JP7620100B2 - ドープ電極の製造方法及びドープ電極の製造システム - Google Patents
ドープ電極の製造方法及びドープ電極の製造システム Download PDFInfo
- Publication number
- JP7620100B2 JP7620100B2 JP2023531418A JP2023531418A JP7620100B2 JP 7620100 B2 JP7620100 B2 JP 7620100B2 JP 2023531418 A JP2023531418 A JP 2023531418A JP 2023531418 A JP2023531418 A JP 2023531418A JP 7620100 B2 JP7620100 B2 JP 7620100B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- active material
- doped
- material layer
- doping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/02—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material
- B05C3/12—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material for treating work of indefinite length
- B05C3/132—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material for treating work of indefinite length supported on conveying means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/04—Hybrid capacitors
- H01G11/06—Hybrid capacitors with one of the electrodes allowing ions to be reversibly doped thereinto, e.g. lithium ion capacitors [LIC]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/14—Arrangements or processes for adjusting or protecting hybrid or EDL capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
- H01G11/30—Electrodes characterised by their material
- H01G11/50—Electrodes characterised by their material specially adapted for lithium-ion capacitors, e.g. for lithium-doping or for intercalation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
- H01G11/86—Processes for the manufacture of hybrid or EDL capacitors, or components thereof specially adapted for electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G13/00—Apparatus specially adapted for manufacturing capacitors; Processes specially adapted for manufacturing capacitors not provided for in groups H01G4/00 - H01G11/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0438—Processes of manufacture in general by electrochemical processing
- H01M4/0459—Electrochemical doping, intercalation, occlusion or alloying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/362—Composites
- H01M4/366—Composites as layered products
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
- H01M4/381—Alkaline or alkaline earth metals elements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- Battery Electrode And Active Subsutance (AREA)
Description
本国際出願は、2021年6月28日に日本国特許庁に出願された日本国特許出願第2021-106788号に基づく優先権を主張するものであり、日本国特許出願第2021-106788号の全内容を本国際出願に参照により援用する。
本開示はドープ電極の製造方法及びドープ電極の製造システムに関する。
近年、電子機器の小型化・軽量化は目覚ましく、それに伴い、当該電子機器の駆動用電源として用いられる電池に対しても小型化・軽量化の要求が一層高まっている。
このような小型化・軽量化の要求を満足するために、リチウムイオン二次電池に代表される非水電解質二次電池が開発されている。また、高エネルギー密度特性及び高出力特性を必要とする用途に対応する蓄電デバイスとして、リチウムイオンキャパシタが知られている。更に、リチウムより低コストで資源的に豊富なナトリウムを用いたナトリウムイオン型の電池やキャパシタも知られている。
このような電池やキャパシタにおいては、様々な目的のために、予めアルカリ金属を電極にドープするプロセス(一般にプレドープと呼ばれている)が採用されている。アルカリ金属を電極にプレドープする方法として、例えば、連続式の方法がある。連続式の方法では、帯状の電極をドープ溶液中で搬送しながらプレドープを行う。ドープ溶液中で、電極はアルカリ金属極と対向する。連続式の方法は、特許文献1~4に開示されている。
帯状の電極に歪み、厚みの不均一、しわ等が存在することがある。帯状の電極に歪み、厚みの不均一、しわ等が存在する場合、連続式のプレドープを行うとき、電極とアルカリ金属極との間隔が小さい箇所が発生する。電極とアルカリ金属極との間隔が小さい箇所ではアルカリ金属が析出し易い。また、電極とアルカリ金属極との間隔が小さい箇所と、その他の箇所とで、プレドープの進行の程度が異なる状態(以下ではドープムラとする)が生じる。
本開示の1つの局面では、アルカリ金属の析出及びドープムラを抑制できるドープ電極の製造方法及びドープ電極の製造システムを提供することが好ましい。
本開示の1つの局面は、アルカリ金属がドープされた活物質層を含むドープ電極の製造方法である。ドープ電極の製造方法では、アルカリ金属のイオン及び非プロトン性有機溶媒を含むドープ溶液、対極ユニット、並びにガイド機構を収容するドープ槽内を通過する経路に沿って、活物質層を含む帯状の電極を搬送し、前記ドープ槽内において、前記活物質層を含む帯状の電極と前記対極ユニットとの間に設置された前記ガイド機構により、前記活物質層を含む帯状の電極と前記対極ユニットとの距離を一定の範囲に保ち、前記ドープ槽内において、前記活物質層を含む帯状の電極と前記対極ユニットとを前記ドープ溶液を介して電気的に接続する。
本開示の1つの局面であるドープ電極の製造方法によれば、アルカリ金属の析出及びドープムラを抑制できる。
本開示の別の局面は、アルカリ金属がドープされた活物質層を含むドープ電極を製造するドープ電極の製造システムである。ドープ電極の製造システムは、アルカリ金属のイオン及び非プロトン性有機溶媒を含むドープ溶液を収容するように構成されたドープ槽と、前記ドープ槽に収容された対極ユニットと、前記ドープ槽に収容されたガイド機構と、前記活物質層を含む帯状の電極を、前記ドープ槽内を通過する経路に沿って搬送するように構成された搬送ユニットと、前記搬送ユニットが備える搬送ローラと前記対極ユニットとを電気的に接続するように構成された接続ユニットと、を備える。
前記ガイド機構は、前記活物質層を含む帯状の電極と前記対極ユニットとの間に設置される。前記ガイド機構は、前記ドープ槽内において、前記活物質層を含む帯状の電極と前記対極ユニットとの距離を一定の範囲に保つように構成される。
本開示の別の局面であるドープ電極の製造システムによれば、アルカリ金属の析出及びドープムラを抑制できる。
1…電極、1A…ドープ電極、3…集電体、5…活物質層、6…活物質層形成部、7…活物質層未形成部、11…電極製造システム、15…電解液処理槽、17、19…ドープ槽、23…洗浄槽、25、27、29、31、33、35、37、39、40、47、49、51、52、59、73、75、77、79、81、83、85、87、89、91、93…搬送ローラ、101…供給ロール、103…巻取ロール、105…支持台、107…循環濾過ユニット、109、111…電源、117…タブクリーナー、119…回収ユニット、121…端部センサ、123、135…仕切り板、125、127、145、147…支持棒、137、139、141、143…対極ユニット、144…マスク、149、151…空間、153…導電性基材、155…アルカリ金属含有板、161…フィルタ、163…ポンプ、165…配管、201…ガイド機構、203…ガイドバー、205…本体部、207…表面部、209…ガイドロール、211…基部、301、303、305…負極、401…端部、403…端部、405…連結部材、407…穴
本開示の例示的な実施形態について図面を参照しながら説明する。
<第1実施形態>
1.電極1の構成
図1、図2に基づき、電極1の構成を説明する。電極1は帯状の形状を有する。電極1は、集電体3と、活物質層5とを備える。集電体3は帯状の形状を有する。活物質層5は、集電体3の両面にそれぞれ形成されている。
<第1実施形態>
1.電極1の構成
図1、図2に基づき、電極1の構成を説明する。電極1は帯状の形状を有する。電極1は、集電体3と、活物質層5とを備える。集電体3は帯状の形状を有する。活物質層5は、集電体3の両面にそれぞれ形成されている。
電極1の表面には、活物質層形成部6と、活物質層未形成部7とがある。活物質層形成部6は、活物質層5が形成された部分である。活物質層未形成部7は、活物質層5が形成されていない部分である。活物質層未形成部7では、集電体3が露出している。
活物質層未形成部7は、電極1の長手方向Lに延びる帯状の形態を有する。活物質層未形成部7は、電極1の幅方向Wにおいて、電極1の端部に位置する。
集電体3として、例えば、銅、ニッケル、ステンレス等の金属箔が好ましい。また、集電体3は、前記金属箔上に炭素材料を主成分とする導電層が形成されたものであってもよい。集電体3の厚みは、例えば、5~50μmである。
活物質層5は、例えば、活物質及びバインダー等を含有するスラリーを集電体3上に塗布し、乾燥させることにより作製できる。
バインダーとして、例えば、スチレン-ブタジエンゴム(SBR)、NBR等のゴム系バインダー;ポリ四フッ化エチレン、ポリフッ化ビニリデン等のフッ素系樹脂;ポリプロピレン、ポリエチレン、特開2009-246137号公報に開示されているようなフッ素変性(メタ)アクリル系バインダー等が挙げられる。
スラリーは、活物質及びバインダーに加えて、その他の成分を含んでいてもよい。その他の成分として、例えば、導電剤、増粘剤が挙げられる。導電剤として、例えば、カーボンブラック、黒鉛、気相成長炭素繊維、金属粉末等が挙げられる。増粘剤として、例えば、カルボキシルメチルセルロース、そのNa塩又はアンモニウム塩、メチルセルロース、ヒドロキシメチルセルロース、エチルセルロース、ヒドロキシプロピルセルロース、ポリビニルアルコール、酸化スターチ、リン酸化スターチ、カゼイン等が挙げられる。
活物質層5の厚さは特に限定されない。活物質層5の厚さは、例えば、5~500μm、好ましくは10~200μm、特に好ましくは10~100μmである。活物質層5に含まれる活物質は、アルカリ金属イオンの挿入及び脱離を利用する電池又はキャパシタに適用可能な電極活物質であれば特に限定されない。活物質は、負極活物質であってもよいし、正極活物質であってもよい。
負極活物質は特に限定されない。負極活物質として、例えば、複合炭素材料等の炭素材料、リチウムと合金化が可能なSi、Sn等の金属若しくは半金属又はこれらの酸化物を含む材料等が挙げられる。複合炭素材料として、例えば、黒鉛、易黒鉛化炭素、難黒鉛化炭素、黒鉛粒子をピッチや樹脂の炭化物で被覆した複合炭素材料等が挙げられる。炭素材料の具体例として、特開2013-258392号公報に記載の炭素材料が挙げられる。リチウムと合金化が可能な金属若しくは半金属又はこれらの酸化物を含む材料の具体例として、特開2005-123175号公報、特開2006-107795号公報に記載の材料が挙げられる。
正極活物質として、例えば、遷移金属酸化物、硫黄系活物質、活性炭等が挙げられる。遷移金属酸化物として、例えば、コバルト酸化物、ニッケル酸化物、マンガン酸化物、バナジウム酸化物等が挙げられる。硫黄系活物質として、例えば、硫黄単体、金属硫化物等が挙げられる。正極活物質、及び負極活物質のいずれにおいても、単一の物質から成るものであってもよいし、2種以上の物質を混合して成るものであってもよい。
活物質層5が含む活物質には、後述する電極製造システム11を用いて、アルカリ金属がプレドープされる。活物質にプレドープするアルカリ金属として、リチウム又はナトリウムが好ましく、特にリチウムが好ましい。電極1をリチウムイオン二次電池の電極の製造に用いる場合、活物質層5の密度は、好ましくは1.30~2.00g/ccであり、特に好ましくは1.40~1.90g/ccである。
2.電極製造システム11の構成
電極製造システム11の構成を、図3~図7に基づき説明する。図3に示すように、電極製造システム11は、電解液処理槽15と、ドープ槽17、19と、洗浄槽23と、搬送ローラ25、27、29、31、33、35、37、39、40、47、49、51、52、59、73、75、77、79、81、83、85、87、89、91、93(以下ではこれらをまとめて搬送ローラ群と呼ぶこともある)と、供給ロール101と、巻取ロール103と、支持台105と、循環濾過ユニット107と、2つの電源109、111と、タブクリーナー117と、回収ユニット119と、端部センサ121と、対極ユニット137、139、141、143と、マスク144と、ガイド機構201と、を備える。搬送ローラ群は搬送ユニットに対応する。
電極製造システム11の構成を、図3~図7に基づき説明する。図3に示すように、電極製造システム11は、電解液処理槽15と、ドープ槽17、19と、洗浄槽23と、搬送ローラ25、27、29、31、33、35、37、39、40、47、49、51、52、59、73、75、77、79、81、83、85、87、89、91、93(以下ではこれらをまとめて搬送ローラ群と呼ぶこともある)と、供給ロール101と、巻取ロール103と、支持台105と、循環濾過ユニット107と、2つの電源109、111と、タブクリーナー117と、回収ユニット119と、端部センサ121と、対極ユニット137、139、141、143と、マスク144と、ガイド機構201と、を備える。搬送ローラ群は搬送ユニットに対応する。
電解液処理槽15は、上方が開口した角型の槽である。電解液処理槽15の底面は、略U字型の断面形状を有する。電解液処理槽15は、仕切り板123を備える。仕切り板123は、その上端を貫く支持棒125により支持されている。支持棒125は図示しない壁等に固定されている。仕切り板123は上下方向に延び、電解液処理槽15の内部を2つの空間に分割している。
仕切り板123の下端に、搬送ローラ33が取り付けられている。仕切り板123と搬送ローラ33とは、それらを貫く支持棒127により支持されている。なお、仕切り板123の下端付近は、搬送ローラ33と接触しないように切り欠かれている。搬送ローラ33と、電解液処理槽15の底面との間には空間が存在する。
ドープ槽17は、上方が開口した角型の槽である。ドープ槽17の底面は、略U字型の断面形状を有する。ドープ槽17は、仕切り板135を備える。
仕切り板135は、その上端を貫く支持棒145により支持されている。支持棒145は図示しない壁等に固定されている。仕切り板135は上下方向に延び、ドープ槽17の内部を2つの空間に分割している。仕切り板135の下端に、搬送ローラ40が取り付けられている。仕切り板135と搬送ローラ40とは、それらを貫く支持棒147により支持されている。なお、仕切り板135の下端付近は、搬送ローラ40と接触しないように切り欠かれている。搬送ローラ40と、ドープ槽17の底面との間には空間が存在する。
4個の対極ユニット137、139、141、143と、4個のマスク144と、4個のガイド機構201とは、ドープ槽17に収容されている。
対極ユニット137は、ドープ槽17のうち、上流側に配置されている。対極ユニット139、141は、仕切り板135を両側から挟むように配置されている。対極ユニット143は、ドープ槽17のうち、下流側に配置されている。
対極ユニット137と対極ユニット139との間には空間149が存在する。対極ユニット141と対極ユニット143との間には空間151が存在する。対極ユニット137、139、141、143は、電源109の一方の極に接続される。
なお、対極ユニット137、139、141、143は、それぞれ別の電源に接続してもよい。この場合、対極ユニット137、139、141、143をそれぞれ制御することができる。また、ドープ工程における電極1のドープの具合に応じて、対極ユニット137、139、141、143の電気的な調整を行い易くなる。その結果、所望のドープ電極1Aを製造し易くなる。ドープ電極1Aは、アルカリ金属がドープされた活物質層5を含む電極1である。
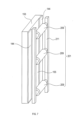
図4に示すように、対極ユニット137は、導電性基材153と、アルカリ金属含有板155とを積層した構成を有する。対極ユニット137は、アルカリ金属含有板155と、搬送される電極1とが対向する向きで配置されている。
導電性基材153の材質として、例えば、銅、ステンレス、ニッケル等が挙げられる。アルカリ金属含有板155の形態は特に限定されず、例えば、アルカリ金属板、アルカリ金属の合金板等が挙げられる。アルカリ金属含有板155の厚さは、例えば、0.03~6mmである。対極ユニット139、141、143も、対極ユニット137と同様の構成を有する。対極ユニット139、141、143も、アルカリ金属含有板155と、搬送される電極1とが対向する向きで配置されている。
図3に示すように、マスク144は、対極ユニット137、139、141、143のそれぞれに取り付けられている。図4に示すように、マスク144は、対極ユニット137、139、141、143のうち、アルカリ金属含有板155の側の面に取り付けられている。マスク144は、対極ユニット137、139、141、143のうち、活物質層形成部6と対向する部分は覆わず、他の部分を覆っている。マスク144は、ドープ幅の微調整を容易にする。ドープ幅とは、電極1のうち、プレドープを行う部分の幅である。マスク144は、活物質層形成部6以外の部分へのプレドープを抑制できる。
マスク144の材質として、例えば、ポリエチレン、ポリプロピレン、ポリフェニレンスルフィド、ナイロン、ポリエーテルエーテルケトン、ポリテトラフルオロエチレン等が挙げられる。マスク144の材質として、ポリプロピレンが好ましい。マスク144の厚みは、例えば、10μm以上10mm以下であることが好ましく、50μm以上5mm以下であることが一層好ましい。
図1に示すように、電極1と対極ユニット137との間と、電極1と対極ユニット139との間と、電極1と対極ユニット141との間と、電極1と対極ユニット143との間とに、それぞれ、ガイド機構201が設置されている。
以下では、電極1と対極ユニット137との間に設置されたガイド機構201を、対極ユニット137の側のガイド機構201とする。また、電極1と対極ユニット139との間に設置されたガイド機構201を、対極ユニット139の側のガイド機構201とする。また、電極1と対極ユニット141との間に設置されたガイド機構201を、対極ユニット141の側のガイド機構201とする。また、電極1と対極ユニット143との間に設置されたガイド機構201を、対極ユニット143の側のガイド機構201とする。
ガイド機構201は、例えば、図3~図5に示すように、複数のガイドバー203を備える。ガイドバー203の形状として、種々の形状を適用することができる。ガイドバー
203は、円柱形状の部材であることが好ましい。ガイドバー203が円柱形状の部材である場合、ガイドバー203が電極1と接したときでも、電極1の損傷を抑制できる。複数のガイドバー203は、電極1の搬送方向に沿って並んでいる。並んでいるガイドバー203同士の距離(以下ではピッチ距離とする)は、例えば、0.05m以上1.1m以下の範囲内で設定された距離であることが好ましく、0.1m以上1.0m以下の範囲内で設定された距離であることが一層好ましく、0.1m以上0.6m以下の範囲内で設定された距離であることが特に好ましい。ガイドバー203の軸方向は、電極1の幅方向Wと平行である。複数のガイドバー203は、例えば、アルカリ金属含有板155に接触していない。ガイドバー203は、例えば、後述するガイドロール209とは異なり、回転しない。ガイドバー203のうち、後述する表面部207は回転してもよい。
203は、円柱形状の部材であることが好ましい。ガイドバー203が円柱形状の部材である場合、ガイドバー203が電極1と接したときでも、電極1の損傷を抑制できる。複数のガイドバー203は、電極1の搬送方向に沿って並んでいる。並んでいるガイドバー203同士の距離(以下ではピッチ距離とする)は、例えば、0.05m以上1.1m以下の範囲内で設定された距離であることが好ましく、0.1m以上1.0m以下の範囲内で設定された距離であることが一層好ましく、0.1m以上0.6m以下の範囲内で設定された距離であることが特に好ましい。ガイドバー203の軸方向は、電極1の幅方向Wと平行である。複数のガイドバー203は、例えば、アルカリ金属含有板155に接触していない。ガイドバー203は、例えば、後述するガイドロール209とは異なり、回転しない。ガイドバー203のうち、後述する表面部207は回転してもよい。
電極1をアルカリ金属含有板155の方向へ移動させてゆくと、電極1はガイドバー203と接する。ガイドバー203と接した電極1は、それ以上は、アルカリ金属含有板155の方向に移動できない。
ガイドバー203は、例えば、図6に示すように、本体部205と、表面部207とを備える。本体部205は円柱形状の部材である。表面部207は、本体部205の表面に形成された層である。表面部207は本体部205を被覆している。表面部207は、例えば、本体部205の表面に塗材を塗布して形成される。表面部207は、例えば、本体部205の表面に圧着されている。例えば、チューブ状の表面部207が、本体部205を覆っている。本体部205は、例えば、熱可塑性樹脂、熱硬化性樹脂、光硬化性樹脂、金属、及び金属の酸化物から成る群から選択される1種以上を含む材料から成る。表面部207は、例えば、有機物を含む。有機物として、例えば、テフロン(登録商標)、ポリエチレン、ポリプロピレン、ポリフェニレンスルフィド、ペルフルオロアルコキシフッ素樹脂(PFA)、ポリフッ化ビニリデン、ポリエーテルエーテルケトン、ポリイミド、フェノール樹脂、メラミン樹脂、ユリア樹脂、ポリエステル樹脂、エポキシ樹脂、エチレンプロピレンゴム、ブチルゴム、アクリロニトリルゴム、フッ素ゴム、クロロスルホン化ポリエチレンゴム等が挙げられる。表面部207が上述した有機物から成る場合、電極1の損傷を一層抑制することができる。
対極ユニット137の側のガイド機構201に含まれる任意のガイドバー203を第1のガイドバーとする。対極ユニット139の側のガイド機構201に含まれるガイドバー203のうち、第1のガイドバーに最も近いガイドバー203を、第2のガイドバーとする。電極1の搬送方向において、第1のガイドバーの位置と、第2のガイドバーの位置とは、ずれている。第1のガイドバーの位置と、第2のガイドバーの位置とのずれの量を、ずれ量Aとする。ずれ量Aは、15mm以上100mm以下の範囲内で設定された値であることが好ましく、30mm以上50mm以下の範囲内で設定された値であることが一層好ましい。ずれ量Aは、例えば、30mmである。
対極ユニット141の側のガイド機構201に含まれる任意のガイドバー203を第3のガイドバーとする。対極ユニット143の側のガイド機構201に含まれるガイドバー203のうち、第3のガイドバーに最も近いガイドバー203を、第4のガイドバーとする。電極1の搬送方向において、第3のガイドバーの位置と、第4のガイドバーの位置とは、ずれている。第3のガイドバーの位置と、第4のガイドバーの位置とのずれの量を、ずれ量Bとする。ずれ量Bは、15mm以上100mm以下の範囲内で設定された値であることが好ましく、30mm以上50mm以下の範囲内で設定された値であることが一層好ましい。ずれ量Bは、例えば、30mmである。
電極1は、対極ユニット137の側のガイド機構201と、対極ユニット139の側のガイド機構201との間を通過する。対極ユニット137の側のガイド機構201は、電極1と対極ユニット137との距離が過度に小さくなることを抑制する。対極ユニット139の側のガイド機構201は、電極1と対極ユニット139との距離が過度に小さくなることを抑制する。
電極1は、対極ユニット141の側のガイド機構201と、対極ユニット143の側のガイド機構201との間を通過する。対極ユニット141の側のガイド機構201は、電極1と対極ユニット141との距離が過度に小さくなることを抑制する。対極ユニット143の側のガイド機構201は、電極1と対極ユニット143との距離が過度に小さくなることを抑制する。
よって、ドープ槽17に収容されている4個のガイド機構201は、電極1と、対極ユニット137、139、141、143との距離を一定の範囲に保つ。一定の範囲は、例えば、3mm以上20mm以下であることが好ましく、5mm以上16mm以下であることが一層好ましく、5mm以上8mm以下であることが特に好ましい。電極1と、対極ユニット137、139、141、143との距離とは、アルカリ金属含有板155の表面と、電極1との、電極1の厚み方向における距離である。
ガイド機構201は、例えば、図7に示すように、複数のガイドロール209を備えるものであってもよい。ガイドロール209は、搬送される電極1と対向する。ガイドロール209は、円柱形状の部材である。複数のガイドロール209は、電極1の搬送方向に沿って並んでいる。並んでいるガイドロール209同士の距離も、以下ではピッチ距離とする。ガイドロール209におけるピッチ距離は、例えば、0.1m以上1.0m以下の範囲内で設定された間隔である。ガイドロール209の軸方向は、電極1の幅方向Wと平行である。ガイドロール209は、その中心軸を中心として回転することができるように、基部211に取付けられている。
ガイドロール209は、例えば、図6に示すように、本体部205と、表面部207とを備える。本体部205は円柱形状の部材である。表面部207は、本体部205の表面に形成された層である。表面部207は本体部205を被覆している。表面部207は、例えば、本体部205の表面に塗材を塗布して形成される。表面部207は、例えば、本体部205の表面に圧着されている。例えば、チューブ状の表面部207が、本体部205を覆っている。本体部205は、例えば、熱可塑性樹脂、熱硬化性樹脂、光硬化性樹脂、金属、及び金属の酸化物から成る群から選択される1種以上を含む材料から成る。表面部207は、例えば、有機物を含む。有機物として、例えば、テフロン、ポリエチレン、ポリプロピレン、ポリフェニレンスルフィド、PFA、ポリフッ化ビニリデン、ポリエーテルエーテルケトン、ポリイミド、フェノール樹脂、メラミン樹脂、ユリア樹脂、ポリエステル樹脂、エポキシ樹脂、エチレンプロピレンゴム、ブチルゴム、アクリロニトリルゴム、フッ素ゴム、クロロスルホン化ポリエチレンゴム等が挙げられる。表面部207が上述した有機物から成る場合、電極1の損傷を一層抑制することができる。
ガイドロール209を備えるガイド機構201においても、ガイドバー203を備えるガイド機構201と同様に、ずれ量A、Bを、例えば、30mmとすることができる。ガイドロール209を備えるガイド機構201の場合、ずれ量A、Bは、ガイドロール209の位置のずれ量である。
ドープ槽19は、基本的にはドープ槽17と同様の構成を備える。ドープ槽19において、対極ユニット137、139、141、143、マスク144、及びガイド機構201は、ドープ槽17の場合と同様に配置されている。
ただし、ドープ槽19の内部には、搬送ローラ40ではなく、搬送ローラ52が存在する。また、ドープ槽19に収容された対極ユニット137、139、141、143は、電源111の一方の極に接続される。
洗浄槽23は、基本的には電解液処理槽15と同様の構成を有する。ただし、洗浄槽23の内部には、搬送ローラ33ではなく、搬送ローラ75が存在する。
ドープ槽19を通過した電極1には、ドープ槽19から持ち出したドープ溶液が付着している。洗浄槽23において、電極1に付着しているドープ溶液は効率的に除去される。そのため、次工程での電極1の取り扱いが容易になる。
洗浄槽23には、例えば、以下の洗浄液が収容されている。洗浄液は、有機溶剤であることが好ましく、1気圧での沸点が150℃以下の非プロトン性溶剤を含むことが好ましい。1気圧での沸点が150℃以下の非プロトン性溶剤として、例えば、カーボネート系溶剤、エステル系溶剤、エーテル系溶剤、炭化水素系溶剤、ケトン系溶剤及びニトリル系溶剤から選ばれる少なくとも一種が挙げられる。
これらの中でも、カーボネート系溶剤が好ましい。カーボネート系溶剤として、ジメチルカーボネート、ジエチルカーボネート、メチルプロピルカーボネート及びエチルメチルカーボネートから選ばれる少なくとも1種が特に好ましい。このような洗浄液を用いることにより、洗浄後の電極1から洗浄液を除去することが容易になる。
なお、洗浄槽23には、ドープ槽19から持ち出されたドープ溶液が蓄積されていくため、洗浄液の追加、取り替え等をして、洗浄液を一定品質に維持することが好ましい。洗浄液の品質を把握する方法としては、洗浄槽23に絶縁抵抗計や導電率計等のセンサを設置し、これらのセンサにより測定される値を定期的に確認する方法が挙げられる。
搬送ローラ群のうち、搬送ローラ37、39、49、51は、導電性の材料から成る。搬送ローラ37、39、49、51は、導電性の給電ローラである。導電性の材料として、例えば、ステンレス鋼、金、銅、ロジウム等が挙げられる。導電性の材料として、特に、銅が好ましい。導電性の材料は、2種以上の材質を混合して成るものであってもよい。導電性の材料が、特に給電ローラの表面に存在することで、ドープ電極1Aと給電ローラとの反応を抑制し易くなる。その結果、高品質のドープ電極1Aを量産することが出来る。
搬送ローラ群のうち、導電性の給電ローラではない搬送ローラは、軸受部分を除き、エラストマーから成る。搬送ローラ群は、電極1を一定の経路に沿って搬送する。経路は、供給ロール101から、電解液処理槽15の中、ドープ槽17の中、ドープ槽19の中、洗浄槽23の中、及びタブクリーナー117の中を順次通り、巻取ロール103に至る経路である。
搬送ローラ群が電極1を搬送する経路のうち、電解液処理槽15の中を通る部分は、まず、搬送ローラ29、31を経て下方に移動し、次に、搬送ローラ33により移動方向を上向きに変えられるという経路である。
また、搬送ローラ群が電極1を搬送する経路のうち、ドープ槽17の中を通る部分は以下のとおりである。まず、搬送ローラ37により移動方向を下向きに変えられ、ドープ槽17の空間149を下方に移動する。次に、搬送ローラ40により移動方向を上向きに変えられ、ドープ槽17の空間151を上方に移動する。最後に、搬送ローラ47により移動方向を水平方向に変えられ、ドープ槽19に向かう。
また、搬送ローラ群が電極1を搬送する経路のうち、ドープ槽19の中を通る部分は以下のとおりである。まず、搬送ローラ49により移動方向を下向きに変えられ、ドープ槽19の空間149を下方に移動する。次に、搬送ローラ52により移動方向を上向きに変えられ、ドープ槽19の空間151を上方に移動する。最後に、搬送ローラ59により移動方向を水平方向に変えられ、洗浄槽23に向かう。
また、搬送ローラ群が電極1を搬送する経路のうち、洗浄槽23の中を通る部分は、まず、搬送ローラ73により移動方向を下向きに変えられて下方に移動し、次に、搬送ローラ75により移動方向を上向きに変えられるという経路である。
供給ロール101は、電極1を巻き回している。すなわち、供給ロール101は、巻き取られた状態の電極1を保持している。供給ロール101に保持されている電極1における活物質には、未だアルカリ金属がドープされていない。
搬送ローラ群は、供給ロール101に保持された電極1を引き出し、搬送する。巻取ロール103は、搬送ローラ群により搬送されてきた電極1を巻き取り、保管する。ドープ槽17、19内を通過する経路に沿って電極1が搬送されるとき、活物質層5にアルカリ金属がドープされる。アルカリ金属をドープする方法は、ドープ槽17、19内において、電極1に対向して設けられた対極ユニット137、139、141、143を用いて、アルカリ金属を活物質に電気的にドープする方法である。活物質層5にアルカリ金属をドープすることにより、電極1は、アルカリ金属がドープされた活物質層5を含むドープ電極1Aになる。巻取ロール103に保管されている電極1はドープ電極1Aである。
支持台105は、電解液処理槽15、ドープ槽17、19、及び洗浄槽23を下方から支持する。支持台105は、その高さを変えることができる。循環濾過ユニット107は、ドープ槽17、19にそれぞれ設けられている。循環濾過ユニット107は、フィルタ161と、ポンプ163と、配管165と、を備える。
ドープ槽17に設けられた循環濾過ユニット107において、配管165は、ドープ槽17から出て、ポンプ163、及びフィルタ161を順次通り、ドープ槽17に戻る循環配管である。ドープ槽17内ドープ溶液は、ポンプ163の駆動力により、配管165、及びフィルタ161内を循環し、再びドープ槽17に戻る。
このとき、ドープ溶液中の異物等は、フィルタ161により濾過される。異物として、ドープ溶液から析出した異物や、電極1から発生する異物等が挙げられる。フィルタ161の材質は、例えば、ポリプロピレン、ポリテトラフルオロエチレン等の樹脂である。フィルタ161の孔径は適宜設定できる。フィルタ161の孔径は、例えば、0.2μm以上50μm以下である。
ドープ槽19に設けられた循環濾過ユニット107も、同様の構成を有し、同様の作用効果を奏する。なお、図3において、ドープ溶液の記載は便宜上省略している。
電源109の一方の端子は、搬送ローラ37、39と接続する。また、電源109の他方の端子は、ドープ槽17が備える対極ユニット137、139、141、143と接続する。電極1は搬送ローラ37、39と接触する。電極1と対極ユニット137、139、141、143とは、電解液であるドープ溶液中にある。そのため、ドープ槽17において、電極1と対極ユニット137、139、141、143とは電解液を介して電気的に接続する。電極1と、対極ユニット137、139、141、143との電気的な接続の経路は接続ユニットに対応する。
電源111の一方の端子は、搬送ローラ49、51と接続する。また、電源111の他方の端子は、ドープ槽19が備える対極ユニット137、139、141、143と接続する。電極1は搬送ローラ49、51と接触する。電極1と対極ユニット137、139、141、143とは、電解液であるドープ溶液中にある。そのため、ドープ槽19において、電極1と対極ユニット137、139、141、143とは電解液を介して電気的に接続する。電極1と、対極ユニット137、139、141、143との電気的な接続の経路は接続ユニットに対応する。
タブクリーナー117は、ドープ電極1Aの活物質層未形成部7を洗浄する。ドープ電極1Aの活物質層未形成部7に、ドープ溶液等に由来する残存有機成分が残ってしまうと、活物質層未形成部7を溶接する際に溶接不具合が発生し易い。
回収ユニット119は、電解液処理槽15、ドープ槽17、19、及び洗浄槽23のそれぞれに配置されている。回収ユニット119は、電極1が槽から持ち出す液を回収し、槽に戻す。
端部センサ121は、電極1の幅方向Wにおける端部の位置を検出する。図示しない端部位置調整ユニットは、端部センサ121の検出結果に基づき、供給ロール101及び巻取ロール103の幅方向Wにおける位置を調整する。
3.ドープ溶液の組成
電極製造システム11を使用するとき、電解液処理槽15、及びドープ槽17、19に、ドープ溶液を収容する。ドープ溶液は、アルカリ金属イオンと、溶媒とを含む。ドープ溶液は電解液である。
電極製造システム11を使用するとき、電解液処理槽15、及びドープ槽17、19に、ドープ溶液を収容する。ドープ溶液は、アルカリ金属イオンと、溶媒とを含む。ドープ溶液は電解液である。
溶媒として、例えば、有機溶媒が挙げられる。有機溶媒として、非プロトン性の有機溶媒が好ましい。非プロトン性の有機溶媒として、例えば、ジメチルカーボネート、ジエチルカーボネート、メチルエチルカーボネート、ビニレンカーボネート、ビニルエチレンカーボネート、エチレンカーボネート、フルオロエチレンカーボネート、プロピレンカーボネート、ブチレンカーボネート、ジプロピルカーボネート、γ-ブチロラクトン、スルホラン、ジエチレングリコールジメチルエーテル(ジグライム)、ジエチレングリコールメチルエチルエーテル、トリエチレングリコールジメチルエーテル(トリグライム)、トリエチレングリコールブチルメチルエーテル、及びテトラエチレングリコールジメチルエーテル(テトラグライム)等が挙げられる。
溶媒が上記の非プロトン性の有機溶媒である場合、電極1を効率的にドープすることが可能となる。また、上記の非プロトン性の有機溶媒を用いてドープを行ったドープ電極1Aを用いることで、電池安定性が高い二次電池が得られる。
非プロトン性の有機溶媒として、特定のグループに属する有機溶媒が好ましい。特定のグループに属する有機溶媒として、例えば、ジメチルカーボネート、ジエチルカーボネート、メチルエチルカーボネート、ビニレンカーボネート、ビニルエチレンカーボネート、エチレンカーボネート、フルオロエチレンカーボネート、及びプロピレンカーボネートが好ましい。
溶媒が特定のグループに属する有機溶媒である場合、電極1を特に効率的にドープすることが可能となる。また、特定のグループに属する有機溶媒を用いてドープを行ったドープ電極1Aを用いることで、電池安定性が特に高い二次電池が得られる。
また、非プロトン性の有機溶媒として、例えば、第4級イミダゾリウム塩、第4級ピリジニウム塩、第4級ピロリジニウム塩、第4級ピペリジニウム塩等のイオン液体を使用することもできる。非プロトン性の有機溶媒は、単一の成分から成るものであってもよいし、2種以上の成分の混合溶媒であってもよい。
ドープ溶液に含まれるアルカリ金属イオンは、アルカリ金属塩を構成するイオンである。アルカリ金属塩は、好ましくはリチウム塩又はナトリウム塩である。アルカリ金属塩を構成するアニオン部として、例えば、PF6
-、PF3(C2F5)3
-、PF3(CF3)3
-等のフルオロ基を有するリンアニオン;BF4
-、BF2(CF)2
-、BF3(CF3)-、B(CN)4
-等のフルオロ基又はシアノ基を有するホウ素アニオン;N(FSO2)2
-、N(CF3SO2)2
-、N(C2F5SO2)2
-等のフルオロ基を有するスルホニルイミドアニオン;CF3SO3
-等のフルオロ基を有する有機スルホン酸アニオンが挙げられる。
ドープ溶液におけるアルカリ金属塩の濃度は、好ましくは0.1モル/L以上であり、より好ましくは0.5~1.5モル/Lの範囲内である。アルカリ金属塩の濃度がこの範囲内である場合、アルカリ金属のプレドープが効率よく進行する。
ドープ溶液は、さらに、ビニレンカーボネート、ビニルエチレンカーボネート、1-フルオロエチレンカーボネート、1-(トリフルオロメチル)エチレンカーボネート、無水コハク酸、無水マレイン酸、プロパンスルトン、ジエチルスルホン等の添加剤を含有することができる。
ドープ溶液は、ホスファゼン化合物等の難燃剤をさらに含有することができる。難燃剤の添加量は、アルカリ金属をドープする際の熱暴走反応を効果的に制御する観点から、ドープ溶液100質量部に対して1質量部以上であることが好ましく、3質量部以上であることがより好ましく、5質量部以上であることがさらに好ましい。また、難燃剤の添加量は、高品質のドープ電極1Aを得る観点から、ドープ溶液100質量部に対して20質量部以下であることが好ましく、15質量部以下であることがより好ましく、10質量部以下であることがさらに好ましい。
4.電極製造システム11を使用したドープ電極1Aの製造方法
ドープ電極1Aの製造方法は以下のとおりである。プレドープ前の電極1を供給ロール101に巻き回す。次に、プレドープ前の電極1を供給ロール101から引き出し、上述した経路に沿って巻取ロール103まで送る。次に、電解液処理槽15と、ドープ槽17、19と、洗浄槽23とを上昇させ、図3に示す定位置へセットする。
ドープ電極1Aの製造方法は以下のとおりである。プレドープ前の電極1を供給ロール101に巻き回す。次に、プレドープ前の電極1を供給ロール101から引き出し、上述した経路に沿って巻取ロール103まで送る。次に、電解液処理槽15と、ドープ槽17、19と、洗浄槽23とを上昇させ、図3に示す定位置へセットする。
次に、電解液処理槽15、及びドープ槽17、19にドープ溶液を収容する。ドープ溶液は、前記「3.ドープ溶液の組成」で述べたものである。洗浄槽23に洗浄液を収容する。
次に、搬送ローラ群により、供給ロール101から巻取ロール103まで、上述した経路に沿って電極1を搬送する。電極1を搬送する経路は、ドープ槽17、19内を通過する経路を含む。電極1がドープ槽17、19内を通過するとき、活物質層5に含まれる活物質にアルカリ金属がプレドープされる。
供給ロール101に巻かれている電極1を巻回体とする。電極1の搬送を続けると、巻回体は徐々に小さくなる。ドープ電極1Aを連続的に製造するためには、途中で巻回体を交換する必要がある。巻回体を交換するとき、交換前の巻回体に含まれていた電極1の長手方向Lにおける端部と、交換後の巻回体に含まれる電極1の長手方向Lにおける端部とを繋ぎ合わせること(以下では端部同士の繋ぎ合わせとする)が望ましい。端部同士の繋ぎ合わせを行った場合、巻回体の交換により生じる時間的なロスを低減し、ドープ電極1Aの生産性を高めることができる。
端部同士の繋ぎ合わせの方法として、例えば、図9に示すように、交換前の巻回体に含まれていた電極1の長手方向Lにおける端部401と、交換後の巻回体に含まれる電極1の長手方向Lにおける端部403とを、連結部材405により繋ぎ合わせる方法がある。連結部材405は、例えば、テープ、融着フィルム等である。連結部材405は、端部401、403に跨っている。連結部材405は、端部401、403に接合している。
端部同士の繋ぎ合わせの方法として、例えば、図10に示す方法がある。端部401、403には、それぞれ、穴407が形成されている。穴407は電極1を貫通している。連結部材405は、端部401、403に跨っている。例えば、1枚の連結部材405は、二つ折りにされ、端部401、403を両側から挟んでいる。また、2枚の連結部材405が端部401、403を両側から挟んでもよい。連結部材405は、端部401、403の両面で、穴407を覆っている。連結部材405は熱融着フィルムである。連結部材405は、端部401、403の両面で、端部401、403に融着している。また、電極1の一方の側にある連結部材405と、電極1の反対の側にある連結部材405とは、穴407を介して接触し、融着している。
図10に示す方法の場合、連結部材405がドープ溶液に浸かったり、連結部材405に高い張力がかかったりしたときでも、端部401、403が分離しにくい。
ドープ槽17、19内において、電極1と対極ユニット137、139、141、143との間に設置されたガイド機構201により、電極1と対極ユニット137、139、141、143との距離は一定の範囲に保たれる。一定の範囲は、例えば、5mm以上16mm以下の範囲である。
さらに、搬送ローラ群は、電極1を洗浄槽23に搬送する。電極1は、搬送ローラ群により搬送されながら、洗浄槽23で洗浄される。
さらに、搬送ローラ群は、電極1をタブクリーナー117に連続的に搬送する。電極1のうち、タブクリーナー117に搬送された部分は、プレドープの処理が既に行われ、ドープ電極1Aになった部分である。タブクリーナー117は、ドープ電極1Aのうち、活物質層未形成部7をクリーニングする。
ドープ電極1Aは、正極であってもよいし、負極であってもよい。正極を製造する場合、電極製造システム11は、正極活物質にアルカリ金属をドープする。負極を製造する場合、電極製造システム11は、負極活物質にアルカリ金属をドープする。
リチウムイオンキャパシタの負極活物質にリチウムを吸蔵させる場合、アルカリ金属のドープ量は、負極活物質の理論容量に対して好ましくは70~95%である。リチウムイオン二次電池の負極活物質にリチウムを吸蔵させる場合、アルカリ金属のドープ量は、負極活物質の理論容量に対して好ましくは10~30%である。
5.二次電池の製造方法
二次電池として、例えば、リチウムイオン二次電池等が挙げられる。二次電池は電極セルを備える。電極セルは、負極と、正極とを積層した構成を有する。二次電池において、例えば、負極を、前記「4.電極製造システム11を使用したドープ電極1Aの製造方法」により製造する。次に、負極と、正極とを積層して電極セルを形成する。
二次電池として、例えば、リチウムイオン二次電池等が挙げられる。二次電池は電極セルを備える。電極セルは、負極と、正極とを積層した構成を有する。二次電池において、例えば、負極を、前記「4.電極製造システム11を使用したドープ電極1Aの製造方法」により製造する。次に、負極と、正極とを積層して電極セルを形成する。
6.電極製造システム11、及びドープ電極1Aの製造方法が奏する効果
(6-1)ガイド機構201は、ドープ槽17、19内において、電極1と対極ユニット137、139、141、143との距離を一定の範囲に保つ。そのため、ドープムラ及びアルカリ金属の析出を抑制することができる。
(6-1)ガイド機構201は、ドープ槽17、19内において、電極1と対極ユニット137、139、141、143との距離を一定の範囲に保つ。そのため、ドープムラ及びアルカリ金属の析出を抑制することができる。
(6-2)一定の範囲は、5mm以上16mm以下の範囲である。そのため、ドープムラ及びアルカリ金属の析出を一層抑制することができる。
(6-3)ガイド機構201は、ガイドバー203又はガイドロール209を備える。そのため、ドープムラ及びアルカリ金属の析出を一層抑制することができる。
(6-4)ガイドバー203又はガイドロール209が、図6に示す構成を有する場合、電極1は、有機物を含む表面部207と接する。そのため、電極1がガイドバー203又はガイドロール209によって損傷することを抑制できる。
(6-5)ドープ槽17、19内において、ピッチ距離は、0.1m以上1.0m以下である。そのため、ドープムラ及びアルカリ金属の析出を一層抑制することができる。
7.実施例
(実施例1)
(i)電極1の製造
長尺の帯状の集電体3を用意した。集電体3は負極集電体であった。集電体3のサイズは、幅130mm、長さ100m、厚さ8μmであった。集電体3の表面粗さRaは0.1μmであった。集電体3は銅箔から成っていた。集電体3の両面に、それぞれ活物質層5を形成した。活物質層5は負極活物質層であった。
(実施例1)
(i)電極1の製造
長尺の帯状の集電体3を用意した。集電体3は負極集電体であった。集電体3のサイズは、幅130mm、長さ100m、厚さ8μmであった。集電体3の表面粗さRaは0.1μmであった。集電体3は銅箔から成っていた。集電体3の両面に、それぞれ活物質層5を形成した。活物質層5は負極活物質層であった。
活物質層5の塗工量は、片面当たり、100g/m2であった。図1に示すように、活物質層5は、集電体3の長手方向に沿って形成された。活物質層5は、集電体3の幅方向Wにおける端部から幅120mmにわたって形成された。集電体3の幅方向Wにおけるもう一方の端部での活物質層未形成部7の幅は10mmであった。活物質層未形成部7とは、活物質層5が形成されていない部分である。その後、乾燥、及びプレスを行うことにより、電極1を得た。
活物質層5は、負極活物質、カルボキシメチルセルロース、アセチレンブラック、バインダー及び分散剤を、質量比で88:3:5:3:1の比率で含んでいた。負極活物質は、Si系活物質と黒鉛系活物質との混合物であった。負極活物質は、Si系活物質と、黒鉛系活物質とを、質量比で2:8の比率で含んでいた。アセチレンブラックは導電剤に対応する。
(ii)対極ユニット137、139、141、143の製造
銅板上に、ポリプロピレン(PP)製の樹脂膜を取り付けた。銅板のサイズは、長さ1000mm、幅220mm、厚み3mmであった。樹脂膜のサイズは、長さ800mm、幅120mm、厚み470μmであった。樹脂膜の形態は、複数の開口部を有するメッシュ状であった。樹脂膜の開口率は50%であった。
銅板上に、ポリプロピレン(PP)製の樹脂膜を取り付けた。銅板のサイズは、長さ1000mm、幅220mm、厚み3mmであった。樹脂膜のサイズは、長さ800mm、幅120mm、厚み470μmであった。樹脂膜の形態は、複数の開口部を有するメッシュ状であった。樹脂膜の開口率は50%であった。
さらに、樹脂膜上にリチウム(Li)フォイルを取り付けた。Liフォイルの長さ及び幅は、樹脂膜の長さ及び幅と同一であった。Liフォイルの厚みは2mmであった。樹脂膜及びLiフォイルを、ロールプレス装置を用いて銅板に圧着し、対極ユニット137、139、141、143を得た。圧着における線圧は5kgf/cmであった。銅板は導電性基材153に対応する。Liフォイルはアルカリ金属含有板155に対応する。
(iii)ドープ電極1Aの製造
図3に示す電極製造システム11を用意し、電極1を通紙した。また、ドープ槽17、19のそれぞれに対極ユニット137、139、141、143と、マスク144と、ガイド機構201とを設置した。
図3に示す電極製造システム11を用意し、電極1を通紙した。また、ドープ槽17、19のそれぞれに対極ユニット137、139、141、143と、マスク144と、ガイド機構201とを設置した。
ガイドバー203の材質はSUSであった。ガイドバー203の形状は、直径2mmの円柱形状であった。ガイドバー203の位置は、アルカリ金属含有板155と電極1との距離が5mmに保たれる位置とした。ピッチ距離は500mmとした。ずれ量A及びずれ量Bの値は、それぞれ30mmであった。ガイド機構201の条件を表1に示す。表1における「電極と対極ユニットとの距離」とは、アルカリ金属含有板155と電極1との、電極1の厚さ方向における距離を意味する。

次に、電極製造システム11に通紙した電極1及び対極ユニット137、139、141、143を電流・電圧モニター付き直流電源に接続した。電極1を2.1m/minの速度で搬送しながら、電極製造システム11の全体で269Aの電流を通電し、プレドープを行った。このとき、電極1の単位面積当たりのプレドープ電流密度は35mA/cm2であった。また、このとき、電極1が備える活物質層5の幅方向Wにおける中心と、対極ユニット137、139、141、143が備えるLiフォイルの幅方向Wにおける中心とが一致していた。
(iv)電圧安定状態における電圧の評価
ドープ電極1Aの製造において、プレドープの開始後、やがて、電圧変化が±0.05V以下である状態(以下では電圧安定状態とする)となった。電圧安定状態になると、継続してプレドープを行っても電圧が継続して上昇する様子は見られなかった。電圧安定状態における電圧は低い方が好ましい。以下の基準で、電圧安定状態における電圧を評価した。評価結果を表1に示す。実施例1では、電圧安定状態における電圧は3.6Vであった。
ドープ電極1Aの製造において、プレドープの開始後、やがて、電圧変化が±0.05V以下である状態(以下では電圧安定状態とする)となった。電圧安定状態になると、継続してプレドープを行っても電圧が継続して上昇する様子は見られなかった。電圧安定状態における電圧は低い方が好ましい。以下の基準で、電圧安定状態における電圧を評価した。評価結果を表1に示す。実施例1では、電圧安定状態における電圧は3.6Vであった。
A:電圧安定状態における電圧は3.5V未満である。
B:電圧安定状態における電圧は3.5V以上、5.0V未満である。
C:電圧安定状態における電圧は5.0V以上である。
(v)Liの析出の評価
得られたドープ電極1Aに対し、以下の方法でLiの析出の評価を行った。目視により、ドープ電極1Aに白色の析出物が見られるか否かを確認した。析出物が見られた場合は、少量の析出物を取り出し、エタノールに浸漬させた。析出物とエタノールとの反応が見られるか否かを確認した。析出物とエタノールとの反応が見られた場合は、Liの析出があったと判断した。析出があった場合、以下の基準により、「微小析出有り」と、「析出有り」とに分類した。「微小析出有り」とは、Liの析出が見られた部分の面積が、プレドープを行った部分の面積に対し、10%未満である場合である。「析出有り」とは、Liの析出が見られた部分の面積が、プレドープを行った部分の面積に対し、10%以上である場合である。評価結果を表1に示す。
得られたドープ電極1Aに対し、以下の方法でLiの析出の評価を行った。目視により、ドープ電極1Aに白色の析出物が見られるか否かを確認した。析出物が見られた場合は、少量の析出物を取り出し、エタノールに浸漬させた。析出物とエタノールとの反応が見られるか否かを確認した。析出物とエタノールとの反応が見られた場合は、Liの析出があったと判断した。析出があった場合、以下の基準により、「微小析出有り」と、「析出有り」とに分類した。「微小析出有り」とは、Liの析出が見られた部分の面積が、プレドープを行った部分の面積に対し、10%未満である場合である。「析出有り」とは、Liの析出が見られた部分の面積が、プレドープを行った部分の面積に対し、10%以上である場合である。評価結果を表1に示す。
(vi)充放電効率分布の評価
ドープ電極1Aの充放電効率分布を以下の方法で評価した。露点―60℃のドライルームにて、株式会社高橋型精のトムソン刃を用い、ドープ電極1Aの一部を打ち抜いた。打ち抜いた部分を負極とした。負極の形状は、縦2.6cm、横4.0の矩形であった。負極は、矩形の一辺から外周側に突出する端子溶接部を備えていた。
ドープ電極1Aの充放電効率分布を以下の方法で評価した。露点―60℃のドライルームにて、株式会社高橋型精のトムソン刃を用い、ドープ電極1Aの一部を打ち抜いた。打ち抜いた部分を負極とした。負極の形状は、縦2.6cm、横4.0の矩形であった。負極は、矩形の一辺から外周側に突出する端子溶接部を備えていた。
次に、負極を用いて第1の評価用ハーフセルを作製した。第1の評価用ハーフセルの作成方法は以下のとおりである。
負極の一方の側に、セパレータ、対極、及びセパレータを順次積層した。また、負極の反対の側にも、セパレータ、対極、及びセパレータを順次積層した。この結果、積層体が得られた。セパレータは、厚さ35μmのポリエチレン製不織布から成るものであった。対極は、銅ラス箔に金属リチウムを貼りつけたものであった。銅ラス箔の基本形態は、縦2.6cm、横3.9の矩形であった。銅ラス箔は、矩形の一辺から外周側に突出する端子溶接部を備えていた。
次に、積層体の4辺をテープで留めた。次に、負極の端子溶接部と対極の端子溶接部とを、銅製の端子に超音波溶接した。端子のサイズは、幅5mm、長さ50mm、厚さ0.2mmであった。
次に、積層体を2枚のラミネートフィルムで挟んだ。ラミネートフィルムの形状は長方形であった。ラミネートフィルムのサイズは、縦6.5cm、横8.0cmであった。2枚のラミネートフィルムの4辺のうち3辺を融着した。その結果、2枚のラミネートフィルムは、1辺のみが開口した袋となった。積層体は袋の中に収容されていた。
次に、袋の中の積層体に電解液を真空含侵させた。電解液は1.2MのLiPF6を含む溶液であった。電解液の溶媒は、EC(エチレンカーボネート)とDMC(ジメチルカーボネート)とを、3:7の体積比で含む混合液であった。
次に、袋の4辺のうち、未だ融着していなかった1辺を融着した。以上の工程により第1の評価用ハーフセルが完成した。また、基本的には、第1の評価用ハーフセルの作製方法と同様の方法で、第2、第3の評価用ハーフセルを作製した。
第1~第3の評価用ハーフセルに用いられる負極は、1つのドープ電極1Aの異なる箇所から打ち抜かれたものである。図8に示すように、第1の評価用ハーフセルに用いられる負極301は、活物質層形成部6のうち、幅方向Wにおいて、活物質層未形成部7の側にある箇所から打ち抜かれたものである。第2の評価用ハーフセルに用いられる負極303は、活物質層形成部6のうち、幅方向Wにおいて、中央にある箇所から打ち抜かれたものである。第3の評価用ハーフセルに用いられる負極305は、活物質層形成部6のうち、幅方向Wにおいて、活物質層未形成部7とは反対の側の箇所から打ち抜かれたものである。
なお、第1~第3の評価用ハーフセルは二次電池に対応する。第1~第3の評価用ハーフセルの作製方法は二次電池の製造方法に対応する。
第1~第3の評価用ハーフセルを、25℃の恒温槽内に導入した。次に、第1~第3の評価用ハーフセルのそれぞれについて、以下の式(1)で表される初回充放電効率Eを算出した。初回充放電効率Eの単位は%である。
(式1) E=(C1/C2)×100
C1は初回放電容量である。C2は初回充電容量である。C1及びC2の単位はそれぞれmAh/cm2である。初回放電容量C1とは、10mAの定電流でセル電圧が0.01Vになるまで充電した後、0.01Vの定電圧を印加した状態で電流値が1mAに低下するまで充電を継続したときの容量である。初回充電容量C2とは、初回放電容量C1の測定後、10mAの定電流でセル電圧が2.0Vになるまで放電したときの容量である。
(式1) E=(C1/C2)×100
C1は初回放電容量である。C2は初回充電容量である。C1及びC2の単位はそれぞれmAh/cm2である。初回放電容量C1とは、10mAの定電流でセル電圧が0.01Vになるまで充電した後、0.01Vの定電圧を印加した状態で電流値が1mAに低下するまで充電を継続したときの容量である。初回充電容量C2とは、初回放電容量C1の測定後、10mAの定電流でセル電圧が2.0Vになるまで放電したときの容量である。
第1~第3の評価用ハーフセルにおける初回充放電効率Eを、それぞれ、E1~E3とした。E1~E3のうちの最大値をEmaxとした。E1~E3のうちの最小値をEminとした。EmaxからEminを差し引いた値をΔEとした。実施例1では、E1は99%であり、E2は100%であり、E3は99%であった。
ΔEの値に基づき、以下の基準で充放電効率分布を評価した。評価結果を表1に示す。
A:ΔEが5%未満である。
B:ΔEが5%以上15%未満である。
C:ΔEが15%以上である。
なお、ΔEは、ドープムラを表す指標である。ΔEが小さいほど、ドープムラは小さい。
(実施例2)
基本的には実施例1と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイドバー203は、SUSから成る本体部205と、PFAから成る表面部207とを有するものであった。評価結果を表1に示す。
(実施例2)
基本的には実施例1と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイドバー203は、SUSから成る本体部205と、PFAから成る表面部207とを有するものであった。評価結果を表1に示す。
実施例2では、電圧安定状態における電圧の評価結果はAであった。Liの析出は無かった。充放電効率分布の評価結果はAであった。
(実施例3)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、ガイドバー203ではなく、図7に示すようにガイドロール209を備えるものであった。ガイドロール209は、SUSから成る本体部205と、PFAから成る表面部207とを有するものであった。評価結果を表1に示す。
(実施例3)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、ガイドバー203ではなく、図7に示すようにガイドロール209を備えるものであった。ガイドロール209は、SUSから成る本体部205と、PFAから成る表面部207とを有するものであった。評価結果を表1に示す。
実施例3では、電圧安定状態における電圧の評価結果はAであった。Liの析出は無かった。充放電効率分布の評価結果はAであった。
(実施例4)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、アルカリ金属含有板155と電極1との距離を10mmに保った。評価結果を表1に示す。
(実施例4)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、アルカリ金属含有板155と電極1との距離を10mmに保った。評価結果を表1に示す。
実施例4では、電圧安定状態における電圧の評価結果はBであった。Liの析出は無かった。充放電効率分布の評価結果はAであった。
(実施例5)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、アルカリ金属含有板155と電極1との距離を3mmに保った。評価結果を表1に示す。
(実施例5)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、アルカリ金属含有板155と電極1との距離を3mmに保った。評価結果を表1に示す。
実施例5では、電圧安定状態における電圧の評価結果はAであった。Liの析出の評価結果は、「微小析出有り」であった。充放電効率分布の評価結果はBであった。
(実施例6)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、アルカリ金属含有板155と電極1との距離を16mmに保った。評価結果を表1に示す。
(実施例6)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201は、アルカリ金属含有板155と電極1との距離を16mmに保った。評価結果を表1に示す。
実施例6では、電圧安定状態における電圧の評価結果はBであった。Liの析出は無かった。充放電効率分布の評価結果はBであった。
(実施例7)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ピッチ距離を100mmとした。評価結果を表1に示す。
(実施例7)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ピッチ距離を100mmとした。評価結果を表1に示す。
実施例7では、電圧安定状態における電圧の評価結果はAであった。Liの析出は無かった。充放電効率分布の評価結果はAであった。
(実施例8)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ピッチ距離を800mmとした。評価結果を表1に示す。
(実施例8)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ピッチ距離を800mmとした。評価結果を表1に示す。
実施例8では、電圧安定状態における電圧の評価結果はAであった。Liの析出は無かった。充放電効率分布の評価結果はBであった。
(実施例9)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ピッチ距離を1000mmとした。評価結果を表1に示す。
(実施例9)
基本的には実施例2と同様にドープ電極1Aを製造し、評価を行った。ただし、ピッチ距離を1000mmとした。評価結果を表1に示す。
実施例9では、電圧安定状態における電圧の評価結果はBであった。Liの析出の評価結果は、「微小析出有り」であった。充放電効率分布の評価結果はBであった。
(比較例1)
基本的には実施例1と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201をドープ槽17、19内に設置しなかった。評価結果を表1に示す。
(比較例1)
基本的には実施例1と同様にドープ電極1Aを製造し、評価を行った。ただし、ガイド機構201をドープ槽17、19内に設置しなかった。評価結果を表1に示す。
比較例1では、電圧安定状態における電圧の評価結果はCであった。Liの析出の評価結果は、「析出有り」であった。充放電効率分布の評価結果はCであった。
<他の実施形態>
以上、本開示の実施形態について説明したが、本開示は上述の実施形態に限定されることなく、種々変形して実施することができる。
<他の実施形態>
以上、本開示の実施形態について説明したが、本開示は上述の実施形態に限定されることなく、種々変形して実施することができる。
(1)上記各実施形態における1つの構成要素が有する機能を複数の構成要素に分担させたり、複数の構成要素が有する機能を1つの構成要素に発揮させたりしてもよい。また、上記各実施形態の構成の一部を省略してもよい。また、上記各実施形態の構成の少なくとも一部を、他の上記実施形態の構成に対して付加、置換等してもよい。
(2)上述したドープ電極の製造方法、ドープ電極の製造システムの他、ドープ電極、二次電池、二次電池の製造方法等、種々の形態で本開示を実現することもできる。
Claims (6)
- アルカリ金属がドープされた活物質層を含むドープ電極の製造方法であって、
アルカリ金属のイオン及び非プロトン性有機溶媒を含むドープ溶液、対極ユニット、並びにガイド機構を収容するドープ槽内を通過する経路に沿って、活物質層を含む帯状の電極を搬送し、
前記ドープ槽内において、前記活物質層を含む帯状の電極と前記対極ユニットとの間に設置された前記ガイド機構により、前記活物質層を含む帯状の電極と前記対極ユニットとの距離を一定の範囲に保ち、
前記ドープ槽内において、前記活物質層を含む帯状の電極と前記対極ユニットとを前記ドープ溶液を介して電気的に接続する、
ドープ電極の製造方法。 - 請求項1に記載のドープ電極の製造方法であって、
前記一定の範囲は、5mm以上16mm以下の範囲である、
ドープ電極の製造方法。 - 請求項1又は2に記載のドープ電極の製造方法であって、
前記ガイド機構が、ガイドバー又はガイドロールを備える、
ドープ電極の製造方法。 - 請求項3に記載のドープ電極の製造方法であって、
前記ガイドバー又は前記ガイドロールは、熱可塑性樹脂、熱硬化性樹脂、光硬化性樹脂、金属、及び前記金属の酸化物から成る群から選択される1種以上を含む材料から成る本体部と、前記本体部の表面に形成され、有機物を含む材料から成る表面部と、を備える、
ドープ電極の製造方法。 - 請求項3又は4に記載のドープ電極の製造方法であって、
前記ドープ槽内において、前記ガイドバー又は前記ガイドロールが、0.1m以上1.0m以下の間隔で複数設置される、
ドープ電極の製造方法。 - アルカリ金属がドープされた活物質層を含むドープ電極を製造するドープ電極の製造システムであって、
アルカリ金属のイオン及び非プロトン性有機溶媒を含むドープ溶液を収容するように構成されたドープ槽と、
前記ドープ槽に収容された対極ユニットと、
前記ドープ槽に収容されたガイド機構と、
前記活物質層を含む帯状の電極を、前記ドープ槽内を通過する経路に沿って搬送するように構成された搬送ユニットと、
前記搬送ユニットが備える搬送ローラと前記対極ユニットとを電気的に接続するように構成された接続ユニットと、
を備え、
前記ガイド機構は、前記活物質層を含む帯状の電極と前記対極ユニットとの間に設置され、
前記ガイド機構は、前記ドープ槽内において、前記活物質層を含む帯状の電極と前記対極ユニットとの距離を一定の範囲に保つように構成された、
ドープ電極の製造システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021106788 | 2021-06-28 | ||
| JP2021106788 | 2021-06-28 | ||
| PCT/JP2022/011576 WO2023276314A1 (ja) | 2021-06-28 | 2022-03-15 | ドープ電極の製造方法及びドープ電極の製造システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2023276314A1 JPWO2023276314A1 (ja) | 2023-01-05 |
| JP7620100B2 true JP7620100B2 (ja) | 2025-01-22 |
Family
ID=84691133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023531418A Active JP7620100B2 (ja) | 2021-06-28 | 2022-03-15 | ドープ電極の製造方法及びドープ電極の製造システム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240304783A1 (ja) |
| EP (1) | EP4365982A4 (ja) |
| JP (1) | JP7620100B2 (ja) |
| KR (1) | KR20240025000A (ja) |
| CN (1) | CN117581394A (ja) |
| WO (1) | WO2023276314A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017011068A (ja) | 2015-06-19 | 2017-01-12 | 日本電気株式会社 | 蓄電デバイス用電極の製造方法および前記電極の製造装置 |
| JP2018113447A (ja) | 2016-02-26 | 2018-07-19 | Jsr株式会社 | ドーピングシステム、並びに、電極、電池及びキャパシタの製造方法 |
| WO2020059225A1 (ja) | 2018-09-19 | 2020-03-26 | Jsr株式会社 | 電極製造装置 |
| WO2020084949A1 (ja) | 2018-10-24 | 2020-04-30 | Jmエナジー株式会社 | 電極製造装置及び電極製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10308212A (ja) | 1997-05-06 | 1998-11-17 | Ricoh Co Ltd | 2次電池用電極板処理装置 |
| JP3995050B2 (ja) | 2003-09-26 | 2007-10-24 | Jfeケミカル株式会社 | リチウムイオン二次電池負極材料用複合粒子およびその製造方法、リチウムイオン二次電池用負極材料および負極、ならびにリチウムイオン二次電池 |
| JP4051686B2 (ja) | 2004-09-30 | 2008-02-27 | ソニー株式会社 | 負極活物質およびそれを用いた電池 |
| JP5045044B2 (ja) | 2006-09-21 | 2012-10-10 | パナソニック株式会社 | 非水電解質二次電池用負極前駆体にリチウムイオンを吸蔵させる方法と装置 |
| JP5133111B2 (ja) | 2008-03-31 | 2013-01-30 | Jsr株式会社 | リチウムイオンキャパシタ |
| KR101204539B1 (ko) | 2010-08-27 | 2012-11-23 | 삼성전기주식회사 | 에너지 저장 장치의 전극 제조용 도핑 장치 및 이를 이용한 전극 제조 방법 |
| KR101204598B1 (ko) | 2010-08-27 | 2012-11-23 | 삼성전기주식회사 | 에너지 저장 장치의 전극 제조용 도핑 장치 및 이를 이용한 전극 제조 방법 |
| JP6161328B2 (ja) | 2012-05-18 | 2017-07-12 | Jsr株式会社 | 電極活物質、電極及び蓄電デバイス |
| US9490472B2 (en) * | 2013-03-28 | 2016-11-08 | Semiconductor Energy Laboratory Co., Ltd. | Method for manufacturing electrode for storage battery |
| JP6425563B2 (ja) * | 2015-01-26 | 2018-11-21 | イビデン株式会社 | ドープ電極体の製造装置 |
| CN111433948B (zh) * | 2017-11-02 | 2023-09-12 | 国立大学法人东京大学 | 二次电池用负极和二次电池以及它们的制造方法 |
-
2022
- 2022-03-15 JP JP2023531418A patent/JP7620100B2/ja active Active
- 2022-03-15 WO PCT/JP2022/011576 patent/WO2023276314A1/ja not_active Ceased
- 2022-03-15 CN CN202280045963.6A patent/CN117581394A/zh active Pending
- 2022-03-15 EP EP22832477.8A patent/EP4365982A4/en active Pending
- 2022-03-15 US US18/575,001 patent/US20240304783A1/en active Pending
- 2022-03-15 KR KR1020247002772A patent/KR20240025000A/ko not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017011068A (ja) | 2015-06-19 | 2017-01-12 | 日本電気株式会社 | 蓄電デバイス用電極の製造方法および前記電極の製造装置 |
| JP2018113447A (ja) | 2016-02-26 | 2018-07-19 | Jsr株式会社 | ドーピングシステム、並びに、電極、電池及びキャパシタの製造方法 |
| WO2020059225A1 (ja) | 2018-09-19 | 2020-03-26 | Jsr株式会社 | 電極製造装置 |
| WO2020084949A1 (ja) | 2018-10-24 | 2020-04-30 | Jmエナジー株式会社 | 電極製造装置及び電極製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20240025000A (ko) | 2024-02-26 |
| JPWO2023276314A1 (ja) | 2023-01-05 |
| WO2023276314A1 (ja) | 2023-01-05 |
| EP4365982A4 (en) | 2025-10-29 |
| CN117581394A (zh) | 2024-02-20 |
| EP4365982A1 (en) | 2024-05-08 |
| US20240304783A1 (en) | 2024-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7280281B2 (ja) | 電極製造装置 | |
| JP7456936B2 (ja) | 電極製造方法、蓄電デバイスの製造方法、及び電極製造装置 | |
| JP7701200B2 (ja) | ドープ電極の製造方法 | |
| JP7170057B2 (ja) | 電極製造装置及び電極製造方法 | |
| JP7513632B2 (ja) | 電極製造方法 | |
| US12095071B2 (en) | Electrode manufacturing system and electrode manufacturing method | |
| JP7372315B2 (ja) | 電極製造方法及び蓄電デバイスの製造方法 | |
| JP7620100B2 (ja) | ドープ電極の製造方法及びドープ電極の製造システム | |
| JP7636431B2 (ja) | 二次電池の製造方法及びドープ電極の製造方法 | |
| JP7644030B2 (ja) | ドーピングシステム及び電極の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7620100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |