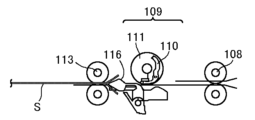
図1は、本発明の一実施形態に係るシート処理装置の全体構成図である。本実施形態のシート処理装置100は、2枚重ねシート(以下、シートSという)を互いに剥離し、その剥離したシートS内にシート状媒体(以下、中紙Pという)を挿入して挟持させるものである。
ここで、シートSとは、2枚のシートが重ねられ、その一部(又は一辺)が接合された2枚重ねシートである。2枚重ねシートとしては、例えば、片側を透明ポリエステルシートなどの透過性シートとし、反対側を透明又は不透明シートとして、それらの一辺で接合したものがある。また、2枚重ねシートには、ラミネートフィルムも含まれる。
中紙Pは、それら2枚重ねシートに挿入されるシート状媒体の一例である。シート状媒体には、普通紙以外に、厚紙、はがき、封筒、薄紙、塗工紙(コート紙やアート紙など)、トレーシングペーパ、OHPシートなどが含まれる。
図1に示すように、シート処理装置100は、シートSを積載する第1積載手段であるシートトレイ102と、シートトレイ102からシートSを給送するピックアップローラ105と、搬送ローラ対107とを備える。またシート処理装置100は、中紙Pを積載する第2積載手段である給紙トレイ103と、給紙トレイ103から中紙Pを給送するピックアップローラ106とを備える。
搬送ローラ対107の搬送方向下流には、シートSの搬送位置を検出する搬送センサC1が設けられ、ピックアップローラ106の搬送方向下流には、中紙Pの搬送位置を検出する搬送センサC2が設けられている。
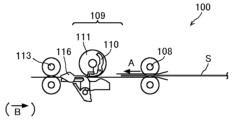
またシート処理装置100は、搬送ローラ対107及びピックアップローラ106の下流に、第1搬送手段である入口ローラ対108と、回転部材としての巻付けローラ109と、第2搬送手段である出口ローラ対113と、排紙トレイ104などを備える。巻付けローラ109と出口ローラ対113の間に、シートSの幅方向に移動可能に設けられた剥離爪116を備える。
入口ローラ対108の搬送方向下流には、シートS及び中紙Pの搬送位置を検出する搬送センサC3が設けられ、巻付けローラ109の搬送方向下流には、シートSの状態を検出する異常状態検出センサC4が設けられている。そして、出口ローラ対113の搬送方向下流には、シートSの搬送位置を検出する搬送センサC5が設けられている。
なお、ピックアップローラ105、搬送ローラ対107、入口ローラ対108、及び巻付けローラ109は、第1給送手段の一例であり、ピックアップローラ106、入口ローラ対108、及び巻付けローラ109は第2給送手段の一例である。
シート処理装置100の外装部には、シート処理装置100における情報表示や、操作入力の受付を行う表示操作手段である操作パネル10が設置されている。また、この操作パネル10は、ユーザに知覚信号を発する報知手段としての役割を兼ねる。なお、代替として、操作パネル10以外の報知手段を、シート処理装置100に別途設ける構成としてもよい。
本実施形態のシート処理装置100は、シートSと中紙Pを別々のトレイに積載し、シートSを搬送しながら、2枚のシートに剥離・開口し、その開口内に中紙Pを挿入する。そして、中紙Pが挿入されたシートSを、排紙トレイ104に排出・積載する。
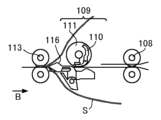
図2は、図1に示したシート処理装置の主要部分を示す構成図(その1)である。図2に示すように、入口ローラ対108及び出口ローラ対113は、それぞれ、例えば対となった2つのローラであり、駆動手段(モータなど)により回転駆動される。入口ローラ対108は一方向に回転駆動され、出口ローラ対113は正逆方向に回転駆動されることで、シートS及び中紙Pを挟持して搬送する。
入口ローラ対108は、シートS及び中紙Pを出口ローラ対113に向けて搬送する。この搬送方向を正搬送方向(矢印A方向)と呼ぶ。
一方、出口ローラ対113は、その回転を正逆の両方向に切り替え可能である。挟持したシートSを正搬送方向である排紙トレイ104(図1参照)に向けて搬送できるとともに、その逆方向(引き戻す方向)となる巻付けローラ109に向けてシートSを搬送することもできる。この巻付けローラ109に向けて搬送する方向(正搬送方向に対し、逆方向)を、逆搬送方向(矢印B方向)と呼ぶ。
また、シート処理装置100は、これら入口ローラ対108と出口ローラ対113との間に、回転部材である巻付けローラ109と、剥離爪116とを備える。巻付けローラ109は、駆動手段(モータなど)により正逆方向に回転駆動され、その回転を両方向(時計回り/反時計回り)に切り替え可能である。
巻付けローラ109は、ローラ部材111と、ローラ部材111に設けられ、シートSを把持する可動の把持手段110とを有する。可動の把持手段110は、ローラ部材111とともにシートSの先端を把持することを特徴とする。この把持手段110は、ローラ部材111の外周に一体に成形してもよいし、別部品として構成してもよい。
続いて、図1~図12を用いて、シート処理装置100の一連の動作、すなわちシートSの剥離から中紙Pの挿入までの動作を説明する。なお、図3~図12において、図1、2と同一物には同一符号を付してその詳細な説明は省略する。
図1において、シートトレイ102上のシートSは、2枚のシートの接合された一部が、ピックアップローラ105の給送方向(搬送方向)の下流側に位置するように積載される。そして、シート処理装置100は、シートトレイ102上のシートSをピックアップローラ105にてピックし、搬送ローラ対107により入口ローラ対108に向けて搬送する。
次いで、図2に示すように、入口ローラ対108により、シートSを巻付けローラ109に向けて搬送する。ここでシート処理装置100は、シートSの4辺中の一辺である端部が接合された側を正搬送方向(矢印A方向)の下流側として搬送する。
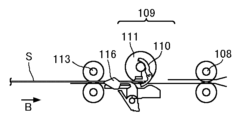
続いて図3に示すように、シート処理装置100は、正搬送方向におけるシートSの後端部が巻付けローラ109を通過した時点で、その搬送を一時停止する。なお、これら動作は、搬送センサC3によるシートSの先端検出をトリガとし、搬送センサC3から指定量搬送することで実施される。
次に、図4に示すように、シート処理装置100は、把持手段110を開口するとともに、出口ローラ対113の回転方向を反転し、把持手段110の開口部に向けて、シートSを逆搬送方向(矢印B方向)に搬送する。
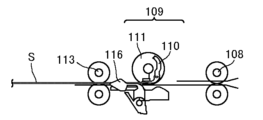
続いて、図5に示すように、シート処理装置100は、シートSの端部を開口した把持手段110に挿入した時点で搬送を停止し、把持手段110を閉じてシートSの端部を把持する。なお、これら動作は、シートSを指定量搬送することで実施される。
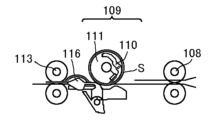
次いで、図6に示すように、シート処理装置100は巻付けローラ109を反時計回りに回転し、シートSを巻付けローラ109に巻き付ける。ここでシートSは、2枚のシートの接合されていない側から巻付けローラ109に巻き付けられる。
図7に示すように、シートSを巻付けローラ109に巻き付けると、2枚重ねシートの巻き付け周長差(巻き付け量の差)によって内周側のシートが余り、シートSの接合した端に向けて弛みが生じる。その結果、2枚のシート間に空間が生じる。この生じた空間に剥離爪116をシートSの両側から挿入することで、2枚のシート間の空間を確実に維持することができる。なお、これら動作は、搬送センサC5によるシートSの先端検出をトリガとし、搬送センサC5から指定量搬送することで実施される。
ここで、剥離爪116について補足説明する。
図13はシート処理装置が備える剥離爪の模式図であり、図14は剥離爪の駆動構成の例を示す模式図である。また、図15は剥離爪をシートSに挿入した状態を示す斜視図である。
図13に示すように、剥離爪116は、搬送方向上流側から見て、高さ方向の寸法が幅方向中央から後端に向けて徐々に大きくなっている。また、高さ方向から見て、搬送方向の寸法は、先端から中央に向けて徐々に大きくなっている。そして、幅方向から見て、剥離爪116は、十時型の形状となっている。
また、図14に示すように、本実施形態では、2つの剥離爪116を互いに対向させて配置し、それぞれを(a)ベルト駆動、又は(b)ラック&ピニオンなどにより接近/離間する構成としている。
具体的に、(a)ベルト駆動では、駆動プーリ30aと従動プーリ30bの間にベルト32が張架され、そのベルト32に2つの剥離爪116a、bが互いに対向して取り付けられている。ここで、一方の剥離爪116aは下側のベルト32に、他方の剥離爪116bは上側のベルト32にそれぞれ接続されている。
また、駆動プーリ30aには駆動伝達ギヤ34が設けられており、この駆動伝達ギヤ34に、駆動モータ36の回転出力がモータ出力ギヤ35を介して伝達される。すなわち、駆動モータ36の回転出力は、ベルト32に伝達される。
したがって、駆動モータ36を(図正面から見て)時計回りに回転すれば、剥離爪116a、bを互いに接近でき、駆動モータ36を反時計回りに回転すれば、剥離爪116a、bを互いに離間できる。
また、(b)ラック&ピニオンでは、1つのピニオン40に噛み合う2つのラック42a、bが互いに反対方向に伸びて設けられ、それぞれのラック42a、bに2つの剥離爪116a、bが互いに対向して取り付けられている。ピニオン40には駆動伝達ギヤ44が設けられており、この駆動伝達ギヤ44に、駆動モータ46の回転出力がモータ出力ギヤ45を介して伝達される。すなわち、駆動モータ46の回転出力は、ラック42a、bにそれぞれ伝達される。
したがって、駆動モータ46を(図正面から見て)時計回りに回転すれば、剥離爪116a、bを互いに接近でき、駆動モータ46を反時計回りに回転すれば、剥離爪116a、bを互いに離間できる。
このように本実施形態の剥離爪116は、上記形状を有し、シートSの幅方向に移動可能な構成であるため、図15に示すようにシートSに生じた空間にスムーズに挿入できる。
シート処理装置100の一連の動作説明に戻る。シート処理装置100は、シートSに生じた空間に剥離爪116を挿入した状態で(図7参照)、巻付けローラ109を時計回りに回転し、図8に示すように、シートSの剥離した空間をシートSの正搬送方向(矢印A方向)における後端部まで移動させる。そして、指定量移動した時点で把持手段110を開放し、シートSの後端を上下に分離した状態とする。
この状態で、シート処理装置100はシートSの搬送を一時停止し、今度は剥離爪116をシート幅方向へ更に移動することで、シートSの後端の全域を剥離する。なお、これら動作は、搬送センサC5によるシートSの先端検出をトリガとし、搬送センサC5から指定量搬送することで実施される。
図16は、図8における、剥離爪116とシートSの状態を示す斜視図である。剥離爪116は、剥離したシートSをそれぞれ異なる方向へと案内する分岐爪の形状(機能)も有するため(図13参照)、シートSの2枚のシートは、それぞれ別の経路に搬送可能な姿勢となる。
また、剥離爪116は幅方向に移動可能な構成(図14参照)であるため、図17に示すように、シートSの姿勢を支えるのに適した位置に配置できる。したがって、シートSのサイズや腰の強さが変わっても、シートSを所望の分岐方向へ案内できる。これは、搬送路幅全域に亘るシート分岐用部材、及び分岐爪の駆動装置が不要になるため、従来と比較して低コストにできる。
続いて図9に示すように、シート処理装置100は、シートSの後端の全域を剥離した状態から、今度は出口ローラ対113を反時計回りに回転し、シートSを逆搬送方向(矢印B方向)に搬送する。すなわち、シートSの剥離された2枚のシートは、剥離爪116によりそれぞれ上下方向に案内され、2枚のシート全体が互いに剥離される。
そして、シート処理装置100はシートSの搬送を一時停止し、シートSの接合部を出口ローラ対113にて把持(ニップ)した状態とする。したがって、シートSは接合された一辺を端として、大きく開口することになる。
なお、これら動作は、搬送センサC5によるシートSの先端検出をトリガとし、搬送センサC5から指定量搬送することで実施される。
(変形例)
図18は、剥離した2枚のシートの案内経路についての変形例である。先の図9では、(a)シートSの接合部から上下シートとも同方向に案内する経路を示した。これ以外にも、(b)逆S字を描いて案内する経路や、(c)S字を描いて案内する経路など、上下シートをそれぞれ反対方向に案内してもよい。
次いで、図10に示すように、シート処理装置100は、入口ローラ対108を回転し、給紙トレイ103(図1参照)から搬送された中紙Pを出口ローラ対113に向けて正搬送方向(矢印A方向)に搬送する。
続いて、図11に示すように、シート処理装置100は、出口ローラ対113を回転してシートSと中紙Pを合流させ、開口したシートS内に中紙Pを挿入する。
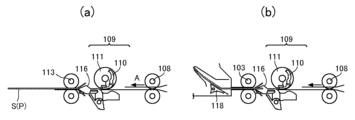
次いで、図12(a)に示すように、シート処理装置100は、出口ローラ対113により、中紙Pが挿入されたシートSを正搬送方向(矢印A方向)に搬送することで、シートSの2枚のシートを再度重ね、開口を閉じる。そして、中紙Pが挟み込まれたシートSを、出口ローラ対113、又はそれ以降に配置されたローラなど(不図示)により、排紙トレイ104に排出・積載する(図1参照)。
代替例として、シート処理装置がシートSを加熱及び加圧可能な熱加圧装置を備える場合、図12(b)に示すように、分岐爪118にて経路を切り替えて、熱加圧装置へ搬送してもよい。
このように本実施形態のシート処理装置100は、シートSを大きく開口し、その中に中紙Pを挿入・挟持させることができる。したがって、例えば、バキューム装置を用いる特許文献1のラミネート装置に比べ、単純な構成であり、装置全体を簡略化、小型化できる。
また、本実施形態のシート処理装置100は、図1で示したように、シートSと中紙Pを別々のトレイに積載し、それぞれ別々に搬送できる。このため、シートSと中紙Pを予め決められた順番に積載する必要がなく、利便性を向上できる。なお、本実施形態では、トレイ102にシートSを積載し、トレイ103に中紙Pを積載するようにしたが、これに限定されない。トレイ102に中紙Pを積載し、トレイ103にシートSを積載してもよい。
続いて、本発明に係るシート処理装置を備えるラミネート処理装置、画像形成装置及び画像形成システムについて説明する。
図19は、本発明に係るシート処理装置を備えるラミネート処理装置の一例を示す全体構成図である。ラミネート処理装置200は、先に説明したシート処理装置100と、シートSの搬送経路を切り替える分岐爪118と、シートSを加熱及び加圧可能な熱加圧部材である熱加圧ローラ120と、熱加圧ローラ120の下流に設けられた排出ローラ121とを備える。
このラミネート処理装置200は、シートSの給紙、剥離、中紙Pの挿入、及び熱加圧によるラミネート処理までの一連の動作を1台で実施できる構成である。この一連の動作を、人手を要さずに自動で実施でき、従来技術よりも利便性を向上できる。
図20は、本発明に係るラミネート処理装置を備える画像形成装置の一例を示す全体構成図である。この画像形成装置300は、ラミネート処理装置部として、内部にラミネート処理装置200aを備える。
ここで、ラミネート処理装置200aは、シートS又は中紙Pを積載するシートトレイ102を備えるとともに、シートS及び/又は中紙Pを画像形成装置300から給紙可能な構成である。したがって、画像形成装置300(例えば、プリンタ、コピー機など)により、シートS又は中紙Pに画像をインラインで挿入できる。
画像形成装置本体300の構成を具体的に説明する。図20に示すように、画像形成装置本体300内には、中間転写装置150が設けられている。中間転写装置150は、複数のローラに掛けまわしてエンドレスの中間転写ベルト152をほぼ水平に張り渡し、反時計まわりに走行する。
中間転写装置150の下には、シアン、マゼンタ、イエロー、ブラックの作像装置154c、154m、154y、154kが、中間転写ベルト152の張り渡し方向に沿って四連タンデム式に並べて設けられている。各作像装置154は、図中時計まわりに回転するドラム状の像担持体のまわりに帯電装置、現像装置、転写装置、クリーニング装置などを設置して構成される。各作像装置154の下には、露光装置156が設けられている。
露光装置156の下には、給紙装置158が設けられている。給紙装置158は、シートSを収納する第1給紙カセット160と、中紙Pを収納する第2給紙カセット162とを備える。なお、第1給紙カセット160は、2枚重ねシートを積載する第3積載手段の一例であり、第2給紙カセット162は、シート状媒体を積載する第4積載手段の一例である。
第1給紙カセット160の右上には、第1給紙カセット160内のシートSを一枚ずつ繰り出して用紙搬送路164に入れる第1給紙コロ166が設けられている。また、第2給紙カセット162の右上には、給紙カセット内の中紙Pを一枚ずつ繰り出して用紙搬送路164に入れる第2給紙コロ168が設けられている。
用紙搬送路164は、画像形成装置本体300内の右側に下方から上方に向けて形成され、画像形成装置本体300内のラミネート処理装置200aへと通ずる。用紙搬送路164には、搬送ローラ170、中間転写ベルト152と対向して二次転写装置174、定着装置176、一対の排紙ローラよりなる排紙装置178などが順に設けられている。
なお、第1給紙コロ166、搬送ローラ170及び用紙搬送路164は、第1給紙カセット160(第3積載手段)から2枚重ねシートを給送する第3給送手段の一例である。また、第2給紙コロ168、搬送ローラ170及び用紙搬送路164は、第2給紙カセット162(第4積載手段)からシート状媒体を給送する第4給送手段の一例である。さらに、中間転写装置150、及び定着装置176などは、2枚重ねシート又はシート状媒体に画像を形成する画像形成部の一例である。
続いて、本実施形態の画像形成装置300において、シートSに画像形成をした後、ラミネート処理を行う動作について説明する。
シートSに画像を形成する際、はじめに、画像読取装置188で原稿画像を読み取り、露光装置156で書き込みを行う。次いで、各作像装置154c、154m、154y、154kのそれぞれの像担持体上に各色トナー画像を形成し、そのトナー像を一次転写装置180c、180m、180y、180kで順次転写して中間転写ベルト152上にカラー画像を形成する。
一方、画像形成装置300は、第1給紙コロ166を回転してシートSを繰り出して用紙搬送路164に入れる。そして、用紙搬送路164を通して搬送ローラ170で搬送してタイミングを取って二次転写位置へと送り込み、上記したように中間転写ベルト152上に形成したカラー画像が二次転写装置174でシートSに転写される。
画像転写後のシートSは、定着装置176で画像定着後、排紙装置178でラミネート処理装置200aに送られる。
また、画像形成装置300は、第2給紙コロ168を回転して中紙Pを繰り出して用紙搬送路164に入れ、排紙装置178でラミネート処理装置200aに送る。
このようにして、画像形成されたシートSと、中紙Pをラミネート処理装置200aに送ることで、ラミネート処理が行われる。ラミネート処理の詳細は、上記したので省略する。
本実施形態の画像形成装置300は、上記した構成であるので、中紙Pに画像形成をした後に、ラミネート処理装置200aにより、ラミネート処理を行うこともできる。また、中紙PとシートSに画像形成した後に、ラミネート処理を行うこともできる。
次に、本発明に係るシート処理装置を備える画像形成装置の変形例、及び画像形成システムについて説明する。
図21は、本発明に係るラミネート処理装置を備える画像形成装置の変形例を示す全体構成図である。この画像形成装置400は、画像形成装置本体側に本体排出ローラ122と、本体排紙トレイ123とを備える点で、図20の画像形成装置300と異なる。
画像形成装置400は、ラミネート処理を実施しない場合、本体排出ローラ122を用いて画像形成した記録媒体を本体排紙トレイ123に排出できる。したがって、画像形成装置400は、ラミネート処理をしない場合、画像形成の出力速度を下げない。
なお、画像形成装置400は、ラミネート処理装置200aを内部に脱着可能に備える構成としてもよい。すなわち、ラミネート処理が不要な際は、ラミネート処理装置200aを画像形成装置400から外してもよい。
また、その外したラミネート処理装置200aに、中紙Pを積載する給紙トレイ103と、給紙トレイ103から中紙Pを給送するピックアップローラ106とを装着し、図19に示すものと同様なラミネート処理機単体として利用できるとしてもよい。
図20に示した画像形成装置300、及び図21に示した画像形成装置400は、ラミネート処理機に代えて、シート処理装置を備える構成としてもよい。また、図21に示した画像形成装置400では、シート処理装置を着脱可能な構成としてもよい。
また、画像形成システムとして、画像形成装置と、前記画像形成装置に着脱可能に接続されたシート処理装置100、又はラミネート処理装置200を備えるシステムを構成してもよい。さらにまた、給紙装置(スタッカ)、及び/又はくるみ製本装置などを備えるシステムを構成してもよい。なお、シートSを定着装置176の間を通す場合、そのシートSは、定着温度では接着されず、それよりも高温の熱を与えることにより接着されるものである。
さらに、画像形成装置300、400は、シートSと中紙に画像を形成する方式として、電子写真方式を用いているがこれに限定されるものでなく、インクジェット方式や孔版印刷方式などの公知の画像形成方式を用いてもよい。
図22は、シート給紙から中紙を挟みこみ、ラミネート処理完了までの一連の動作を説明するフローチャートである。フローチャートに対応する図面の番号を示しながら説明する。
まず、ステップS11において、シート処理装置100は、シートSの給紙を開始する(図1参照)。次いで、ステップS12において、搬送センサC3にシートSの先端が到着したか判定する(図2参照)。ステップS13にて、シート処理装置100は、シートSを搬送センサC3から指定量搬送したことを判定すると、その搬送を一時停止する(図3参照)。続いて、ステップS14にて、把持手段110を開口するとともに、ステップS15においてシートSを逆搬送方向に搬送する(図4参照)。
ステップS16において、シート処理装置100は、シートSを指定量搬送したことを判定すると、ステップS17にてシートSの搬送を一時停止する。そして、ステップS18において、把持手段110を閉じ、シートSの端部を把持する(図5参照)。
続いてステップS19において、シート処理装置100は巻付けローラ109を反時計回りに回転し、シートSを巻付けローラ109に巻き付ける(図6参照)。次いで、ステップS20において、搬送センサC5にシートSの先端が到着したか判定する。ステップS21にて、シート処理装置100は、シートSを搬送センサC5から指定量搬送したことを判定すると、ステップS22において、異常状態検出センサC4を用いてシートSの状態を検出する。
この異常状態検出センサC4は、シートSの2枚のシート間に生じた空間の寸法が、所定の閾値を超えているかを検出する異常検出手段である。ステップS23において、シート処理装置100は、異常状態検出センサC4の検出結果から、シートSの状態が正常(空間の寸法が、所定の閾値以上)であると判定した場合、ステップS24aに移行する。
一方、ステップS23において、シートSの状態が異常(空間の寸法が、所定の閾値より下)であると判定した場合、ステップS24bに移行し、シート処理装置100は異常を通知し、シート処理を停止する。
ステップS24aに移行した場合、シート処理装置100は、生じた空間に剥離爪116をシートSの両側から挿入する(図7参照)。次に、ステップS25において、シート処理装置100は、剥離爪116をシートSの両側から挿入した状態で、巻付けローラ109を今度は時計回りに回転し、シートSを正搬送方向に搬送する。
次いで、ステップS26において、搬送センサC5にシートSの先端が到着したか判定する。ステップS27にて、シート処理装置100は、シートSを搬送センサC5から指定量搬送したことを判定すると、ステップS28において、把持手段110を開口する。
次いで、ステップS29において、シート処理装置100はシートSの搬送を一時停止し、ステップS30にて、剥離爪116をシート幅方向へ更に移動する(図8参照)。これにより、シートSの後端を上下に分離した状態とする。
ステップS31において、シート処理装置100はシートSを逆搬送方向に搬送する。次いで、ステップS32において、搬送センサC5にシートSの先端が到着したか判定する。ステップS33にて、シート処理装置100は、シートSを搬送センサC5から指定量搬送したことを判定すると、ステップS34にて、その搬送を一時停止する(図9参照)。これにより、シートSの剥離が完了する。
続いて、ステップS35において、シート処理装置100は、シートSに挿入する中紙Pに画像形成を行う(インライン)か否か判定する。インラインの場合、ステップS36に移行し、シート処理装置100は、画像形成装置に印刷ジョブを開始させ、中紙Pに画像を形成する。次いで、ステップS37に移行する。
一方、ステップS35において、インラインでない場合はステップS37に移行する。
ステップS37において、シート処理装置100は、中紙Pを正搬送方向に搬送し、開口したシートS内に中紙Pを挿入する(図10、11参照)。
次いで、ステップS38において、分岐爪118にて経路を切り替える。ステップS39において、中紙Pを挟持したシートSを熱加圧装置(定着Md)へ搬送し、熱と圧力を加えることで、ラミネート処理が完了する(図12(b)参照)。
続いて、本発明の特徴的構成について説明する。
本実施形態のシート処理装置では、シートS(ラミネートフィルム)とシートSに挟む中紙P(用紙)のサイズについて、ここまで特に言及しなかった。しかし、シートSのサイズ(寸法)と、中紙Pとのサイズの組み合わせによっては、正しくラミネート加工(処理)できない場合がある。
すなわち、中紙PのサイズがシートSのサイズよりも大きい場合、中紙Pがラミネート加工できる範囲に収まらないため、正しくラミネート加工することができない。一方、中紙PのサイズがシートSのサイズに対して小さすぎると、ラミネート加工はできるものの、余白となる部分が大きくなり、シートSの無駄が生じる。
そこで、以下の実施形態では、シートSのサイズと、中紙Pのサイズを取得し、それらのサイズに応じてシート処理を制御するシート処理装置について説明する。
(第1実施形態)
図23は、第1実施形態に係るシート処理装置の主制御部を示すブロック図である。シート処理装置100は、シートSのサイズと中紙Pのサイズとをそれぞれ取得するサイズ取得部52と、中紙Pを挟持した際のシートSの状態を判定する挟み込み判定部54と、シート処理を制御する制御部56とを備える。なお、主制御部50は、CPU、ROM、RAM、I/Oなどを包含するコンピュータで構成されている。
サイズ取得部52は、入出力用のI/Oポート58を介して表示操作手段である操作パネル10と接続され、ユーザが操作パネル10を介して入力(設定)したシートS及び中紙Pのサイズを取得する。
図24は、操作パネルに表示される、シートサイズと中紙サイズを設定する操作画面の一例である。本実施形態のシート処理装置100は、ユーザが操作パネル10の画面をタッチすることで、ラミネートフィルム(シートS)のサイズと、挟み込む中紙Pのサイズを選択・入力できる。また、「ラミネート処理実行」と表示された領域をタッチ(押下)することで、一連のシート処理(図22参照)を開始する。
なお、先の図20、21に示したラミネート装置を備える画像形成装置では、画像形成装置から排出される用紙サイズの情報を中紙のサイズ情報として使用してもよい。
図23において、挟み込み判定部54は、サイズ取得部52で取得したシートSのサイズと中紙Pのサイズの相対関係(中紙Pを挟み込んだ際のシートSの状態)から、中紙Pを挟み込むことが可能か否かを判定する。
図25は、ラミネート加工の判定に用いるテーブルの一例である。このテーブルは、シートSと中紙Pのサイズの組み合わせから、ラミネート加工ができるか否か判定するのに用いられる。
なお、SEFとは「縦送り」の略であり、短辺が、搬送方向に対して垂直に位置している状態を指す。また、LEFとは「横送り」の略であり、長辺が、搬送方向に対して垂直に位置している状態を指す。
テーブルの見方を説明する。挟み込み判定部54は、ラミネートフィルムサイズ(シートSのサイズ)と中紙サイズ(中紙Pのサイズ)とが同じ場合、ラミネート加工可能と判定する(「○」で示す)。
一方、ラミネートフィルムサイズと中紙サイズとが互いに異なり、かつ、中紙サイズがラミネートフィルムサイズよりも大きい場合、ラミネート加工不可と判定する(「×」で示す)。
さらに、中紙サイズがラミネートフィルムサイズに対して小さく、ラミネートフィルム(シートS)に余白が生じる場合、ラミネート加工保留と判定する(「△」で示す)。
図23において、挟み込み判定部54は、上記判定結果を制御部56に送信する。制御部56は、挟み込み判定部54の判定結果に応じて、様々な搬送手段(搬送ローラ対107や巻付けローラ109など)を駆動し、シート処理を行う。
図26は、第1実施形態のシート処理動作を説明するフローチャートである。フローチャート及び図22、24、25、27、28を参照しながら説明する。
まず、ステップS101において、シート処理装置100のサイズ取得部52は、シートSのサイズを取得し、次いでステップS102において、中紙Pのサイズを取得する。すなわち、先の図24に示したように、サイズ取得部52は、ユーザが操作パネル10で入力したラミネートフィルムサイズ設定値と中紙サイズ設定値を取得する。
続いて、ステップS103において、シート処理装置100の挟み込み判定部54は、シートSと中紙Pのサイズが一致しているか判定する。一致している(図25において、「○」である)と判定した場合、シート処理装置100(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作を実施する。
一方、一致していない(図25において、「○」以外である)と判定した場合、ステップS104に移行し、挟み込み判定部54は、中紙PのシートSからのはみ出しが発生しないか判定する。はみ出しが発生しない(図25において、「△」である)と判定した場合、ステップS105に移行し、制御部56は、操作パネル10に警告を表示する。
図27は、操作パネルに表示される警告画面の一例である。操作パネル10は、警告画面を表示し、中紙のサイズが小さく、ラミネートの余白が大きく生じる旨をユーザに報知する。また同時に、このままラミネート処理を行うか否かの確認をユーザに求める。
次いで、ステップS106において、ユーザが操作パネル10上の「ラミネート処理実行」と表示された領域をタッチ(押下)した場合、シート処理装置100(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作を実施する。
一方、ステップS106において、ユーザが操作パネル10上の「キャンセル」と表示された領域をタッチ(押下)した場合、ステップS108に移行し、シート処理装置100(の制御部56)は、シート処理をキャンセルする。
ここで、先のステップS104に戻り、残りの動作について説明する。挟み込み判定部54は、中紙PのシートSからのはみ出しが発生する(図25において、「×」である)と判定した場合、ステップS107に移行し、制御部56は、操作パネル10にエラーを表示する。
図28は、操作パネルに表示されるエラー画面の一例である。操作パネル10は、エラー画面を表示し、中紙Pのサイズが大き過ぎるため、ラミネート加工をキャンセルする旨をユーザに報知するとともに、その確認を求める。ユーザが操作パネル10上の「OK」と表示された領域をタッチ(押下)すると、ステップS108に移行し、シート処理装置100(の制御部56)は、シート処理をキャンセルする。
このように、本実施形態のシート処理装置100は、シートSのサイズ及び中紙Pのサイズを取得し、それらのサイズに応じてシート処理を制御(実施又はキャンセル)する。したがって、サイズに合ったラミネート加工ができる。
(第2実施形態)
先の実施形態は、ユーザが操作パネル10にてシートSのサイズと中紙Pのサイズを入力し、それらサイズをサイズ取得部52が取得するという構成であった。本実施形態では、シート処理装置がそれらサイズを自動で取得する構成とし、ユーザによるサイズ設定操作を省略できるようにする。
図29(a)は本実施形態のシートトレイを上面から見た模式平面図であり、図29(b)はシートトレイにシートが積載された状態を示す模式平面図である。本実施形態のシートトレイ102aは、シートの幅方向(搬送方向に直交する方向)を規制する一対のガイド部材130を備える。
また、シートトレイ102aには、シートSを検出する長さサイズセンサC10、C11、C12が、シートSの搬送方向に一列となって設けられている。図29(b)に示すように、シートトレイ102aに積載するシートSの大きさに応じて、長さサイズセンサC10、C11、C12の検出結果が変わるため、シートSの長さサイズ(搬送方向長さ)を検出できる。
図30は、一対のガイド部材と、シートの幅方向サイズを検出する幅サイズセンサの模式図である。図30に示すように、ガイド部材130の移動方向に、ガイド部材130の位置を検出する幅サイズセンサC13、C14、C15が設けられている。
シートトレイ102aに積載するシートSに合わせて一対のガイド部材130を移動すれば、幅サイズセンサC13、C14、C15の検出結果が変わるため、シートSの幅サイズを検出できる。
図31は、シートサイズの判定に用いるテーブルの一例である。長さサイズセンサC10~12、及び幅サイズセンサC13~15の検出値から、シートトレイ102aに積載されたシートSのサイズを判定できる。
本実施形態では、給紙トレイもシートトレイ102aと同様な構成を有しており、給紙トレイに積載した中紙Pのサイズを判定できる。
これらサイズセンサC10~C15及びガイド部材130などは、シートトレイ102aに設けられたシートサイズ検出手段の一例である。シートサイズ検出手段は、サイズセンサC10~C15の検出値と上記テーブルを用いて、シートSのサイズを判定(検出)する。同様に、給紙トレイに設けられたサイズセンサなどは、媒体サイズ検出手段の一例である。
図32は、第2実施形態に係るシート処理装置の主制御部を示すブロック図である。なお、図32において、図23と同一物には同一符号を付してその詳細な説明は省略する。
図32に示すように、サイズ取得部52aは、入出力用のI/Oポート58を介してシートサイズ検出手段、及び媒体サイズ検出手段と接続され、それぞれのトレイに積載されたシートS及び中紙Pのサイズを取得できる。したがって、ユーザによるサイズ設定操作を省略できる。
図33は、第2実施形態のシート処理動作を説明するフローチャートである。フローチャート及び図22、25、27、28、31を参照しながら説明する。
まず、ステップS201において、長さサイズセンサC10~C12により、シートトレイ102aに積載されたシートSの長さサイズを検出する。次いで、ステップS202において、幅サイズセンサC13~C15により、シートトレイ102aに積載されたシートSの幅サイズを検出する。
そして、ステップS203において、シートサイズ検出手段は、シートトレイ102aに積載されたシートSのサイズを判定する(図31参照)。
続いて、ステップS204において、長さサイズセンサC10~C12により、給紙トレイ103aに積載された中紙Pの長さサイズを検出する。次いで、ステップS205において、幅サイズセンサC13~C15により、給紙トレイ103aに積載された中紙Pの幅サイズを検出する。
そして、ステップS206において、媒体サイズ検出手段は、給紙トレイ103aに積載された中紙Pのサイズを判定する(図31参照)。
なお、画像形成装置から送られる媒体を中紙Pに用いる場合、ステップS204~S206において、画像形成装置が有するその媒体のサイズ情報を用いてもよい。
続いて、ステップS207において、シート処理装置100aの挟み込み判定部54aは、シートSと中紙Pのサイズが一致しているか判定する。一致している(図25において、「○」である)と判定した場合、シート処理装置100a(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作を実施する。
一方、一致していない(図25において、「○」以外である)と判定した場合、ステップS208に移行し、挟み込み判定部54aは、中紙PのシートSからのはみ出しが発生しないか判定する。はみ出しが発生しない(図25において、「△」である)と判定した場合、ステップS209に移行する。
ステップS209において、挟み込み判定部54aは、シートSの長さサイズが、閾値(例えば、中紙Pの長さサイズ+30mm)以上であるか判定する。YESの場合、ステップS211に移行し、制御部56は、操作パネル10に警告を表示する(図27参照)。
一方、ステップS209において、NOの場合、ステップS210に移行し、挟み込み判定部54aは、シートSの幅サイズが、閾値(例えば、中紙Pの幅サイズ+30mm)以上であるか判定する。YESの場合、ステップS211に移行し、制御部56は、操作パネル10に警告を表示する(図27参照)。
ステップS210において、NOの場合、シート処理装置100(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作を実施する。
ステップS211に戻り、そこでの処理について説明する。操作パネル10は、警告画面を表示し、中紙のサイズが小さく、ラミネートの余白が大きく生じる旨をユーザに報知する(図27参照)。また同時に、このままラミネート処理を行うか否かの確認をユーザに求める。
次いで、ステップS212において、ユーザが操作パネル10上の「ラミネート処理実行」と表示された領域をタッチ(押下)した場合、シート処理装置100a(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作を実施する。
一方、ステップS212において、ユーザが操作パネル10上の「キャンセル」と表示された領域をタッチ(押下)した場合、ステップS214に移行し、シート処理装置100a(の制御部56)は、シート処理をキャンセルする。
ここで、先のステップS208に戻り、残りの動作について説明する。挟み込み判定部54aは、中紙PのシートSからのはみ出しが発生する(図25において、「×」である)と判定した場合、ステップS213に移行し、制御部56は、操作パネル10にエラーを表示する(図28参照)。
操作パネル10は、エラー画面を表示し、中紙Pのサイズが大き過ぎるため、ラミネート加工をキャンセルする旨をユーザに報知するとともに、その確認を求める。ユーザが操作パネル10上の「OK」と表示された領域をタッチ(押下)すると、ステップS214に移行し、シート処理装置100a(の制御部56)は、シート処理をキャンセルする。
このように、本実施形態では、シート処理装置100aがシートSのサイズ及び中紙Pのサイズを自動で取得する構成であるため、ユーザによるサイズ設定操作を省略できる。
なお、ステップS209及びステップS210において、閾値はあくまで一例であり、仕様により変更してよい。また、シートSのサイズ及び中紙Pのサイズの判定結果によって閾値を変更するように構成してもよい。
(第3実施形態)
第1、第2実施形態では、一枚のラミネートフィルム(シートS)に、一枚の中紙Pを挟み込む処理について説明した。しかし、シートSのサイズによっては、中紙Pを複数枚挟み込むことも可能である。そこで本実施形態では、シートSと中紙Pのサイズ設定に応じて、一枚から複数枚の中紙Pを挟み込むことができるシート処理装置について説明する。
図34は、第3実施形態に係るシート処理装置の主制御部を示すブロック図である。図34に示すように、シート処理装置100cは、シートSに挟み込む中紙Pの枚数を取得する中紙枚数取得部62を備える。
中紙枚数取得部62は、入出力用のI/Oポート58を介して表示操作手段である操作パネル10cと接続され、ユーザが操作パネル10cを介して入力(設定)したシートSに挟み込む中紙Pの枚数を取得する。
また、本実施形態の挟み込み判定部54cは、サイズ取得部52で取得したシートS及び中紙Pサイズから、シートSに2枚以上の中紙Pを挟み込むことが可能か否かを判定する。
図35は、シートと中紙のサイズに応じて、挟み込み可能な中紙枚数の判定に用いるテーブルの一例である。ラミネートフィルム(シートS)のサイズと中紙のサイズが同じである場合、中紙Pを1枚のみ挟み込むことが可能と判定する。しかし、例えば、ラミネートフィルムのサイズがA3-SEFであり、中紙のサイズがA4-LEFである場合、中紙Pは最大2枚まで挟み込むことが可能と判定する。
本実施形態の操作パネル10cは、上記テーブルを用いて、中紙枚数の設定画面を変更する。
図36は、操作パネルに表示される中紙枚数の設定画面の一例である。ラミネートフィルム(シートS)サイズと、挟み込む中紙サイズが同じである場合、挟み込める中紙Pの枚数は1枚のみである。したがって図36(a)に示すように、「挟み込み枚数」は設定(変更)できないようにグレーアウトされている。
一方、ラミネートフィルム(シートS)サイズと、挟み込む中紙サイズが異なり、かつ、中紙Pを複数枚挟み込める場合、「挟み込み枚数」は設定(変更)できる。図36(b)に示すように、「挟み込み枚数」を2枚に設定している。
続いて、シートSに複数枚の中紙Pを挿入する動作について説明する。シート処理装置100cの一連の動作において、図1~図9までは同じであり、図9以降の動作を図37~図42で説明する。
先の図9において、シート処理装置100cは、シートSの先端(接合部)を出口ローラ対113にて把持(ニップ)した状態とする。続いて、図37に示すように、シート処理装置100cは、入口ローラ対108を回転し、給紙トレイ103(図1参照)から搬送された1枚目の中紙(以下、第1中紙P1と呼ぶ)を出口ローラ対113に向けて正搬送方向(矢印A方向)に搬送する。
続いて、図38に示すように、シート処理装置100cは、出口ローラ対113を回転してシートSと第1中紙P1を合流させ、開口したシートS内に第1中紙P1を挿入する。
次いで、図39に示すように、シート処理装置100cは、出口ローラ対113により、第1中紙P1が挿入されたシートSを正搬送方向(矢印A方向)に搬送し、第1中紙P1が、出口ローラ対113を通過した時点で、搬送を一時停止する。
次に、図40に示すように、シート処理装置100cは、入口ローラ対108を回転し、給紙トレイ103(図1参照)から搬送された2枚目の中紙(以下、第2中紙P2と呼ぶ)を出口ローラ対113に向けて正搬送方向(矢印A方向)に搬送する。
続いて、図41に示すように、シート処理装置100cは、入口ローラ対108を回転してシートSと第2中紙P2を合流させ、開口したシートS内に第2中紙P2を更に挿入する。
そして、図42に示すように、シート処理装置100cは、出口ローラ対113により、第1中紙P1及び第2中紙P2が挿入されたシートSを正搬送方向(矢印A方向)に搬送することで、シートSの2枚のシートを再度重ね、開口を閉じる。そして、中紙Pが挟み込まれたシートSを、出口ローラ対113、又はそれ以降に配置されたローラなど(不図示)により、排紙トレイ104に排出・積載する(図1参照)。
なお、図37~図42では、シートSに中紙Pを2枚挟み込む動作を示したが、中紙が3枚以上であっても、ほぼ同様の動作で挟み込むことができる。
ここで、図9、及び図37~図42で示したように、シートSに中紙Pを2枚以上挟み込む一連の動作を複数挟み込み処理と呼ぶ。これに対し、先の図9~図12で示した、シートSに中紙Pを1枚挟み込む一連の動作を単数挟み込み処理と呼ぶ。
そして本実施形態のシート処理装置100cは、シートSと中紙Pのサイズ設定に応じて、単数挟み込み処理と、複数挟み込み処理とを切り替えて実施することができる。したがって、よりバリエーションに富んだラミネート加工を自動的に行うことができる。
図43は、第3実施形態のシート処理動作を説明するフローチャートである。フローチャート及び図を参照しながら説明する。
まず、ステップS301において、シート処理装置100cのサイズ取得部52は、シートSのサイズを取得し、次いでステップS302において、中紙Pのサイズを取得する。すなわち、先の図36に示したように、サイズ取得部52は、ユーザが操作パネル10cで入力したラミネートフィルムサイズ設定値と中紙サイズ設定値を取得する。
続いて、ステップS303において、操作パネル10cは、挟み込み可能な中紙枚数の判定を行い(図35参照)、中紙Pの挟み込み可能な枚数を操作パネル10cに選択可能に表示する(図36参照)。
次いで、ステップS304において、シート処理装置100cの中紙枚数取得部62は、中紙Pの挟み込み枚数設定値を取得する。
続いて、ステップS305において、シート処理装置100cの挟み込み判定部54cは、シートSと中紙Pのサイズが一致しているか判定する。一致している(図25において、「○」である)と判定した場合、ステップS313に移行し、制御部56は、シート処理として、先の図22のフローチャートで示した一連の動作(単数挟み込み処理)を実施する。
一方、一致していないと判定した場合、ステップS306に移行し、挟み込み判定部54cは、中紙PのシートSからのはみ出しが発生しないか判定する。はみ出しが発生しないと判定した場合、ステップS307に移行する。
ステップS307において、挟み込み判定部54cは、複数枚の中紙Pを挟み込めるか判定する(図35参照)。YESの場合、ステップS308に移行し、挟み込み判定部54cは、設定された中紙Pの挟み込み枚数設定値を参照し、その挟み込み枚数が複数枚か否か判定する。
ステップS308において、中紙Pの挟み込み枚数が複数枚である場合、ステップS314に移行し、シート処理装置100c(の制御部56)は、シート処理として、先の図9、及び図37~図42で示した一連の動作(複数挟み込み処理)を実施する。
ここで、S307において、挟み込み判定部54cが、複数枚の中紙Pを挟み込めないと判定した場合、又は、ステップS308において、中紙Pの挟み込み枚数設定値が1枚であった場合、それぞれステップS309に移行する。
ステップS309において、制御部56は、操作パネル10cに警告を表示する。操作パネル10cは、警告画面を表示し、中紙のサイズが小さく、ラミネートの余白が大きく生じる旨をユーザに報知する(図27参照)。また同時に、このままラミネート処理を行うか否かの確認をユーザに求める。
次いで、ステップS310において、ユーザが操作パネル10c上の「ラミネート処理実行」と表示された領域をタッチ(押下)した場合、シート処理装置100c(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作(単数挟み込み処理)を実施する。
一方、ステップS310において、ユーザが操作パネル10c上の「キャンセル」と表示された領域をタッチ(押下)した場合、ステップS312に移行し、シート処理装置100c(の制御部56)は、シート処理をキャンセルする。
ここで、先のステップS306に戻り、残りの動作について説明する。挟み込み判定部54cは、中紙PのシートSからのはみ出しが発生すると判定した場合、ステップS311に移行し、制御部56は、操作パネル10cにエラーを表示する(図28参照)。
そして、ラミネート加工をキャンセルする旨をユーザに報知するとともに、その確認を求める。ユーザが操作パネル10c上の「OK」と表示された領域をタッチ(押下)すると、ステップS312に移行し、シート処理装置100c(の制御部56)は、シート処理をキャンセルする。
このように、本実施形態では、シートSと中紙Pのサイズ設定に応じて、一枚から複数枚の中紙PをシートS挟み込むことができる。
(第4実施形態)
上記第1~第3実施形態のシート処理装置は、シートSや中紙Pのサイズ(及び、中紙Pの枚数)を取得し、シート処理を開始した後に、ラミネート処理の可否を判断する構成であった。
本実施形態では、シートSや中紙Pのサイズ、及び、向きや中紙Pの挿入枚数を順次設定させるUI(ユーザインターフェイス)を操作パネルに表示し、ユーザの意図通りにラミネート処理できるシート処理装置について説明する。
図44は、第4実施形態に係るシート処理装置の主制御部を示すブロック図である。なお、図44において、図23と同一物には同一符号を付してその詳細な説明は省略する。
図44に示すように、表示操作手段である操作パネル10dは、入出力用のI/Oポート58を介してシート処理を制御する制御部56dに接続されている。制御部56dは、操作パネル10dからの指示に基づいて、シート処理を制御する。
図45は、第4実施形態のシート処理動作を説明するフローチャートである。フローチャート及び図を参照しながら説明する。
まず、ステップS401において、シート処理装置100dの操作パネル10dは、図46のような画面を表示し、ユーザにラミネートフィルム(シートS)のサイズを選択・設定させる。次いで、ステップS402において、操作パネル10dは、図47のような画面を表示し、ユーザにラミネートフィルムの向きを選択・設定させる。
ここで向きには、(a)ラミネートフィルムの長辺が結合している状態と、(b)ラミネートフィルムの短辺が結合している状態の2種類がある。(a)ラミネートフィルムの長辺が結合している状態では、長辺が搬送方向に対して垂直に位置し、「縦送り」となる。一方、(b)ラミネートフィルムの短辺が結合している状態では、短辺が搬送方向に対して垂直に位置し、「横送り」となる。
次いでステップS403に移行し、操作パネル10dは、挿入可能な中紙サイズを判定する。すなわち、ラミネートフィルム(シートS)のサイズ及び向き(送り方向)が定まると、ラミネート処理の判定に用いるテーブル(図25参照)から、中紙として挿入可能なサイズが定まる。
次に、ステップS404において、操作パネル10dは、図48のように挿入可能な中紙のサイズをパネルに表示し、ユーザに中紙Pのサイズを選択・設定させる。
続いて、ステップS405において、操作パネル10dは、中紙の挟み込む向きを指定可能か判定する。例えば、A3用のラミネートフィルムにA4の中紙を挿入する場合、A4の中紙は縦方向でも横方向でも挿入可能である。しかし、A3の中紙はラミネートフィルムと同じ向きでしか挿入できない。これは、ラミネートフィルム(シートS)のサイズ及び向きと、中紙のサイズにて定まり、挟み込み可能な中紙枚数の判定に用いるテーブル(図35参照)を用いて判定できる。
そして、操作パネル10dが指定可能(YES)であると判定した場合、ステップS406に移行する。
次いで、ステップS406において、操作パネル10dは、図49のように中紙の挿入方向の選択画面をパネルに表示し、ユーザに中紙Pの挿入方向を選択・設定させる。
続いて、ステップS407において、操作パネル10dは、ラミネートフィルム(シートS)に中紙を複数枚挿入可能か判定する。これも、図35で示したテーブルを用いて判定できる。ここで、操作パネル10dが複数枚挿入可能(YES)であると判定した場合、ステップS408に移行する。
ステップS408において、操作パネル10dは、図50のように中紙の挿入枚数の選択画面をパネルに表示し、ユーザに中紙Pの挿入枚数を選択・設定させる。
次いで、ステップS409において、操作パネル10dは、制御部56にシート処理の指示を送る。中紙Pの挟み込み枚数が複数枚である場合、ステップS410に移行し、シート処理装置100d(の制御部56)は、シート処理として、先の図9、及び図37~図42で示した一連の動作(複数挟み込み処理)を実施する。
一方、中紙Pの挟み込み枚数が一枚である場合、ステップS411に移行し、シート処理装置100c(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作(単数挟み込み処理)を実施する。
ここで、先のステップS405に戻り、残りの動作について説明する。操作パネル10dが、中紙の挟み込む向きを指定できないと判定した場合、ステップS411に移行し、シート処理装置100c(の制御部56)は、シート処理として、先の図22のフローチャートで示した一連の動作(単数挟み込み処理)を実施する。
また、先のステップS407において、操作パネル10dは、ラミネートフィルム(シートS)に中紙を複数枚挿入しないと判定した場合も、ステップS411に移行し、先の図22のフローチャートで示した一連の動作(単数挟み込み処理)を実施する。
このように本実施形態では、ユーザが、操作パネル10dに表示される画面表示にしたがって、所望の設定を選択・設定することができる。したがって、ユーザの設定ミスを防止しながら、中紙の複数枚挿入が可能であること提示できる。
以上、実施形態を用いて本発明を詳細に説明した。この実施形態は一例であり、要旨を逸脱しない範囲内で種々変更して使用できる。例えば、実施形態と変形例をそれぞれ組み合わせてもよい。