JP7633542B2 - チタン合金板およびチタン合金コイルならびにチタン合金板の製造方法およびチタン合金コイルの製造方法 - Google Patents
チタン合金板およびチタン合金コイルならびにチタン合金板の製造方法およびチタン合金コイルの製造方法 Download PDFInfo
- Publication number
- JP7633542B2 JP7633542B2 JP2022577903A JP2022577903A JP7633542B2 JP 7633542 B2 JP7633542 B2 JP 7633542B2 JP 2022577903 A JP2022577903 A JP 2022577903A JP 2022577903 A JP2022577903 A JP 2022577903A JP 7633542 B2 JP7633542 B2 JP 7633542B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- titanium alloy
- rolling
- cold rolling
- alloy plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0268—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment between cold rolling steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Metal Rolling (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Catalysts (AREA)
- Current-Collector Devices For Electrically Propelled Vehicles (AREA)
- Powder Metallurgy (AREA)
Description
(1)本開示の一態様に係るチタン合金板は、質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有し、残部がTiおよび不純物からなり、α相の面積率が80%以上であり、円相当径が1μm以上であるα相の面積率が53%超であり、板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度が65°以下であり、平均板厚が2.5mm以下である。
(2)上記(1)に記載のチタン合金板は、アスペクト比が3.0以下である等軸組織と、アスペクト比が3.0超であり長手方向に伸長したバンド組織と、からなるミクロ組織を有し、前記等軸組織の平均結晶粒径が0.5μm以上20.0μm以下であり、前記ミクロ組織の面積に対する前記バンド組織の面積率が10.0%以下であってもよい。
(3)上記(1)または(2)に記載のチタン合金板は、質量%で、Fe:0.5%以上2.3%以下、または、V:2.5%以上4.5%以下のいずれか、を含有してもよい。
(4)上記(1)~(3)のいずれか1項に記載のチタン合金板は、前記Feまたは前記Vの一部に替えて、質量%で、Ni:0.15%未満、Cr:0.25%未満、および、Mn:0.25%未満、からなる群より選択される1種または2種以上を含有してもよい。
(5)上記(1)~(4)のいずれか1項に記載のチタン合金板は、25℃における長手方向の0.2%耐力または25℃における幅方向の0.2%耐力のうちの小さい方が700MPa以上1200MPa以下であってもよい。
(6)上記(1)~(5)のいずれか1項に記載のチタン合金板は、板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と幅方向とのなす角度が10°以下であり、長手方向の0.2%耐力に対する幅方向の0.2%耐力の比が1.05以上1.18以下であってもよい。
(7)上記(1)~(5)のいずれか1項に記載のチタン合金板は、板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度が35°以下であり、長手方向の0.2%耐力に対する幅方向の0.2%耐力の比が0.85以上1.10以下であってもよい。
(8)上記(1)~(7)のいずれか1項に記載のチタン合金板は、板厚の寸法精度が、前記平均板厚に対して5.0%以下であってもよい。
(11)上記(10)に記載のチタン合金板の製造方法では、前記冷間圧延工程は、複数の前記冷間圧延パスを行う場合は、複数の前記冷間圧延パスの間に前記チタン素材を焼鈍する中間焼鈍工程を含み、前記中間焼鈍工程および前記最終焼鈍工程の焼鈍条件は、焼鈍温度が600℃以上(Tβ-50)℃以下であり、かつ、前記焼鈍温度T(℃)と、前記焼鈍温度における保持時間t(秒)とが、下記式(1)を満足する条件であってもよい。
22000≦(T+273.15)×(Log10(t)+20)≦27000 …式(1)
ここで、Tβは、β変態点(℃)である。
(12)本開示の更に別の態様に係るチタン合金板の製造方法は、上記(1)~(8)のいずれか1項に記載のチタン合金板の製造方法であって、質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有し、残部がTiおよび不純物からなるチタン素材の長手方向および幅方向に冷間圧延パスを行う冷間クロス圧延工程と、前記冷間クロス圧延工程後のチタン素材を焼鈍する最終焼鈍工程と、を有し、前記冷間クロス圧延工程における合計の圧延率が60%以上であり、前記幅方向の圧延率に対する前記長手方向の圧延率の比であるクロス圧延比が0.05以上20.00以下である。
(13)上記(12)に記載のチタン合金板の製造方法では、前記冷間圧延工程または前記冷間クロス圧延工程は、複数の前記冷間圧延パスを行う場合は、複数の前記冷間圧延パスの間に前記チタン素材を焼鈍する中間焼鈍工程を含み、前記中間焼鈍工程および前記最終焼鈍工程の焼鈍条件は、焼鈍温度が600℃以上(Tβ-50)℃以下であり、かつ、前記焼鈍温度T(℃)と、前記焼鈍温度における保持時間t(秒)とが、下記式(1)を満足する条件であってもよい。
22000≦(T+273.15)×(Log10(t)+20)≦27000 …式(1)
ここで、Tβは、β変態点(℃)である。
1. チタン合金板
2. チタン合金板の製造方法
まず、図1~5を参照して、本実施形態に係るチタン合金板について説明する。図1は、本実施形態に係るチタン合金板の板厚方向(ND)からの(0001)極点図の一例である。図2は、集積度のピークを示す方向と幅方向とのなす角度を説明するための図である。図2における板厚方向(ND)からの(0001)極点図は、図1と同じものである。図3は、本実施形態に係るチタン合金板の光学顕微鏡写真の一例を示す図である。図4は、バンド組織の一例を示す光学顕微鏡写真である。図5は、平均板厚の測定方法を説明するための模式図である。なお、詳細は後述するが、本実施形態に係るチタン合金板は、冷間圧延工程を含む方法により製造可能のものである。
まず、本実施形態に係るチタン合金板が含有する化学成分を説明する。本実施形態に係るチタン合金板は、質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有し、残部がTiおよび不純物からなる。なお、以下では化学成分の説明において特に断りのない限り、「%」との表記は「質量%」を表わすものとする。
次に、本実施形態に係るチタン合金板の集合組織およびミクロ組織について説明する。
本実施形態に係るチタン合金板は、板厚方向からの(0001)極点図において、後方散乱電子線回折(EBSD)法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度が65°以下である集合組織を有する。チタン合金は、一般に、β域またはβ相割合の高いα+β高温域の温度で、一方向に高速で熱間圧延を行うと、β相からα相への相変態時に、バリアント選択則により圧延面において長手方向に垂直な幅方向に六方最密充填構造(hexagonal close-packed、hcp)のc軸が配向した集合組織(T-texture)を形成する。hcpのc軸が幅方向に配向した集合組織では、幅方向と長手方向の引張特性に大きな異方性が生じる。幅方向と長手方向の引張特性に大きな異方性があると、加工時に不具合を生じることがある。EBSD法の球面調和関数法を用いた逆極点図のTexture解析(展開指数=16、ガウス半値幅=5°)により算出される集積度のピークを示す方向は、hcpのc軸が最も配向する方向に対応する。本実施形態に係るチタン合金板は、板厚方向からの(0001)極点図において、hcpのc軸が最も配向する方向(集積度のピークを示す方向)と板厚方向とのなす角度が65°以下であることで、異方性を小さくし、高い加工性を確保することが可能となり、寸法精度を向上させることが可能となる。板厚方向からの(0001)極点図において、hcpのc軸が最も配向する方向と板厚方向とのなす角度は、好ましくは、60°以下、さらに好ましくは55°以下、より一層好ましくは、35°以下である。hcpのc軸が最も配向する方向と板厚方向とのなす角度の下限値は、特段に制限されないが、0°以上である。チタン合金板を一方向圧延で製造した場合は、hcpのc軸が最も配向する方向と板厚方向とのなす角度の下限値は、20°以上である。
また、本実施形態に係るチタン合金板は、板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度が35°以下であってもよい。
本実施形態に係るチタン合金板は、α相の面積率が80%以上である。本実施形態に係るチタン合金板は、高強度化のためにα安定化元素を多く含有している。そのため、さらにβ安定化元素の添加量が多くなると、高強度なりすぎ冷延での製造が出来なくなる。したがって、本実施形態に係るチタン合金板は、α相の面積率が80%以上である。α相の面積率は、例えば、82%以上であってもよい。α相の面積率の上限は、特段制限されず、α相の面積率は、例えば、100%以下であってもよいし、98%以下であってもよい。本実施形態に係るチタン合金板の組織はα相及び残部組織からなり、残部組織には、β相、TiFe、Ti3Al、シリサイドが含まれる。
なお、等軸組織およびバンド組織は、80%超はα相であり、β相がα相とα相の間に存在する。
本実施形態に係るチタン合金板の25℃における長手方向の0.2%耐力または25℃における幅方向の0.2%耐力のうちの小さい方は、700MPa以上であることが好ましい。以下では、長手方向の0.2%耐力または幅方向の0.2%耐力のうちの小さい方を、単に0.2%耐力と呼称する。航空機分野等では、汎用のα+β型チタン合金であるTi-6Al-4Vの25℃での引張強度に近い引張強度が要求されることが多い。チタン合金板の25℃における0.2%耐力が700MPa以上であれば、高い強度が求められる用途に用いることが可能である。チタン合金板の25℃における0.2%耐力は、より好ましくは、730MPa以上である。一方、強度が高すぎると、冷間圧延前の熱延板の強度も高いため、熱延板を冷間圧延しづらくなり、冷間圧延パス数が多くなってコスト増となる場合がある。また、強度が高すぎると、切欠き感受性が高くなり、板破断が生じる可能性がある。よって、チタン合金板の25℃における0.2%耐力は、1200MPa以下であることが好ましい。チタン合金板の25℃における0.2%耐力は、より好ましくは、1150MPa以下である。さらに、チタン合金板の25℃における0.2%耐力が1000MPa以下であれば、圧延時の割れが一層抑制されるため、チタン合金板の25℃における0.2%耐力は、より一層好ましくは、1100MPa以下である。0.2%耐力は、JIS Z2241:2011に準拠した方法で測定することができる。すなわち、長手方向の0.2%耐力および幅方向の0.2%耐力は、JIS Z2241:2011に準拠した方法で測定することができる。なお、ここで言う長手方向は、最終圧延方向である。当業者にとって、最終圧延方向の特定は容易であり、最終圧延方向は明らかである。
本実施形態に係るチタン合金板は、25℃における長手方向の0.2%耐力σLに対する25℃における幅方向の0.2%耐力σTの比である耐力比σT/σLが0.85以上1.18以下であることが好ましい。α+β型チタンは、上記のようにhcp相(α相)を有するため、hcpの方向により高い異方性を示す。上述したように、T-textureが形成されると異方性が大きくなることから、特に航空機分野では異方性をできるだけ小さくすることが望まれることがある。よって、耐力比σT/σLは、1.00に近いほど良いが、耐力比σT/σLが1.18以下であれば、より優れた成型性を得ることができる。耐力比σT/σLは、より好ましくは、1.16以下であり、より一層好ましくは、1.15以下であり、更に好ましくは、1.14以下である。長手方向および幅方向に冷間圧延を施す冷間クロス圧延であれば、耐力比σT/σLを0.85以上、1.10以下とすることができる。冷間クロス圧延で製造されたチタン合金板の耐力比σT/σLは、好ましくは、0.90以上、より好ましくは0.95以上である。また、冷間クロス圧延で製造されたチタン合金板の耐力比σT/σLは、好ましくは1.05以下である。長手方向への一方向の冷間圧延の場合、耐力比σT/σLが1.05未満とすることは困難であり、1.05以上とすることができる。なお、一方向の冷間圧延により耐力比σT/σLが1.18超のチタン合金板を製造可能であるため、σT/σLは、1.18超であってもよい。
本実施形態に係るチタン合金板の平均板厚は、2.5mm以下である。例えば、後述するチタン合金板の製造方法により、上記化学成分を含有するチタン素材を用いて、チタン合金板の平均板厚を2.5mm以下とすることができる。Al含有量が4.0%超6.6%以下のチタン素材は、変形抵抗が大きいため、一般の圧延機では薄板を製造する際に圧延機の許容荷重を超える場合がある。そのため、上記化学成分を含有し、板厚が2.5mm以下のチタン合金板を製造することが難しい。また、パック圧延を用いずに熱間圧延を行う場合、板厚が薄くなると温度が急激に低下することで変形抵抗が増大する。これにより、高強度材を熱間圧延する場合、圧延機の許容荷重を超えることがあり、平均板厚を2.5mm以下にすることが難しい。一方、本実施形態に係るチタン合金板の平均板厚の下限には特に制限はないものの、上記の強度を有するようなチタン合金では、現実的には平均板厚は0.1mm以上であることが多い。そのため、本実施形態に係るチタン合金板の平均板厚は、0.1mm以上であることが好ましい。本実施形態に係るチタン合金板の厚さは、好ましくは、2.0mm以下であり、より好ましくは、1.5mm以下である。また、本実施形態に係るチタン合金板の平均板厚は、より好ましくは、0.2mm以上である。
本実施形態に係るチタン合金板の板厚の寸法精度(以下では、板厚の寸法精度を、単に、板厚寸法精度と呼称することがある。)は、平均板厚に対して5.0%以下であることが好ましい。パック圧延では、複数積層され、鋼材で包まれたチタン材を熱間圧延して、チタン合金薄板を製造するが、温度分布によって複数積層されたチタン材の変形抵抗が大きく変化するため、均一な板厚の薄板を製造することが難しい。しかしながら、本実施形態に係るチタン合金板は、後述するように冷間圧延を経て製造されるため、板厚寸法精度に優れたチタン合金薄板となる。本実施形態に係るチタン合金板の寸法精度は、より好ましくは、平均板厚に対して4.0%以下であり、より一層好ましくは、平均板厚に対して2.0%以下である。
a’=(d-dave)/dave×100 …式(101)
本実施形態に係るチタン合金板の製造方法は、チタン合金スラブを製造するスラブ製造工程と、チタン合金スラブを熱間圧延する熱間圧延工程と、熱間圧延工程後のチタン材を冷間圧延する冷間圧延工程と、必要に応じて、冷間圧延工程後のチタン材を調質圧延または引張矯正する調質圧延・引張矯正工程とを含む。以下、本実施形態に係るチタン合金板の製造方法の各工程について説明する。冷間圧延工程では、熱間圧延工程後のチタン材を長手方向にのみ一回以上の冷間圧延パスを行う一方向冷間圧延、または、上記チタン材を長手方向および幅方向に冷間圧延パスを行う冷間クロス圧延を行う。以下では、第1の製造方法として、冷間圧延工程において熱間圧延工程後のチタン材に一方向冷間圧延を行う場合を説明し、第2の製造方法として、熱間圧延工程後のチタン材に冷間クロス圧延を行う場合を説明する。
(2.1. スラブ製造工程)
スラブ製造工程では、チタン合金スラブを製造する。チタン合金スラブの製造方法は、特段制限されず、例えば、以下の手順で製造することができる。まず、スポンジチタンから真空アーク溶解法や電子ビーム溶解法またはプラズマ溶解法等のハース溶解法等の各種溶解法によりインゴットを作製する。次に、得られたインゴットをα相高温域やα+β二相域、β相単相域の温度で熱間鍛造することにより、チタン合金スラブを得ることができる。なお、チタン合金スラブには、必要に応じて洗浄処理、切削等の前処理が施されていてもよい。また、ハース溶解法で熱延可能な矩形とした場合は、熱間鍛造等を行わず熱間圧延に供してもよい。製造されたチタン合金スラブは、質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有する。
熱間圧延工程では、チタン合金スラブを加熱した後、熱間圧延する。例えば、チタン合金スラブをβ変態点Tβ℃以上の温度範囲に加熱した後、合計の圧下率が80%以上となるように圧延すればよい。ただし、α+β相の温度域以下の温度から熱間圧延を開始すると、チタン合金スラブに割れが生じたり、割れなくても上述した金属組織が得られなかったりする。そのため、本工程では、β相の温度域から熱間圧延を開始する。また、熱間圧延直後の温度である仕上げ温度は、α+β相の温度域とし、チタン合金スラブの組成により異なるが、例えば、(Tβ-250)℃以上(Tβ-50)℃以下とするまた、圧下率が一回の熱間圧延で上記の圧下率となるように熱間圧延してもよいし、複数回の熱間圧延により、上記の圧下率となるように熱間圧延してもよい。本熱間圧延工程後のチタン材は、質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有する。
本工程では、熱間圧延工程後のチタン材に対して、その長手方向に一回以上の冷間圧延パスを実施する。冷間圧延工程における冷間圧延パス一回当たりの圧延率は30%超であり、かつ、合計の圧延率が60%以上である。本冷間圧延工程により、hcpのc軸がNDに近づく。しかしながら、冷間圧延パス一回当たりの圧延率及び合計の圧延率が小さすぎる場合、結晶方位がほとんど変化せず、集積度のピークを示す方向と板厚方向とのなす角度が65°以下にならない。この場合、チタン合金板の異方性が改善されない。また、上述したバンド組織は熱間圧延により形成されるが、熱間圧延後の冷間圧延における冷間圧延パス1回あたりの冷延率及び合計の冷延率が小さいと、バンド組織が破壊されずにチタン材に残存する。よって、冷間圧延工程における冷間圧延パス一回当たりの圧延率は30%超であり、かつ、合計の圧延率が60%以上である。合計の圧延率は、好ましくは、70%以上である。
冷間圧延工程では、複数の冷間圧延パスを行う場合は、複数の冷間圧延パスの間にチタン材を焼鈍する中間焼鈍工程を有することが好ましい。中間焼鈍工程では、焼鈍温度Tが600℃以上(Tβ-50)℃以下であり、かつ、焼鈍温度T(℃)と、焼鈍温度Tにおける保持時間t(秒)とが、下記式(102)を満足するように、冷間圧延工程の中間材を焼鈍することが好ましい。なお、下記式(102)の(T+273.15)×(Log10(t)+20)は、ラーソンミラーパラメータである。
22000≦(T+273.15)×(Log10(t)+20)≦27000 …式(102)
ここで、Tβは、β変態点(℃)である。
最終焼鈍工程は、最後の冷間圧延パスの後のチタン材に焼鈍処理を施す工程である。最終焼鈍工程における焼鈍条件は特段制限されないが、チタン合金板の成型性を向上させるため、焼鈍温度Tが600℃以上(Tβ-50)℃以下であり、かつ、焼鈍温度T(℃)と、焼鈍温度Tにおける保持時間t(秒)とが、上記式(102)を満足することが好ましい。
上記冷間圧延工程を経てチタン合金板が製造されるが、冷間圧延工程後のチタン合金板は、必要に応じて、機械的特性を調整するための調質圧延または形状を矯正するための引張矯正が施されることが好ましい。調質圧延における圧下率は10%以下が好ましく、引張矯正における伸び率は5%以下であることが好ましい。なお、調質圧延および引張矯正は、必要がない場合は実施しなくてもよい。
また、第1の製造方法によれば、長手方向の0.2%耐力に対する幅方向の0.2%耐力の比が1.05以上1.18以下とすることができる。
ここまで、第1の製造方法を説明した。
次に第2の製造方法を説明する。第2の製造方法は、第1の製造方法と冷間圧延工程が異なり、他の工程は第1の製造方法と同様である。そのため、ここでは、冷間圧延工程について詳細に説明し、他の工程の説明は省略する。
また、幅方向への圧延はどのタイミングで行っても良い。
1. チタン合金板の製造
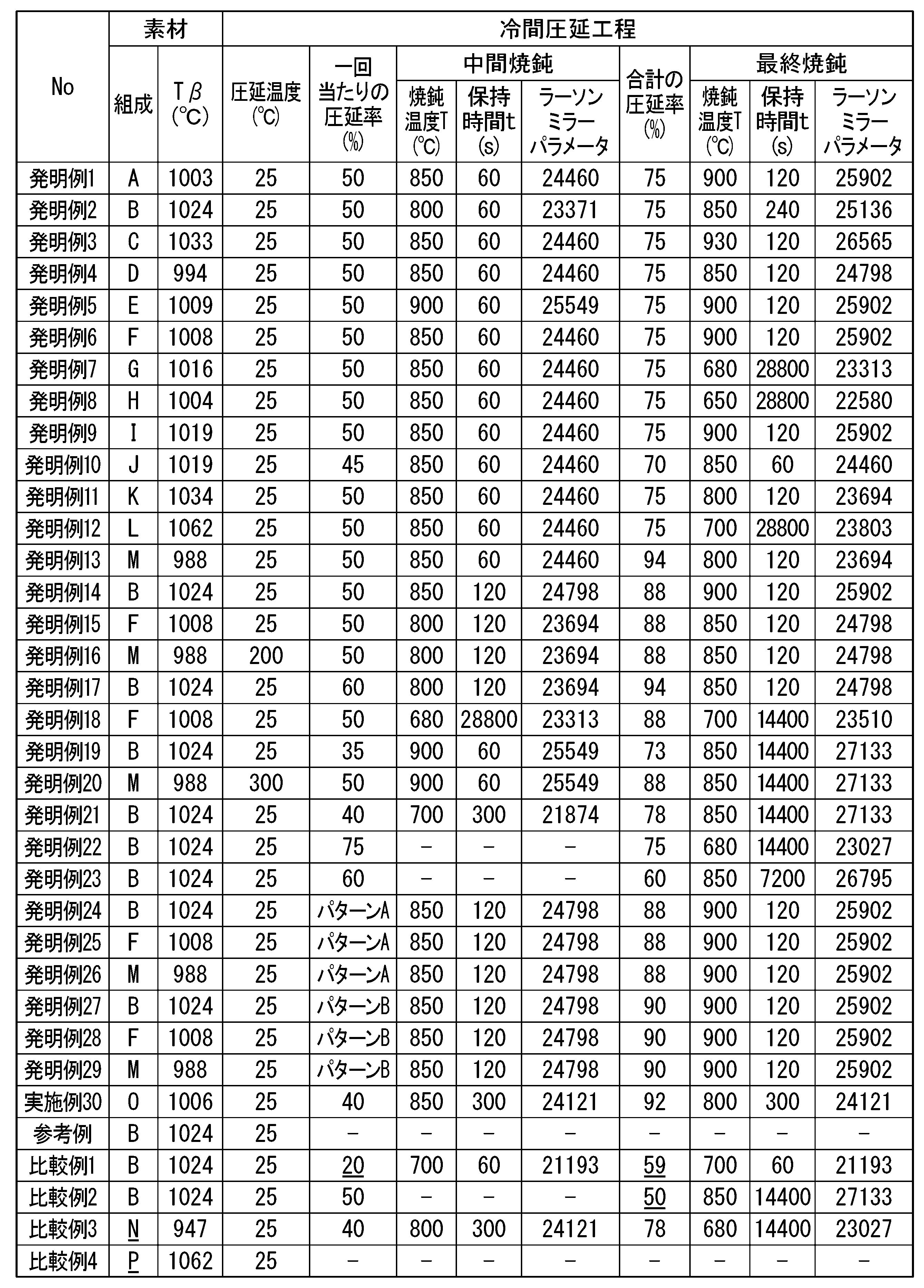
まず、真空アーク溶解(VAR:Vacuum Arc Remelting)、電子ビーム溶解(EBR:Electron Beam Remelting)、またはプラズマ溶解(PAM:Prasma Arc Melting)のいずれかにて表1に示す化学成分を有するチタン合金板の素材となるチタン合金インゴットを製造した後、分塊圧延または鍛造により厚さ150mm×幅800mm×長さ5000mmのチタン合金スラブを製造した。その後、これらのチタン合金スラブに対して熱間圧延、熱延板焼鈍、ショットブラストおよび酸洗を施して厚さ4mmの熱延板とした。熱間圧延は、チタン合金スラブの温度がβ変態点Tβ以上となるように、1050~1100℃に加熱し、その温度から熱間圧延を開始し、仕上げ温度がβ変態点Tβ以下となるように、800~950℃とした。なお、表1に記載の元素以外は、Tiおよび不純物である。

各発明例、参考例および比較例に係るチタン合金板について、以下の項目の評価を行った。
各発明例、参考例および比較例に係るチタン合金板の化学成分を、熱延板の化学成分の測定方法と同様の方法で測定した。
各発明例、参考例および比較例に係るチタン合金板の試料の観察表面を化学研磨し、電子線後方散乱回折法を用いて結晶方位解析することにより、(0001)極点図を得た。具体的には、各試料の幅方向(TD)中央位置で、L断面を化学研磨し、その断面において、(全板厚)×2mmの領域を1~2μmの間隔で2~10視野程度を対象に、EBSD法による結晶方位解析を行い、(0001)極点図を作図した。(0001)極点図における特定の方位の集積度ピーク位置は、そのデータをTSLソリューションズ製のOIM Analysisソフトウェアを用いて球面調和関数法を用いた逆極点図のTexture解析(展開指数=16、ガウス半値幅=5°)により算出した。
α相の面積率および円相当径が1μm以上であるα相の面積率は、以下の方法で測定した。チタン合金板を幅方向(TD)中央位置で、幅方向に垂直に切断した断面を化学研磨し、その断面の(全板厚)×200μmの領域を、ステップ1~5μmで2~5視野程度を対象に、EBSD法による結晶方位解析を行った。上記領域の面積に対するα相が占める面積率をα相の面積率とした。また、上記視野で観察されたα相の円相当径(面積A=π×(粒径D/2)2)を算出し、上記領域の面積に対する、円相当径が1μm以上であるα相の合計の面積を円相当径が1μm以上であるα相の面積率とした。円相当径が1μm以上であるα相の結晶粒には、後述するバンド組織を含むものとした。
チタン合金板の試料を幅方向(TD)中央位置で、幅方向に垂直に切断した断面を化学研磨し、その断面の(全板厚)×200μmの領域を、ステップ1~5μmで2~5視野程度を対象に、EBSD法による結晶方位解析を行った。このEBSDの結晶方位解析結果から、結晶粒のそれぞれについてアスペクト比を算出した。バンド組織面積率として、アスペクトが3.0超の結晶粒の面積率を算出した。
等軸組織の平均結晶粒径は、等軸組織についてEBSDにより測定した結晶粒面積から円相当粒径(面積A=π×(粒径D/2)2)を求め、この個数基準の平均値を等軸組織の平均結晶粒径とした。
各発明例、参考例および比較例に係るチタン合金板の25℃における0.2%耐力については、JIS Z 2241:2011に準拠して測定した。
各発明例、参考例および比較例に係るチタン合金板の平均板厚daveを以下の方法で測定した。製造された各チタン合金板の幅方向中央位置および幅方向の両端からそれぞれ板幅の1/4の距離の位置について、各位置の板厚をX線、マイクロメーターまたはノギスを用いて、長手方向に1m以上の間隔を空けて5か所以上測定し、測定した板厚の平均値を平均板厚daveとした。
各発明例、参考例および比較例に係るチタン合金板の板厚寸法精度aは、上記の方法で実際に測定された板厚dと、上記の平均板厚daveとを用い、下記式(101)により算出されたa’の最大値を寸法精度aとした。
a’=(d-dave)/dave×100 …式(101)
上記の評価結果を表3に示す。なお、表3に示す「θ」は、板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度である。また、表3に示す「θ2」は、板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す極点図の中心からの方向と板幅方向とのなす角度である。

実施例1と同様にして、表1のA、B、C、E、およびMに示す化学成分を有する、厚さ4mmの熱延板を製造した。


Claims (14)
- 質量%で、
Al:4.0%超、6.6%以下、
Fe:0%以上、2.3%以下、
V:0%以上、4.5%以下、
Si:0%以上、0.60%以下、
C:0%以上、0.080%未満、
N:0%以上、0.050%以下、
O:0%以上、0.40%以下、
Ni:0%以上、0.15%未満、
Cr:0%以上、0.25%未満、および
Mn:0%以上、0.25%未満、
を含有し、残部がTiおよび不純物からなり、
α相の面積率が80%以上であり、
円相当径が1μm以上であるα相の面積率が53%超であり、
板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度が65°以下であり、
平均板厚が2.5mm以下である、チタン合金板。 - アスペクト比が3.0以下である等軸組織と、アスペクト比が3.0超であり長手方向に伸長したバンド組織と、からなるミクロ組織を有し、
前記等軸組織の平均結晶粒径が0.5μm以上、20.0μm以下であり、
前記ミクロ組織の面積に対する前記バンド組織の面積率が10.0%以下である、請求項1に記載のチタン合金板。 - 質量%で、Fe:0.5%以上、2.3%以下、または、V:2.5%以上4.5%以下のいずれか、
を含有する、請求項1または2に記載のチタン合金板。 - 前記Feまたは前記Vの一部に替えて、質量%で、
Ni:0.15%未満、
Cr:0.25%未満、および、
Mn:0.25%未満、からなる群より選択される1種または2種以上を含有する、請求項3に記載のチタン合金板。 - 25℃における長手方向の0.2%耐力または25℃における幅方向の0.2%耐力のうちの小さい方が700MPa以上、1200MPa以下である、請求項1~4のいずれか1項に記載のチタン合金板。
- 板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と幅方向とのなす角度が10°以下であり、
長手方向の0.2%耐力に対する幅方向の0.2%耐力の比が1.05以上1.18以下である、請求項1~5のいずれか1項に記載のチタン合金板。 - 板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度が35°以下であり、
長手方向の0.2%耐力に対する幅方向の0.2%耐力の比が0.85以上1.10以下である、請求項1~5のいずれか1項に記載のチタン合金板。 - 板厚の寸法精度が、前記平均板厚に対して5.0%以下である、請求項1~7のいずれか1項に記載のチタン合金板。
- 質量%で、
Al:4.0%超、6.6%以下、
Fe:0%以上、2.3%以下、
V:0%以上、4.5%以下、
Si:0%以上、0.60%以下、
C:0%以上、0.080%未満、
N:0%以上、0.050%以下、
O:0%以上、0.40%以下、
Ni:0%以上、0.15%未満、
Cr:0%以上、0.25%未満、および
Mn:0%以上、0.25%未満、
を含有し、残部がTiおよび不純物からなり、
α相の面積率が80%以上であり、
円相当径が1μm以上であるα相の面積率が53%超であり、
板厚方向からの(0001)極点図において、後方散乱電子線回折法の球面調和関数法を用いた逆極点図について、展開指数が16であり、ガウス半値幅が5°である場合のTexture解析により算出される集積度のピークを示す方向と板厚方向とのなす角度が65°以下であり、
平均板厚が2.5mm以下である、チタン合金コイル。 - 請求項1~8のいずれか1項に記載のチタン合金板の製造方法であって、
質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有し、残部がTiおよび不純物からなるチタン素材の長手方向に一回以上の冷間圧延パスを行う冷間圧延工程と、
最後の前記冷間圧延パス後の前記チタン素材を焼鈍する最終焼鈍工程と、を有し、
前記冷間圧延工程における前記冷間圧延パス一回当たりの圧延率が30%超であり、かつ、合計の圧延率が60%以上である、チタン合金板の製造方法。 - 前記冷間圧延工程は、複数の前記冷間圧延パスを行う場合は、複数の前記冷間圧延パスの間に前記チタン素材を焼鈍する中間焼鈍工程を含み、前記中間焼鈍工程および前記最終焼鈍工程の焼鈍条件は、焼鈍温度が600℃以上(Tβ-50)℃以下であり、かつ、前記焼鈍温度T(℃)と、前記焼鈍温度における保持時間t(秒)とが、下記式(1)を満足する条件である、請求項10に記載のチタン合金板の製造方法。
22000≦(T+273.15)×(Log10(t)+20)≦27000 …式(1)
ここで、Tβは、β変態点(℃)である。 - 請求項1~8のいずれか1項に記載のチタン合金板の製造方法であって、
質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有し、残部がTiおよび不純物からなるチタン素材の長手方向および幅方向に冷間圧延パスを行う冷間クロス圧延工程と、
前記冷間クロス圧延工程後のチタン素材を焼鈍する最終焼鈍工程と、を有し、
前記冷間クロス圧延工程における合計の圧延率が60%以上であり、
前記幅方向の圧延率に対する前記長手方向の圧延率の比であるクロス圧延比が0.05以上20.00以下である、チタン合金板の製造方法。 - 前記冷間クロス圧延工程は、複数の前記冷間圧延パスを行う場合は、複数の前記冷間圧延パスの間に前記チタン素材を焼鈍する中間焼鈍工程を含み、前記中間焼鈍工程および前記最終焼鈍工程の焼鈍条件は、焼鈍温度が600℃以上(Tβ-50)℃以下であり、かつ、前記焼鈍温度T(℃)と、前記焼鈍温度における保持時間t(秒)とが、下記式(1)を満足する条件である、請求項12に記載のチタン合金板の製造方法。
22000≦(T+273.15)×(Log10(t)+20)≦27000 …式(1)
ここで、Tβは、β変態点(℃)である。 - 請求項9に記載のチタン合金コイルの製造方法であって、
質量%で、Al:4.0%超、6.6%以下、Fe:0%以上、2.3%以下、V:0%以上、4.5%以下、Si:0%以上、0.60%以下、C:0%以上、0.080%未満、N:0%以上、0.050%以下、O:0%以上、0.40%以下、Ni:0%以上、0.15%未満、Cr:0%以上、0.25%未満、およびMn:0%以上、0.25%未満、を含有し、残部がTiおよび不純物からなるチタン素材の長手方向に一回以上の冷間圧延パスを行う冷間圧延工程と、
最後の前記冷間圧延パス後の前記チタン素材を焼鈍する最終焼鈍工程と、を含み、
前記冷間圧延工程における前記冷間圧延パス一回当たりの圧延率が30%超であり、かつ、合計の圧延率が60%以上である、チタン合金コイルの製造方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/002965 WO2022162816A1 (ja) | 2021-01-28 | 2021-01-28 | チタン合金板およびチタン合金コイルならびにチタン合金板の製造方法およびチタン合金コイルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022162816A1 JPWO2022162816A1 (ja) | 2022-08-04 |
| JP7633542B2 true JP7633542B2 (ja) | 2025-02-20 |
Family
ID=82653181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022577903A Active JP7633542B2 (ja) | 2021-01-28 | 2021-01-28 | チタン合金板およびチタン合金コイルならびにチタン合金板の製造方法およびチタン合金コイルの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240018629A1 (ja) |
| EP (1) | EP4286551A4 (ja) |
| JP (1) | JP7633542B2 (ja) |
| KR (1) | KR102893917B1 (ja) |
| CN (1) | CN116648524A (ja) |
| TW (1) | TWI796118B (ja) |
| WO (1) | WO2022162816A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117867285A (zh) * | 2023-12-05 | 2024-04-12 | 新疆湘润新材料科技有限公司 | 一种使用全返回炉料制备新型低成本钛合金的方法 |
| WO2025183090A1 (ja) * | 2024-02-29 | 2025-09-04 | 国立研究開発法人物質・材料研究機構 | TiAl合金材、TiAl合金材の製造方法、TiAl合金製部品およびジェットエンジン用動翼 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010242197A (ja) | 2009-04-09 | 2010-10-28 | Kobe Steel Ltd | 高強度で曲げ加工性並びにプレス成形性に優れたチタン合金板およびチタン合金板の製造方法 |
| JP2010255026A (ja) | 2009-04-22 | 2010-11-11 | Sumitomo Metal Ind Ltd | α+β型チタン合金薄板の製造方法及びα+β型チタン合金薄板コイルの製造方法 |
| WO2012115243A1 (ja) | 2011-02-24 | 2012-08-30 | 新日本製鐵株式会社 | 冷間でのコイル取扱性に優れた高強度α+β型チタン合金熱延板及びその製造方法 |
| CN104152744A (zh) | 2014-07-08 | 2014-11-19 | 宁夏东方钽业股份有限公司 | 一种低成本中高强度耐蚀钛合金及其加工方法 |
| JP2017190480A (ja) | 2016-04-12 | 2017-10-19 | 株式会社神戸製鋼所 | チタン板 |
| WO2020213715A1 (ja) | 2019-04-17 | 2020-10-22 | 日本製鉄株式会社 | チタン板および銅箔製造ドラム |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61147864A (ja) | 1984-12-19 | 1986-07-05 | Sumitomo Metal Ind Ltd | チタン合金冷延板の製造方法 |
| JPS6233750A (ja) | 1985-08-06 | 1987-02-13 | Sumitomo Metal Ind Ltd | α+β型チタン合金板の製造方法 |
| JPS63230857A (ja) * | 1987-03-20 | 1988-09-27 | Sumitomo Metal Ind Ltd | 超塑性加工用チタン合金板の製造方法 |
| JPH01127653A (ja) | 1987-11-12 | 1989-05-19 | Sumitomo Metal Ind Ltd | α+β型チタン合金冷延板の製造方法 |
| JP3076696B2 (ja) | 1993-08-30 | 2000-08-14 | 新日本製鐵株式会社 | α+β型チタン合金 |
| JP3076697B2 (ja) | 1993-08-31 | 2000-08-14 | 新日本製鐵株式会社 | α+β型チタン合金 |
| JP2001300603A (ja) | 2000-04-17 | 2001-10-30 | Nkk Corp | パック圧延による薄板の製造方法 |
| JP2001300604A (ja) | 2000-04-17 | 2001-10-30 | Nkk Corp | パック圧延による薄板の製造方法 |
| JP5027603B2 (ja) * | 2007-09-18 | 2012-09-19 | 株式会社神戸製鋼所 | 高強度かつ成形性に優れたチタン合金板とその製造方法 |
| JP5088876B2 (ja) * | 2008-01-29 | 2012-12-05 | 株式会社神戸製鋼所 | 高強度かつ成形性に優れたチタン合金板とその製造方法 |
| JP5298368B2 (ja) * | 2008-07-28 | 2013-09-25 | 株式会社神戸製鋼所 | 高強度かつ成形性に優れたチタン合金板とその製造方法 |
| JP4766408B2 (ja) * | 2009-09-25 | 2011-09-07 | 日本発條株式会社 | ナノ結晶チタン合金およびその製造方法 |
| JP5421873B2 (ja) * | 2010-07-30 | 2014-02-19 | 株式会社神戸製鋼所 | 強度異方性に優れた高強度α+β型チタン合金板および高強度α+β型チタン合金板の製造方法 |
| JP5182452B2 (ja) | 2011-02-24 | 2013-04-17 | 新日鐵住金株式会社 | 冷延性及び冷間での取扱性に優れたα+β型チタン合金板とその製造方法 |
| JP2013227618A (ja) | 2012-04-25 | 2013-11-07 | Kobe Steel Ltd | α+β型チタン合金板、およびその製造方法 |
| CN107779670B (zh) * | 2017-11-23 | 2020-12-29 | 中国航发北京航空材料研究院 | 一种高精度钛合金板材及其制备方法 |
| CN113165032B (zh) * | 2019-04-17 | 2023-06-02 | 日本制铁株式会社 | 钛合金板、钛合金板的制造方法、铜箔制造滚筒以及铜箔制造滚筒的制造方法 |
-
2021
- 2021-01-28 WO PCT/JP2021/002965 patent/WO2022162816A1/ja not_active Ceased
- 2021-01-28 EP EP21922835.0A patent/EP4286551A4/en active Pending
- 2021-01-28 CN CN202180088452.8A patent/CN116648524A/zh active Pending
- 2021-01-28 US US18/036,033 patent/US20240018629A1/en active Pending
- 2021-01-28 KR KR1020237021331A patent/KR102893917B1/ko active Active
- 2021-01-28 JP JP2022577903A patent/JP7633542B2/ja active Active
-
2022
- 2022-01-25 TW TW111103170A patent/TWI796118B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010242197A (ja) | 2009-04-09 | 2010-10-28 | Kobe Steel Ltd | 高強度で曲げ加工性並びにプレス成形性に優れたチタン合金板およびチタン合金板の製造方法 |
| JP2010255026A (ja) | 2009-04-22 | 2010-11-11 | Sumitomo Metal Ind Ltd | α+β型チタン合金薄板の製造方法及びα+β型チタン合金薄板コイルの製造方法 |
| WO2012115243A1 (ja) | 2011-02-24 | 2012-08-30 | 新日本製鐵株式会社 | 冷間でのコイル取扱性に優れた高強度α+β型チタン合金熱延板及びその製造方法 |
| CN104152744A (zh) | 2014-07-08 | 2014-11-19 | 宁夏东方钽业股份有限公司 | 一种低成本中高强度耐蚀钛合金及其加工方法 |
| JP2017190480A (ja) | 2016-04-12 | 2017-10-19 | 株式会社神戸製鋼所 | チタン板 |
| WO2020213715A1 (ja) | 2019-04-17 | 2020-10-22 | 日本製鉄株式会社 | チタン板および銅箔製造ドラム |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4286551A1 (en) | 2023-12-06 |
| KR20230110601A (ko) | 2023-07-24 |
| US20240018629A1 (en) | 2024-01-18 |
| JPWO2022162816A1 (ja) | 2022-08-04 |
| TWI796118B (zh) | 2023-03-11 |
| WO2022162816A1 (ja) | 2022-08-04 |
| TW202229572A (zh) | 2022-08-01 |
| CN116648524A (zh) | 2023-08-25 |
| EP4286551A4 (en) | 2024-03-06 |
| KR102893917B1 (ko) | 2025-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7448776B2 (ja) | チタン合金薄板およびチタン合金薄板の製造方法 | |
| RU2759814C1 (ru) | ПРОВОЛОКА ИЗ ТИТАНОВОГО СПЛАВА α+β-ТИПА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ТИТАНОВОГО СПЛАВА α+β-ТИПА | |
| JP5625646B2 (ja) | 圧延幅方向の剛性に優れたチタン板及びその製造方法 | |
| JP2017137561A (ja) | チタン板、熱交換器用プレートおよび燃料電池用セパレータ | |
| JP7633542B2 (ja) | チタン合金板およびチタン合金コイルならびにチタン合金板の製造方法およびチタン合金コイルの製造方法 | |
| WO2021020532A1 (ja) | チタン合金板及び自動車排気系部品 | |
| JP7617453B2 (ja) | チタン合金薄板およびチタン合金薄板の製造方法 | |
| JP2017190480A (ja) | チタン板 | |
| JP2019157250A (ja) | チタン合金板およびゴルフクラブヘッド | |
| JP7678373B2 (ja) | チタン合金板 | |
| US20250059631A1 (en) | Alpha + beta titanium alloy shape and method for manufacturing the same | |
| JP7303434B2 (ja) | チタン合金板及び自動車用排気系部品 | |
| JP2019173069A (ja) | 二次加工性及び耐高温酸化性に優れるAl含有フェライト系ステンレス鋼材 | |
| JP7801632B2 (ja) | チタン合金板およびその製造方法 | |
| US20260062771A1 (en) | Titanium alloy sheet and eye glasses | |
| JP7372532B2 (ja) | チタン合金丸棒およびコネクティングロッド | |
| JP6741171B1 (ja) | チタン合金板およびゴルフクラブヘッド | |
| JP2023162898A (ja) | β型チタン合金 | |
| JP2026019467A (ja) | チタン合金板および自動車用排気系部品 | |
| JP2024076767A (ja) | チタン合金板の製造方法 | |
| JPH11335759A (ja) | 冷延性に優れた高強度チタン合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240917 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7633542 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |