JP7615434B2 - 電極組立体、その製造装置および製造方法 - Google Patents
電極組立体、その製造装置および製造方法 Download PDFInfo
- Publication number
- JP7615434B2 JP7615434B2 JP2023542551A JP2023542551A JP7615434B2 JP 7615434 B2 JP7615434 B2 JP 7615434B2 JP 2023542551 A JP2023542551 A JP 2023542551A JP 2023542551 A JP2023542551 A JP 2023542551A JP 7615434 B2 JP7615434 B2 JP 7615434B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode assembly
- sealing
- separator
- blocks
- length direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
- H01M50/466—U-shaped, bag-shaped or folded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/34—Devices for discharging articles or materials from conveyor
- B65G47/46—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0468—Compression means for stacks of electrodes and separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0585—Construction or manufacture of accumulators having only flat construction elements, i.e. flat positive electrodes, flat negative electrodes and flat separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/403—Manufacturing processes of separators, membranes or diaphragms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/46—Separators, membranes or diaphragms characterised by their combination with electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Secondary Cells (AREA)
- Cell Separators (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Description



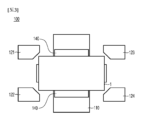
10、100:電極組立体の製造装置
11、110:移送部
12、120、121~124、220:シーリングブロック
13、130:下部支持台
140:整列ブロック
Claims (18)
- 複数個の電極と複数個の分離膜とが交互に積層された電極組立体をシーリング位置に移送する移送部と、
前記シーリング位置に移送された前記電極組立体に向かって前進するように構成され、
複数個の分離膜端部を加熱加圧してシーリングする複数個のシーリングブロックと、
前記電極組立体の全長方向の両側末端部の下方に位置し、前記分離膜のシーリングのために昇降して前記電極組立体の全長方向の両側末端部を支持する一対の下部支持台と、
前記移送部、前記シーリングブロック、および下部支持台の動作を制御する制御部と、を含み、
前記制御部は、前記シーリングブロックが前記電極組立体に向かって前進した第1状態で、前記下部支持台を昇降移動するように制御し、
前記下部支持台が昇降移動することによって、複数個の分離膜の全長方向の両側末端部が前記シーリングブロックと接触しながら下方に向かって折曲がり、シーリングされる、電極組立体の製造装置。 - 前記第1状態は、
前記電極組立体の全長方向を基準にして、一側に位置するシーリングブロックと、他側に位置するシーリングブロックとの間隔が、前記分離膜の全長方向の長さより小さく、前記電極の全長方向長さよりは大きい間隔となるように、複数個のシーリングブロックが相互に前進した状態である、請求項1に記載の電極組立体の製造装置。 - 前記移送部は、前記電極組立体が載置されるコンベアを含み、
前記コンベアは、前記電極組立体の全長方向が、前記コンベアの移送方向と垂直交差するように前記電極組立体を載置した状態で移送するように構成された、請求項1に記載の電極組立体の製造装置。 - 前記コンベアは、その幅方向長さが前記電極組立体の全長方向長さよりも小さいため、前記コンベア上に載置された前記電極組立体は全長方向に沿って曲げられ、全長方向の両側末端部が前記コンベアと前記電極組立体との接触面の高さの下方に位置する、請求項3に記載の電極組立体の製造装置。
- 前記複数個のシーリングブロックはそれぞれ、
電極組立体のコーナー部の形状に対応して「
」字の形状を有する、請求項1に記載の電極組立体の製造装置。
- 前記複数個のシーリングブロックはそれぞれ、
前記電極組立体のコーナー部と相接する面が曲面形状である、請求項1に記載の電極組立体の製造装置。 - 前記複数個のシーリングブロックはそれぞれ、4つのシーリングブロックで構成された、請求項1に記載の電極組立体の製造装置。
- 前記電極組立体を整列する一対の整列ブロックをさらに含み、
前記一対の整列ブロックは、前記移送部上に配置され、かつ前記電極組立体の幅方向長さに対応する距離ほど離隔配置され、
前記一対の整列ブロックの離隔空間内に、前記電極組立体が載置される、請求項1から7のいずれか一項に記載の電極組立体の製造装置。 - 前記整列ブロックは、バー状で前記電極組立体の全長方向に沿って延長された形態である、請求項8に記載の電極組立体の製造装置。
- (a)複数個の電極と複数個の分離膜とが交互に積層された電極組立体をシーリング位置に移送する移送段階と、
(b)前記電極組立体の全長方向の一側に位置するシーリングブロックと、前記電極組立体の全長方向の他側に位置するシーリングブロックとが、既設定された間隔で相互に前記電極組立体の方向に前進する第1段階と、
(c)前記電極組立体の下方から、前記電極組立体に向かって昇降する支持台により、前記電極組立体の全長方向の両側末端部が上昇するにつれて、両側末端部の分離膜が前記複数個のシーリングブロックに接触しながら下方に折曲がり、シーリングされる第2段階と、を含む、電極組立体の製造方法。 - 前記(b)の第1段階において、前記既設定された間隔は、前記分離膜の全長方向長さより小さく、前記電極の全長方向長さよりは大きい、請求項10に記載の電極組立体の製造方法。
- 前記(a)の移送段階は、コンベア上に前記電極組立体を載置した状態で前記シーリング位置に移送する、請求項10に記載の電極組立体の製造方法。
- 前記(c)の第2段階は、前記(b)の第1段階により、前記複数個のシーリングブロックが前記既設定された間隔で前進した状態で、前記支持台が昇降する、請求項10に記載の電極組立体の製造方法。
- 前記(c)の第2段階は、前記シーリングブロックが既設定された温度で、前記シーリングブロックに接触する分離膜を加熱し、前記分離膜のバインダー成分が溶融されて接着力が形成される、請求項10に記載の電極組立体の製造方法。
- 前記(a)の移送段階と前記(b)の第1段階との間に前記電極組立体を整列させる整列段階をさらに含む、請求項10に記載の電極組立体の製造方法。
- 前記(c)の第2段階の後に、
前記第1段階で前進した前記複数個のシーリングブロックが元の位置に後退する段階と、
前記第2段階で上方に昇降した下部支持台が元の位置に後進下降する段階と、
前記分離膜がシーリングされた前記電極組立体を、前記シーリング位置から搬出する段階をさらに含む、請求項10から15のいずれか一項に記載の電極組立体の製造方法。 - 複数個の電極と複数個の分離膜とが交互に積層される電極組立体であって、
前記電極の端部から突出した分離膜は、その末端部が前記積層方向と反対となる下方に折曲がった状態であり、
前記末端部は、前記分離膜のバインダー成分によって折曲がった状態で相互接着されている、電極組立体。 - 下部ケースと前記下部ケースを覆う上部ケースとが一体型になされた構造を有するシングルカップモデルのパウチ型電池ケースの収容部内に請求項17に記載の電極組立体が収容されたパウチ型二次電池であって、
前記上部ケースに設けられた前記パウチ型電池ケースの収容部は、前記積層方向に突出している、パウチ型二次電池。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20210157429 | 2021-11-16 | ||
| KR10-2021-0157429 | 2021-11-16 | ||
| KR10-2022-0152709 | 2022-11-15 | ||
| KR1020220152709A KR102934118B1 (ko) | 2021-11-16 | 2022-11-15 | 전극조립체, 그의 제조장치 및 제조방법 |
| PCT/KR2022/018062 WO2023090842A1 (ko) | 2021-11-16 | 2022-11-16 | 전극조립체, 그의 제조장치 및 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2024502867A JP2024502867A (ja) | 2024-01-23 |
| JP7615434B2 true JP7615434B2 (ja) | 2025-01-17 |
Family
ID=86397534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023542551A Active JP7615434B2 (ja) | 2021-11-16 | 2022-11-16 | 電極組立体、その製造装置および製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240120521A1 (ja) |
| EP (1) | EP4261969B1 (ja) |
| JP (1) | JP7615434B2 (ja) |
| WO (1) | WO2023090842A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7841513B2 (ja) * | 2023-09-21 | 2026-04-07 | トヨタ自動車株式会社 | 電池製造装置及び電池製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000311713A (ja) | 1999-04-16 | 2000-11-07 | Samsung Sdi Co Ltd | 2次電池 |
| JP2004179050A (ja) | 2002-11-28 | 2004-06-24 | Matsushita Electric Ind Co Ltd | 角形電池とその製造方法 |
| JP2008204706A (ja) | 2007-02-19 | 2008-09-04 | Sony Corp | 積層型非水電解質電池およびその作製方法ならびに積層装置 |
| JP2012209054A (ja) | 2011-03-29 | 2012-10-25 | Nec Corp | 積層型電池の電極積層体、及び電極積層体の製造方法 |
| JP2013206699A (ja) | 2012-03-28 | 2013-10-07 | Tdk Corp | 電気化学デバイス |
| JP2015534245A (ja) | 2013-09-30 | 2015-11-26 | エルジー・ケム・リミテッド | テープを用いた電極組立体の固定方法 |
| WO2017158701A1 (ja) | 2016-03-14 | 2017-09-21 | 株式会社村田製作所 | 蓄電デバイス |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101624386B1 (ko) * | 2013-09-30 | 2016-05-25 | 주식회사 엘지화학 | 테이프를 이용한 전극조립체의 고정방법 |
| KR101746628B1 (ko) * | 2013-11-15 | 2017-06-27 | 주식회사 엘지화학 | 전극의 노출이 억제된 전지셀 및 이의 제조방법 |
| WO2016047567A1 (ja) * | 2014-09-22 | 2016-03-31 | 株式会社 豊田自動織機 | 蓄電装置 |
| KR102155707B1 (ko) * | 2016-11-04 | 2020-09-14 | 주식회사 엘지화학 | 전극 조립체 및 그 제조방법 |
| KR102367387B1 (ko) * | 2017-08-29 | 2022-02-24 | 주식회사 엘지에너지솔루션 | 2단계의 실링 과정을 포함하는 파우치형 전지의 사이드부 실링 방법 |
| KR102544744B1 (ko) * | 2019-03-12 | 2023-06-16 | 주식회사 엘지에너지솔루션 | 이차전지용 라미네이션장치 및 방법 |
| US11254236B2 (en) | 2019-10-25 | 2022-02-22 | Hanon Systems | High performance uniform temperature cold plate |
| KR102800337B1 (ko) * | 2019-12-11 | 2025-04-25 | 주식회사 엘지에너지솔루션 | 전극조립체, 그의 제조장치 및 제조방법 |
| KR102474332B1 (ko) | 2021-05-10 | 2022-12-05 | 충북대학교 산학협력단 | 스마트 공장 시스템에서 설비 건강 안정도 예측 방법 및 이를 기록한 기록매체 |
-
2022
- 2022-11-16 JP JP2023542551A patent/JP7615434B2/ja active Active
- 2022-11-16 WO PCT/KR2022/018062 patent/WO2023090842A1/ko not_active Ceased
- 2022-11-16 US US18/273,425 patent/US20240120521A1/en active Pending
- 2022-11-16 EP EP22896047.2A patent/EP4261969B1/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000311713A (ja) | 1999-04-16 | 2000-11-07 | Samsung Sdi Co Ltd | 2次電池 |
| JP2004179050A (ja) | 2002-11-28 | 2004-06-24 | Matsushita Electric Ind Co Ltd | 角形電池とその製造方法 |
| JP2008204706A (ja) | 2007-02-19 | 2008-09-04 | Sony Corp | 積層型非水電解質電池およびその作製方法ならびに積層装置 |
| JP2012209054A (ja) | 2011-03-29 | 2012-10-25 | Nec Corp | 積層型電池の電極積層体、及び電極積層体の製造方法 |
| JP2013206699A (ja) | 2012-03-28 | 2013-10-07 | Tdk Corp | 電気化学デバイス |
| JP2015534245A (ja) | 2013-09-30 | 2015-11-26 | エルジー・ケム・リミテッド | テープを用いた電極組立体の固定方法 |
| WO2017158701A1 (ja) | 2016-03-14 | 2017-09-21 | 株式会社村田製作所 | 蓄電デバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240120521A1 (en) | 2024-04-11 |
| WO2023090842A1 (ko) | 2023-05-25 |
| EP4261969A4 (en) | 2025-02-12 |
| EP4261969A1 (en) | 2023-10-18 |
| JP2024502867A (ja) | 2024-01-23 |
| EP4261969B1 (en) | 2026-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102934118B1 (ko) | 전극조립체, 그의 제조장치 및 제조방법 | |
| US12255280B2 (en) | Lamination apparatus and method for secondary battery | |
| TWI292598B (ja) | ||
| JP6481258B2 (ja) | 電気デバイスのセパレータ接合方法、電気デバイスのセパレータ接合装置、および電気デバイス | |
| KR102800337B1 (ko) | 전극조립체, 그의 제조장치 및 제조방법 | |
| JP7615434B2 (ja) | 電極組立体、その製造装置および製造方法 | |
| KR102435179B1 (ko) | 이차 전지의 파우치 폴딩장치 | |
| KR102231330B1 (ko) | 리드탭 가공장치 | |
| JP6051743B2 (ja) | 電池ユニット及び積層型電池の製造装置 | |
| CN110024094A (zh) | 半导体芯片的封装装置以及半导体装置的制造方法 | |
| CN110024095B (zh) | 半导体装置的制造方法以及封装装置 | |
| CN110959218B (zh) | 电极压接装置 | |
| EP4434730A1 (en) | Battery case sealing device and battery case sealing method using same | |
| KR101241928B1 (ko) | 포켓팅 전극체 제조장치 | |
| CN114744074A (zh) | 一种背接触电池串及其制备方法、电池组件和生产设备 | |
| CN116806380A (zh) | 电极组件、以及电极组件制造装置和电极组件制造方法 | |
| KR102410892B1 (ko) | 리드탭 제작 시스템 | |
| CN120266302A (zh) | 层压设备和电极组件制造方法 | |
| KR102915487B1 (ko) | 전극조립체의 제조시스템 및 제조방법 | |
| JP6364853B2 (ja) | 電気デバイスのセパレータ接合装置 | |
| CN216354089U (zh) | 一种叠加式电注入设备 | |
| JP2025514147A (ja) | 電極組立体合着装置、それを含む電極組立体の製造装置、電極組立体合着方法、および電極組立体の製造方法 | |
| WO2009031674A1 (ja) | ラミネート装置、ラミネート装置用の熱板及びラミネート装置用の熱板の製造方法 | |
| EP4270566A1 (en) | Method and device for manufacturing unit cell | |
| AU2024432217A1 (en) | Zero-busbar photovoltaic cell string soldering method and zero-busbar photovoltaic cell string soldering apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230711 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7615434 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |