JP7700367B2 - マスク受け渡し装置及びこれを備えたマスク搬送システム - Google Patents
マスク受け渡し装置及びこれを備えたマスク搬送システム Download PDFInfo
- Publication number
- JP7700367B2 JP7700367B2 JP2024510771A JP2024510771A JP7700367B2 JP 7700367 B2 JP7700367 B2 JP 7700367B2 JP 2024510771 A JP2024510771 A JP 2024510771A JP 2024510771 A JP2024510771 A JP 2024510771A JP 7700367 B2 JP7700367 B2 JP 7700367B2
- Authority
- JP
- Japan
- Prior art keywords
- mask
- storage
- transport
- guide
- robot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/08—Machines
- B41F15/0881—Machines for printing on polyhedral articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/08—Machines
- B41F15/12—Machines with auxiliary equipment, e.g. for drying printed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/34—Screens, Frames; Holders therefor
- B41F15/36—Screens, Frames; Holders therefor flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/02—Arrangements of indicating devices, e.g. counters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/16—Programming systems for automatic control of sequence of operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0027—Devices for scanning originals, printing formes or the like for determining or presetting the ink supply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F35/00—Cleaning arrangements or devices
- B41F35/003—Cleaning arrangements or devices for screen printers or parts thereof
- B41F35/005—Cleaning arrangements or devices for screen printers or parts thereof for flat screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/30—Detecting the correct position of printing plates on the cylinder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/50—Devices for storing printing plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/60—Devices for transferring printing plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/60—Devices for transferring printing plates
- B41P2227/62—Devices for introducing printing plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2227/00—Mounting or handling printing plates; Forming printing surfaces in situ
- B41P2227/60—Devices for transferring printing plates
- B41P2227/63—Devices for removing printing plates
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
- H05K3/1216—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns by screen printing or stencil printing
- H05K3/1225—Screens or stencils; Holders therefor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3465—Application of solder
- H05K3/3485—Application of solder paste, slurry or powder
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Warehouses Or Storage Devices (AREA)
Description
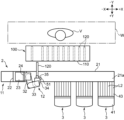
図1及び図2は、本発明の一実施形態に係るマスク搬送システム1を示す斜視図及び平面図である。本図に示されるマスク搬送システム1は、図外のクリーム半田印刷機(以下、単に印刷機という)において使用されるマスク120を搬送するシステムである。印刷機は、電子部品が実装される基板に予めペースト状の半田であるクリーム半田(以下、単に半田という)を印刷により塗布する装置である。また、当該印刷機において用いられるマスク120は、所定の印刷パターンに対応したマスク開口を有するシート状の治具である。すなわち、印刷機では、基板の表面にマスク120が重装されるとともに、当該マスク120の上から半田が供給されて拡張されることにより、前記マスク開口を介して半田が基板上に印刷される。本実施形態では、このような用途のマスク120を搬送するためにマスク搬送システム1が用いられる。
図7は、本実施形態のマスク搬送システム1の制御系統を示すブロック図である。本図に示すように、マスク受け渡し装置2は、移動機構11及び多関節ロボット12の動作を制御するロボットコントローラC1を備える。また、マスク搬送システム1は、AGV3の動作を制御する搬送コントローラC2を備える。ロボットコントローラC1は、本発明における「ロボット制御部」に相当し、搬送コントローラC2は、本発明における「搬送制御部」に相当する。
以上のような構成のマスク搬送システム1は、マスク120を収容する収容棚100(図1)と、当該マスク120を用いて半田の印刷を行う印刷機と、を含む複数の地点間でマスク120を搬送するために運用される。また、このマスク120の搬送の一環として、収容棚100とAGV3との間でマスク120を移載する制御が行われる。例えば、マスク受け渡し装置2を用いて、収容棚100からマスク120を取り出してAGV3に移す制御、あるいは、AGV3からマスク120を取り出して収容棚100に移す制御が行われる。図8は、このような収容棚100とAGV3との間のマスク120の移載制御の一例を示すフローチャートである。具体的に、図8には、収容棚100からAGV3にマスク120を移載する場合にロボットコントローラC1及び搬送コントローラC2が行う制御の手順が示される。AGV3から収容棚100にマスク120を移載する場合の制御については、基本的に移載元と移載先が入れ替わるだけなので、ここではその説明を省略する。
以上説明したとおり、本実施形態では、収容棚100の前側(+Y側)に配置された直交ロボットからなる移動機構11に多関節ロボット12が支持されるとともに、当該多関節ロボット12を用いて収容棚100とAGV3との間でマスク120が移載される。このような構成によれば、収容棚100とAGV3との間でマスク120を効率的に移載できるという利点がある。
前記実施形態では、マスク120を受け取りに来たAGV3を、直交ロボットからなる移動機構11のベース21の先端部21aと軸方向に隣接する領域で待機させたが、AGV3の待機場所はこれに限られない。例えば図11に示すように、ベース21の+Y側(収容棚100の反対側)の側方領域にAGV3を待機させてもよい。言い換えると、図11の変形例では、床面上におけるベース21の一方側の領域に収容棚100が配置されるとともに、床面上におけるベース21の他方側の領域でAGV3が待機する。このようにすれば、複数のAGV3を同時に待機させることができ、AGV3の渋滞を回避することができる。
前記実施形態及びその変形例には、以下の発明が含まれる。
2 マスク受け渡し装置
3 AGV(搬送体)
11 移動機構
12 多関節ロボット
21 ベース(ガイド)
23 タワー(移動体)
43 マスク搭載部
45 ロック機構
51 第1カメラ
52 第2カメラ
100 収容棚(収容部)
120 マスク
C1 ロボットコントローラ(ロボット制御部)
C2 搬送コントローラ(搬送制御部)
202 マスク受け渡し装置
211 移動機構
212 多関節ロボット
221 ベース(ガイド)
222 スライダ(移動体)
Claims (8)
- 基板に半田を印刷する際に使用されるマスクを収容する収容部に対し当該マスクの移載を行うマスク受け渡し装置であって、
前記マスクを出し入れするための開口を有する前記収容部の一面に沿って水平方向に延びるガイドと、当該ガイドに沿って移動する移動体と、を含む移動機構と、
前記移動体に支持され、前記収容部と当該収容部から離れた載置場との間で前記マスクを移載する多関節ロボットと、
前記収容部から取り出した前記マスクを回転させることにより前記ガイドの延設方向に沿うように前記マスクの姿勢を変化させた状態で、当該マスクを前記載置場に向けて移動させるように前記多関節ロボットを制御するロボット制御部と、
を備えた、マスク受け渡し装置。 - 請求項1に記載のマスク受け渡し装置において、
前記多関節ロボットに取り付けられた第1カメラをさらに備え、
前記ロボット制御部は、前記収容部から前記載置場に前記マスクを移載する要求を受けた場合に、前記収容部とその内部の前記マスクとを前記第1カメラにより撮像しつつ、指定された前記マスクを前記収容部から取り出すように前記多関節ロボットを制御する、マスク受け渡し装置。 - 請求項1又は2に記載のマスク受け渡し装置と、
前記マスクを搭載可能なマスク搭載部を前記載置場として有する移動可能な搬送体と、
前記マスク受け渡し装置によって前記収容部から前記マスク搭載部に前記マスクが移載された場合に、前記搬送体を所定の目標位置まで移動させる搬送制御部と、
を備えた、マスク搬送システム。 - 請求項3に記載のマスク搬送システムにおいて、
前記ガイドの近傍の定められた位置で待機する前記搬送体の前記マスク搭載部を撮像する第2カメラをさらに備え、
前記ロボット制御部は、前記第2カメラによる撮像画像に基づいて、前記収容部から取り出された前記マスクを前記マスク搭載部内の空きスペースに搭載するように前記多関節ロボットを制御する、マスク搬送システム。 - 請求項3又は4に記載のマスク搬送システムにおいて、
前記搬送体は、前記マスク搭載部に搭載された前記マスクをロックするロック機構をさらに備える、マスク搬送システム。 - 請求項3~5のいずれか1項に記載のマスク搬送システムにおいて、
前記ガイドは、前記搬送体が移動する床面に沿って延びるように配置され、
前記収容部は、前記床面上における前記ガイドの一側方の領域に配置され、
前記搬送制御部は、前記収容部から移載される前記マスクを受け取りに来た前記搬送体を、前記ガイドの一端部と軸方向に隣接する領域で待機させる、マスク搬送システム。 - 請求項3~5のいずれか1項に記載のマスク搬送システムにおいて、
前記ガイドは、前記搬送体が移動する床面に沿って延びるように配置され、
前記収容部は、前記床面上における前記ガイドの一側方の領域に配置され、
前記搬送制御部は、前記収容部から移載される前記マスクを受け取りに来た前記搬送体を、前記ガイドの他側方の領域で待機させる、マスク搬送システム。 - 請求項2に記載のマスク受け渡し装置において、
前記ロボット制御部は、前記マスクを前記収容部から取り出す前に、前記マスクに付されたマスクコードと、当該マスクが収容されているレーンに付された棚コードとを前記第1カメラにより撮像し、撮像した両コードを照合する、マスク受け渡し装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/015350 WO2023187962A1 (ja) | 2022-03-29 | 2022-03-29 | マスク受け渡し装置及びこれを備えたマスク搬送システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2023187962A1 JPWO2023187962A1 (ja) | 2023-10-05 |
| JPWO2023187962A5 JPWO2023187962A5 (ja) | 2024-12-06 |
| JP7700367B2 true JP7700367B2 (ja) | 2025-06-30 |
Family
ID=88200073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024510771A Active JP7700367B2 (ja) | 2022-03-29 | 2022-03-29 | マスク受け渡し装置及びこれを備えたマスク搬送システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12521978B2 (ja) |
| JP (1) | JP7700367B2 (ja) |
| CN (1) | CN118871294A (ja) |
| DE (1) | DE112022006674T5 (ja) |
| WO (1) | WO2023187962A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7748693B1 (ja) * | 2024-06-10 | 2025-10-03 | パナソニックIpマネジメント株式会社 | 交換装置 |
| WO2025258173A1 (ja) * | 2024-06-10 | 2025-12-18 | パナソニックIpマネジメント株式会社 | 交換装置 |
| CN118927781A (zh) * | 2024-09-30 | 2024-11-12 | 苏州元脑智能科技有限公司 | 一种印刷模板、安装柜和印刷生产设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120216384A1 (en) | 2011-02-25 | 2012-08-30 | Durr Ecoclean, Inc. | Manufacturing facility with robotic carrier and method of manufacturing |
| JP2013193158A (ja) | 2012-03-19 | 2013-09-30 | Ishida Co Ltd | 産業用ロボット |
| JP2021502282A (ja) | 2017-11-10 | 2021-01-28 | エクセンティス グループ アーゲー | 3次元に成形される構造体を印刷するための3dスクリーン印刷システム |
| WO2021177311A1 (ja) | 2020-03-04 | 2021-09-10 | パナソニックIpマネジメント株式会社 | 生産管理装置および生産管理方法ならびにデータ構造 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3148015B2 (ja) | 1992-09-04 | 2001-03-19 | 大日本印刷株式会社 | 版胴交換装置 |
| JP4272277B2 (ja) * | 1998-08-27 | 2009-06-03 | 株式会社シンク・ラボラトリー | 印刷工場 |
| JP2007141925A (ja) * | 2005-11-15 | 2007-06-07 | Nikon Corp | マスク収容容器、露光装置 |
| JP4748391B2 (ja) * | 2006-03-22 | 2011-08-17 | 日本精工株式会社 | 搬送装置 |
| JP2007173855A (ja) * | 2007-01-29 | 2007-07-05 | Matsushita Electric Ind Co Ltd | 電子部品実装方法及び装置 |
| JP5476139B2 (ja) * | 2010-01-22 | 2014-04-23 | ヤマハ発動機株式会社 | 印刷装置および印刷方法 |
| JP6151925B2 (ja) * | 2013-02-06 | 2017-06-21 | ヤマハ発動機株式会社 | 基板固定装置、基板作業装置および基板固定方法 |
| EP3482939B1 (de) * | 2017-11-10 | 2020-05-20 | Exentis Group AG | Siebbereitstellungssystem |
-
2022
- 2022-03-29 WO PCT/JP2022/015350 patent/WO2023187962A1/ja not_active Ceased
- 2022-03-29 US US18/851,030 patent/US12521978B2/en active Active
- 2022-03-29 CN CN202280094166.7A patent/CN118871294A/zh active Pending
- 2022-03-29 JP JP2024510771A patent/JP7700367B2/ja active Active
- 2022-03-29 DE DE112022006674.1T patent/DE112022006674T5/de active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120216384A1 (en) | 2011-02-25 | 2012-08-30 | Durr Ecoclean, Inc. | Manufacturing facility with robotic carrier and method of manufacturing |
| JP2013193158A (ja) | 2012-03-19 | 2013-09-30 | Ishida Co Ltd | 産業用ロボット |
| JP2021502282A (ja) | 2017-11-10 | 2021-01-28 | エクセンティス グループ アーゲー | 3次元に成形される構造体を印刷するための3dスクリーン印刷システム |
| WO2021177311A1 (ja) | 2020-03-04 | 2021-09-10 | パナソニックIpマネジメント株式会社 | 生産管理装置および生産管理方法ならびにデータ構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023187962A1 (ja) | 2023-10-05 |
| WO2023187962A1 (ja) | 2023-10-05 |
| DE112022006674T5 (de) | 2024-12-24 |
| US20250214332A1 (en) | 2025-07-03 |
| US12521978B2 (en) | 2026-01-13 |
| CN118871294A (zh) | 2024-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7700367B2 (ja) | マスク受け渡し装置及びこれを備えたマスク搬送システム | |
| JP3068546B2 (ja) | ロボットの制御方法及びその装置 | |
| EP0846983A2 (en) | Reticle transfer | |
| CN101819921A (zh) | 基板处理装置 | |
| JPH09246785A (ja) | 基板搬送方法及び装置 | |
| JP2000263382A (ja) | 無人搬送車及び物品搬送システム | |
| JP7422223B2 (ja) | 基板製造システム、自律走行台車および基板製造方法 | |
| CN100334932C (zh) | 部件安装用识别标志的识别装置及方法 | |
| WO1999052141A1 (en) | Method and apparatus for wafer processing, and method and apparatus for exposure | |
| JP6154130B2 (ja) | 電子部品装着装置及び電子部品装着方法 | |
| JP4689934B2 (ja) | 対基板作業システム | |
| JP7351008B2 (ja) | 基板製造システム、自律走行台車および基板製造方法 | |
| JP6420578B2 (ja) | ツール割当方法およびツール割当装置並びに対基板作業機 | |
| JP2022118841A (ja) | 作業機、および干渉回避方法 | |
| EP4585486A1 (en) | Rail guided cart system | |
| JPH11186358A (ja) | 基板処理装置及び基板処理システム | |
| WO2001017005A1 (en) | Method and apparatus for handling arranged part | |
| JP2019000972A (ja) | 生産システム、生産機器および生産システムの制御方法 | |
| JP5075096B2 (ja) | 電子部品装着装置 | |
| JPH05329722A (ja) | 部品供給組立装置 | |
| JP2000165096A (ja) | 部品装着装置及び方法 | |
| CN121956985A (zh) | 运输车示教系统及运输系统 | |
| JP6864153B2 (ja) | 部品実装装置、部品実装システムおよび部品実装方法 | |
| US20260101708A1 (en) | Rail-guided carrier system | |
| JP7788655B2 (ja) | 部品実装システムおよび部品装着装置ならびに部品実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A5211 Effective date: 20240902 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250617 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7700367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |