以下、図面を参照して本発明の実施の形態について説明する。図1は本発明の一実施の形態における部品搭載システム1を示している。部品搭載システム1は、上流工程の他の装置から搬入した基板KBに部品BHを搭載して下流工程の他の装置に搬出する一連の部品搭載作業を繰り返し実行するものであり、部品搭載装置1Tとテープカセット供給装置1Hを備えている。
図2において、部品搭載装置1Tは、搭載装置本体部1Aと部品供給部1Bを備えて構成されている。搭載装置本体部1Aは、基台11、基板搬送部12、搭載ヘッド13およびヘッド移動機構14を備えている。基板搬送部12はコンベア機構から成り、上流工程の装置から受け取った基板KBを水平方向に搬送して所定の作業位置に位置決めする。本実施の形態では、部品搭載装置1Tにおける基板KBの搬送方向をX方向(横方向)とし、上下方向をZ方向とするまた、X方向とZ方向の双方の直交する方向をY方向(前後方向)とする。
図2において、搭載ヘッド13は下方に延びた複数のノズル13Nを備えており、各ノズル13Nの下端に部品BHを吸着する真空吸引力を発生させることができる。ヘッド移動機構14は例えばXYテーブルから成り、搭載ヘッド13をXY面内で移動させる。
図2および図3において、部品供給部1Bは、台車21、テープカセット22とテープフィーダ23を備えている。テープカセット22はキャリアテープCTが無芯の状態で円盤状に巻かれたキャリアテープCTのロール体RT(以下、単にロール体RTと称する)を格納できるようになっている(図4も参照)。すなわち、テープカセット22はリールに巻かれていないロール体RTを取り扱うものである。
キャリアテープCTは、図5(図5は図4における領域ARの拡大図)に示すように、ベーステープBTとトップテープTTを有して構成されている。ベーステープBTには上方に開口した多数のポケットPKがベーステープBTの長手方向に一列かつ等間隔に設けられており、各ポケットPKには部品BHが収納されている。トップテープTTはベーステープBTの上面に貼り付けられており、ポケットPK内に部品BHを封入している。ベーステープBTのポケットPKの列と平行に並ぶ位置には、複数の送り孔SHが一列かつ等間隔に並んで設けられている。
図2および図3において、基台11には後方に延びるとともにX方向に対向して配置された一対の台車ガイド部11Gと、同じく後方に延びるとともにX方向に対向して配置された一対の台車保持部11Hが設けられている。一対の台車ガイド部11Gは台車21を保持する際に台車21の下部の左右両側部をガイドする部材であり、一対の台車保持部11Hは、台車ガイド部11Gにガイドされて基台11に近接した台車21の左右両側部を持ち上げて保持する部材である。
図6において、台車21の上部にはフィーダベース31が設けられている。フィーダベース31の上面にはテープフィーダ23を装着するためのフィーダ装着スロット31SがY方向に延びて設けられている。
テープフィーダ23は搭載装置本体部1Aに部品BHを供給する部品供給ユニットとして機能する。テープフィーダ23は、下面に設けられたスライド突起23T(図6)をフィーダベース31のフィーダ装着スロット31Sにスライドさせることで、フィーダベース31に装着することができる。
フィーダベース31には複数のフィーダ装着スロット31SがX方向に並んで設けられる。このためフィーダベース31には、複数のテープフィーダ23をX方向に並べて装着することができる。
図2、図3および図6において、台車21はフロアFL上を移動自在な台車ベース32の後部(これらの図それぞれの左側)に、全体として平板状に形成されたカセット装着部33を備えている。図6に示すように、台車ベース32上の前後方向の中間部には、上方に突出して延びた一対の下側ブラケット34がX方向に対向して設けられている。これら一対の下側ブラケット34には、X方向に延びた下側支持バー35の両端部が支持されている。
図6において、フィーダベース31の下方には、下方に突出して延びた一対の上側ブラケット36がX方向に対向して設けられている。これら一対の上側ブラケット36には、X方向に延びた上側支持バー37の両端部が支持されている。上側支持バー37は、下側支持バー35の上方の位置を、下側支持バー35に対して平行に延びている(図6)。
図4および図7において、テープカセット22はケース状の格納部41と、格納部41内に設けられた規制部としてのシャッタ42を備えている。テープカセット22の格納部41内は、ロール体RTが縦姿勢の状態で格納される。ここで「縦姿勢」とは、円盤状のロール体RTの中心軸線CJがほぼ水平となる姿勢をいう。
テープカセット22は、本実施の形態では、2つの使用形態で使用される。第1の使用形態は、テープフィーダ23が現に搬送しているキャリアテープCT(カレントテープ)のロール体RTの受容部として使用されるものであり、台車ベース32とカセット装着部33とに跨って装着される。このようなカレントテープのロール体RTの受容部として使用されるテープカセット22を以下、「受容カセット22A」と称する(図3および図6)。
テープカセット22の第2の使用形態は、カレントテープが部品切れとなったときの補充用のキャリアテープCT(補充テープ)のロール体RTを格納しておく格納装置として使用されるものであり、台車ベース32に装着される。このような補充テープのロール体RTの格納装置として使用されるテープカセット22を以下、「格納カセット22B」と称する(図3および図6)。このように、受容カセット22Aと格納カセット22Bは同一構造を有するテープカセット22である。
テープフィーダ23は、受容カセット22Aのロール体RTからキャリアテープCTを引き出して搭載ヘッド13に部品BHを供給する。また、このキャリアテープCTに続けて格納カセット22Bのロール体RTからキャリアテープCTを引き出し、搭載ヘッド13に部品BHを供給する。
本実施の形態では、テープフィーダ23はいわゆるオートロードフィーダであり、後端部に設けられたテープ入口23G(図3)からキャリアテープCTの先頭部が挿入されるとこれを検知してキャリアテープCTを前方に向けて搬送し、所定の部品供給口23Kに部品BHを供給する。このときテープフィーダ23は、受容カセット22A内のロール体RTからキャリアテープCTをカレントテープとして引き出しながら搬送する。
テープフィーダ23のテープ入口23Gには、カレントテープが部品切れとなる前から、格納カセット22B内のロール体RTから引き出されたキャリアテープCT(補充テープ)の先頭部を挿入しておくことができる。テープフィーダ23は、カレントテープの後尾部がテープフィーダ23内の所定の位置を通過したことを検知した場合には補充テープの搬送を開始する。これにより複数のキャリアテープCTが切れ目なく連続的に搬送され、部品BHは部品切れとなることなく部品搭載装置1Tに供給される。
部品搭載装置1Tが部品搭載作業を行うときには、先ず、基板搬送部12が作動して外部から基板KBを搬入し、所定の作業位置に位置決めする。基板搬送部12によって基板KBが作業位置に位置決めされたら、テープフィーダ23が部品供給口23Kに部品BHを供給する動作と、ヘッド移動機構14が搭載ヘッド13を移動させる動作との連動による搭載ターンを繰り返し実行する。
搭載ヘッド13は1つの搭載ターンにおいて、テープフィーダ23の上方位置に移動してノズル13Nで部品BHを吸着(ピックアップ)した後、基板KBの上方位置に移動し、部品BHを基板KBに搭載する一連の動作を行う。搭載ターンが繰り返し実行されることによって、基板KBに搭載されるべき全ての部品BHが搭載されたら、基板搬送部12が作動して、基板KBを下流工程の装置に搬出する。これにより基板KBの1枚当たりの部品搭載作業が終了する。
次に、キャリアテープCTのロール体RTの受容カセット22Aまたは格納カセット22Bとして使用されるテープカセット22の構成および台車21への装着手順について説明する。
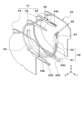
図7、図8および図9において、テープカセット22は、格納部41と、格納部41内に設けられた規制部としてのシャッタ42を有している。格納部41は、U字状のフレーム43と、このフレーム43の幅方向の両側に装着された一対のプレート部材(側板44)とを備えている。U字状のフレーム43と一対の側板44とによって囲まれた空間はロール体RTを格納するための格納空間41Sとなっている。U字状のフレーム43は開口部を前方に向けており、このため格納部41の前方には開口部としての正面開口41Kが形成された状態となっている。
このように本実施の形態において、格納部41は、格納空間41Sを取り囲むU字状のフレーム43と、格納空間41Sの側方を覆うフレーム43に固定された一対の側板44(プレート部材)とを有し、格納部41は、ロール体RTの外周面と対向する前方に正面開口41Kを有する構成となっている。
図7、図9および図10において、フレーム43は、幅方向に並んだ2つのフレーム部材43Zから構成されている。図10および図11に示すように、開口部を横方向に向けたフレーム43の上側はフレーム上部43aとなっており、下側はフレーム下部43bとなっている。フレーム上部43aとフレーム下部43bの間は円弧状のガイド部43cとなっている。
図7、図9および図11において、一対の側板44によってフレーム43を挟んだ状態では、フレーム43のフレーム上部43aは側板44の上縁に臨んで位置し、フレーム43のフレーム下部43bは側板44の下縁に臨んで位置した状態となっている。図11に示すように、ガイド部43cの内周面には、フレーム43の円弧の中心側に向かって突出したシャッタ案内部43gが形成されている。フレーム上部43aの前端部下面には前方に向けた上り傾斜となる誘導面43Fが設けられている。
図7および図11において、フレーム上部43aには、前端側から係合溝43M、被把持部としての被把持ブロック45および下側支持バー係合部43Pがこの順で設けられている。係合溝43Mはフレーム上部43aの上面に臨んで設けられており、前方に開口している。被把持ブロック45はブロック状の部材から成り、Y方向(テープカセット22の幅方向と直交する方向であり、テープカセット22に収納されたロール体RTの面内方向)に延びて設けられている。
図7および図11において、フレーム下部43bには、3つのピン挿入部43SがY方向に並んで設けられている。また、3つのピン挿入部43Sのうち前方の2つのピン挿入部43Sと後方の1つのピン挿入部43Sの間の領域には、上側支持バー係合部43Qが設けられている。
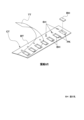
図6において、カセット装着部33の上面には、3つの格納カセット保持ピン33PがY方向に1列に並んで設けられている。これら3つの格納カセット保持ピン33Pは1つのカセット保持ピン列33Lを構成しており、カセット装着部33の上面には、複数のカセット保持ピン列33LがX方向に複数並んで設けられている。
図6において、各カセット保持ピン列33Lの前方には、そのカセット保持ピン列33Lと同軸上に、1つの受容カセット保持ピン33Qが設けられている。すなわちカセット装着部33の上面には、3つの格納カセット保持ピン33P(カセット保持ピン列33L)と1つ受容カセット保持ピン33Qが一列に並んだピン列がX方向に複数並んで設けられている。
受容カセット22Aは、図3および図12に示すように、格納カセット22Bの天地が反対、すなわち上下反転された状態で台車21に装着される。受容カセット22Aが台車21に装着される際には、図12に示すように、下側支持バー係合部43Pが下側支持バー35に係合され、上側支持バー係合部43Qが上側支持バー37に係合され、係合溝43Mが受容カセット保持ピン33Qに係合される。このように本実施の形態において、1つの受容カセット保持ピン33Qと下側支持バー35および上側支持バー37は、受容カセット22Aが装着される受容カセット装着部38(受容部装着部)となっている。
図11および図12において、テープカセット22は、フレーム上部43aとフレーム下部43bの上側支持バー係合部43Qより構成された副取り付け部43Rを備えており、副取り付け部43Rを受容カセット装着部38に装着することによりテープカセット22は受容カセット22Aとして部品搭載装置1Tに装着される。このように、受容カセット装着部38は、テープカセット22を上下反転させた姿勢で装着される。
格納カセット22Bは、図13に示すように、フレーム下部43bに設けられた3つのピン挿入部43Sに、1つのカセット保持ピン列33Lを構成する3つの格納カセット保持ピン33Pが挿入されるようにして、台車21(部品供給部1Bのカセット装着部33)に装着される。台車21に装着された格納カセット22Bは、正面開口41Kを前方に向けて縦姿勢に保持された状態となる。
このように本実施の形態において、格納カセット22Bの格納部41は、部品供給部1Bが備えるカセット保持ピン列33L(3つの格納カセット保持ピン33P)と係合可能な被係合部であるピン挿入部43Sを備えており、格納カセット22Bは、カセット保持ピン列33L(3つの格納カセット保持ピン33P)から成る格納カセット装着部39によって位置決めされ、かつ保持されるようになっている。すなわち本実施の形態において、Y方向に一列に並んだ3つの格納カセット保持ピン33P(カセット保持ピン列33L)は、格納カセット22Bが装着される格納カセット装着部39(格納装置装着部)となっている。
また、本実施の形態において、テープカセット22は、フレーム下部43bで構成された主取り付け部43U(取り付け部)を備えており(図11および図13)、主取り付け部43Uを格納カセット装着部39に装着することによりテープカセット22は格納カセット22Bとして部品搭載装置1Tに装着されるようになっている。これにより、格納カセット装着部39において保持された状態の格納カセット22Bは、その前方に位置する受容カセット22Aの一対の側板44に挟まれることによって、X方向(側方への倒れ方向)の移動が抑制されるようになっている。
図12および図13において、受容カセット装着部38は、受容カセット22Aの正面開口41Kを格納カセット装着部39に向けて受容カセット22Aを装着する。また、格納カセット装着部39は、格納カセット22Bの正面開口41Kを受容カセット装着部38に装着された受容カセット22Aに向けて格納カセット22Bを装着する。このように、受容カセット22Aの正面開口41Kと格納カセット22Bの正面開口41Kを向かい合わせた状態で受容カセット22Aと格納カセット22Bを台車21に装着するので、格納カセット22Bに格納されたロール体RTを受容カセット22Aに移動させることが可能になる。
また、受容カセット装着部38は、格納カセット装着部39に装着された格納カセット22Bよりも低い位置に受容カセット22Aを装着する。これによりロール体RTの格納カセット22Bから受容カセット22Aへの移動をスムーズに行うとともに受容カセット22Aに収納されたロール体RTが格納カセット22Bへ移動するのを防止する。
更に、受容カセット装着部38は、受容カセット22Aを格納カセット装着部39から遠ざかるにつれて低くなる傾斜姿勢で装着する。これによりロール体RTの格納カセット22Bから受容カセット22Aへの移動をスムーズに行うとともに受容カセット22Aに収納されたロール体RTが格納カセット22Bへ移動するのを防止する。
図7、図14および図15において、シャッタ42は格納部41の格納空間41S内に設けられている。図16にも示すように、シャッタ42は全体としてJ字形状を有しており、円弧状のスライダ部51と、スライダ部51の一端側から直線状に延びたシャッタ先端部52を備えている。スライダ部51には、円弧状のスライダ部51の外側(中心から離れる側)へ向かって突出して延びた操作レバー53が連結されており、格納部41の後方へ突出して位置している。
図7、図8および図9において、シャッタ42の先端部(シャッタ先端部52の端部)にはテープ保持部54が設けられている。テープ保持部54はシャッタ先端部52の延びる方向に延出した板状部であり、その先端部からは、送り孔係合部としての2つのテープ係止突起55が突出して延びている。これら2つのテープ係止突起55は、格納部41の幅方向と直交する面内に平行に並んで設けられている。
シャッタ42は、円弧状のスライダ部51の外周面がフレーム43に設けられた前述の円弧状のシャッタ案内部43gによってガイドされている。シャッタ42は、操作レバー53が操作されると、シャッタ案内部43gによって案内されて、フレーム43の内側の領域内を、X方向に平行な軸を回転軸とする回転方向にスライドする。
シャッタ42は、シャッタ先端部52が格納空間41Sの前部で上下方向(Z方向)に延びた姿勢となる位置で、格納部41の正面開口41Kを閉止する閉止位置(第1の位置)をとる(図14)。また、シャッタ先端部52が格納空間41Sの下部で前後方向(Y方向)に延びた姿勢となる位置で、格納部41の正面開口41Kを開口する開放位置(第2の位置)をとる(図15)。シャッタ42が閉止位置に位置した状態では、格納空間41S内のロール体RTは正面開口41Kを通過して格納部41から外部に移動することができないが、シャッタ42が開放位置に位置した状態では、格納空間41S内のロール体RTは正面開口41Kを通過して格納部41の外部に移動することができる。
図11、図14および図15において、フレーム下部43bの前端には開放側ストッパ面43Tが形成されており、シャッタ42のスライダ部51とシャッタ先端部52との間の境界部には、シャッタ先端部52の端面である当接面52Tが形成されている(図14)。操作レバー53を下方位置から上方位置へ移動させると、シャッタ42は図14の時計回りに回転し(図14→図15)、当接面52Tが開放側ストッパ面43Tに当接したところで閉止位置に位置する(図15)。
図17(a)~図17(f)は、シャッタ42が閉止位置に位置した状態におけるテープカセット22の各部の断面(A-A断面、B-B断面、C-C断面、D-D断面、E-E断面およびF-F断面)である。また、図17(g)は、シャッタ42が開放位置に位置した状態におけるテープカセット22の一部の断面(G-G断面)である。
図11および図15において、フレーム下部43bの上端(後端)には閉止側ストッパ面43Kが形成されている。操作レバー53を上方位置から下方位置に移動させると、シャッタ42は図15の反時計回りに回転し(図15→図14)、操作レバー53が閉止側ストッパ面43Kに当接したところで閉止位置に位置する(図14)。このように本実施の形態において、操作レバー53は、シャッタ42を閉止位置(第1の位置)と開放位置(第2の位置)との間で変位させる操作を行う操作部となっている。
テープカセット22にロール体RTを格納する場合には、シャッタ42を開放位置に位置させた状態で、格納部41の正面開口41Kからロール体RTを挿入し(図18(a)中に示す矢印M1)、操作レバー53を下方へ移動させる(図18(b)中に示す矢印N1)。これによりシャッタ42は開放位置から閉止位置に移動し、格納部41の正面開口41Kはシャッタ42によって閉止されて、ロール体RTはテープカセット22に格納された状態となる(図18(b))。
一方、テープカセット22に格納されたロール体RTを取り出す場合には、操作レバー53を上方へ移動させる(図18(c)中に示す矢印N2)。これによりシャッタ42は閉止位置から開放位置に移動し、格納部41の正面開口41Kは開放されて、格納部41からロール体RTを取り出すことが可能となる(図18(c)中に示す矢印M2)。
このように本実施の形態において、格納装置としてのテープカセット22は、ロール体RTを格納する格納空間41Sを有するとともに前方にロール体RTを出し入れ可能な正面開口41Kを有する格納部41と、正面開口41Kの少なくとも一部を塞ぐことにより格納空間41Sに格納されたロール体RTが正面開口41Kを通過して格納部41の外部に移動するのを規制する第1の位置(閉止位置)と格納空間に格納されたロール体RTが正面開口41Kを通過して格納部41の外部に移動するのを許容する第2の位置(開放位置)との間で変位する規制部としてのシャッタ42を備えた構成となっている。そして、シャッタ42は、閉止位置に変位したときに正面開口41Kに位置するシャッタ先端部52とフレーム43に設けられたシャッタ案内部43gに案内されてスライドするスライダ部51を備えた構成となっている。
ところで、テープカセット22は、ロール体RTの幅方向寸法に違いに対応するため幅方向寸法の異なるものが複数種類必要である。前述したように、フレーム43は2つのフレーム部材43Zから構成されている(図7および図9)。このため、フレーム部材43Zの一方をロール体RTの幅方向寸法に応じた厚さ寸法を有するものとし、他方をロール体RTの幅方向寸法の違いに関係なく共通で使用するものとすることで部材の共通化を図り、複数種類のテープカセット22の製造コストを低減することが可能である。図19(a),(b),(c)は幅方向寸法が異なる複数種類のテープカセット22の例を示している。
図19(a)は、2つのフレーム部材43Zの一方を取り除き、共通で使用する一つのフレーム部材43Zで構成したものであり、ロール体RTの(すなわちキャリアテープCTの)幅方向寸法が前述の場合よりも小さい場合に対応することができる。図19(b)は2つのフレーム部材43Zのうち一方の幅方向寸法を大きくすることで、ロール体RTの幅方向寸法が前述の場合よりも大きい場合に対応できるようにしたものである。
図19(c)は2つのフレーム部材43Zをロッド状のスペーサSPによって連結したものであり、図19(b)の場合よりも更に大きい幅方向寸法を有するロール体RTに対応できるようにしたものである(図20も参照)。スペーサSPで連結された2つのフレーム部材43Zは共通で使用するものである。なお、図19(b)の場合および図19(c)の場合において、被把持ブロック45は2つのフレーム部材43Zのそれぞれに設けられている。
これは、被把持ブロック45を把持してテープカセット22を持ち上げたとき、被把持ブロック45が2つのフレーム部材43Zの一方にしか設けられていない場合には、テープカセット22の全体の重心位置の関係で鉛直姿勢から傾いてしまい、台車21への装着作業が行いにくくなってしまうからである。また、1つの被把持ブロック45を握ってテープカセット22を強制的に鉛直姿勢にしようとすると、被把持ブロック45に過大な曲げモーメントが作用して被把持ブロック45を損傷させるおそれがあるからである。
上述のように、本実施の形態におけるテープカセット22は、部品BHを収納したキャリアテープCTのロール体RTを部品搭載装置1Tに供給するものであり、格納部41とシャッタ42を備えた構成となっている。格納部41はロール体RTを格納する格納空間41Sを備えるとともに前方にロール体RTを出し入れ可能な正面開口41Kを備え、シャッタ42は、正面開口41Kの少なくとも一部を塞ぐことによりロール体RTが正面開口41Kを通過して格納部41の外部に移動するのを規制する閉止位置(第1の位置)と、ロール体RTが正面開口41Kを通過して格納部41の外部に移動するのを許容する開放位置(第2の位置)との間で変位可能になっている。そして、格納部41が正面開口41Kを部品搭載装置1Tに向けた状態で装着され、かつシャッタ42が開放位置に位置した状態でロール体RTを部品搭載装置1Tに供給するようになっている。
次に、部品搭載装置1Tが備える部品供給部1Bへのテープカセット22の取り付け手順を説明する。テープカセット22の部品供給部1Bへの取り付けでは、先ず、受容カセット22Aを、受容部装着部である台車21の受容カセット装着部38に装着する。
受容カセット22Aを受容カセット装着部38に装着するときには、先ず、操作レバー53でシャッタ42を開放位置(第2の位置)に位置させてからテープカセット22の天地を反対にする。そして、フレーム上部43aに設けられた下側支持バー係合部43Pを下側支持バー35に係合させ、フレーム下部43bに設けられた上側支持バー係合部43Qを上側支持バー37に係合させ、フレーム上部43aに設けられた係合溝43Mを受容カセット保持ピン33Qに係合させる(図12→図13)。
受容カセット22Aが台車21に装着された状態では、そのテープカセット22は前方に向けてやや前方下げの傾斜姿勢となり、フレーム上部43aに設けられた誘導面43Fは、ほぼ水平姿勢となる(図13)。また、台車21に装着された受容カセット22Aのシャッタ42は開放位置(第2の位置)に位置する。
上記のようにして受容カセット22Aを台車21の受容カセット装着部38に装着したら、ロール体RTが格納された格納カセット22Bを台車21の格納カセット装着部39に装着する。格納カセット22Bのシャッタ42は、格納カセット22Bが格納カセット装着部39に装着される直前までは閉止位置に位置されており、その閉止位置に位置されたシャッタ42のテープ保持部54によって、ロール体RTから引き出されたキャリアテープCTの先頭部が保持された状態となっている(図13)。
ここで、テープ保持部54によるキャリアテープCTの先頭部の保持は、テープ保持部54に設けられた2つのテープ係止突起55が、ロール体RTから引き出されたキャリアテープCTの先頭部に設けられている複数の送り孔SHのうちの2つに下方から係止されることによってなされる(図7および図13)。この状態では、キャリアテープCTの先頭部は、ほぼ水平姿勢となる。
このように本実施の形態において、シャッタ42の先端部(シャッタ先端部52)に設けられたテープ保持部54は、キャリアテープCTの送り孔SHと係合可能な送り孔係合部としての2つのテープ係止突起55を有しており、これらテープ係止突起55によって、ロール体RTから引き出されたキャリアテープCTを保持するようになっている。このときキャリアテープCTの先頭部は水平姿勢となる。すなわち、閉止位置(第1の位置)にシャッタ42が位置(変位)しているとき、テープ保持部54はキャリアテープCTを水平に保持するようになっている。
格納カセット22Bをカセット装着部33に装着する作業は、テープカセット供給装置1Hが自動で行う。ここで、テープカセット供給装置1Hについて説明する。
図21、図22および図23はテープカセット供給装置1Hを示している。テープカセット供給装置1Hは、キャリアテープCTのロール体RTが収納されたテープカセット22(格納カセット22B)を部品搭載装置1Tの部品供給部1Bに供給する装置であり、カセット供給部61、アライメント部62、カセット移載部63およびテープ送り部64を備えている。
先ず、カセット供給部61について説明する。図21、図23および図24において、カセット供給部61は、基準ベース71、供給装置本体部72、フローティング機構73、カセットストック部74、シャッタ操作部75および制御部76を備えている。基準ベース71は下面に複数の車輪71Sを有しており、フロアFL上を走行可能である。供給装置本体部72は基準ベース71の上方に配置されている。供給装置本体部72は昇降ベース72a(底板)と天板72bを備えており、前方に開口した筐体形状を有している。
図21、図23および図24において、フローティング機構73は基準ベース71と供給装置本体部72(詳細には昇降ベース72a)との間に設けられている。フローティング機構73は、基準ベース71に対して供給装置本体部72を上下方向に移動可能に保持する機構である。
図25(a),(b)において、フローティング機構73は4つの昇降ガイド81およびばね部材82と、複数のリンク機構83を備えている。4つの昇降ガイド81は基準ベース71と昇降ベース72aの間の前後左右に配置されており、4つのばね部材82はこれら4つの昇降ガイド81それぞれに対応して(昇降ガイド81を貫通して)配置されている。
このように本実施の形態において、供給装置本体部72は基準ベース71に対して上下方向に移動可能であり、フローティング機構73が備えるばね部材82によって弾性的に支持された状態となっている。なお、図25(b)は、図25(a)の場合よりも基準ベース71に対する昇降ベース72aの高さHTが高くなった場合を示している(図25(a)における高さHT=H1、図25(b)における高さHT=H2においてH1<H2)。
フローティング機構73が備えるリンク機構83は、Y方向(後述するように、供給装置本体部72の部品搭載装置1Tに対する進行方向)に間隔を空けて配置された一対のリンク部101と、これら一対のリンク部101を連結する連結部102を備えて平行リンクを構成している。本実施の形態では、リンク機構83は、図23に示すように、X方向に2つ並んで設けられている。
図25(a),(b)において、リンク部101は基準ベース71と供給装置本体部72(昇降ベース72aの下面)とを連結するものであり、一端部同士がピン結合されて上下に配置された同一長さの2つのリンク要素101Eから成る。下側のリンク要素101Eは下端が基準ベース71の上面にピン結合されており、上側のリンク要素101Eは上端が昇降ベース72aの下面にピン結合されている。下側のリンク要素101Eの上端と上側のリンク要素101Eの下端はピン結合されている。連結部102はY方向に延びたロッド状の部材から成り、前後の両端部が2つのリンク部101の中間部(ピン結合されている部分)に枢結されている。
2つのリンク部101はそれぞれ、基準ベース71と供給装置本体部72(昇降ベース72a)の距離の変化に伴って作動し、連結部102は一対のリンク部101同士を連結してリンク部101同士の動作を連動させる。リンク機構83は平行リンクであるので、基準ベース71が水平姿勢である限り、昇降ベース72aの一部に上向きあるいは下向きの力が作用したとしても、昇降ベース72aも水平姿勢が維持される。
図21、図23および図24において、カセットストック部74は水平な上面を有する部材から成り、供給装置本体部72内に設けられている。カセットストック部74の上面には、複数の格納カセット22Bが縦姿勢、かつ、正面開口41Kを前方に向けた姿勢で載置されてストックされる。カセットストック部74には複数の格納カセット22BをX方向(格納カセット22Bの幅方向)に並べられた状態で載置することができる。
図22、図23および図24において、シャッタ操作部75は供給装置本体部72内に設けられている。シャッタ操作部75は、左右一対の操作部ベース91、操作バー92および操作バー駆動部93を備えている。
左右の操作部ベース91はカセットストック部74の前方領域に、カセットストック部74の左右端よりも外側に配置された状態で設けられている。左右の操作部ベース91はそれぞれYZ面に広がって延びた板状の部材から成り、互いに対向する面(内面)のそれぞれには、Z方向に延びた操作バーガイド91Gが設けられている。左右の操作バーガイド91GにはZ方向に移動自在なバー保持部91Bが設けられている。
操作バー92はX方向に延びた棒状の部材から成り、両端が左右のバー保持部91Bに保持されている。操作バー駆動部93は例えばロッドレスシリンダから成り、左右の操作部ベース91それぞれに取り付けられている。左右の操作バー駆動部93が同期してそれぞれのバー保持部91Bを昇降させると、操作バー92が水平姿勢を維持した状態でZ方向に移動する。
図21、図22、図23および図24において、制御部76は供給装置本体部72内に設けられている。制御部76は操作バー駆動部93のほか、テープカセット供給装置1Hが備える他の駆動部(後述するチャック装置移動機構122、開閉動作部131K、スプロケット駆動モータ141およびアーム駆動シリンダ143)の動作を制御する。
次に、アライメント部62について説明する。図21、図22および図24において、アライメント部62は、左右の供給装置側接続部111を備えている。左右の供給装置側接続部111はそれぞれ、アライメントアーム112、水平アライメントローラ113および高さアライメントローラ114から構成されている。
アライメントアーム112はカセット供給部61の供給装置本体部72から前方に延びて設けられている。水平アライメントローラ113はアライメントアーム112の前端部に前後方向に2つ設けられている。水平アライメントローラ113はZ方向に平行な軸(Z軸)まわりに回転自在となっている。
高さアライメントローラ114はアライメントアーム112の前端部に1つ設けられている。高さアライメントローラ114は2つの水平アライメントローラ113の上方に位置しており(図21および図24)、X方向に平行な軸(X軸)回りに回転自在となっている。
図26および図27において、搭載装置本体部1Aの基台11には、基台11の後部から後方に延びた左右一対の高さ方向アライメントガイド11Vと、同じく基台11の後部から後方に延びた左右一対の水平方向アライメントガイド11Wが設けられている。高さ方向アライメントガイド11Vは、水平方向アライメントガイド11Wの上方に位置している。
図26において、高さ方向アライメントガイド11Vの上面には、後方から前方に向けて上り坂となる形状の斜面部11Sが設けられている。斜面部11Sの前端には、下方に窪んだ形状の凹部11Kが形成されている。
テープカセット供給装置1Hは、部品搭載装置1Tの後方から部品搭載装置1Tに接続される。テープカセット供給装置1Hを部品搭載装置1Tに接続させる場合には、移動体としての走行ロボットRBによってテープカセット供給装置1HをフロアFL上で走行させ、台車21が連結された状態の搭載装置本体部1Aに(Y方向に)接近させていく(図28)。このときテープカセット供給装置1HのY方向の軸線が、基台11のY方向の軸線と平行になるようにする。このためテープカセット供給装置1Hは、左右のアライメントアーム112の間に基台11に連結された台車21を収容する姿勢で搭載装置本体部1Aに近づいていく。
ここで走行ロボットRBは、キャリアテープCTの補給が必要な部品供給部1Bの手前へテープカセット供給装置1Hを移動させる移動体として機能するものである。この走行ロボットRBには、例えば、無線による制御で自走する無人搬送車(Automatic Guidede Vehicle:AGV)が採用される。
テープカセット供給装置1Hを搭載装置本体部1Aに接近させていくと、テープカセット供給装置1Hの左右の水平アライメントローラ113は、基台11の左右の水平方向アライメントガイド11Wの内面に接触して転動する。このためテープカセット供給装置1Hは、搭載装置本体部1Aに対する水平方向(X方向)への位置決めがなされながら搭載装置本体部1Aの奥側に進行する。
また、テープカセット供給装置1Hを搭載装置本体部1Aの基台11に接近させていくと、左右の高さアライメントローラ114は、基台11の左右の高さ方向アライメントガイド11Vの上面(斜面部11S)に接触して転動し、その斜面部11Sを登っていく(図29)(a)→図29(b))。この間、供給装置本体部72は、フロアFLに対して(すなわち基準ベース71に対して)持ち上げられた状態となる(図29(b))。
左右の高さアライメントローラ114は、左右の高さ方向アライメントガイド11Vの斜面部11Sを登った後、その斜面部11Sの前端に達したところで左右の凹部11Kに落ち込む(図29(b)→図29(c))。これによりテープカセット供給装置1Hの供給装置本体部72(昇降ベース72a)は、部品搭載装置1Tの基台11に対して高さ方向に位置決めされた状態となり(図30および図31)、走行ロボットRBは走行を停止する。
このように本実施の形態において、テープカセット供給装置1Hが備える供給装置側接続部111は、部品搭載装置1Tが備える高さ方向アライメントガイド11Vと水平方向アライメントガイド11Wに接続し、その接続した状態において、供給装置本体部72を高さ方向に位置決めするようになっている。このため、水平にレベル出しされて設置された、フロアFLからの高さが一定でない部品搭載装置1Tに対して、テープカセット供給装置1Hの高さ方向と横方向の位置を容易に合わせることができる。
また、供給装置本体部72に高さ方向の位置決めにおいて、供給装置側接続部111が備える左右の高さアライメントローラ114は、高さ方向アライメントガイド11Vに接続した状態で高さ方向アライメントガイド11Vとの間(すなわち部品搭載装置1Tとの間)に介在し、高さ方向アライメントガイド11Vから上向きの力を受けることで搭載装置本体部1Aに対する供給装置本体部72の高さを調整する高さ調整部となっている。部品搭載装置1Tに対する供給装置本体部72の高さは、左右の高さアライメントローラ114の外径の寸法によって変更することができる。
一方、部品搭載装置1Tが備える高さ方向アライメントガイド11Vと水平方向アライメントガイド11Wは、テープカセット供給装置1Hが接続される搭載装置側接続部となっている。そして、高さ方向アライメントガイド11Vは、テープカセット供給装置1Hが搭載装置本体部1Aに対する高さ方向の位置決めがなされるように接続される搭載装置側高さ方向接続部となっている。また、水平方向アライメントガイド11Wは、テープカセット供給装置1Hが搭載装置本体部1Aに対する水平方向に位置決めがなされるように接続される搭載装置側水平方向接続部となっている。
ここで、高さ方向アライメントガイド11Vは搭載装置本体部1Aの幅方向(X方向)に一対配置されており、高さアライメントローラ114は、一対の高さ方向アライメントガイド11Vに対応してテープカセット供給装置1Hの幅方向(X方向)に一対配置されている。そして、一対の高さ方向アライメントガイド11Vは、台車保持部11Hにより保持された状態の部品供給部1Bをその幅方向(X方向)から挟む位置に設けられた状態となっている。このためテープカセット供給装置1Hは、搭載装置本体部1Aに接続したときには、搭載装置本体部1Aに連結された台車21を一対の供給装置側接続部111によって側方から抱きかかえるような姿勢となる(図31)。
上記のようにしてテープカセット供給装置1Hが搭載装置本体部1Aに接続される際、高さアライメントローラ114が高さ方向アライメントガイド11Vの斜面部11Sを登っている間と、高さアライメントローラ114が凹部11Kに嵌入した後とにおいて、供給装置側接続部111は、高さ方向アライメントガイド11Vから上向きの力を受ける。このため供給装置本体部72は、前部が後部に対して押し上げられた状態となるが、供給装置本体部72(昇降ベース72a)と基準ベース71との間にはフローティング機構73が介装されており、前述したように、供給装置本体部72の底板である昇降ベース72aは水平姿勢を維持するので、テープカセット供給装置の全体が傾いて姿勢が不安定になる事態が防止される。
本実施の形態では、上述のように、テープカセット供給装置1Hは台車21ではなく、搭載装置本体部1Aの基台11に接続されるようになっている。仮にテープカセット供給装置1Hが台車21に支持されるようになっていた場合には台車21に重量物が載ることとなり、台車21の手前側(作業者側)が下がってしまう。そうすると台車21の姿勢が変わってテープフィーダ23の位置(上下方向の位置)が変化してし、搭載ヘッド13がテープフィーダ23から部品BHを取り出すときに吸着ミスを起こすおそれがあるところである。しかし、本実施の形態ではテープカセット供給装置1Hは台車21には接続されないのでそのようなおそれはなく、搭載ヘッド13による部品BHの吸着精度は低下しない。
また、テープカセット供給装置1Hを支持できるように台車21を設計変更(詳細には、テープカセット供給装置1H側の水平アライメントローラ113および高さアライメントローラ114を支持するための高さ方向アライメントガイド11Vおよび水平方向アライメントガイド11Wを設ける設計変更)すると、台車21の重量が増加して取り回しが悪くなるという不都合が生じるところであるが、本実施の形態ではそのような不都合も生じない。
次に、カセット移載部63について説明する。図21、図22、図23および図24において、カセット移載部63は、テープカセット22(格納カセット22B)をカセットストック部74から取り出して部品供給部1Bに移載する機構部である。
カセット移載部63は、把持部としてのチャック装置121と、このチャック装置121を移動させる把持部移動手段としてのチャック装置移動機構122を備える。チャック装置移動機構122は、X軸テーブル123、2つのXガイド124、Y軸テーブル125およびチャック昇降手段としてのチャック昇降シリンダ126から構成されている。
X軸テーブル123は、供給装置本体部72の天板72bの上面の後部をX方向に延びて設けられている。2つのXガイド124は、天板72bの上面の前方と後方のそれぞれをX方向に延びて設けられている。Y軸テーブル125は天板72bの上面をY方向に延びて設けられている。Y軸テーブル125はX軸テーブル123によって駆動され、2つのXガイド124にガイドされることによって、X方向に移動する。
チャック昇降シリンダ126は、ピストンロッドである昇降ロッド126Rの下端を下方に向けている。チャック昇降シリンダ126はY軸テーブル125によって駆動されてY方向に移動し、X軸テーブル123がY軸テーブル125をY方向に駆動することによってY方向に移動する。
図21、図22、図23および図24において、チャック装置121は昇降ロッド126Rの下端に設けられている。このためチャック装置121は、チャック昇降シリンダ126と一体となってX方向およびY方向に移動し、チャック昇降シリンダ126が昇降ロッド126Rを進退させると、供給装置本体部72に対して昇降する。なお、X軸テーブル123、Y軸テーブル125およびチャック昇降シリンダ126の作動は、前述の制御部76が制御する。
図32において、チャック装置121はチャックベース131と、Y方向に配置された前後2本のブロック支持軸132Jと、各ブロック支持軸132Jに取り付けられてY方向に配置された前後2つの開閉ブロック132と、各開閉ブロック132に取り付けられた複数の把持ピン133(ピン部材)を備えている。
図32において、チャックベース131は昇降ロッド126Rの下端に取り付けられている。2本のブロック支持軸132Jはそれぞれチャックベース131から下方に延びており、2つの開閉ブロック132は2本のブロック支持軸132Jそれぞれの下端に取り付けられている。
図32において、チャックベース131内には開閉動作部131Kが設けられている。開閉動作部131Kは制御部76に制御されて作動し、2つのブロック支持軸132Jを互いにY方向に離れる離間方向と、互いにY方向に近づく近接方向とに移動させる。開閉動作部131Kによって2本のブロック支持軸132Jが移動されることで、2つの開閉ブロック132は、互いの間隔が最も大きくなる開位置(図33(a))と、互いの間隔が最も小さくなる閉位置(図33(b))との間で移動(開閉)する。
把持ピン133は、2つの開閉ブロック132それぞれから下方に延びている。各把持ピン133の下端には、その把持ピン133よりも大きい外径を有する鍔部133Dが形成されている(図32および図33(a),(b))。
本実施の形態では、2つの開閉ブロック132に複数対(4対)の把持ピン133が設けられている。各対の2本の把持ピン133はY方向に対向して配置されており、4組の把持ピン133はX方向に並んで設けられている。
開閉動作部131Kによって2つの開閉ブロック132が開閉されると、4組それぞれの2本の把持ピン133は互いの間隔が離間し(図33(b)→図33(a))、あるいは近接する(図33(a)→図33(b))。チャック装置121は後述するように、2つの開閉ブロック132が閉じる動作によって2本の把持ピン133を近接させることで、テープカセット22(格納カセット22B)に取り付けられた被把持ブロック45を把持する。
このように本実施の形態において、把持部であるチャック装置121は、互いに離れる離間方向および互いに近づく近接方向に移動される開閉部材としての一対(2つ)の開閉ブロック132と、これら一対の開閉ブロック132それぞれから延びて設けられた把持ピン133を備えた構成となっている。そして、一対の開閉ブロック132を近接方向に移動させて一対の把持ピン133の間の距離を縮めることによって、テープカセット22に設けられた被把持ブロック45を把持するようになっている。
4対の把持ピン133は、図34に示すように、開閉ブロック132が閉位置に位置した状態での間隔がL1となる2本の把持ピン(第1把持ピン133a)と、間隔がL1よりも大きいL2(>L1)となる2本の把持ピン133(第2把持ピン133b)と、間隔がL2より大きいL3(>L2)となる2本の把持ピン133(第3把持ピン133c)と、間隔がL3よりも大きいL4(>L3)となる2本の把持ピン133(第4把持ピン133d)から成る。このように本実施の形態において、一対の開閉ブロック132は複数対の把持ピン133を備え、各対の把持ピン133同士の距離は互いに異なるものとなっている。
各テープカセット22に設けられる被把持ブロック45は、図35(a),(b)に示すように、ブロック基部45Kとブロック本体部45Hの2つの部分を有している。ブロック基部45Kはフレーム上部43aに直接取り付けられる部分であり、ブロック本体部45Hはブロック基部45Kの上部に連接してブロック基部45KのY方向の両端部よりも外側に突出した形状を有する部分である。
ブロック本体部45Hの前後方向の両端部それぞれには一対の窪み部45M(前後の窪み部45M)が設けられている。これら前後の窪み部45Mは、互いに向き合う方向(Y方向)に向けて窪んだ形状を有している。2つの窪み部45Mそれぞれの内径は、チャック装置121が備える把持ピン133の外径よりもやや大きい寸法を有している。
本実施の形態では、図36(a),(b),(c),(d)に示すように、被把持ブロック45として4種類のもの(第1被把持ブロック45a、第2被把持ブロック45b、第3被把持ブロック45cおよび第4被把持ブロック45d)が用いられる。これら4種類の被把持ブロック45は、ブロック本体部45HのY方向の長さ(すなわち2つの窪み部45Mの間隔)が互いに異なっており、テープカセット22の幅方向寸法に応じて使い分けられるようになっている。
2つの開閉ブロック132が備える4種類の被把持ブロック45は、前述の4組の2本の把持ピン133(第1把持ピン133a、第2把持ピン133b、第3把持ピン133cおよび第4把持ピン133d)に対応したものとなっている。具体的には、第1被把持ブロック45aの2つの窪み部45Mの間の距離はL1であり(図36(a))、第2被把持ブロック45bの2つの窪み部45Mの間の距離はL2である(図36(b))。第3被把持ブロック45cの2つの窪み部45Mの間の距離はL3であり(図36(c))、第4被把持ブロック45dの2つの窪み部45Mの間の距離はL4である(図36(d))。
テープカセット供給装置1Hは、チャック装置121によってテープカセット22(格納カセット22B)の被把持ブロック45を把持する場合には先ず、開閉動作部131Kを作動させて、開閉ブロック132を開位置に位置させる。そして、把持しようとする被把持ブロック45に対応した2本の把持ピン133を、把持しようとする被把持ブロック45のY方向の外側に位置させる(図35(a))。このとき開閉ブロック132は、2本の把持ピン133それぞれの鍔部133Dがブロック本体部45Hの下面よりも下方に位置する高さに位置される。
テープカセット供給装置1Hは、2本の把持ピン133を被把持ブロック45のY方向の外側に位置させたら、開閉動作部131Kを作動させて、開閉ブロック132を閉位置に位置させる(図35(a)→図35(b))。これにより2本の把持ピン133は被把持ブロック45が備える2つの窪み部45Mのそれぞれに嵌入し、チャック装置121は被把持ブロック45を把持した状態となる(図35(b))。チャック装置121が被把持ブロック45を把持した状態では、2本の把持ピン133それぞれの鍔部133Dは、ブロック本体部45Hの下方に位置する。
このようにチャック装置121は、2本の把持ピン133をY方向(テープカセット22に収納されたロール体RTの面内方向)に移動させて被把持ブロック45を把持するので、隣接した他のテープカセット22と干渉することなく、対象とするテープカセット22の被把持ブロック45を把持することができる。
前述したように、各組の2本の把持ピン133の間隔(2つの開閉ブロック132が閉位置に位置した状態での間隔)は、対応する被把持ブロック45が備える2つの窪み部45Mの間隔に一致する。このため第1被把持ブロック45aは第1把持ピン133aによってのみ把持することができ(図37(a)→図37(b))、第2被把持ブロック45b(図36(b))は第2把持ピン133bによってのみ把持することができる(図38(a)→図38(b))。また、第3被把持ブロック45c(図36(c))は第3把持ピン133cによってのみ把持することができ(図39(a)→図39(b))、第4被把持ブロック45d(図36(d))は第4把持ピン133dによってのみ把持することができる(図40(a)→図40(b))。
前述したように、テープカセット22は被把持ブロック45を1つまたは2つ備えるが、そのうちの1つは必ず第1被把持ブロック45aとなっている。このためテープカセット22の幅方向寸法が大きい場合、そのテープカセット22が備える2つの被把持ブロック45は、第1被把持ブロック45aと第2被把持ブロック45bの組み合わせ(図36(b))であるか、第1被把持ブロック45aと第3被把持ブロック45cの組み合わせ(図36(c))であるか、第1被把持ブロック45aと第4被把持ブロック45dの組み合わせ(図36(d))であるかである。詳細には、テープカセット22の幅方向寸法が大きくなるほどY方向の長さ(前後の窪み部45Mの間隔)が大きい被把持ブロック45が追加される。
ここで、第1被把持ブロック45aに加えて第2被把持ブロック45bが追加されている場合には(図36(b))、図38(a),(b)に示すように、第1被把持ブロック45aと第2被把持ブロック45bのX方向(テープカセット22の幅方向)の間隔は、チャック装置121における第1把持ピン133aの列と第2把持ピン133bの列のX方向の間隔と等しくなるように設定されている。また、第1被把持ブロック45aに加えて第3被把持ブロック45cが追加されている場合には(図36(c))、図39(a),(b)に示すように、第1被把持ブロック45aと第3被把持ブロック45cの間隔は、第1把持ピン133aの列と第3把持ピン133cの列の間隔に等しくなるように設定されている。また、第1被把持ブロック45aに加えて第4被把持ブロック45dを追加する場合には(図36(d))、図40(a),(b)に示すように、第1被把持ブロック45aと第4被把持ブロック45dの間隔は、第1把持ピン133aの列と第4把持ピン133dの列の間隔に等しくなるように設定されている。
テープカセット供給装置1Hは、第1被把持ブロック45aのみを備えたテープカセット22を把持する場合には、第1把持ピン133aによって第1被把持ブロック45aを把持する(図37(a)→図37(b))。第1被把持ブロック45aに加えて第2被把持ブロック45bを備えたテープカセット22を把持する場合には、第1把持ピン133aによって第1被把持ブロック45aを把持すると同時に、第2把持ピン133bによって第2被把持ブロック45bを把持する(図38(a)→図38(b))。
またテープカセット供給装置1Hは、第1被把持ブロック45aに加えて第3被把持ブロック45cを備えたテープカセット22を把持する場合には、第1把持ピン133aによって第1被把持ブロック45aを把持すると同時に、第3把持ピン133cによって第3被把持ブロック45cを把持する(図39(a)→図39(b))。第1被把持ブロック45aに加えて第4被把持ブロック45dを備えたテープカセット22を把持する場合には、第1把持ピン133aによって第1被把持ブロック45aを把持すると同時に、第4把持ピン133dによって第4被把持ブロック45dを把持する(図40(a)→図40(b))。
このように、本実施の形態において、チャック装置121は、2組以上の2本の把持ピン133によって、格納カセット22Bの幅方向における両端部の各々に設けられた2つ以上の被把持ブロック45を把持するようになっている。
本実施の形態では、チャック装置121が備える4組の把持ピン133はそれぞれY方向の間隔が異なっているので、カセットストック部74にストックされている複数のテープカセット22の中のひとつをチャック装置121によってチャックしようとする場合において、誤って隣接した他のテープカセット22を一緒に把持してしまうことが防止される。
図41(a)は、第1被把持ブロック45aのみを備えたテープカセット22と、第1被把持ブロック45aおよび第4被把持ブロック45dを備えたテープカセット22が並んでいる状況を示している。このような場合、最も間隔が小さいL1である2本の把持ピン133(第1把持ピン133a)によって第1被把持ブロック45aを把持することで(図41(a)→図41(b))、目的とするテープカセット22のみを把持することができる。
次に、テープ送り部64について説明する。図21、図23および図23において、テープ送り部64は、Y軸テーブル125の前端部から下方に延びて設けられた送り部ベース125Bの下端に取り付けられている。X軸テーブル123がY軸テーブル125をX方向に駆動すると、これに伴ってテープ送り部64が、送り部ベース125Bと一体となってX方向に移動する。
図42および図43(a),(b)において、テープ送り部64は送り機構部64Aとテープ支持機構部64Bを備えている。送り機構部64Aはスプロケット駆動モータ141とスプロケット142を有している。
図42および図43(a),(b)において、スプロケット駆動モータ141は駆動軸141JをX方向に向けて送り部ベース125Bに設けられており、スプロケット142は駆動軸141Jに取り付けられている。スプロケット142は外周部に複数の係合ピン142Pを備えている。スプロケット駆動モータ141の作動は制御部76によって制御される。スプロケット駆動モータ141が駆動軸141Jを回転駆動すると、スプロケット142がYZ面内で回転する。
図42および図43(a),(b)において、テープ支持機構部64Bはアーム駆動シリンダ143(アーム駆動部)と支持アーム144を備えている。アーム駆動シリンダ143はピストンロッドであるアーム駆動ロッド143RがXZ面内で進退するように配置されている。アーム駆動ロッド143Rの上端は斜め上方に向けられている。アーム駆動シリンダ143によるアーム駆動ロッド143Rの進退作動は制御部76によって制御される。
図43(a),(b)において、支持アーム144はアーム駆動ロッド143Rに取り付けられている。支持アーム144は先端部を斜め上方に向けており、その軸線はアーム駆動ロッド143Rの軸線の延びる方向と平行に延びている。このためアーム駆動シリンダ143がアーム駆動ロッド143Rを進退させると、支持アーム144はアーム駆動ロッド143Rと一体となって進退する。
アーム駆動シリンダ143がアーム駆動ロッド143Rをフルストロークで後退させた状態では(図43(a))、支持アーム144の先端部(上端部)は、スプロケット142の直下から側方下側(スプロケット駆動モータ141の下方)に外れた位置に位置する。一方、アーム駆動シリンダ143がアーム駆動ロッド143Rをフルストロークで前進させた状態では(図43(b))、支持アーム144の先端部はスプロケット142の直下の位置に位置する。
次に、このような構成のテープカセット供給装置1Hによってテープカセット22(格納カセット22B)を部品搭載装置1Tが備える部品供給部1Bに供給(移載)する手順(テープカセット供給方法)を説明する。
テープカセット供給装置1Hによって格納カセット22Bを部品供給部1Bのカセット装着部33に移載する場合には、先ず、走行ロボットRBがフロアFL上を走行し、テープカセット供給装置1Hが備える基準ベース71の後部に結合する(図28)。走行ロボットRBは、テープカセット供給装置1Hの基準ベース71に結合したら、テープカセット供給装置1Hをその後方から押圧するようにしてフロアFL上を走行する。そして、テープカセット供給装置1Hを台車21が連結された状態の搭載装置本体部1Aに接近させていく(図28→図29(a)→図29(b)。
走行ロボットRBは、前述の要領により、テープカセット供給装置1Hを搭載装置本体部1Aに接続させる。これによりテープカセット供給装置1Hが備える供給装置側接続部111が、搭載装置本体部1Aが備える高さ方向アライメントガイド11Vおよび水平方向アライメントガイド11Wに接続する。
このようにテープカセット供給装置1Hを搭載装置本体部1Aに接続させる方法(装置間接続方法。テープカセット供給方法の一部)では、テープカセット供給装置1Hを移動させ、搭載装置本体部1Aに近づけていくことによって、テープカセット供給装置1Hを左右の高さ方向アライメントガイド11Vに接続させるステップ(接続ステップ)を含むものとなっている。
本実施の形態における接続間接続方法では、重量物であるテープカセット供給装置1Hが部品搭載装置1Tの部品供給部1B(台車21)に接続されるのではなく、搭載装置本体部1Aに接続される。このため、前述したように、台車21にテープカセット供給装置1Hの重量が作用して台車21の姿勢(すなわちテープフィーダ23の姿勢)が変わるようなことがなく、搭載ヘッド13による部品BHの吸着ミスの発生を防止することができる。
上記のようにしてテープカセット供給装置1Hが搭載装置本体部1Aに接続された状態では、テープカセット供給装置1Hが備える左右の高さアライメントローラ114が、搭載装置本体部1Aが備える左右の高さ方向アライメントガイド11Vに設けられた左右の凹部11Kに嵌入した状態となる。これにより供給装置本体部72は、搭載装置本体部1Aに対して高さ方向の位置決めがなされる(図29(c))。
このように本実施の形態におけるテープカセット供給方法は、供給装置側接続部111を部品搭載装置1Tに接続させることによって供給装置本体部72を部品搭載装置1Tに対して高さ方向(Z方向)に位置決めするステップ(位置決めステップ)を含むものとなっている。
上記の位置決めステップでは、供給装置本体部72は搭載装置本体部1Aから前部が押し上げられる方向の上向きの押圧力を受けるが、供給装置本体部72(昇降ベース72a)は基準ベース71との間にフローティング機構73を備えており、供給装置本体部72の底板である昇降ベース72aが水平姿勢から(水平姿勢の基準ベース71に対して)傾くことが防止されるので、安定姿勢を保つことができる。
図27において、部品搭載装置1Tの基台11には、電力供給手段としての電力供給コネクタ11Cが設けられており、テープカセット供給装置1Hには、電力受容手段としての電力受容コネクタ151が設けられている。テープカセット供給装置1Hが部品搭載装置1Tと接続するとき、電力受容コネクタ151と電力供給コネクタ11Cは嵌合し、テープカセット供給装置1Hと部品搭載装置1Tとが電気的に接続される(図27→図31)。これによりテープカセット供給装置1Hは部品搭載装置1Tから供給される動力を受け付けることが可能となる。
上記のようにして供給装置本体部72が搭載装置本体部1Aに対して接続して位置決めされたら、テープカセット供給装置1Hは、チャック装置移動機構122を作動させて、チャック装置121を移載対象の格納カセット22Bの上方に位置させる。そして、移載対象の格納カセット22Bの格納部41の上部(フレーム上部43a)に設けられた被把持ブロック45を、チャック装置121によって把持する。詳細には、前述したように、開閉ブロック132を開位置から閉位置に向かって閉じるように動作させることによって、2本の把持ピン133によって被把持ブロック45を把持する(図35(a)→図35(b))。
このように本実施の形態におけるテープカセット供給方法は、把持部であるチャック装置121によってテープカセット(格納カセット22B)を把持するステップ(把持ステップ)を備えたものとなっている。
この把持ステップでは、前述したように、第1被把持ブロック45aのみを備えたテープカセット22に対しては2本の把持ピン133(第1把持ピン133a)のみでそのテープカセット22を把持する。また、第1被把持ブロック45aに加えて他の把持ブロック45(第2被把持ブロック45b、第3被把持ブロック45cまたは第4被把持ブロック45d)を備えたテープカセット22に対しては、第1把持ピン133aのほか、第2把持ピン133b、第3把持ピン133cおよび第4把持ピン133dのいずれかの把持ピン133によって、2つの被把持ブロック45を把持する(図44)。
テープカセット供給装置1Hは、テープカセット22が備える1または2つの被把持ブロック45をチャック装置121によって把持したら、カセット移載部63(チャック装置移動機構122)のY軸テーブル125を作動させることによって、チャック昇降シリンダ126を前方に移動させる(図45中に示す矢印E1)。そして、チャック昇降シリンダ126を作動させてチャック装置121を下降させながら、テープ送り位置に位置させる。ここで「テープ送り位置」とは、格納カセット22Bから引き出されて2つのテープ係止突起55と係合しているキャリアテープCTの先頭部が、テープフィーダ23のテープ入口23Gとほぼ水平方向(ここではY方向)に対向する位置(図45)である。
テープカセット供給装置1Hのカセット移載部63は、格納カセット22Bをテープ送り位置に位置させるときには、先ず、格納カセット22Bから引き出されたキャリアテープCTの先頭部がスプロケット142の直下に位置するようにする(図43(a)および図46(a))。そして、チャック昇降シリンダ126を作動させることによって、チャック装置121をわずかに上昇させる(図46(b)中に示す矢印F1)。チャック装置121が上昇することによって、キャリアテープCTの先頭部における1つの送り孔SH(嵌入している2つのテープ係止突起55の間に位置する送り孔SH)に、スプロケット142が有する最下端の係合ピン142P(最下端係合ピン142D)が係合する。
このように本実施の形態において、スプロケット142は、テープカセット22(格納カセット22B)から引き出された状態のキャリアテープCTの先頭部が有する送り孔SHに係合するテープ係合部として機能する。スプロケット142が有する最下端係合ピン142DがキャリアテープCTの先端部における1つの送り孔SHに係合したら(図43(b)および図46(b))、格納カセット22Bはテープ送り位置に位置した状態となる。
格納カセット22Bがテープ送り位置に位置したら、テープカセット供給装置1Hはアーム駆動シリンダ143を作動させて、アーム駆動ロッド143Rを前進させる(図46(c)中に示す矢印P)。これによりキャリアテープCTの先端部は2つのテープ係止突起55の間から進入した支持アーム144の先端部によって下方から支持され、スプロケット142と支持アーム144との間に挟まれた状態となる(図43(b)および図46(c))。
なお、支持アーム144の先端部にはキャリアテープCTの延びる方向に沿って延びた形状の溝が形成されている。このため支持アーム144は、キャリアテープCTを上方から貫通した状態となっているスプロケット142の最下端係合ピン142Dと干渉することなく、キャリアテープCTの先端部を支持することが可能である。このように本実施の形態において、支持アーム144は、キャリアテープCTの先頭部を支持する支持部となっている。
キャリアテープCTの先頭部が、スプロケット142と支持アーム144との間に挟まれた状態となったら、カセット移載部63は、チャック昇降シリンダ126によって格納カセット22Bを下降させる(図46(d)中に示す矢印F2)。これによりキャリアテープCTの先端部から2つのテープ係止突起55が下方に抜け出るが、キャリアテープCTの先頭部は支持アーム144によって支持された状態が継続されるので、キャリアテープCTは最下端係合ピン142Dと係合した状態が維持される(図46(d))。
上記のようにして格納カセット22Bが下降して2つのテープ係止突起55がキャリアテープCTから抜け出たら、テープカセット供給装置1Hは、スプロケット142を回転させることにより、キャリアテープCTを前方に向けて(すなわちテープ入口23Gに向けて)送る(図47(a)中に示す矢印R)。これによりキャリアテープCTは前方へ進行し(図47(a)→図47(b))、その先端部はテープフィーダ23のテープ入口23Gに入っていく(図47(b))。このときキャリアテープCTは支持アーム144によって下方から支持されているので、下方に垂れることなく、前方に(テープ入口23Gに)向かって真っすぐ進行する。ここで、テープフィーダ23は台車21を通じて部品搭載装置1Tに接続されており、テープカセット供給装置1Hもまた部品搭載装置1Tに接続されているので、テープカセット供給装置1Hからテープフィーダ23のテープ入口23Gへ向かって精度よくキャリアテープCTの先頭部を送ることができる。
このように本実施の形態におけるテープカセット供給方法は、テープカセット22(格納カセット22B)がテープ送り位置に位置されときに格納カセット22Bから引き出された状態のキャリアテープCTの先頭部を保持した後、キャリアテープCTの先頭部をテープフィーダ23のテープ入口23Gに向けて送るステップ(テープ送りステップ)を備えたものとなっている。
テープ送り部64によって送られたキャリアテープCTの先頭部がテープフィーダ23のテープ入口23Gに挿入したら、テープフィーダ23はこれを検知してキャリアテープCTを引き込む。そして、キャリアテープCTがテープフィーダ23によって一定量引き込まれたら(図48)、テープカセット供給装置1Hは、チャック装置121を後方に移動させるとともに(図49中に示す矢印E2)、シャッタ操作部75の操作バー駆動部93を作動させて、操作バー92を上昇させる(図49中に示す矢印J1)。
チャック装置121を後方に移動させるとともに操作バー92を上昇させることによって、格納カセット22Bの操作レバー53に操作バー92が下方から当接したら(図49)、テープカセット供給装置1Hは、チャック装置121を(すなわち格納カセット22Bの格納部41を)前下方に斜めに移動させる(図50中に示す矢印E3)。これにより操作レバー53は格納部41に対して相対的に上昇する。テープカセット供給装置1Hは、操作レバー53が格納部41に対して設定された所定高さ(「第1高さ」と称する)に到達したところで、チャック装置121の移動を停止させる。
上記の「第1高さ」は、本実施の形態では、シャッタ42を閉止位置から開放位置まで移動させる場合の操作レバー53の高さ方向の全移動量の約1/3に相当する高さに設定されている。このため操作レバー53が第1高さに到達した状態では、格納カセット22Bの正面開口41Kはその全体の約1/3が開放された状態となる(図50)。
テープカセット供給装置1Hは、チャック装置121の移動を停止させたら、操作バー駆動部93によって、操作バー92を上昇させる(図51中に示す矢印J2)。テープカセット供給装置1Hは、操作レバー53が格納部41に対して設定された所定高さ(「第2高さ」と称する)に到達したところで、操作レバー53の上昇を停止させる。
上記の「第2高さ」は、本実施の形態では、シャッタ42を閉止位置から開放位置まで移動させる場合の操作レバー53の高さ方向の全移動量の約2/3に相当する高さに設定されている。このため操作レバー53が第2高さに到達した状態では、格納カセット22Bの正面開口41Kはその全体の約2/3が開放された状態となる(図51)。
テープカセット供給装置1Hは、操作バー92の上昇を停止させたら、チャック装置121を後下方に向かって斜めに移動させる(図52中に示す矢印E4)。これにより操作レバー53は格納部41に対して相対的に上昇する。テープカセット供給装置1Hは、操作レバー53が格納部41に対して設定された所定高さ(「第3高さ」と称する)に到達したところで、チャック装置121の移動を停止させる。
上記の「第3高さ」は、本実施の形態では、シャッタ42を閉止位置から開放位置まで移動させる場合の操作レバー53の高さ方向の全移動量に相当する高さに設定されている。このため操作レバー53が第3高さに到達した状態では、格納カセット22Bの正面開口41Kはその全体が開放された状態となる(図52および図18(c))。
格納カセット22Bの正面開口41Kの全体が開放された状態となったら、テープカセット供給装置1Hは、チャック装置121を前上方へ向けて斜めに移動させることによって(図53中に示す矢印E5)、格納カセット22Bを格納カセット装着部39(3つの格納カセット保持ピン33P)の上方に移動させる。そして、チャック装置121を下降させることによって(図54中に示す矢印E6)、格納カセット22Bをカセット装着部33に装着(格納カセット装着部39に装着)する(図55(a)→図55(b))。
テープカセット供給装置1Hは、格納カセット22Bをカセット装着部33(格納カセット装着部39)に装着するときには、格納カセット22Bのフレーム下部43bに設けられた3つのピン挿入部43Sに、台車21のカセット装着部33に設けられた3つの格納カセット保持ピン33Pが挿入するようにする(図55(a)→図55(b))。格納カセット22Bがカセット装着部33に装着されたら、格納カセット22Bの部品供給部1Bへの移載が完了する。
このように本実施の形態におけるテープカセット供給方法は、位置決めステップで位置決めした供給装置本体部72から格納カセット22Bをチャック装置121で把持して取り出した後、チャック装置121を移動させることによって、格納カセット22Bから引き出された状態のキャリアテープCTの先頭部がテープ送り位置を経由する経路で格納カセット22Bを移動させて部品搭載装置1Tに移載するステップ(移載ステップ)を含むものとなっている。
テープカセット供給装置1Hは、上記移載ステップで格納カセット22Bをカセット装着部33に装着する際には、格納カセット22Bの下部(フレーム下部43b)の前端43Eが、受容カセット装着部38に装着されている受容カセット22Aの一対の張出部44Hの間を通るようにする(図55(a)→図55(b))。図9に示すように、フレーム下部43bの下端には、フレーム下部43bが一対の張出部44Hの間に誘導され易くなる形状(下方に狭まる形状)のテーパ面43Dが形成されているので、格納カセット22Bを下ろす動作だけで、格納カセット22Bの下部の前端43Eが確実に受容カセット22Aの一対の張出部44Hの間を通るようにすることができる。
格納カセット22Bが上記のようにして(下部の前端43Eが受容カセット22Aの一対の張出部44Hの間を通るようにして)格納カセット装着部39に装着されると、格納カセット22Bの一対の側板44は、受容カセット22Aの一対の側板44の内側に位置する(図55(b))。このため格納カセット22Bはその前方に位置する受容カセット22Aの一対の側板44によって挟まれた状態となり、X方向(側方への倒れ方向)の移動が抑制されるので、台車21上での姿勢が安定する。
また、格納カセット22Bの正面開口41Kの少なくとも一部は受容カセット22Aの正面開口41Kに挿入された状態となる。言い方を変えれば、格納カセット装着部39は、格納カセット22Bの正面開口41Kの少なくとも一部を受容カセット22Aの正面開口41Kに挿入した状態で格納カセット22Bを装着する。これにより、格納カセット22Bの側板44が受容カセット22Aの側板44よりも内側に位置するので、格納カセット22Bから受容カセット22Aへ移動するロール体RTが側板44のエッジに引っ掛ってしまうといったトラブルを防止することができる。
テープカセット供給装置1Hは、格納カセット22Bの部品供給部1Bへの移載が完了したら、チャック昇降シリンダ126を作動させて、チャック装置121を上昇させるともに(図56中に示す矢印E7)、アーム駆動シリンダ143を作動させることによって、キャリアテープCTを支持している支持アーム144を下降させる。これによりテープフィーダ23のテープ入口23Gに挿入されていたキャリアテープCTは支持アーム144による支持が解除される(キャリアテープCTは垂れ下がった状態となる。図57)。
格納カセット22Bを格納カセット装着部39に装着する過程でキャリアテープCTを引き込んだテープフィーダ23は、その引き込んだキャリアテープCTがカレントテープである場合にはそのままキャリアテープCTを搬送して部品BHの供給を行う。一方、引き込んだキャリアテープCTが補充テープである場合には、カレントテープの後尾部がテープフィーダ23内の所定の位置を通過したことを検知するまで補充テープを待機させる。テープフィーダ23が補充テープの搬送を開始すると、格納カセット22Bに格納されているロール体RTは、テープフィーダ23が引き込むキャリアテープCTに引っ張られて前方に転動し、その前方に位置する受容カセット22Aの格納部41内に移動する(図58(a)→図58(b)→図59(a))。
上記のように、格納カセット22Bから受容カセット22A内にロール体RTが移動するとき、そのロール体RTは受容カセット22Aが有する誘導面43Fによって誘導される。また、格納カセット22Bの一対の側板44は、その前方に位置する受容カセット22Aの一対の側板44の内側に位置しているので、ロール体RTはスムーズに受容カセット22A内に移動して収納される(図58(b)→図59(a))。
格納カセット22Bに格納されていたロール体RTが受容カセット22A内に移動したら、格納カセット22Bは空となる。空となった格納カセット22Bは、次の補充テープのロール体RT(格納カセット22B)を部品供給部1Bに装着させるためにカセット装着部33から取り外され(図59(b))、カセットストック部74に戻される(図60)。この空となった格納カセット22Bの移動は、チャック装置121による被把持ブロック45の把持と、カセット移載部63によるチャック装置121によるチャック装置121の移動とによりなされる。
テープカセット供給装置1Hは、空となった格納カセット22Bをカセットストック部74に戻したら、補充用の格納カセット22Bを部品搭載装置1Tに供給するため、カセット移載部63によりカセットストック部74からテープカセット22(格納カセット22B)を取り出す。そして、前述のテープ送り位置を経由する経路に従って、新たな格納カセット22Bをカセット装着部33に移載する(図61(a)→図61(b))。
テープカセット供給装置1Hは、新たな格納カセット22Bをカセット装着部33に移載したら、チャック装置121を上昇させるとともに(図62中に示す矢印E8)、支持アーム144を下降させることによって、キャリアテープCTの支持を解除する(図63)。
テープフィーダ23によるキャリアテープCTの搬送が進み、受容カセット22A内のロール体RTキャリアテープCTの後尾部がテープフィーダ23内の所定の位置を通過したことが検知されたら、テープフィーダ23はそれまで待機状態にしていた補充テープ(格納カセット22B内のキャリアテープCT)を新たなカレントテープとして搬送する(図64(a))。そして、部品BHの供給を継続する。テープフィーダ23により、格納カセット22Bに格納されているロール体RTからのキャリアテープCTの搬送が開始されると、そのキャリアテープCTのロール体RTが引っ張られて前方に転動し、その前方に装着されている受容カセット22Aの格納部41内に入る(図64(a)→図64(b))。
これにより格納カセット22Bは空となって前述の図59(a)と同じ状態となり、以下、図59(a)→図59(b)→図61(a)→図61(b)→図64(a)→図64(b)→図59(a)の工程が繰り返される。このため部品搭載装置1Tは、ロール体RTの(すなわちキャリアテープCTの)補充を受けながら、テープフィーダ23による部品BHの供給を継続することができる。
図59(b)において、受容カセット装着部38から取り外した受容カセット22Aは、新たな格納カセット22Bとして使用することが可能である。また、受容カセット22Aはテープカセット22を上下反転させて使用しているため、受容カセット22Aに収納されたロール体RTの巻き方向は格納カセット22Bとして利用する場合の巻き方向と同じになる。このため、受容カセット22Aを格納カセット22Bとして使用する際にロール体RTを取り出し、向きを反転させて再び収納するという作業を省くことができる。
これまで説明してきたように、本実施の形態におけるテープカセット供給装置1Hは、基準ベース71と供給装置本体部72との間にフローティング機構73を備えており、このフローティング機構73が、基準ベース71と供給装置本体部72とを連結して基準ベース71と供給装置本体部72の距離の変化に伴って作動する一対のリンク部101と、これら一対のリンク部101同士を連結してリンク部同士の作動を連動させる連結部102とを有するリンク機構(平行リンク)を備えている。このため本実施の形態におけるテープカセット供給装置1Hおよびテープカセット供給方法によれば、テープカセット供給装置1Hを部品搭載装置1Tに接続させる際、供給装置本体部72が部品搭載装置1Tから押し上げ力を受けても供給装置本体部72の底板である昇降ベース72aの水平姿勢を維持することができ、供給装置本体部72は安定姿勢を保つことができる。
また、本実施の形態におけるテープカセット供給装置1Hは、テープカセット22(格納カセット22B)を把持する把持部としてのチャック装置121と、格納カセット22Bを把持したチャック装置121を移動させて部品搭載装置1Tに格納カセット22Bを移載する把持部移動手段としてのチャック装置移動機構122から成るカセット移載部63を備えている。このため本実施の形態におけるテープカセット供給装置1Hおよびテープカセット供給方法によれば、作業者の人力によることなく、テープカセット(格納カセット22B)を部品搭載装置1Tに自動で移載することができる。
また、本実施の形態におけるテープカセット供給装置1Hは、カセットストック部74から取り出した格納カセット22Bを、格納カセット22Bから引き出された状態のキャリアテープCTの先頭部が部品搭載装置1Tに備えられたテープフィーダ23のテープ入口23Gと対向するテープ送り位置を経由する経路で移動させて部品搭載装置1Tに移載するカセット移載部63を備えるとともに、カセット移載部63によって格納カセット22Bがテープ送り位置に位置されたときに格納カセット22Bから引き出された状態のキャリアテープCTの先頭部を保持した後、キャリアテープCTの先頭部をテープ入口23Gに向けて送るテープ送り部64を備えた構成となっている。このため本実施の形態におけるテープカセット供給装置1Hおよびテープカセット供給方法によれば、格納カセット22Bの部品搭載装置1Tへの移載と格納カセット22Bから引き出されたキャリアテープCTのテープフィーダ23への挿入を、作業者の人力によることなく自動で行うことができる。
また、本実施の形態における部品搭載システム1は、部品搭載装置1Tの搭載装置本体部1Aは、テープフィーダ23が装着された台車21を保持する台車保持部11Hのほか、テープカセット供給装置1Hが接続される搭載装置側接続部(左右の高さ方向アライメントガイド11Vおよび左右の水平方向アライメントガイド11W)を備えており、テープカセット供給装置1Hは台車21ではなく搭載装置本体部1Aによって支持されるようになっている。このため本実施の形態における部品搭載システム1(および部品搭載システム1における装置間接続方法)によれば、重量物であるテープカセット供給装置1Hを台車21に接続することにより生じ得る部品BHの吸着ミスの発生を防止できる。
以上説明したように、本実施の形態におけるテープカセット供給装置1Hおよびテープカセット供給方法によれば、格納カセット22Bの部品搭載装置1Tへの移載と格納カセット22Bから引き出されたキャリアテープCTのテープフィーダ23への挿入を、作業者の人力によることなく自動で行うことができる。
これまで本発明の実施の形態について説明してきたが、本発明は上述したものに限定されず、種々の変形等が可能である。例えば、上述の実施の形態に示した格納カセット22Bを搭載装置本体部1Aに移載する移載ステップにおいて、格納カセット22Bが搭載装置本体部1Aのカセット装着部33に装着される前にテープ送り部64がキャリアテープCTをテープフィーダ23のテープ入口23Gに送るようになっていたが、格納カセット22Bがカセット装着部33に装着されてからテープ送り部64がキャリアテープCTをテープフィーダ23に送るようになっていてもよい。
また、上述の実施の形態では、高さ調整部である高さアライメントローラ114は、テープカセット供給装置1Hが部品搭載装置1Tに接続される際、部品搭載装置1Tの高さ方向アライメントガイド11Vから上向きの力(押し上げ力)を受けることで部品搭載装置(高さ方向アライメントガイド11V)に対する供給装置本体部72の高さを調整するようになっていたが、高さアライメントローラ114は、高さ方向アライメントガイド11Vから下向きの力(押し下げ力)を受けることで部品搭載装置(高さ方向アライメントガイド11V)に対する供給装置本体部72の高さを調整するようになっていてもよい。
また、上述の実施の形態では、2つの開閉ブロック132に設けられた把持ピン133の組は4組であったが、被把持ブロック45の種類の数と呼応させて、2組、3組あるいは5組以上とすることができる。テープカセット22に1種類の被把持ブロック45しか取り付けられないのであれば、把持ピン133の組は、その1種類の被把持ブロック45の応じた間隔を有する1組だけであってもよい。
また、テープ送り部64は、カセット移載部63によって格納カセット22Bがテープ送り位置に位置されたときにその格納カセット22Bから引き出された状態のキャリアテープCTの先頭部を保持した後、そのキャリアテープCTの先頭部をテープ入口23Gに向けて送る機能を有していればよい。従ってテープ送り部64は、必ずしも、上述の実施の形態に示したような、格納カセット22Bから引き出された状態のキャリアテープCTの先頭部が有する送り孔SHに係合するテープ係合部としてのスプロケット142と、スプロケット142に送り孔SHが係合した状態のキャリアテープCTを下側から支持する支持部としての支持アーム144とを備えた構成でなくてもよい。