JP7631759B2 - 軟質チューブ及びその製造方法、並びにシート搬送ローラー及びその製造方法 - Google Patents
軟質チューブ及びその製造方法、並びにシート搬送ローラー及びその製造方法 Download PDFInfo
- Publication number
- JP7631759B2 JP7631759B2 JP2020197164A JP2020197164A JP7631759B2 JP 7631759 B2 JP7631759 B2 JP 7631759B2 JP 2020197164 A JP2020197164 A JP 2020197164A JP 2020197164 A JP2020197164 A JP 2020197164A JP 7631759 B2 JP7631759 B2 JP 7631759B2
- Authority
- JP
- Japan
- Prior art keywords
- soft tube
- shaft member
- soft
- mold
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/06—Feeding articles separated from piles; Feeding articles to machines by rollers or balls, e.g. between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1676—Making multilayered or multicoloured articles using a soft material and a rigid material, e.g. making articles with a sealing part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/61—Joining from or joining on the inside
- B29C66/612—Making circumferential joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
- B29C2043/023—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface having a plurality of grooves
- B29C2043/025—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface having a plurality of grooves forming a microstructure, i.e. fine patterning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1676—Making multilayered or multicoloured articles using a soft material and a rigid material, e.g. making articles with a sealing part
- B29C2045/1678—Making multilayered or multicoloured articles using a soft material and a rigid material, e.g. making articles with a sealing part first moulding the soft material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
- B29K2021/003—Thermoplastic elastomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/32—Wheels, pinions, pulleys, castors or rollers, Rims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/11—Details of cross-section or profile
- B65H2404/111—Details of cross-section or profile shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/18—Rollers composed of several layers
- B65H2404/185—Rollers composed of several layers easy deformable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/19—Other features of rollers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49544—Roller making
- Y10T29/49547—Assembling preformed components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49544—Roller making
- Y10T29/4956—Fabricating and shaping roller work contacting surface element
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Paper Feeding For Electrophotography (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
外周面に二乗平均平方根傾斜Sdqが0.30~0.44の範囲内にある凹凸形状を有する領域を有するとともに、前記外周面の凹凸形状を有する領域の算術平均高さSaが3.4~22.0μmの範囲内にあり、前記軟質チューブの25℃におけるショアA硬度が40~80の範囲内にあることを特徴とする軟質チューブ。

A:測定範囲の面積
∂z(x,y)/∂x:X方向に隣り合う点の傾斜
∂z(x,y)/∂z:Y方向に隣り合う点の傾斜

A:測定範囲の面積
|Z(x,y)|:平均面に対する高さの絶対値
本発明の軟質チューブは、シート搬送ローラーのシート搬送部に使用する軟質チューブであって、外周面に二乗平均平方根傾斜Sdqが0.03~0.50の範囲内にある凹凸形状を有する領域を有することを特徴とする。
本発明の軟質チューブは、外周面に凹凸領域Aを有するように製造されれば、製造方法は特に限定されない。本発明における製造時の凹凸削れが抑制される効果が顕著に示されることから、金型を用いた製造方法が好ましく、射出成形又は圧縮成形で成形することがより好ましい。
本発明のシート搬送ローラーは、軸部材と前記軸部材の外周面に配設されるチューブ状のシート搬送部を備えるシート搬送ローラーであって、前記シート搬送部が、上記本発明の軟質チューブであることを特徴とする。
本発明のシート搬送ローラーは、例えば、軸部材の長さ方向の所定の位置に、軸部材の外周面と軟質チューブの内周面が密着するように、軟質チューブを配設することで製造できる。軸部材の外周面と軟質チューブの内周面の密着は、例えば、接着剤等による接着で行ってもよく、熱融着等の溶融接合で行ってもよい。本発明のシート搬送ローラーは、以下に説明する本発明の製造方法により製造されることが好ましい。
(2)上記軟質チューブを保持する保持部と上記軟質チューブの内周面に接するように軸部材が成形される成形部を有する金型の上記保持部に軟質チューブを挿入する工程
(3)上記金型の成形部で上記軸部材を成形する工程
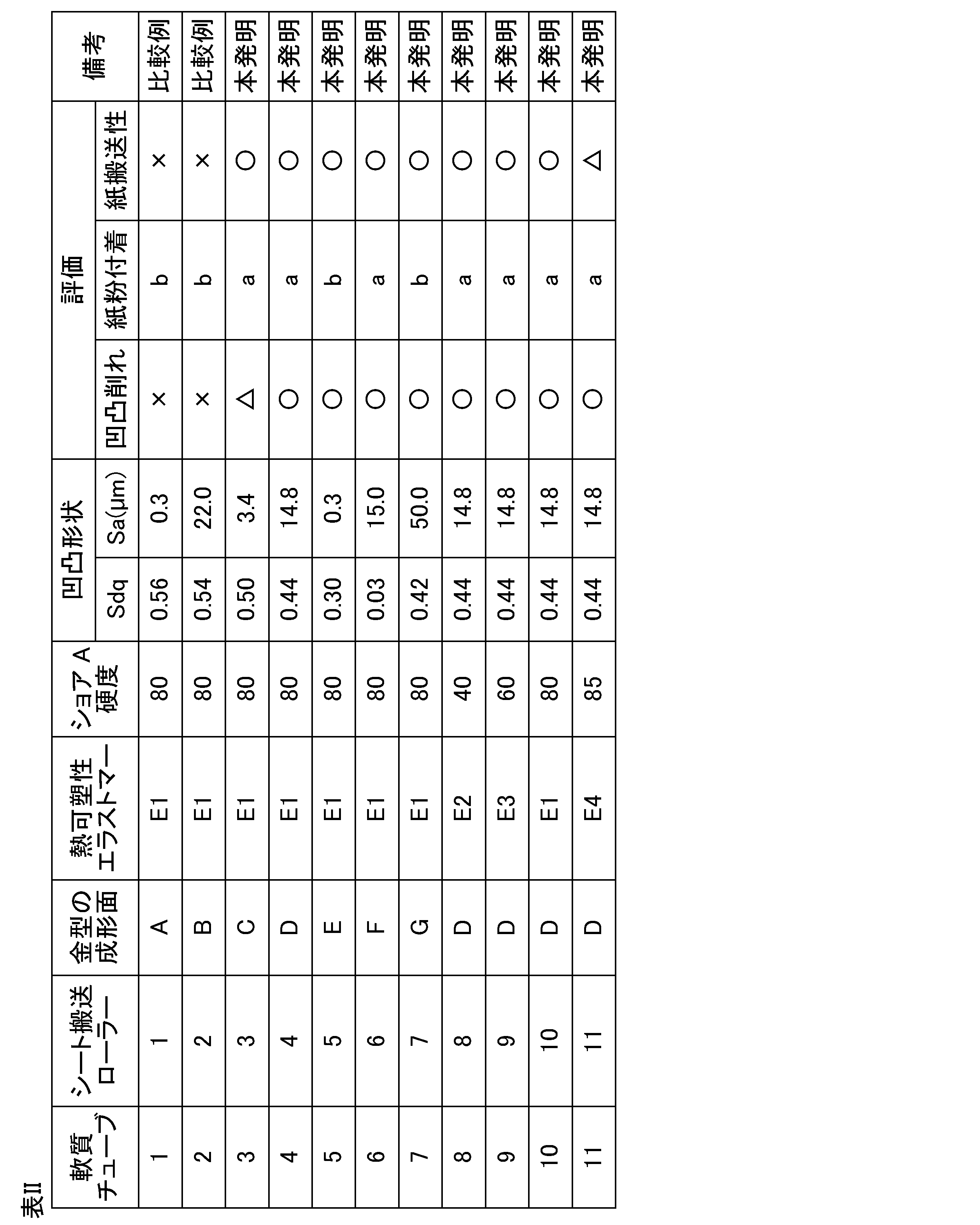
熱可塑性エラストマーとして、以下の表Iに示すスチレン熱可塑性エラストマーを用いて、以下の条件で軟質チューブ1~11を製造した。

軟質チューブの外周面凹凸形状は、当該軟質チューブの製造の際に用いた金型A~Gの成形面の凹凸形状を計測することで行った。は、それぞれ全体がランダムな凹凸形状を有していた。
軟質チューブ1~11において、製造時における凹凸削れを以下の基準で評価した。なお、凹凸削れは目視で判断し、外周面の凹凸が僅かでも削れている場合を「凹凸削れの発生あり」とした。結果を表IIに示す。
〇:成形条件1~3の全てで凹凸削れの発生なし。
△:成形条件3でのみで凹凸削れが発生した。すなわち、成形条件次第で凹凸削れを抑制できる。
×:成形条件1~3の全てで凹凸削れが発生した。
軸部材の材料としてポリプロピレン(PP-R200(金発科技社製)、SP値=8.1(cal/cm3)1/2)を用いて、図5Aに示すのと同様の金型を用いて、本発明の製造方法による射出成形により、図2に示すのと同様の構成の1本の軸部材に対して2個の軟質チューブを有するシート搬送ローラーを製造した。
プリンター複合機(コニカミノルタ社製))の給紙部に、上記で得られたシート搬送ローラー1~11をそれぞれ装着して、紙(コニカミノルタCFペーパーA4)を100回搬送して軟質チューブに紙粉を付着させた後、紙全域をプロセスブルー(シアン+マゼンダ)で塗りつぶすように印刷した紙(コニカミノルタCFペーパーA4)を5枚搬送し、紙に紙粉が再付着するかを確認した。紙粉の付着状態は目視で確認し、以下の基準で評価した。結果を表IIに示す。
a:紙粉付着が全くなく、紙粉付着の影響を受けやすいローラーに使えるレベルである。
b:紙粉付着があり、紙粉付着の影響を受けにくいローラーに使えるレベルである。
プリンター複合機(コニカミノルタ社製))の給紙部に、上記で得られたシート搬送ローラー1~11をそれぞれ装着して、軟質チューブところの間に紙片(幅2cm、長さ29.7cmに切断したコニカミノルタCFペーパー)を幅方向が軟質チューブの長さ方向(軸方向)と一致するように挟み、紙片を長さ方向に引き抜く際の引き抜き力をプッシュブルゲージで測定した。紙搬送性は、引き抜き力の測定値から以下の基準で評価した。結果を表IIに示す。
〇:引き抜き力が2.5N以上であり紙搬送力は十分である。
△:引き抜き力が2.0N以上2.5N未満であり紙搬送力は規格内である。
×:引き抜き力が2.0N未満であり紙搬送力は不足している。
2 軸部材
10 シート搬送ローラー
Claims (9)
- シート搬送ローラーのシート搬送部に使用する軟質チューブであって、
外周面に二乗平均平方根傾斜Sdqが0.30~0.44の範囲内にある凹凸形状を有する領域を有するとともに、前記外周面の凹凸形状を有する領域の算術平均高さSaが3.4~22.0μmの範囲内にあり、前記軟質チューブの25℃におけるショアA硬度が40~80の範囲内にあることを特徴とする軟質チューブ。 - 前記凹凸形状がランダムな凹凸形状であることを特徴とする請求項1に記載の軟質チューブ。
- 前記外周面にパーティングラインが存在しないことを特徴とする請求項1又は請求項2に記載の軟質チューブ。
- 前記軟質チューブの構成材料が、熱可塑性エラストマーを含むことを特徴とする請求項1から請求項3までのいずれか一項に記載の軟質チューブ。
- 請求項1から請求項4までのいずれか一項に記載の軟質チューブを製造する軟質チューブの製造方法であって、
射出成形又は圧縮成形で成形することを特徴とする軟質チューブの製造方法。 - 軸部材と前記軸部材の外周面に配設されるチューブ状のシート搬送部を備えるシート搬送ローラーであって、
前記シート搬送部が、請求項1から請求項4までのいずれか一項に記載の軟質チューブであることを特徴とするシート搬送ローラー。 - 前記軟質チューブの構成材料のSP値と前記軸部材の構成材料のSP値の差が1(cal/cm3)1/2以下であることを特徴とする請求項6に記載のシート搬送ローラー。
- 請求項6又は請求項7に記載のシート搬送ローラーを製造するシート搬送ローラーの製造方法であって、
前記軟質チューブを成形する工程と、
前記軟質チューブを保持する保持部と前記軟質チューブの内周面に接するように前記軸部材が成形される成形部を有する金型の前記保持部に前記軟質チューブを挿入する工程と、
前記金型の成形部で前記軸部材を成形する工程と
を有する特徴とするシート搬送ローラーの製造方法。 - 前記軸部材を成形する工程において、前記軟質チューブの内周面と前記軸部材の外周面を溶融接合することを特徴とする請求項8に記載のシート搬送ローラーの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020197164A JP7631759B2 (ja) | 2020-11-27 | 2020-11-27 | 軟質チューブ及びその製造方法、並びにシート搬送ローラー及びその製造方法 |
| US17/533,245 US12583697B2 (en) | 2020-11-27 | 2021-11-23 | Soft tube and method for manufacturing the same, and sheet conveying roller and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020197164A JP7631759B2 (ja) | 2020-11-27 | 2020-11-27 | 軟質チューブ及びその製造方法、並びにシート搬送ローラー及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022085460A JP2022085460A (ja) | 2022-06-08 |
| JP7631759B2 true JP7631759B2 (ja) | 2025-02-19 |
Family
ID=81752373
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020197164A Active JP7631759B2 (ja) | 2020-11-27 | 2020-11-27 | 軟質チューブ及びその製造方法、並びにシート搬送ローラー及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US12583697B2 (ja) |
| JP (1) | JP7631759B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002120944A (ja) | 2000-10-16 | 2002-04-23 | Tokai Rubber Ind Ltd | 紙送り用ローラ |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01113216A (ja) | 1987-10-27 | 1989-05-01 | Canon Inc | 弾性ローラの製造方法 |
| JP2851799B2 (ja) * | 1994-10-12 | 1999-01-27 | 住友ゴム工業株式会社 | ゴムローラ |
| JP3707706B2 (ja) | 1995-12-11 | 2005-10-19 | 北辰工業株式会社 | 給紙搬送用ロール |
| JP2000153933A (ja) * | 1998-11-18 | 2000-06-06 | Alps Electric Co Ltd | 圧接ローラ |
| JP3813480B2 (ja) | 2001-10-10 | 2006-08-23 | 住友ゴム工業株式会社 | 給紙用ローラの製造方法 |
| KR100648930B1 (ko) * | 2005-09-16 | 2006-11-27 | 삼성전자주식회사 | 화상형성장치용 도전성 전사롤러 |
| TWI461306B (zh) * | 2006-07-19 | 2014-11-21 | Boettcher Gmbh & Co Felix | 隨機雷射處理之薄膜滾子 |
| JP5206935B2 (ja) * | 2007-11-14 | 2013-06-12 | 株式会社ブリヂストン | 電子写真用弾性ローラ |
| CN102566371B (zh) * | 2011-12-31 | 2014-03-12 | 深圳市乐普泰科技股份有限公司 | 导电橡胶辊及成像装置 |
| JP6468816B2 (ja) | 2014-11-26 | 2019-02-13 | キヤノン株式会社 | ローラ部材の製造方法、ローラ部材金型、ローラ部材、複写機、およびプリンタ |
| JP2019012200A (ja) * | 2017-06-30 | 2019-01-24 | 住友ゴム工業株式会社 | 現像ローラおよびその製造方法 |
-
2020
- 2020-11-27 JP JP2020197164A patent/JP7631759B2/ja active Active
-
2021
- 2021-11-23 US US17/533,245 patent/US12583697B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002120944A (ja) | 2000-10-16 | 2002-04-23 | Tokai Rubber Ind Ltd | 紙送り用ローラ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220169461A1 (en) | 2022-06-02 |
| US12583697B2 (en) | 2026-03-24 |
| JP2022085460A (ja) | 2022-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103112142B (zh) | 橡胶辊制造装置及橡胶辊制造方法 | |
| JP5302821B2 (ja) | 押圧装置、及びそれを用いた空気入りタイヤの製造方法 | |
| JP5506838B2 (ja) | 紙送りローラの製造方法 | |
| US8460778B2 (en) | Forming screens | |
| JP7631759B2 (ja) | 軟質チューブ及びその製造方法、並びにシート搬送ローラー及びその製造方法 | |
| JP5382509B2 (ja) | 電子写真装置のシート搬送用転動体及びその射出成形金型 | |
| US7651749B2 (en) | Fluororesin tube for fixing member for copier and printer | |
| JP3813480B2 (ja) | 給紙用ローラの製造方法 | |
| JP2010221561A (ja) | 樹脂シートの製造装置 | |
| JP4624196B2 (ja) | ゴムロールの製造方法 | |
| CN100473594C (zh) | 送纸装置 | |
| JP2015223840A (ja) | 非粘着ローラの製造方法及び非粘着ローラ | |
| JP3910481B2 (ja) | 給紙用ローラの製造方法、該製造方法により製造された給紙用ローラ、及び給紙用ローラの製造装置 | |
| JP4529029B2 (ja) | 二層構造の粘着性クリーニングローラー | |
| JP2001031265A (ja) | ローラ部材 | |
| JP3752655B2 (ja) | シート搬送用ローラ | |
| JP4122239B2 (ja) | 異物除去方法、及び異物除去装置 | |
| JP2010100031A (ja) | 樹脂シートの製造装置 | |
| JP2010221560A (ja) | 樹脂シートの製造装置 | |
| JP2003160254A (ja) | 記録紙搬送用ローラおよびその製造方法 | |
| JP2018192767A (ja) | ゴムローラの製造方法および金型 | |
| JP6216991B2 (ja) | 塗膜転写具 | |
| JP4264488B2 (ja) | 塗膜転写具 | |
| JP4515647B2 (ja) | 射出成形品の製造方法 | |
| JP3707706B2 (ja) | 給紙搬送用ロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240603 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20240820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241118 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20241125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7631759 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |