JP7620795B2 - レーザ加工装置 - Google Patents
レーザ加工装置 Download PDFInfo
- Publication number
- JP7620795B2 JP7620795B2 JP2022524353A JP2022524353A JP7620795B2 JP 7620795 B2 JP7620795 B2 JP 7620795B2 JP 2022524353 A JP2022524353 A JP 2022524353A JP 2022524353 A JP2022524353 A JP 2022524353A JP 7620795 B2 JP7620795 B2 JP 7620795B2
- Authority
- JP
- Japan
- Prior art keywords
- laser
- laser light
- light receiving
- processing apparatus
- coating film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/705—Beam measuring devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0643—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising mirrors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Description
[レーザ加工装置及び光ファイバの構成]
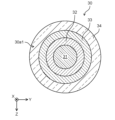
図1は、本実施形態に係るレーザ加工装置の概略構成図を示し、図2は、光ファイバの断面模式図を示す。なお、以降の説明において、光ファイバ30の入射端面30a1と垂直な方向をX方向と呼び、レーザヘッド40からワークWに向かう方向をZ方向と呼び、X方向及びZ方向のそれぞれと直交する方向をY方向と呼ぶことがある。また、図2はあくまでも模式図であり、光ファイバ30の各部の実際の寸法とは異なっている。
また、反射ミラー22には、第1位置調整部71が接続されている。第1位置調整部71を駆動することで、レーザ光LBの入射方向に対する反射ミラー22の表面の角度が調整される。第1集光レンズ23には、第2位置調整部72が接続されている。第2位置調整部72を駆動することで、第1集光レンズ23は、X,Y,Z方向の少なくとも1つの方向に移動し、かつその位置が所望の位置に調整される。
図3は、レーザヘッドの内部の模式図を示す。なお、説明の便宜上、図3において、レーザヘッド40の下半分、例えば、第2集光レンズ43や保護ガラス44の図示を省略している。
図4は、レーザ光のビームプロファイルを模式的に示し、具体的には、レーザ光LBの光強度の一次元分布を示している。図5は、第1受光信号及び第2受光信号の時間変化の一例を示し、図6は、レーザ光の出力及びNAに対する第1受光信号及び第2受光信号の相対強度を示す。なお、図6における信号強度は、レーザ光LBの出力が500Wの場合の第1受光信号の信号強度を1とした相対値で示している。
以上説明したように、本実施形態に係るレーザ加工装置100は、レーザ光LBを発生させるレーザ発振器10と、入射端30aに入射されたレーザ光LBを伝送する光ファイバ30と、光ファイバ30で伝送されたレーザ光LBを受け取ってワークWに向けて照射するレーザヘッド40と、を少なくとも備えている。
図7は、本実施形態に係る光ファイバの入射端面へのレーザ光の入射位置と光ファイバから出射されるレーザ光のNAとの関係を示す。図7の(a)図は、光ファイバ30の断面構造を模式的に示しており、図2と同様の図である。図7の(b)図は、光ファイバ30から出射されるレーザ光LBのNAを示している。図7の(b)図の横軸は、光ファイバ30の直径方向に対応している。なお、図7及び以降に示す各図面において、実施形態1と同様の箇所については、同一の符号を付して詳細な説明を省略する。
図8は、本実施形態に係る第2コーティング膜の成膜装置の概略構成図を示し、図9は、成膜時の光学部品とヤトイとの配置関係を示す。図10は、第2コーティング膜の膜厚分布を示し、図11は、レーザ光の波長と第2コーティング膜の反射率との関係を示す。
なお、本願明細書では、レーザ発振器10が、DDL光源である場合を例に取って説明したが、特にこれに限定されない。例えば、レーザ発振器10は、固体レーザ光源であっても気体レーザ光源であってもよいし、ファイバレーザ光源であってもよい。
20 光結合器
21 第1筐体
22 反射ミラー
23 第1集光レンズ
30 光ファイバ
30a 入射端
30a1 入射端面
30b 出射端
31 第1コア
32 第1クラッド
33 第2コア
34 第2クラッド
40 レーザヘッド
41 第2筐体(筐体)
42 コリメーションレンズ
43 第2集光レンズ
44 保護ガラス
45 第1シールドガラス(第1光学部品)
46 第1コーティング膜
47 第2シールドガラス(第2光学部品)
48 第2コーティング膜
48a 中央部分
48b 周縁部分
51 第1受光部
52 第2受光部
60 制御部
71~73 第1~第3位置調整部
100 レーザ加工装置
200 成膜装置
210 真空チャンバー
270 基板ドーム
300 ヤトイ
310 メッシュ部
LB レーザ光
W ワーク
Claims (10)
- レーザ光を発生させるレーザ発振器と、
入射端に入射された前記レーザ光を伝送する光ファイバと、
前記光ファイバで伝送された前記レーザ光を受け取ってワークに向けて照射するレーザヘッドと、を少なくとも備え、
前記レーザヘッドは、
筐体と、
前記筐体の内部に配置された第1光学部品及び第2光学部品と、
前記筐体の内部に配置された第1受光部及び第2受光部と、を少なくとも有し、
前記第1光学部品は、前記第2光学部品よりも前記光ファイバの出射端に近い位置に配置され、
前記第1光学部品は、前記レーザ光の受光面のうち少なくとも一つの面に所定の反射率を有する第1コーティング膜が設けられ、
前記第2光学部品は、前記レーザ光の受光面のうち少なくとも一つの面に第2コーティング膜が設けられ、
前記第1受光部は、前記第1コーティング膜で反射された前記レーザ光を受光して第1受光信号を出力し、
前記第2受光部は、前記第2コーティング膜の周縁部分で反射された前記レーザ光を受光して第2受光信号を出力することを特徴とするレーザ加工装置。 - 請求項1に記載のレーザ加工装置において、
前記第2コーティング膜の周縁部分の反射率は、前記第1コーティング膜の反射率よりも高いことを特徴とするレーザ加工装置。 - 請求項1または2に記載のレーザ加工装置において、
前記光ファイバは、
軸心に第1コアと、
前記第1コアの外周面に接して、前記第1コアと同軸に設けられた第1クラッドと、
前記第1クラッドの外周面に接して、前記第1コアと同軸に設けられた第2コアと、を少なくとも有することを特徴とするレーザ加工装置。 - 請求項1ないし3のいずれか1項に記載のレーザ加工装置において、
前記第1受光信号及び前記第2受光信号が入力される制御部をさらに備え、
前記制御部は、前記第1受光信号と前記第2受光信号との強度比に基づいて、前記光ファイバに入射される前記レーザ光の開口数の変化を検出するように構成されていることを特徴とするレーザ加工装置。 - 請求項4に記載のレーザ加工装置において、
前記レーザ発振器から出射された前記レーザ光を、前記光ファイバの入射端に入射させるための光結合器をさらに備えたことを特徴とするレーザ加工装置。 - 請求項5に記載のレーザ加工装置において、
前記制御部は、前記開口数が所定の範囲を超えた場合は、前記開口数が前記所定の範囲に収まるように前記光結合器を制御することを特徴とするレーザ加工装置。 - 請求項5または6に記載のレーザ加工装置において、
前記制御部は、前記レーザ光の前記光ファイバの入射端面への入射位置及びスポット径の少なくとも1つを変化させて、前記開口数が所望の値となるように前記光結合器を制御することを特徴とするレーザ加工装置。 - 請求項4ないし7のいずれか1項に記載のレーザ加工装置において、
前記制御部は、前記レーザ光が所望の集光位置に集光されるように、前記レーザヘッドを制御することを特徴とするレーザ加工装置。 - 請求項1ないし8のいずれか1項に記載のレーザ加工装置において、
前記第2コーティング膜の中央部分の膜厚は、前記周縁部分の膜厚と異なっていることを特徴とするレーザ加工装置。 - 請求項9に記載のレーザ加工装置において、
前記中央部分の膜厚は、前記周縁部分の膜厚よりも厚いことを特徴とするレーザ加工装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020087628 | 2020-05-19 | ||
| JP2020087628 | 2020-05-19 | ||
| PCT/JP2021/016753 WO2021235195A1 (ja) | 2020-05-19 | 2021-04-27 | レーザ加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021235195A1 JPWO2021235195A1 (ja) | 2021-11-25 |
| JP7620795B2 true JP7620795B2 (ja) | 2025-01-24 |
Family
ID=78708529
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022524353A Active JP7620795B2 (ja) | 2020-05-19 | 2021-04-27 | レーザ加工装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20230060484A1 (ja) |
| JP (1) | JP7620795B2 (ja) |
| WO (1) | WO2021235195A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024019941A (ja) * | 2022-08-01 | 2024-02-14 | パナソニックIpマネジメント株式会社 | レーザ加工装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012155159A (ja) | 2011-01-26 | 2012-08-16 | Toshiba Corp | レーザ光伝送装置、レーザ光伝送システム、レーザ光伝送方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05136510A (ja) * | 1991-07-05 | 1993-06-01 | Matsushita Electric Ind Co Ltd | レーザ出力制御装置 |
| JPH05133798A (ja) * | 1991-11-12 | 1993-05-28 | Fuji Electric Co Ltd | レーザパワー測定装置 |
| JP2000042771A (ja) * | 1998-07-22 | 2000-02-15 | Amada Eng Center Co Ltd | レーザ加工における光ファイバの断線検出方法およびレーザ加工装置 |
| JP2011079013A (ja) * | 2009-10-06 | 2011-04-21 | Miyachi Technos Corp | レーザマーキング装置 |
| JP5705503B2 (ja) * | 2010-10-28 | 2015-04-22 | 三菱重工業株式会社 | レーザ加工装置及びレーザビーム調整方法 |
-
2021
- 2021-04-27 JP JP2022524353A patent/JP7620795B2/ja active Active
- 2021-04-27 WO PCT/JP2021/016753 patent/WO2021235195A1/ja not_active Ceased
-
2022
- 2022-10-20 US US18/048,172 patent/US20230060484A1/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012155159A (ja) | 2011-01-26 | 2012-08-16 | Toshiba Corp | レーザ光伝送装置、レーザ光伝送システム、レーザ光伝送方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021235195A1 (ja) | 2021-11-25 |
| JPWO2021235195A1 (ja) | 2021-11-25 |
| US20230060484A1 (en) | 2023-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6462140B2 (ja) | 溶接シームの深さをリアルタイムで測定するための装置 | |
| JP2753284B2 (ja) | 工作物加工装置 | |
| JP7504743B2 (ja) | 材料加工用機械のレーザビームの伝播経路に沿って配置された光学素子の動作状態を検出する方法、当該方法を実行するためのシステム、及び当該システムを備えるレーザ加工機 | |
| US11224939B2 (en) | Apparatus for thermal processing | |
| TWI575329B (zh) | 對齊系統和極紫外光產生系統 | |
| US20140203195A1 (en) | Thermal Monitor For An Extreme Ultraviolet Light Source | |
| JP7696107B2 (ja) | レーザ溶接装置およびレーザ溶接方法 | |
| JP2018520883A (ja) | レーザ加工ヘッド、および、レーザ加工ヘッドを備えたレーザ加工装置 | |
| KR20160127461A (ko) | 레이저 가공 장치 및 그 가공방법 | |
| JP7620795B2 (ja) | レーザ加工装置 | |
| WO2019216040A1 (ja) | レーザ加工機及び光学部品の状態検出方法 | |
| JP2019155446A (ja) | レーザ加工装置及びレーザ発振制御方法 | |
| KR102547657B1 (ko) | 레이저 가공 장치 | |
| JP6576061B2 (ja) | レーザビームの強度分布測定装置およびレーザビームの強度分布測定方法 | |
| JP7308439B2 (ja) | レーザ加工装置および光学調整方法 | |
| JP7262081B2 (ja) | レーザ加工装置および光学調整方法 | |
| US7495191B2 (en) | Laser treatment apparatus | |
| US20250067686A1 (en) | Thermally guided chemical etching of a substrate and real-time monitoring thereof | |
| CN118160413A (zh) | 具有射束位态调整装置的euv光源 | |
| JP2006045598A (ja) | 配管の残留応力改善装置 | |
| JP2000135583A (ja) | レーザ光集光器 | |
| EP3663031A1 (en) | Laser processing apparatus | |
| US20220324181A1 (en) | System for joining thermoplastic workpieces by laser transmission welding | |
| KR102258055B1 (ko) | 레이저 어닐링 장비의 온도 모니터링 시스템 | |
| JP5667344B2 (ja) | レーザー出射ユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20221024 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231012 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20240918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241209 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7620795 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |