JP7632092B2 - ドリル - Google Patents
ドリル Download PDFInfo
- Publication number
- JP7632092B2 JP7632092B2 JP2021094885A JP2021094885A JP7632092B2 JP 7632092 B2 JP7632092 B2 JP 7632092B2 JP 2021094885 A JP2021094885 A JP 2021094885A JP 2021094885 A JP2021094885 A JP 2021094885A JP 7632092 B2 JP7632092 B2 JP 7632092B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting edge
- main cutting
- edge
- main
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Drilling Tools (AREA)
Description
また本発明のドリルの一つの態様は、中心軸を中心として軸方向に延びる刃部を備え、前記刃部は、すくい面と、逃げ面と、前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、前記切刃は、前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、前記刃部は、前記先端面に開口し、軸方向に延びる切屑排出溝を備え、前記すくい面のうち前記主切刃と前記切屑排出溝との間に位置する部分の幅寸法が、径方向外側へ向かうに従い小さくなる。
また本発明のドリルの一つの態様は、中心軸を中心として軸方向に延びる刃部を備え、前記刃部は、すくい面と、逃げ面と、前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、前記切刃は、前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、前記主切刃は、第1主切刃と、前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、前記第2主切刃は、径方向外側へ向かうに従い、前記中心軸回りの周方向のうちドリル回転方向に向けて延びる。
また本発明のドリルの一つの態様は、中心軸を中心として軸方向に延びる刃部を備え、前記刃部は、すくい面と、逃げ面と、前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、前記切刃は、前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、前記主切刃は、第1主切刃と、前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、前記すくい面は、前記第1主切刃に接続する第1すくい面と、前記第2主切刃に接続する第2すくい面と、を有し、前記第1すくい面と前記第2すくい面とが、単一の平面に配置される。
また本発明のドリルの一つの態様は、中心軸を中心として軸方向に延びる刃部を備え、前記刃部は、すくい面と、逃げ面と、前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、前記切刃は、前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、前記主切刃は、第1主切刃と、前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、前記逃げ面は、前記第1主切刃に接続する第1逃げ面と、前記第2主切刃に接続する第2逃げ面と、を有し、前記第1逃げ面は、平面状であり、前記第2逃げ面は、凸曲面状である。
また本発明のドリルの一つの態様は、中心軸を中心として軸方向に延びる刃部を備え、前記刃部は、すくい面と、逃げ面と、前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、前記切刃は、前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、前記主切刃は、第1主切刃と、前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、前記主切刃は、径方向外側へ向かうに従い、軸方向の後端側に向けて延び、前記第2主切刃は、前記第1主切刃よりも前記中心軸に対する傾斜角が小さい。
以上より本発明のドリルによれば、硬脆材料等の高硬度の被削材を穴あけ加工する場合であっても、安定して高精度な穴あけ加工を行うことができる。
上記ドリルにおいて、前記コーナ刃は、径方向外側へ向かうに従い軸方向の後端側に向けて凸曲線状に延びる。
この場合、コーナ刃が凸曲線状であるため、コーナ刃は、軸方向の後端側へ向かうに従い、中心軸に対する傾斜角が小さくなる。これにより、コーナ刃が加工穴を貫通するときに、加工穴の内周部付近に作用するスラスト方向への力が小さく抑えられる。このため、加工穴(特に穿孔出口側)のコバ欠けがより安定して抑制される。
上記ドリルにおいて、前記刃部は、前記先端面に開口し、軸方向に延びる切屑排出溝を備え、前記すくい面のうち前記主切刃と前記切屑排出溝との間に位置する部分の幅寸法が、径方向外側へ向かうに従い小さくなる。
穴あけ加工時には、すくい面のうち径方向外側に位置する部分ほど(周速が速い部分ほど)、切刃からの切屑供給量が多くなる。上記構成では、すくい面の幅寸法が、径方向外側へ向かうに従い小さくなるので、切屑がすくい面上から効率よく切屑排出溝に流入させられて、切屑排出性がよい。
すなわち第2主切刃のうち、中心軸からの距離が遠く、穴あけ加工時の周速つまり切削速度が速くなる部分ほど、実質的な刃物角が大きくなって刃先強度が高められるため、第2主切刃のチッピングや欠損等がより抑えられる。
上記ドリルにおいて、前記主切刃は、径方向外側へ向かうに従い、軸方向の後端側に向けて延び、前記第2主切刃は、前記第1主切刃よりも前記中心軸に対する傾斜角が小さい。
この場合、第2主切刃とコーナ刃とを滑らかに接続しやすくなり、これらの接続部分におけるチッピングや欠損等が抑制される。
第1主切刃の径方向寸法が刃部の半径の50%以下であると、切刃のうち第1主切刃以外の第2主切刃およびコーナ刃の各刃長を大きく確保でき、第2主切刃およびコーナ刃による各機能が安定して奏功される。
主切刃の径方向寸法が刃部の半径の80%以下であると、切刃のうち主切刃以外のコーナ刃の刃長を大きく確保でき、コーナ刃による機能が安定して奏功される。
本実施形態では、ドリル1の中心軸Cが延びる方向を軸方向と呼ぶ。軸方向のうち、シャンク部2から刃部3へ向かう方向を軸方向の先端側または単に先端側と呼び、刃部3からシャンク部2へ向かう方向を軸方向の後端側または単に後端側と呼ぶ。
中心軸Cと直交する方向を径方向と呼ぶ。径方向のうち、中心軸Cに近づく方向を径方向内側と呼び、中心軸Cから離れる方向を径方向外側と呼ぶ。
中心軸C回りに周回する方向を周方向と呼ぶ。周方向のうち、穴あけ加工時にドリル1が回転させられる方向をドリル回転方向Tと呼び、ドリル回転方向Tとは反対方向を反ドリル回転方向と呼ぶ。
また本実施形態では、刃部3の後述する切刃7が延びる方向を、刃長方向と呼ぶ。
シャンク部2は、中心軸Cを中心として軸方向に延びる柱状である。シャンク部2は、例えば、図示しない工作機械の主軸やボール盤のチャック等(以下、主軸等と省略する)に着脱可能に保持される。ドリル1は、主軸等によってシャンク部2がドリル回転方向Tに回転させられつつ、軸方向の先端側に送られることで、刃部3により被削材に切り込んで、穴あけ加工を行う。
図1~図3に示すように、刃部3は、中心軸Cを中心として軸方向に延びる略柱状である。刃部3の直径つまり刃径は、シャンク部2の直径よりも小さい。本実施形態では刃部3の直径が、例えば、2mm以下である。すなわち、ドリル1は、いわゆる小径ドリルである。
切屑排出溝4は、刃部3の外周面から径方向内側に窪み、軸方向に延びる溝状である。切屑排出溝4は、刃部3の軸方向の先端側を向く先端面3bに開口する。具体的に、切屑排出溝4は、先端面3bから軸方向の後端側へ向かうに従い、反ドリル回転方向に向けて螺旋状に延びる。切屑排出溝4は、刃部3に、周方向に互いに間隔をあけて複数設けられる。本実施形態では切屑排出溝4が、周方向に等ピッチで2つ設けられる。
主切刃10は、刃部3の軸方向の先端側を向く先端面3bに配置される。主切刃10は、先端面3b上を略径方向に延びる。主切刃10は、図2に示すように軸方向から見て、中心軸C上から径方向外側に延びる。つまり主切刃10の径方向内端部は、中心軸C上に位置する。複数の切刃7の各主切刃10は、中心軸C上で互いの径方向内端部同士が接続される。このため本実施形態では、刃部3の先端面3bの中心軸C付近に、チゼルエッジ等が形成されていない。各主切刃10の径方向寸法は、刃部3の半径(つまり刃径の1/2)の70%以上80%以下である。
図3に示すように、主切刃10は、径方向外側へ向かうに従い、軸方向の後端側に向けて延びる。
第1主切刃10aは、図2に示すように軸方向から見て、径方向に延びる。第1主切刃10aの径方向寸法は、刃部3の半径の40%以上50%以下である。図3に示すように、第1主切刃10aは、中心軸C上から径方向外側へ向かうに従い、軸方向の後端側に向けて延びる。第1主切刃10aは、直線状である。複数の主切刃10の各第1主切刃10a同士の間の先端角θは、例えば、120°以上150°以下であり、より好ましくは、130°以上140°以下である。
また図3に示すように、第2主切刃10bは、径方向外側へ向かうに従い、軸方向の後端側に向けて延びる。
すなわち、本実施形態の主切刃10は、主切刃10の刃長方向に沿ってコーナ刃11に近づくに従い、刃物角αが大きくなる。
具体的に、コーナ刃11は、第2主切刃10bの径方向外端部と接続される。図2に示すように、刃部3を軸方向から見て、第2主切刃10bとコーナ刃11との接続部分13は、ドリル回転方向Tへ突出する凸状をなす。
なおリーディングエッジ12には、バックテーパが付与されていてもよい。この場合、リーディングエッジ12は、軸方向の後端側へ向かうに従い、わずかに径方向内側に位置する。
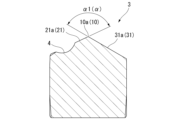
すくい面5は、主すくい面21と、コーナすくい面22と、外周すくい面23と、を有する。
主すくい面21の幅寸法、すなわち、すくい面5のうち主切刃10と切屑排出溝4との間に位置する部分の幅寸法は、径方向外側へ向かうに従い小さくなる。本実施形態では主すくい面21が、略三角形状の単一の平面により構成される。
第1すくい面21aは、主すくい面21のうち径方向内側に位置する部分である。第1すくい面21aは、第1主切刃10aに接続する。第2すくい面21bは、主すくい面21のうち径方向外側に位置する部分である。第2すくい面21bは、第2主切刃10bに接続する。第1すくい面21aと第2すくい面21bとは、単一の平面に配置される。つまり第1すくい面21aと第2すくい面21bとは、単一の平面により一体に形成される。
コーナすくい面22と外周すくい面23とは、単一の凹曲面に配置される。つまりコーナすくい面22と外周すくい面23とは、単一の凹曲面により一体に形成される。
逃げ面6は、主逃げ面31と、コーナ逃げ面32と、を有する。
第1逃げ面31aは、主逃げ面31のうち径方向内側に位置する部分である。第1逃げ面31aは、第1主切刃10aに接続する。第1逃げ面31aは、平面状である(図4参照)。第2逃げ面31bは、主逃げ面31のうち径方向外側に位置する部分である。第2逃げ面31bは、第2主切刃10bに接続する。第2逃げ面31bは、凸曲面状である(図5および図6参照)。
つまり第1逃げ面31aと第2逃げ面31bとは、互いに異なる面により形成される。第1逃げ面31aと第2逃げ面31bとは、互いに滑らかに接続される。
以上説明した本実施形態のドリル1は、主切刃10のすくい角がネガティブ角であるため、主切刃10の刃物角αを大きく確保できる。主切刃10の刃先強度を安定して高めることができ、高硬度の硬脆材料製の被削材を穴あけ加工する場合であっても、主切刃10のチッピングや欠損等が抑えられ、効率よく穴あけ加工を行うことができる。例えば、窒化珪素系セラミックスやアルミナ系セラミックスなどの高硬度の硬脆材料からなる被削材を穴あけ加工する場合でも、刃先チッピング等の発生を抑制できる。
以上より本実施形態のドリル1によれば、硬脆材料等の高硬度の被削材を穴あけ加工する場合であっても、安定して高精度な穴あけ加工を行うことができる。
この場合、主切刃10のうち、第1主切刃10aよりも中心軸Cからの距離が遠く、穴あけ加工時の周速つまり切削速度が速い第2主切刃10bの刃先強度が高められる。このため、主切刃10のチッピングや欠損等がより抑えられ、効率よく安定して穴あけ加工を行うことができる。
この場合、第2主切刃10bは、径方向外側へ向かうに従い、芯高が芯上がりとなる。このため、仮に、第2主切刃10bの直角刃物角(切刃7が延びる刃長方向と垂直な断面の刃物角)α2が刃長方向に沿って略一定である場合でも、ドリル回転方向Tに沿う断面(中心軸Cを中心とする仮想円筒面)に表れる実質的な刃物角は、第2主切刃10bのうち径方向外側に位置する部分ほど、大きくなる。
すなわち第2主切刃10bのうち、中心軸Cからの距離が遠く、穴あけ加工時の周速つまり切削速度が速くなる部分ほど、実質的な刃物角が大きくなって刃先強度が高められるため、第2主切刃10bのチッピングや欠損等がより抑えられる。
この場合、主すくい面21すなわちすくい面5の構成を簡素化でき、かつ、主切刃10の一部に局所的に切削負荷が集中するような不具合が抑えられる。したがって、主切刃10の刃先チッピング等がより抑制される。
この場合、第1逃げ面31aが平面状であるので、ドリル製造時に第1逃げ面31aを形成しやすい。また第2逃げ面31bが凸曲面状であるので、第2主切刃10bを曲線状に形成することが容易である。これにより、図3に示すように、第2主切刃10bとコーナ刃11とを滑らかに接続しやすい。
第2主切刃10bの中でも径方向外側に位置する部分ほど、つまりコーナ刃11に近い部分ほど、穴あけ加工時のドリル回転方向Tの周速(切削速度)は速くなる。上記構成によれば、第2主切刃10bの直角刃物角α2が、刃長方向に沿って第1主切刃10aからコーナ刃11に近づくに従い大きくなるので、第2主切刃10bのチッピングや欠損等がより安定して抑制される。
この場合、第2主切刃10bとコーナ刃11とを滑らかに接続しやすくなり、これらの接続部分におけるチッピングや欠損等が抑制される。
この場合、第2主切刃10bとコーナ刃11との接続部分13がドリル回転方向Tに突出するため、その分、コーナ刃11のねじれ角(軸方向すくい角)を大きく確保することができる。これにより、コーナ刃11の切れ味がより高められる。
第1主切刃10aの径方向寸法が刃部3の半径の40%以上であると、第1主切刃10aの刃長が大きく確保され、穴あけ加工をより効率よく行うことができる。
第1主切刃10aの径方向寸法が刃部3の半径の50%以下であると、切刃7のうち第1主切刃10a以外の第2主切刃10bおよびコーナ刃11の各刃長を大きく確保でき、第2主切刃10bおよびコーナ刃11による各機能が安定して奏功される。
主切刃10の径方向寸法が刃部3の半径の70%以上であると、主切刃10の刃長が大きく確保され、穴あけ加工をより効率よく行うことができる。
主切刃10の径方向寸法が刃部3の半径の80%以下であると、切刃7のうち主切刃10以外のコーナ刃11の刃長を大きく確保でき、コーナ刃11による機能が安定して奏功される。
この場合、主切刃10が中心軸C上を通るため、刃部3の先端面3bの中心軸C付近には、チゼルエッジ等が形成されない。このため上記構成によれば、チゼルエッジ等に起因する刃部3の欠損等が抑制される。
この場合、コーナ刃11は、軸方向の後端側へ向かうほど切れ味が高められる。コーナ刃11の特に軸方向後端部によって、加工穴の内周部の加工精度が安定して高められ、加工穴のコバ欠けがより抑制される。
この場合、コーナ刃11が凸曲線状であるため、コーナ刃11は、軸方向の後端側へ向かうに従い、中心軸Cに対する傾斜角が小さくなる。これにより、コーナ刃11が加工穴を貫通するときに、加工穴の内周部付近に作用するスラスト方向への力が小さく抑えられる。このため、加工穴(特に穿孔出口側)のコバ欠けがより安定して抑制される。
穴あけ加工時には、すくい面5(主すくい面21)のうち径方向外側に位置する部分ほど(周速が速い部分ほど)、切刃7からの切屑供給量が多くなる。上記構成では、すくい面5の幅寸法が、径方向外側へ向かうに従い小さくなるので、切屑がすくい面5上から効率よく切屑排出溝4に流入させられて、切屑排出性がよい。
なお、本発明は前述の実施形態に限定されず、例えば下記に説明するように、本発明の趣旨を逸脱しない範囲において構成の変更等が可能である。
また、ドリル1は、刃部3がネジ等によってシャンク部2に着脱可能に装着される、刃先交換式ドリルであってもよい。この場合、刃部3は、ドリルヘッド3と言い換えてもよい。
本発明の実施例として、前述の実施形態で説明したドリル1を用いて、硬脆材料(Si材)からなる被削材に穴あけ加工を行った。また、従来例として、工具先端面に配置される切刃のすくい角が、刃長方向の全長にわたってネガティブ角とされたドリルを用いて、硬脆材料(Si材)からなる被削材に穴あけ加工を行った。
実施例および従来例ともに、切削条件は下記の通りとし、被削材に加工穴を50個加工して、加工穴の内周部付近に生じるコバ欠けの程度(状態)を確認した。
・ドリル:刃径φ1.5mm PCDドリル
・被削材の平面度:80mm×80mmあたり40μm以内
・切削速度:vc=21.7m/min
・送り:fr=0.001mm/rev
・穴あけ長さ:ld=3.5mm(止り)
・ステップ(加工)量:0.3mm
・戻り:平面より0.2mm
・切削油剤:エマルションAP-EX-E1[10%] 外部給油
図8および図9に示すように、従来例に比べて実施例のドリル1では、50穴目の加工穴についても、内周部付近のコバ欠けが安定して抑制されることが確認された。
3…刃部
3b…先端面
4…切屑排出溝
5…すくい面
6…逃げ面
7…切刃
10…主切刃
10a…第1主切刃
10b…第2主切刃
11…コーナ刃
13…接続部分
21a…第1すくい面
21b…第2すくい面
31a…第1逃げ面
31b…第2逃げ面
C…中心軸
T…ドリル回転方向
α…刃物角(直角刃物角)
α1…第1主切刃の刃物角
α2…第2主切刃の刃物角
Claims (11)
- 中心軸を中心として軸方向に延びる刃部を備え、
前記刃部は、
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、
前記切刃は、
前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、
前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、
前記コーナ刃は、径方向外側へ向かうに従い軸方向の後端側に向けて凸曲線状に延びる、
ドリル。 - 中心軸を中心として軸方向に延びる刃部を備え、
前記刃部は、
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、
前記切刃は、
前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、
前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、
前記刃部は、前記先端面に開口し、軸方向に延びる切屑排出溝を備え、
前記すくい面のうち前記主切刃と前記切屑排出溝との間に位置する部分の幅寸法が、径方向外側へ向かうに従い小さくなる、
ドリル。 - 中心軸を中心として軸方向に延びる刃部を備え、
前記刃部は、
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、
前記切刃は、
前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、
前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、
前記主切刃は、
第1主切刃と、
前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、
前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、
前記第2主切刃は、径方向外側へ向かうに従い、前記中心軸回りの周方向のうちドリル回転方向に向けて延びる、
ドリル。 - 中心軸を中心として軸方向に延びる刃部を備え、
前記刃部は、
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、
前記切刃は、
前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、
前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、
前記主切刃は、
第1主切刃と、
前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、
前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、
前記すくい面は、
前記第1主切刃に接続する第1すくい面と、
前記第2主切刃に接続する第2すくい面と、を有し、
前記第1すくい面と前記第2すくい面とが、単一の平面に配置される、
ドリル。 - 中心軸を中心として軸方向に延びる刃部を備え、
前記刃部は、
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、
前記切刃は、
前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、
前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、
前記主切刃は、
第1主切刃と、
前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、
前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、
前記逃げ面は、
前記第1主切刃に接続する第1逃げ面と、
前記第2主切刃に接続する第2逃げ面と、を有し、
前記第1逃げ面は、平面状であり、
前記第2逃げ面は、凸曲面状である、
ドリル。 - 中心軸を中心として軸方向に延びる刃部を備え、
前記刃部は、
すくい面と、
逃げ面と、
前記すくい面と前記逃げ面との稜線部に配置される切刃と、を備え、
前記切刃は、
前記刃部の軸方向の先端側を向く先端面に配置され、すくい角がネガティブ角とされた主切刃と、
前記刃部の径方向外側の端部に配置されて前記主切刃と接続され、すくい角がポジティブ角とされたコーナ刃と、を有し、
前記主切刃は、
第1主切刃と、
前記第1主切刃の径方向外側に配置され、両端部が前記第1主切刃と前記コーナ刃とに接続される第2主切刃と、を有し、
前記第2主切刃の刃物角が、前記第1主切刃の刃物角以上であり、
前記主切刃は、径方向外側へ向かうに従い、軸方向の後端側に向けて延び、
前記第2主切刃は、前記第1主切刃よりも前記中心軸に対する傾斜角が小さい、
ドリル。 - 前記第2主切刃は、前記切刃が延びる刃長方向と垂直な断面における前記刃物角が、前記第2主切刃の前記刃長方向に沿って前記第1主切刃から前記コーナ刃へ向かうに従い、大きくなる、
請求項3から6のいずれか1項に記載のドリル。 - 前記刃部を軸方向から見て、前記第2主切刃と前記コーナ刃との接続部分が、前記中心軸回りの周方向のうちドリル回転方向へ突出する、
請求項3から7のいずれか1項に記載のドリル。 - 前記第1主切刃の径方向寸法が、前記刃部の半径の40%以上50%以下である、
請求項3から8のいずれか1項に記載のドリル。 - 前記主切刃の径方向寸法が、前記刃部の半径の70%以上80%以下である、
請求項1から9のいずれか1項に記載のドリル。 - 前記主切刃は、軸方向から見て、前記中心軸上から径方向外側に延びる、
請求項1から10のいずれか1項に記載のドリル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021094885A JP7632092B2 (ja) | 2021-06-07 | 2021-06-07 | ドリル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021094885A JP7632092B2 (ja) | 2021-06-07 | 2021-06-07 | ドリル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022187076A JP2022187076A (ja) | 2022-12-19 |
| JP7632092B2 true JP7632092B2 (ja) | 2025-02-19 |
Family
ID=84525507
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021094885A Active JP7632092B2 (ja) | 2021-06-07 | 2021-06-07 | ドリル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7632092B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20260017408A (ko) * | 2023-09-29 | 2026-02-05 | 교세라 가부시키가이샤 | 드릴 및 절삭 가공물의 제조 방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012529375A (ja) | 2009-06-08 | 2012-11-22 | マパル ファブリック フュール プラツィジョンズベルクゼウグ ドクトル.クレス カーゲー | ドリルビット |
| JP2014008549A (ja) | 2012-06-28 | 2014-01-20 | Sumitomo Electric Hardmetal Corp | ドリル |
| JP2015066678A (ja) | 2013-09-27 | 2015-04-13 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 深穴加工工具 |
| JP2016147328A (ja) | 2015-02-10 | 2016-08-18 | 三菱マテリアル株式会社 | ドリル |
| WO2020070737A1 (en) | 2018-10-04 | 2020-04-09 | Iscar Ltd. | Cutting head having tip portion with radially extending front cutting edges provided with both negative and positive rake angles, and rotary cutting tool |
-
2021
- 2021-06-07 JP JP2021094885A patent/JP7632092B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012529375A (ja) | 2009-06-08 | 2012-11-22 | マパル ファブリック フュール プラツィジョンズベルクゼウグ ドクトル.クレス カーゲー | ドリルビット |
| JP2014008549A (ja) | 2012-06-28 | 2014-01-20 | Sumitomo Electric Hardmetal Corp | ドリル |
| JP2015066678A (ja) | 2013-09-27 | 2015-04-13 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 深穴加工工具 |
| JP2016147328A (ja) | 2015-02-10 | 2016-08-18 | 三菱マテリアル株式会社 | ドリル |
| WO2020070737A1 (en) | 2018-10-04 | 2020-04-09 | Iscar Ltd. | Cutting head having tip portion with radially extending front cutting edges provided with both negative and positive rake angles, and rotary cutting tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022187076A (ja) | 2022-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8807882B2 (en) | Face milling cutter | |
| US9028179B2 (en) | Drilling tool | |
| US20170274461A1 (en) | Drill and drill head | |
| US20070172321A1 (en) | Ball endmill | |
| WO2010146839A1 (ja) | クーラント穴付きドリル | |
| CN111201103A (zh) | 旋转切削工具 | |
| WO2019044791A1 (ja) | テーパーリーマ | |
| JP7632092B2 (ja) | ドリル | |
| WO2007039949A1 (ja) | 穴加工工具及び下穴の加工方法 | |
| CN115720536B (zh) | 旋转切削工具 | |
| JP2006281407A (ja) | 非鉄金属加工用ドリル | |
| CN114951768B (zh) | 旋转切削工具 | |
| JP2003117710A (ja) | クーラント穴付き穴明け工具 | |
| CN101282809B (zh) | 孔加工工具以及预钻孔的加工方法 | |
| JP2024087522A (ja) | ドリルヘッド及び刃先交換式ドリル | |
| JP7497588B2 (ja) | ドリル | |
| JP7714763B2 (ja) | リーマ | |
| JP4954044B2 (ja) | ドリル | |
| EP4327969A1 (en) | Tip and cutting tool | |
| JP2002166316A (ja) | 穴明け工具 | |
| JP4401495B2 (ja) | 1枚刃リーマ | |
| US11826835B2 (en) | Drilling tool | |
| CN112077369A (zh) | 可转位钻头刀片 | |
| JPH09103918A (ja) | 穴あけ工具 | |
| KR200237201Y1 (ko) | 인벌류트 형상 가공용 복합 엔드밀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240828 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7632092 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |