請求項1に記載のねじ軸の製造方法。
- 前記転造用中径軸部の外径を、前記転造用大径軸部の外周面に形成すべき雄側ねじ部の溝底径の0.93倍以上1.07倍以下とし、
前記小径軸部の外径を、前記雄側ねじ部の溝底径の0.9倍以上1.0倍未満とする、請求項1又は2に記載のねじ軸の製造方法。 - 前記小径軸部が、前記第1の小径軸部と、前記第2の小径軸部とにより構成され、前記第1の小径軸部の外径が、前記第2の小径軸部の外径よりも小さい、請求項1~3のいずれか1項に記載のねじ軸の製造方法。
- 形成される前記雄側ねじ部の歯丈をh、前記第1の小径軸部および前記第2の小径軸部のそれぞれの軸方向寸法をL2とする場合、L2がh以上となるように、前記雄側ねじ部を形成する、請求項1~4のいずれか1項に記載のねじ軸の製造方法。
- 前記ねじ軸として、ステアリングホイールの電動位置調節装置に組み込まれるねじ軸を適用する、請求項1~5のうちのいずれか1項に記載のねじ軸の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020172548 | 2020-10-13 | ||
| JP2020172548 | 2020-10-13 | ||
| PCT/JP2021/037632 WO2022080331A1 (ja) | 2020-10-13 | 2021-10-11 | ねじ軸およびその製造方法、並びに、ステアリングホイールの電動位置調節装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022080331A1 JPWO2022080331A1 (ja) | 2022-04-21 |
| JPWO2022080331A5 JPWO2022080331A5 (ja) | 2023-07-04 |
| JP7601892B2 true JP7601892B2 (ja) | 2024-12-17 |
Family
ID=81209139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022556976A Active JP7601892B2 (ja) | 2020-10-13 | 2021-10-11 | ねじ軸の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11975755B2 (ja) |
| JP (1) | JP7601892B2 (ja) |
| CN (1) | CN220850622U (ja) |
| DE (1) | DE212021000486U1 (ja) |
| WO (1) | WO2022080331A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112566736B (zh) * | 2018-08-10 | 2023-03-28 | 日本精工株式会社 | 丝杠轴及其制造方法、进给丝杠机构和方向盘的电动位置调节装置及其制造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009195930A (ja) | 2008-02-20 | 2009-09-03 | Nsk Ltd | インフィード転造ダイス及びボールねじ機構のねじ軸 |
| WO2015129163A1 (ja) | 2014-02-25 | 2015-09-03 | 日本精工株式会社 | ボールねじ装置 |
| WO2020031637A1 (ja) | 2018-08-10 | 2020-02-13 | 日本精工株式会社 | ねじ軸およびその製造方法、並びに、ステアリングホイールの電動位置調節装置およびその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5169754A (ja) * | 1974-12-12 | 1976-06-16 | Okada Rashi Seisakusho Kk | Okurinejisochi |
| JPH09225573A (ja) | 1996-02-23 | 1997-09-02 | Ntn Corp | 転造ボールねじ用素材棒及びそれを用いた転造ボールねじの製造方法 |
| JP4245009B2 (ja) | 1998-12-25 | 2009-03-25 | 日本精工株式会社 | 電動位置調整式ステアリングコラム装置 |
| DE19962494A1 (de) | 1998-12-25 | 2000-07-06 | Nsk Ltd | Elektrische Lenksäulenvorrichtung |
| TWI221512B (en) * | 2002-04-15 | 2004-10-01 | Smc Corp | Ball screw mechanism |
| SE524123C2 (sv) * | 2003-01-30 | 2004-06-29 | Sandvik Ab | En gängtapp för att skära gängor i bottenhål och metoder för dess tillverkning |
| JP4333372B2 (ja) | 2004-01-13 | 2009-09-16 | 日本精工株式会社 | チルト位置調整式ステアリングコラム装置 |
| JP4978888B2 (ja) | 2007-05-11 | 2012-07-18 | 日本精工株式会社 | ボールねじ機構のねじ軸 |
| DE102007062437A1 (de) * | 2007-12-20 | 2009-10-08 | Profiroll Technologies Gmbh | Walzwerkzeug zum Kaltwalzen von Profilrollen mit unterschiedlicher Profilierung |
| US9254861B2 (en) | 2012-05-25 | 2016-02-09 | Nsk Ltd. | Electric steering wheel position adjustment apparatus |
| WO2014167984A1 (ja) * | 2013-04-08 | 2014-10-16 | 有限会社ジュコー精機 | 滑りねじ装置のナット加工用切削工具及びナット加工方法 |
| JP6941931B2 (ja) * | 2016-10-31 | 2021-09-29 | Ntn株式会社 | 電動アクチュエータ |
| KR102466323B1 (ko) * | 2016-11-11 | 2022-11-10 | 닛본 세이고 가부시끼가이샤 | 볼 나사 장치 |
| JP7071754B2 (ja) | 2020-07-28 | 2022-05-19 | 株式会社東洋新薬 | 関節機能改善組成物 |
| US12203533B2 (en) * | 2020-10-09 | 2025-01-21 | Hitachi Astemo, Ltd. | Electric actuator |
-
2021
- 2021-10-11 JP JP2022556976A patent/JP7601892B2/ja active Active
- 2021-10-11 DE DE212021000486.5U patent/DE212021000486U1/de active Active
- 2021-10-11 US US18/031,559 patent/US11975755B2/en active Active
- 2021-10-11 CN CN202190000801.1U patent/CN220850622U/zh active Active
- 2021-10-11 WO PCT/JP2021/037632 patent/WO2022080331A1/ja not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009195930A (ja) | 2008-02-20 | 2009-09-03 | Nsk Ltd | インフィード転造ダイス及びボールねじ機構のねじ軸 |
| WO2015129163A1 (ja) | 2014-02-25 | 2015-09-03 | 日本精工株式会社 | ボールねじ装置 |
| WO2020031637A1 (ja) | 2018-08-10 | 2020-02-13 | 日本精工株式会社 | ねじ軸およびその製造方法、並びに、ステアリングホイールの電動位置調節装置およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022080331A1 (ja) | 2022-04-21 |
| CN220850622U (zh) | 2024-04-26 |
| DE212021000486U1 (de) | 2023-10-02 |
| US20230406394A1 (en) | 2023-12-21 |
| US11975755B2 (en) | 2024-05-07 |
| WO2022080331A1 (ja) | 2022-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12043302B2 (en) | Screw shaft and method for manufacturing same, and electric position adjusting device for steering wheel and method for manufacturing same | |
| CN103987473B (zh) | 使用圆板牙的齿轮的滚轧方法 | |
| US11077508B2 (en) | Gear machining apparatus and gear machining method | |
| US9707616B2 (en) | Form rolling apparatus and form rolling method | |
| JP7601892B2 (ja) | ねじ軸の製造方法 | |
| KR101277383B1 (ko) | 전조다이스 | |
| JP2013126667A5 (ja) | ||
| KR102941435B1 (ko) | 공작물 상에 볼 레이스웨이를 생성하는 방법 및 생성된 볼 레이스웨이를 갖는 볼 스크류 너트 | |
| CN100372626C (zh) | 具有内齿的部件的制造方法和滚轧机械 | |
| CN103244651A (zh) | 蜗轮 | |
| JP5311901B2 (ja) | 螺子転造ダイス | |
| US20220063705A1 (en) | Linear motion shaft for electric power steering device, electric power steering device, and methods for manufacturing them | |
| US12038079B2 (en) | Worm shaft, worm speed reducer, and manufacturing method of worm shaft | |
| JP4467349B2 (ja) | 自動車用ボールねじ | |
| JP2003340542A (ja) | ウォームの転造用素材 | |
| JP4077482B2 (ja) | 螺旋体の転造加工方法とその転造用ダイス | |
| JP2007307567A (ja) | 転造工具及び転造方法 | |
| JPH1133661A (ja) | 歯車の転造方法および装置 | |
| JP2006346684A (ja) | インフィード転造ダイス及びボールねじ機構のねじ軸 | |
| JP3713465B2 (ja) | 転造加工方法 | |
| JP2005238315A (ja) | 転造装置、モータ、及びシャフトの製造方法 | |
| JP2007253198A (ja) | 転造工具及びウォームとウォームに併存するスプラインとの同時転造方法 | |
| JP2009195930A (ja) | インフィード転造ダイス及びボールねじ機構のねじ軸 | |
| JP2024000965A (ja) | 転造ダイス | |
| JP4883340B2 (ja) | ウォーム製造方法および転造ダイス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230322 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7601892 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |