JP7628355B1 - 芯出しプログラム作成システム、芯出しプログラム作成方法及び芯出しプログラム作成プログラム - Google Patents
芯出しプログラム作成システム、芯出しプログラム作成方法及び芯出しプログラム作成プログラム Download PDFInfo
- Publication number
- JP7628355B1 JP7628355B1 JP2024175417A JP2024175417A JP7628355B1 JP 7628355 B1 JP7628355 B1 JP 7628355B1 JP 2024175417 A JP2024175417 A JP 2024175417A JP 2024175417 A JP2024175417 A JP 2024175417A JP 7628355 B1 JP7628355 B1 JP 7628355B1
- Authority
- JP
- Japan
- Prior art keywords
- centering
- workpiece
- program
- machine tool
- dimensional coordinates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/401—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for measuring, e.g. calibration and initialisation, measuring workpiece for machining purposes
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Mechanical Engineering (AREA)
- Numerical Control (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract

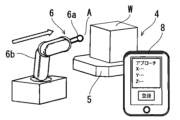
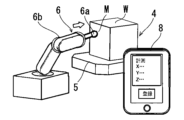
【解決手段】工作機械1の段取り位置4に設置され、三次元座標を取得する位置検出器6と、位置検出器6を操作して段取り位置4に設置された工作物W上の少なくとも2箇所の計測位置Mの三次元座標を指定する計測位置指定手段12と、位置検出器6を操作して工作物Wへのアプローチ位置Aを含む移動経路上の三次元座標を指定する経路指定手段13と、計測位置指定手段12及び経路指定手段13で指定された三次元座標に基づいて、センサを装着した工作機械1の主軸2を駆動させて加工エリアに設置された工作物Wの芯出しを行うためのNCプログラムを作成する芯出しプログラム作成手段15と、を有する芯出しプログラム作成システム。
【選択図】図1
Description
本発明の芯出しプログラム作成システム10は、工作機械1の段取り位置4に設置され、三次元座標を取得する位置検出器6と、前記位置検出器6を操作して前記段取り位置4に設置された工作物W上の少なくとも2箇所の計測位置Mの三次元座標を指定する計測位置指定手段12と、前記位置検出器6を操作して前記工作物Wへのアプローチ位置Aを含む移動経路上の三次元座標を指定する経路指定手段13と、前記計測位置指定手段12及び前記経路指定手段13で指定された三次元座標に基づいて、センサを装着した前記工作機械1の主軸2を駆動させて加工エリアに設置された前記工作物Wの芯出しを行うためのNCプログラムを作成する芯出しプログラム作成手段14と、を有する。
[芯出しプログラム作成システムの作用]
2 主軸
2a 接触プローブ
3 テーブル
4 段取り位置
5 パレット
6 位置検出器
6a 接触プローブ
6b 多関節アーム
6c 空間位置センサ
6d ベース
7 基準ブロック
8 操作端末
10 芯出しプログラム作成システム
11 座標校正手段
12 計測位置指定手段
13 経路指定手段
14 芯出しプログラム作成手段
15 機種指定手段
W 工作物
M 計測位置
A アプローチ位置
Claims (12)
- 工作機械の加工エリア外の段取り位置に設置され、三次元座標を取得する位置検出器と、
前記位置検出器を操作して前記段取り位置に設置された工作物上の少なくとも2箇所の計測位置の三次元座標を指定する計測位置指定手段と、
前記位置検出器を操作して前記工作物へのアプローチ位置を含む移動経路上の三次元座標を指定する経路指定手段と、
前記計測位置指定手段及び前記経路指定手段で指定された三次元座標に基づいて、センサを装着した前記工作機械の主軸を駆動させて加工エリアに設置された前記工作物の三次元座標を検出し、該工作物の芯出しを行うためのNCプログラムを作成する芯出しプログラム作成手段と、
を有する芯出しプログラム作成システム。 - 前記経路指定手段が、前記計測位置に対して前記工作物と干渉しないエスケープ位置を指定する手段を備えた請求項1に記載の芯出しプログラム作成システム。
- 前記計測位置指定手段が、前記工作物上の三次元座標を計測する箇所の形状を指定する形状指定手段と、座標軸のうち計測する軸方向を指定する軸指定手段と、を備えた請求項2に記載の芯出しプログラム作成システム。
- 前記芯出しプログラム作成手段が、前記工作機械のメーカー名又は機種名を指定する機種指定手段を備え、指定された機種に対応したコードで前記NCプログラムを作成する請求項3に記載の芯出しプログラム作成システム。
- 前記工作物を載置するパレットに設けられた基準ブロック、基準孔又は基準面を用いて前記位置検出器の座標と前記工作機械の座標を一致させる座標校正手段を備えた請求項1乃至4の何れか一項に記載の芯出しプログラム作成システム。
- 前記位置検出器が接触プローブを多関節アームで駆動する多関節プローブである請求項5に記載の芯出しプログラム作成システム。
- 工作機械の加工エリア外の段取り位置に三次元座標を取得する位置検出器を設置する位置検出器設置工程と、
工作物を載置するパレットに設けられた基準ブロック、基準孔又は基準面を用いて前記位置検出器の座標と前記工作機械の座標を一致させる座標校正工程と、
座標校正を行った前記位置検出器を操作して前記段取り位置に設置された工作物上の少なくとも2箇所の計測位置の三次元座標を指定する計測位置指定工程と、
前記計測位置指定工程で指定された三次元座標に基づいて、センサを装着した前記工作機械の主軸を駆動させて加工エリアに設置された前記工作物の三次元座標を検出し、該工作物の芯出しを行うためのNCプログラムを作成する芯出しプログラム作成工程と、
を有する芯出しプログラム作成方法。 - 座標校正を行った前記位置検出器を操作して前記工作物へのアプローチ位置を含む移動経路上の三次元座標を指定する経路指定工程を備えた請求項7に記載の芯出しプログラム作成方法。
- 工作機械の加工エリア外の段取り位置に設置された位置検出器を操作して工作物上の三次元座標を取得し、センサを装着した前記工作機械の主軸を駆動させて加工エリアに設置された前記工作物の三次元座標を検出し、該工作物の芯出しを行うためのNCプログラムを作成する芯出しプログラム作成プログラムであって、
コンピュータを、
前記位置検出器を操作して前記段取り位置に設置された工作物上の少なくとも2箇所の計測位置の三次元座標を指定する計測位置指定手段と、
前記位置検出器を操作して前記工作物へのアプローチ位置を含む移動経路上の三次元座標を指定する経路指定手段と、
前記計測位置指定手段及び前記経路指定手段で指定された三次元座標に基づいて、センサを装着した前記工作機械の主軸を駆動させて加工エリアに設置された前記工作物の三次元座標を検出し、該工作物の芯出しを行うためのNCプログラムを作成する芯出しプログラム作成手段として機能させる芯出しプログラム作成プログラム。 - コンピュータを、
前記工作物を載置するパレットに設けられた基準ブロック、基準孔又は基準面を用いて前記位置検出器の座標と前記工作機械の座標を一致させる座標校正手段として機能させる請求項9に記載の芯出しプログラム作成プログラム。 - 前記芯出しプログラム作成手段が、前記工作機械のメーカー名又は機種名を指定する機種指定手段を備え、指定された機種に対応したコードで前記NCプログラムを作成する請求項9又は10に記載の芯出しプログラム作成プログラム。
- 前記芯出しプログラム作成手段が前記工作機械の機種を指定する機種指定手段を備えると共に、前記座標校正手段が指定された機種の座標校正情報を記憶する手段を備え、前記芯出しプログラム作成手段が記憶された座標校正情報を用いて複数の工作機械に対して前記NCプログラムを作成する請求項10に記載の芯出しプログラム作成プログラム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024175417A JP7628355B1 (ja) | 2024-10-04 | 2024-10-04 | 芯出しプログラム作成システム、芯出しプログラム作成方法及び芯出しプログラム作成プログラム |
| PCT/JP2025/007622 WO2026074741A1 (ja) | 2024-10-04 | 2025-03-04 | 芯出しプログラム作成システム、芯出しプログラム作成方法及び芯出しプログラム作成プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024175417A JP7628355B1 (ja) | 2024-10-04 | 2024-10-04 | 芯出しプログラム作成システム、芯出しプログラム作成方法及び芯出しプログラム作成プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP7628355B1 true JP7628355B1 (ja) | 2025-02-10 |
| JP2026066160A JP2026066160A (ja) | 2026-04-16 |
Family
ID=94531636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024175417A Active JP7628355B1 (ja) | 2024-10-04 | 2024-10-04 | 芯出しプログラム作成システム、芯出しプログラム作成方法及び芯出しプログラム作成プログラム |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7628355B1 (ja) |
| WO (1) | WO2026074741A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6391351U (ja) * | 1986-12-01 | 1988-06-13 | ||
| JPH01296305A (ja) * | 1988-05-25 | 1989-11-29 | Enshu Ltd | 段取情報によるncプログラムの修正方法 |
| JPH07174547A (ja) * | 1993-12-17 | 1995-07-14 | Makino Milling Mach Co Ltd | 測定プログラム自動作成機能を有する測定システム |
| JP2003340680A (ja) * | 2002-05-20 | 2003-12-02 | Microtop:Kk | ワーク加工方法 |
| JP2004017198A (ja) * | 2002-06-14 | 2004-01-22 | Mitsutoyo Corp | パートプログラム生成装置、パートプログラム生成方法及びパートプログラム生成用プログラム |
| JP2004192152A (ja) * | 2002-12-09 | 2004-07-08 | Fuji Heavy Ind Ltd | 数値制御装置 |
-
2024
- 2024-10-04 JP JP2024175417A patent/JP7628355B1/ja active Active
-
2025
- 2025-03-04 WO PCT/JP2025/007622 patent/WO2026074741A1/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6391351U (ja) * | 1986-12-01 | 1988-06-13 | ||
| JPH01296305A (ja) * | 1988-05-25 | 1989-11-29 | Enshu Ltd | 段取情報によるncプログラムの修正方法 |
| JPH07174547A (ja) * | 1993-12-17 | 1995-07-14 | Makino Milling Mach Co Ltd | 測定プログラム自動作成機能を有する測定システム |
| JP2003340680A (ja) * | 2002-05-20 | 2003-12-02 | Microtop:Kk | ワーク加工方法 |
| JP2004017198A (ja) * | 2002-06-14 | 2004-01-22 | Mitsutoyo Corp | パートプログラム生成装置、パートプログラム生成方法及びパートプログラム生成用プログラム |
| JP2004192152A (ja) * | 2002-12-09 | 2004-07-08 | Fuji Heavy Ind Ltd | 数値制御装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2026066160A (ja) | 2026-04-16 |
| WO2026074741A1 (ja) | 2026-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8155789B2 (en) | Device, method, program and recording medium for robot offline programming | |
| JP3946711B2 (ja) | ロボットシステム | |
| JP5670416B2 (ja) | ロボットシステム表示装置 | |
| EP2081096A2 (en) | Controller of work piece-conveying robot | |
| EP0697639B1 (en) | Inspection device and method for checking interference | |
| US7724380B2 (en) | Method and system for three-dimensional measurement | |
| JP2017027360A (ja) | 機械の誤差補償システム及び誤差補償方法、誤差補償プログラム | |
| JP2022531493A (ja) | バッチ生産のための自動検査プロセス | |
| JP4180469B2 (ja) | 工作機械の加工適否チェック方法 | |
| US20210180932A1 (en) | Control device, measurement system, and measurement method | |
| JP7628355B1 (ja) | 芯出しプログラム作成システム、芯出しプログラム作成方法及び芯出しプログラム作成プログラム | |
| KR102460118B1 (ko) | 어태치먼트 중심위치의 보정방법 | |
| KR102854384B1 (ko) | 로터리 테이블을 갖는 공작기계의 제어 방법 및 제어 시스템 | |
| JP7575198B2 (ja) | 機械加工方法及び工作機械 | |
| US20150057789A1 (en) | Controller for machine tool | |
| CN116802013B (zh) | 具备机床的准备功能的数值控制装置以及存储介质 | |
| JP2020040130A (ja) | 加工装置、加工装置の制御方法および加工装置の制御プログラム | |
| JPH10161719A (ja) | 産業用ロボットのシステム構築シミュレーション装置 | |
| JP2023026357A (ja) | 干渉チェック装置、干渉チェック方法、及び、干渉チェックシステム | |
| JP2019058954A (ja) | 作業支援ユニット及び自動作業システム | |
| JPS62242811A (ja) | 自動計測装置 | |
| JP7630735B1 (ja) | 形状モデル作成作業の支援装置、形状モデル作成作業の支援方法、形状モデル作成作業の支援プログラム、及び加工システム | |
| JP6915182B1 (ja) | 工作機械、工作機械の制御方法、および工作機械の制御プログラム | |
| JPS60175555U (ja) | Nc工作機械の加工基準点補正装置 | |
| Bertagnolli et al. | Flexible automated process assurance through noncontact 3D measuring technology |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20241010 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20241010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7628355 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |