JP7679323B2 - レーザ加工装置およびチップ転写装置 - Google Patents
レーザ加工装置およびチップ転写装置 Download PDFInfo
- Publication number
- JP7679323B2 JP7679323B2 JP2022017647A JP2022017647A JP7679323B2 JP 7679323 B2 JP7679323 B2 JP 7679323B2 JP 2022017647 A JP2022017647 A JP 2022017647A JP 2022017647 A JP2022017647 A JP 2022017647A JP 7679323 B2 JP7679323 B2 JP 7679323B2
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- laser
- time
- attenuator
- emitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Laser Beam Processing (AREA)
- Die Bonding (AREA)
Description
一方、プロセスマージンが狭いレーザ加工については、所望の加工結果が得るためにビーム強度が安定してから加工を開始するという手法も考えられるが、ビーム強度が安定する迄レーザビームを遮光する必要性があったり、ビーム強度が安定するまで加工を開始できないという課題があった。
レーザビームを照射して被加工物を加工するレーザ加工装置であって、
レーザビームを出射するレーザ発振器と、
レーザビームの光路中に配置されて、当該レーザビームの透過率を調節する減衰器と、
減衰器を制御して透過率を調節する制御部とを備え、
制御部は、
レーザ発振器から出射されたレーザビームのビーム強度が一定レベルを超える範囲に対して選択的に、減衰器を制御して当該減衰器から出射されるレーザビームのビーム強度を下げることを特徴とする。
なお、以下の説明では、直交座標系の3軸をX、Y、Zとし、水平方向をX方向、Y方向と表現し、XY平面に垂直な方向(つまり、重力方向)をZ方向と表現する。また、Z方向は、重力に逆らう方向を上、重力がはたらく方向を下と表現する。また、Z方向を中心軸として回転する方向をθ方向と呼ぶ。また、X方向を横、Y方向を縦、XY方向を縦横と表現することがある。
具体的には、チップ転写装置1は、レーザ発振器2、減衰器3、基板保持部4、移動部5、補正データ登録部6、加工パターン登録部8、制御部9等を備えている。
なお本発明において、レーザ発振器2から出射されたレーザビームL1と、減衰器3から出射されたレーザビームL2とは、互いに区別して呼ぶこともあるし、総じてレーザビームLと呼ぶこともある。
具体的には、レーザ発振器2は、制御部9から出力されるトリガ信号を受けて、パルス状のレーザビームL1を出射する構成をしている。
より具体的には、レーザ発振器2として、YAGレーザ(基本波長1064nm)の第二高調波をレーザビームL1として出射するグリーンレーザ(波長532nm)が例示できる。
具体的には、減衰器3は、レーザ発振器2から出射されたレーザビームL1のビーム強度Iを減衰させて出射するものである。そして、減衰器3から出射されたレーザビームL2が、ミラーM等を経由してチップ部品Cに照射されて転写加工が行われる。
より具体的には、減衰器3は、音響光学素子31が例示できる。
具体的には、音響光学素子31は、レーザビームL1が直進して出射する0次光と、当該0次光とは異なる方向に回折して出射するn次光(つまり、1次光や2次光等)に分岐しつつ、当該0次光および当該n次光の強度比率(ひいては、レーザビームLの透過率Q)を調節するものである。つまり、入射するレーザビームL1の一部がn次光として分岐され、残りのビーム強度が調節された0次光が、ビーム強度を選択的に下げたレーザビームL2として出射されて、チップ部品Cに照射される。なお、音響光学素子31は、制御部9から出力されたRF信号の電圧Vrfに応じて、レーザビームLの透過率Qが調節される。また、レーザ加工に不要なn次光は、不図示の消光器等によりエネルギーを吸収させる。
より具体的には、移動部5は、X軸アクチュエータ5x、Y軸アクチュエータ5y、θ軸アクチュエータ5θ等を備えている。
補正データKは、減衰器3の透過率Qを経時的に変化させて、チップ部品Cに照射されるレーザビームLのビーム強度Iが一定レベルを超えないようにするためのものである。
具体的には、補正データKは、レーザビームLの照射直後(つまり、トリガ信号Vtの入力直後)からの経過時間tに対する特性値の変化が紐付けられたものである。
より具体的には、補正データKは、減衰器3である音響光学素子31に印加するRF信号の電圧Vrfの時系列データとして定義することができ、印加すべきRF信号の電圧値が時間tにより変化する関数(例えば、式:Vrf=f(t)等で表される)や、時間tと印加すべきRF信号の電圧Vrfとが紐付けられたルックアップテーブルなどが例示できる。
具体的には、レーザ発振器2から出射されるレーザビームL1について、透過率を調整する前の経時的なビーム強度Iの変化特性(いわゆる、パワー特性)を予め把握しておく。
より具体的には、レーザ発振器2に所定の繰り返し周波数でパルス状のトリガ信号を連続的に出力し、高速応答性の良い測定器を用いて、レーザビームL1を出射した直後から所定時間経過するまでビーム強度Iを逐次測定し記録しておく。
以下に、チップ転写中のレーザビームLのビーム強度Iの調節について詳細を述べる。
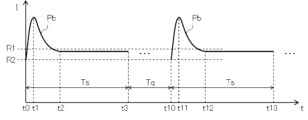
また、時刻t3でトリガ信号の入力を中断(つまり、トリガ信号をOFF)した後、休止時間Tqが経過する時刻t10で再びトリガ信号が入力され、照射時間Tsが経過する時刻t13でトリガ信号をOFFにする。
このとき、レーザビームL1のビーム強度Iは、時刻t0から時刻t1まで急増し、時刻t1から時刻t2まで弱まり、時刻t2以降は安定化する。そして、時刻t3から時刻t10まで休止時間Tqが経過した後、レーザビームL1の照射を再開すると、ビーム強度Iは、時刻t10から時刻t11まで急増し、時刻t11から時刻t12まで弱まり、時刻t12以降は安定化する。以下同様の現象が続く。なお、このようなビーム強度Iの経時的な変化(つまり、パワー特性Pb)は、レーザ発振器2の個体ならびにトリガ信号Vtの繰り返し周波数等の加工条件に依存し、再現性を伴う。
なお、チップ転写に適したビーム強度の上限値R1および下限値R2は、チップ部品Cの転写状態等に基づいて予め把握しておく。そして、レーザビームL1のビーム強度Iが一定レベル(つまり、上限値R1)を超えるタイミング(つまり、時刻t0から時刻taまでの時間Ta)と、再び上限値R1を下回るタイミング(つまり、時刻t0から時刻tbまでの時間Tc)とを、調整前のパワー特性Pbに基づいて把握しておく。
図3(b)は、レーザ発振器2に入力されるトリガ信号Vtの様子を示す図である。図3(b)には、トリガ信号Vtの電圧を縦軸に示されている。なお、トリガ信号Vtは、時刻t0以降、所定の繰り返し周波数で入力され、トリガ信号Vtの入力に応じてレーザビームL1が逐次出射される。
図3(c)には、減衰器3である音響光学素子31に印加するRF信号の電圧Vrfと、音響光学素子31の透過率Qとを縦軸に示し、電圧Vrfと透過率Qの経時的な変化の様子が図示されている。
つまり、トリガ信号Vtの入力直後の時刻t0から時間Taを経過するまで、減衰器3の透過率Qは、最も高い状態にある。そして、時間Taを経過してから時間Tbを経過するまで、透過率Qは逐次下げられる。そして、時間Tbを経過してから時間Tcを経過するまで、透過率Qは徐々に上げられる。そして、時間Tcを経過した後、透過率Qは再び最も高い状態となる。
つまり、音響光学素子31に印加するRF信号の電圧Vrfを逐次変更することで、減衰器3の透過率Qが逐次変更され、出射されるレーザビームL2のビーム強度Iを選択的に下げることができる。
そのため、図3(a)に示す様なパワー特性Pcで、レーザビームL2をチップ部品Cに照射することができる。
具体的には、加工パターン情報Jは、加工レシピとも呼ばれ、ドナー基板Wdに保持されているチップ転写Cの配置場所(座標やピッチ)、レーザビームLを照射する順序や移動速度(いわゆる、加工ルートや加工速度)、レーザ発振器2に出力するトリガ信号Vtの繰り返し周波数等が登録されている。
また、加工パターン情報Jには、補正データKが紐付けて登録されている。そのため、トリガ信号Vtの出力パターンに適した補正データKを設定することができる。
さらに、制御部9は、レーザ発振器2から出射されたレーザビームL1のビーム強度Iが一定レベルを超える範囲(つまり、時間的な区間)に対して選択的に、減衰器3を制御して当該減衰器3から出射されるレーザビームL2のビーム強度を下げるものである。
具体的には、制御部9は、下記の機能を有している。
・レーザ発振器2に対してレーザビームLをパルス状に照射するためのトリガ信号を送信する。
・音響光学素子31に出力するRF信号の電圧Vrfを調節して(つまり、減衰器3を制御して)、レーザビームLが出射された直後から所定時間経過するまで、レーザビームLの透過率Qを調節する。
・ターゲット基板Wtに対してドナー基板Wdの位置ずれや角度ずれを補正(つまり、アライメント)する。
・X軸アクチュエータ5x、Y軸アクチュエータ5y、θ軸アクチュエータ5θ等の現在位置情報を把握しながら、X軸アクチュエータ5xやY軸アクチュエータ5yの位置や移動速度、θ軸アクチュエータ5θの角度等を制御する(つまり、基板Wd,WtとレーザビームL2とを相対移動させる)。
・加工パターン登録部8に登録された加工パターン情報Jに基づいて、ドナー基板Wd上に分布したチップ部品CにレーザビームB2を逐次照射し、チップ部品Cをドナー基板Wdからターゲット基板Wtに転写(つまり、レーザ加工の一態様)を行う。このとき、補正データKに基づいて、トリガ信号Vtの出力タイミング(つまり、レーザ照射直後からの経過時間t)に応じてRF信号の電圧Vrfを逐次制御する(すなわち、減衰器3の透過率Qを逐次調節する)。
図4は、本発明を具現化する形態の一例におけるフロー図である。図4には、本発明に係るチップ転写装置1を用いて、チップ部品CにレーザビームLを照射し、チップ部品Cをドナー基板Wd側からターゲット基板Wt側に転写(つまり、レーザ加工の一類型)を行うフローが示されている。
具体的には、ドナー基板Wdに保持されているチップ転写Cの配置場所(座標やピッチ)、レーザビームL2を照射する順序や移動速度(いわゆる、加工ルートや加工速度)、レーザ発振器2に出力するトリガ信号の繰り返し周波数等を決定し、加工パターン情報Jとして加工パターン登録部8に登録する。
一方、加工パターン情報Jが既存の加工条件であれば、補正データKを読み出す(ステップs14)。
その後、ドナー基板Wdを基板保持部4にて保持する(ステップs21)。
そして、これら基板Wt,Wdが所定ギャップを隔てて対向配置しつつ、XYθ方向のアライメントを行う(ステップs22)。
次の列を転写する場合は、上述のステップs23~s24を繰り返し、次の列が無ければ、ドナー基板Wdを払い出す(ステップs25)。
一方、チップ転写が終了していれば、ターゲット基板Wtを払い出し(ステップs27)、一連のフローを終了する。
そのため、レーザ発振器2からレーザビームLを出射した直後から加工に適したビーム強度Iで加工ができるので、ビーム強度Iが安定するのを待つことなく、速やかに加工を開始できる。特に本発明は、チップ転写などのプロセスマージンが狭いレーザ加工を迅速に行いたい場合に好適である。
[補正データについて]
なお上述では、チップ転写装置1が補正データ登録部8を備え、制御部9が前記補正データKに基づいて減衰器3から出射されるレーザビームL2のビーム強度を下げる構成を示した。
しかし、本発明を具現化する上で、チップ転写装置1は、補正データKを補正データ登録部6に備える構成には限定されない。例えば、別の装置等を用いて(いわゆる、オフライン処理で)加工条件を生成し、その加工条件に従って音響光学素子31に印加するRF信号の電圧Vrfを制御し、減衰器3の透過率Qを調節する構成としても良い。この場合でも、減衰器3から出射されるレーザビームL2のビーム強度Iは選択的に下げられた状態になるので、プロセスマージンが狭いレーザ加工であっても、レーザビームを出射した直後から安定したビーム強度で加工ができる。
なお上述では、補正データKが、レーザビームLが出射された直後から所定時間Tc経過するまでの、レーザビームLをパルス状に連続的に出力した時間に対応している構成を例示した。
このような構成であれば、レーザ発振器2を励起状態で待機させておいても、トリガ信号Vtの入力直後から所定時間Tc経過するまで(つまり、チップ転写に適したビーム強度の上限値R1を超える期間に対して)、ビーム強度Iを選択的に下げることができるので、好ましい。また、休止時間Tqが長い場合や、休止時間Tqが短くてもレーザビームL1の照射を再開するときのパワー特性が同等の場合にも、このような構成とすることができる。
一方、休止時間Tqが短い場合や、休止時間Tqがやや長くてもレーザビームL1の照射を再開するときのパワー特性が同等と見なせず、チップ転写に適したビーム強度の上限値R1を超えてしまう場合には、補正データKは、レーザビームLが出射された直後から所定時間経過するまでの、レーザビームLをパルス状に連続的に出力した時間Tsおよび出力を休止した時間Tqに対応した構成としても良い。
図5(b)には、レーザ発振器2に入力されるトリガ信号Vtの様子が図示されている。
図5(c)には、減衰器3である音響光学素子31に印加するRF信号の電圧Vrfと、音響光学素子31の透過率Qとを縦軸に示し、電圧Vrfと透過率Qの経時的な変化の様子が図示されている。
レーザビームL1のビーム強度Iが、この様なパワー特性Pbであることを把握した後、上述と同様にして補正データKを定義し、補正データ登録部6に登録しておく。
具体的には、補正データKは、レーザビームLの出力パターン(ビーム強度Iの経時的な変化(つまり、調整前のパワー特性Pb)を測定した後、時刻t0から時刻t26までの照射時間Tsと休止時間Tqに対応させて、ビーム強度Iが一定レベル(つまり、上限値R1)を超える期間、ビーム強度Iを選択的に下げるように、減衰器3に印加するRF信号の電圧Vrf(すなわち、減衰器3の透過率Q)を定義しておく。
より具体的には、レーザビームL1が照射された直後から時間Taが経過した時刻t21以降、ビーム強度Iが上限値R1を超えるので、ビーム強度Iの増加及び減少に合わせて、減衰器3に印加するRF信号の電圧Vrf(すなわち、減衰器3の透過率Q)を設定する。そうすることで、図5(a)に示す様なパワー特性Pcで、レーザビームL2をチップ部品Cに照射することができる。
また、補正データKとして、印加すべきRF信号の電圧値が時間tにより変化する関数として定義する場合、照射時間Tsや休止時間Tqの経過時間に応じて電圧値Vrfが定まるような式としても良い。
なお上述では、補正データKの一例として、減衰器3から出射されるレーザビームL2のビーム強度Iが、チップ転写に適したビーム強度の上限値R1より少し低い値で維持させる構成を例示した。この様な構成であれば、
レーザのエネルギーロスを少ないため、トリガ信号の繰り返し周波数を高く設定して、加工速度を速くすることができる。
しかし、補正データKは、この様な構成に限定されず、チップ転写に適したビーム強度の上限値R1と下限値R2の中央値を維持させるような構成であっても良いし、下限値R2より少し高い値で維持させる構成であっても良い。
なお上述では、減衰器2の具体的な構成として、音響光学素子を例示した。
本発明を具現化する上で、レーザビームLのビーム強度Iを選択的に下げる手段として応答速度の速い音響光学素子を用いれば、短時間でビーム強度Iが変化する場合でも、ビーム強度Iの調整が容易にできるため好ましい。
しかし、ビーム強度Iの変化に追従できれば、光学ウェッジやフィルター等の光学素子を配置し、この光学素子の角度や位置を調節することで通過するレーザビームの透過率を変更できるアッテネータなどを減衰器2として用いても良い。
なお上述では、チップ転写装置1として、所定ピッチで保持された複数のチップ部品Cに直接またはドナー基板Wdを通過させてレーザビームLを逐次照射することで当該複数のチップ部品Cを1チップずつターゲット基板Wtに転写する構成を例示した。
しかし、本発明を具現化する上で、1チップずつ転写する構成に限定されず、複数のチップに向けて分岐したレーザビームLまたは複数のチップが含まれる範囲のレーザビームLをトリガ信号Vtに応じて逐次照射することで、複数のチップをひとまとめで転写させる構成であっても良い。
なお上述では、本発明の具体的な適用例としてチップ転写装置1を示した。しかし本発明は、チップ転写装置に限らず、露光やマーキング、トリミング等において、プロセスマージンが狭い被加工物を加工するレーザ加工装置に適用することができる。この場合、レーザビームを出射した直後から安定したビーム強度で加工ができるので好ましい。
2 レーザ発振器
3 減衰器
4 基板保持部
5 移動部
6 補正データ登録部
8 加工パターン登録部
9 制御部
31 音響光学素子
W 被加工物
Wd ドナー基板
Wt ターゲット基板
C チップ部品
L レーザビーム
L1 レーザ発振器から出射したレーザビーム
L2 減衰器を通過したレーザビーム
I ビーム強度
J 加工パターン情報
K 補正データ
t0~t3,t10~t13 時刻
Ts 照射時間
Tq 休止時間
Vt トリガ信号
Vrf RF信号の電圧
Q 透過率
R1 上限値
R2 下限値
Pb 調整前のパワー特性
Pc 調整後のパワー特性
Claims (6)
- レーザビームを照射して被加工物を加工するレーザ加工装置であって、
前記レーザビームを出射するレーザ発振器と、
前記レーザビームの光路中に配置されて、当該レーザビームの透過率を調節する減衰器と、
前記減衰器を制御して前記透過率を調節する制御部とを備え、
制御部は、
前記レーザ発振器から出射された前記レーザビームのビーム強度が一定レベルを超える範囲に対して、前記減衰器を制御して当該減衰器から出射されるレーザビームのビーム強度を選択的に下げることを特徴とする、レーザ加工装置。 - 前記レーザビームのビーム強度が一定レベルを超える範囲に対して、当該レーザビームの経時的な強度変化を補正する補正データを登録する補正データ登録部を備え、
前記制御部は、前記補正データに基づいて前記減衰器から出射される前記レーザビームのビーム強度を下げる
ことを特徴とする、請求項1に記載のレーザ加工装置。 - 前記補正データが、前記レーザビームが出射された直後から所定時間経過するまでの、当該レーザビームをパルス状に連続的に出力した時間に対応している
ことを特徴とする、請求項2に記載のレーザ加工装置。 - 前記補正データが、前記レーザビームが出射された直後から所定時間経過するまでの、当該レーザビームをパルス状に連続的に出力した時間および当該出力を休止した時間に対応している
ことを特徴とする、請求項2に記載のレーザ加工装置。 - 前記減衰器が、音響光学素子である
ことを特徴とする、請求項1~4のいずれかに記載のレーザ加工装置。 - 前記被加工物が、転写対象となるターゲット基板に対して所定ギャップを隔てて配向配置されたドナー基板の表面上に所定ピッチで保持された複数のチップ部品であり、
前記レーザ加工装置が、前記所定ピッチで保持された複数のチップ部品に直接または前記ドナー基板を通過させて前記レーザビームを逐次照射することで当該複数のチップ部品を1チップずつ前記ターゲット基板に転写する
ことを特徴とする、請求項1~5のいずれかに記載のチップ転写装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022017647A JP7679323B2 (ja) | 2022-02-08 | 2022-02-08 | レーザ加工装置およびチップ転写装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022017647A JP7679323B2 (ja) | 2022-02-08 | 2022-02-08 | レーザ加工装置およびチップ転写装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023115439A JP2023115439A (ja) | 2023-08-21 |
| JP7679323B2 true JP7679323B2 (ja) | 2025-05-19 |
Family
ID=87576385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022017647A Active JP7679323B2 (ja) | 2022-02-08 | 2022-02-08 | レーザ加工装置およびチップ転写装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7679323B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005161329A (ja) | 2003-11-28 | 2005-06-23 | Sumitomo Heavy Ind Ltd | レーザ加工装置の出力調整方法及び装置 |
| JP2017119389A (ja) | 2015-12-28 | 2017-07-06 | デュプロ精工株式会社 | レーザ加工装置 |
| JP2017159319A (ja) | 2016-03-09 | 2017-09-14 | 住友重機械工業株式会社 | レーザ加工装置 |
| JP2021118284A (ja) | 2020-01-28 | 2021-08-10 | 東レエンジニアリング株式会社 | チップ転写装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0395184U (ja) * | 1990-01-11 | 1991-09-27 |
-
2022
- 2022-02-08 JP JP2022017647A patent/JP7679323B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005161329A (ja) | 2003-11-28 | 2005-06-23 | Sumitomo Heavy Ind Ltd | レーザ加工装置の出力調整方法及び装置 |
| JP2017119389A (ja) | 2015-12-28 | 2017-07-06 | デュプロ精工株式会社 | レーザ加工装置 |
| JP2017159319A (ja) | 2016-03-09 | 2017-09-14 | 住友重機械工業株式会社 | レーザ加工装置 |
| JP2021118284A (ja) | 2020-01-28 | 2021-08-10 | 東レエンジニアリング株式会社 | チップ転写装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023115439A (ja) | 2023-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7776550B2 (ja) | レーザ加工装置、これを動作させる方法、及びこれを用いてワークピースを加工する方法 | |
| JP6147325B2 (ja) | レーザ加工のための方法および装置 | |
| KR20210082350A (ko) | 레이저 리플로 장치, 및, 레이저 리플로 방법 | |
| KR102192600B1 (ko) | 마킹 장치 및 패턴 생성 장치 | |
| WO2000053365A1 (en) | Laser machining apparatus | |
| TWI822986B (zh) | 雷射加工裝置及方法、晶片轉移裝置及方法 | |
| CN111992893A (zh) | 激光加工装置 | |
| CN120940872A (zh) | 一种超薄半固化片单发激光成孔系统 | |
| JP2021118284A (ja) | チップ転写装置 | |
| JP7679323B2 (ja) | レーザ加工装置およびチップ転写装置 | |
| JP2006007257A (ja) | レーザ加工装置 | |
| JP2004358507A (ja) | レーザ加工装置とレーザ加工方法 | |
| JP4801634B2 (ja) | レーザ加工装置、及び、レーザ加工方法 | |
| KR101928922B1 (ko) | 어닐링 장치 및 어닐링 방법 | |
| US7767550B2 (en) | Wafer laser processing method and laser processing equipment | |
| JP4698092B2 (ja) | ガルバノスキャナ装置及びその制御方法 | |
| JP2021169102A (ja) | レーザリフトオフ装置及びレーザリフトオフ方法 | |
| JPH106049A (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP2021097081A (ja) | 光照射制御装置及び光照射制御方法 | |
| JP2024172867A (ja) | レーザ強度調節方法 | |
| JPH06152036A (ja) | レーザー処理装置および処理方法 | |
| JP3950869B2 (ja) | レーザ照射装置及びレーザ照射方法 | |
| JP2023099360A (ja) | マスク処理装置及び基板処理装置 | |
| WO2023248805A1 (ja) | 保持層一部除去方法、及び保持層一部除去装置 | |
| CN117359088A (zh) | 激光加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20241001 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250416 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250417 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250507 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7679323 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |