JP7700876B2 - 熱延鋼板、電縫鋼管および角形鋼管ならびにラインパイプおよび建築構造物 - Google Patents
熱延鋼板、電縫鋼管および角形鋼管ならびにラインパイプおよび建築構造物 Download PDFInfo
- Publication number
- JP7700876B2 JP7700876B2 JP2023566644A JP2023566644A JP7700876B2 JP 7700876 B2 JP7700876 B2 JP 7700876B2 JP 2023566644 A JP2023566644 A JP 2023566644A JP 2023566644 A JP2023566644 A JP 2023566644A JP 7700876 B2 JP7700876 B2 JP 7700876B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel pipe
- hot
- electric resistance
- resistance welded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
- C21D9/085—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
Description
また、本発明は、上記電縫鋼管および角形鋼管を用いたラインパイプおよび建築構造物を提供することを目的とする。
本発明は、これらの知見に基づいて完成されたものであり、下記の要旨からなる。
[1] 成分組成は、質量%で、
C :0.030%以上0.300%以下、
Si:0.010%以上0.500%以下、
Mn:0.30%以上2.50%以下、
P :0.050%以下、
S :0.0200%以下、
Al:0.005%以上0.100%以下、
N :0.0100%以下
を含有し、残部がFeおよび不可避的不純物からなり、
板厚中央の鋼組織は、
体積率で、フェライトとベイナイトの合計が70%以上98%以下であり、
残部がパーライト、マルテンサイト、オーステナイトから選択される1種または2種以上からなり、
平均結晶粒径が15.0μm以下であり、
下記(1)式で求められるCPの値が0.090以下であり、
引張強度が400MPa以上であり、
降伏比が90%以下である、熱延鋼板。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1)
[2] 前記成分組成に加えてさらに、質量%で、
Nb:0.100%以下、
V :0.100%以下、
Ti:0.150%以下、
Cr:0.50%以下、
Mo:0.50%以下、
Cu:0.50%以下、
Ni:0.50%以下、
Ca:0.0050%以下、
B :0.0050%以下、
Mg:0.020%以下、
Zr:0.020%以下、
REM:0.020%以下、
のうちから選ばれた1種または2種以上を含む、[1]に記載の熱延鋼板。
[3] 8.0%引張ひずみを付与した後の相当塑性ひずみ分布の対数標準偏差が0.70以下である、[1]または[2]に記載の熱延鋼板。
[4] 母材部と電縫溶接部を有する電縫鋼管であって、
成分組成は、質量%で、
C :0.030%以上0.300%以下、
Si:0.010%以上0.500%以下、
Mn:0.30%以上2.50%以下、
P :0.050%以下、
S :0.0200%以下、
Al:0.005%以上0.100%以下、
N :0.0100%以下
を含有し、残部がFeおよび不可避的不純物からなり、
肉厚中央の鋼組織は、
体積率で、フェライトとベイナイトの合計が70%以上98%以下であり、
残部がパーライト、マルテンサイト、オーステナイトから選択される1種または2種以上からなり、
平均結晶粒径が15.0μm以下であり、
下記(1)式で求められるCPの値が0.090以下であり、
母材部の引張強度が400MPa以上であり、
母材部の降伏比が97%以下である、電縫鋼管。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1)
[5] 前記成分組成に加えてさらに、質量%で、
Nb:0.100%以下、
V :0.100%以下、
Ti:0.150%以下、
Cr:0.50%以下、
Mo:0.50%以下、
Cu:0.50%以下、
Ni:0.50%以下、
Ca:0.0050%以下、
B :0.0050%以下、
Mg:0.020%以下、
Zr:0.020%以下、
REM:0.020%以下、
のうちから選ばれた1種または2種以上を含む、[4]に記載の電縫鋼管。
[6] 母材部において4.0%引張ひずみを付与した後の相当塑性ひずみ分布の対数標準偏差が0.60以下である、[4]または[5]に記載の電縫鋼管。
[7] [4]または[5]に記載の電縫鋼管が使用されている、ラインパイプ。
[8] [6]に記載の電縫鋼管が使用されている、ラインパイプ。
[9] 平板部と角部を有する角形鋼管であって、
成分組成は、質量%で、
C :0.030%以上0.300%以下、
Si:0.010%以上0.500%以下、
Mn:0.30%以上2.50%以下、
P :0.050%以下、
S :0.0200%以下、
Al:0.005%以上0.100%以下、
N :0.0100%以下
を含有し、残部がFeおよび不可避的不純物からなり、
肉厚中央の鋼組織は、
体積率で、フェライトとベイナイトの合計が70%以上98%以下であり、
残部がパーライト、マルテンサイト、オーステナイトから選択される1種または2種以上からなり、
平均結晶粒径が15.0μm以下であり、
下記(1)式で求められるCPの値が0.090以下であり、
平板部の引張強度が400MPa以上であり、
平板部の降伏比が97%以下である、角形鋼管。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1)
[10] 前記成分組成に加えてさらに、質量%で、
Nb:0.100%以下、
V :0.100%以下、
Ti:0.150%以下、
Cr:0.50%以下、
Mo:0.50%以下、
Cu:0.50%以下、
Ni:0.50%以下、
Ca:0.0050%以下、
B :0.0050%以下、
Mg:0.020%以下、
Zr:0.020%以下、
REM:0.020%以下、
のうちから選ばれた1種または2種以上を含む、[9]に記載の角形鋼管。
[11] 平板部において4.0%引張ひずみを付与した後の相当塑性ひずみ分布の対数標準偏差が0.60以下である、[9]または[10]に記載の角形鋼管。
[12] [9]または[10]に記載の角形鋼管が、柱材として使用されている、建築構造物。
[13] [11]に記載の角形鋼管が、柱材として使用されている、建築構造物。
また、本発明によれば、前記電縫鋼管および角形鋼管を用いたラインパイプおよび建築構造物を提供することができる。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1)
Cは、固溶強化により鋼の強度を上昇させる元素である。また、Cは、パーライトの生成を促進し、かつ焼入れ性を高めてマルテンサイトの生成に寄与し、かつオーステナイトの安定化に寄与することから、硬質相の形成にも寄与する元素である。本発明で目的とする強度を確保するため、Cは0.030%以上含有することを必要とする。しかし、C含有量が0.300%を超えると、硬質相の割合が高くなり本発明で目的とする降伏比が得られない。さらに、引張ひずみ付与時の変形中のひずみ分布が不均一となり、本発明で目的とする、好適な相当塑性ひずみ分布の対数標準偏差が得られない。このため、C含有量は0.030%以上0.300%以下とする。C含有量は、好ましくは0.035%以上であり、より好ましくは0.040%以上である。また、C含有量は、好ましくは0.250%以下であり、より好ましくは0.200%以下である。
Siは、固溶強化により鋼の強度を上昇させる元素である。このような効果を得るためには、Siは0.010%以上含有することが望ましい。しかし、Si含有量が0.500%を超えると硬質相の割合が高くなり本発明で目的とする降伏比が得られない。さらに、引張ひずみ付与時の変形中のひずみ分布が不均一となり、本発明で目的とする、好適な相当塑性ひずみ分布の対数標準偏差が得られない。このため、Si含有量は0.500%以下とする。Si含有量は、好ましくは0.020%以上であり、より好ましくは0.030%以上である。また、Si含有量は、好ましくは0.400%以下であり、より好ましくは0.300%以下である。
Mnは、固溶強化により鋼の強度を上昇させる元素である。また、Mnは、変態開始温度を低下させることで組織の微細化に寄与する元素である。本発明で目的とする強度および組織を確保するためには、Mnは0.30%以上含有することを必要とする。しかし、Mn含有量が2.50%を超えると本発明で目的とする降伏比が得られない。さらに、引張ひずみ付与時の変形中のひずみ分布が不均一となり、本発明で目的とする、好適な相当塑性ひずみ分布の対数標準偏差が得られない。このため、Mn含有量は0.30%以上2.50%以下とする。Mn含有量は、好ましくは0.40%以上であり、より好ましくは0.50%以上である。また、Mn含有量は、好ましくは2.30%以下であり、より好ましくは2.10%以下である。
Pは、粒界に偏析し材料の不均質を招くため、不可避的不純物としてできるだけ低減することが好ましいが、0.050%以下の含有量までは許容できる。このため、P含有量は0.050%以下とする。P含有量は、好ましくは0.040%以下であり、より好ましくは0.030%以下である。なお、特にP含有量の下限は規定しないが、過度の低減は製錬コストの高騰を招くため、P含有量は0.002%以上とすることが好ましい。
Sは、鋼中では通常、MnSとして存在するが、MnSは、熱間圧延工程で薄く延伸され、延性および靭性に悪影響を及ぼす。このため、本発明ではSをできるだけ低減することが好ましいが、0.0200%以下の含有量までは許容できる。このため、S含有量は0.0200%以下とする。S含有量は、好ましくは0.0150%以下であり、より好ましくは0.0100%以下である。なお、特にS含有量の下限は規定しないが、過度の低減は製錬コストの高騰を招くため、S含有量は0.0002%以上とすることが好ましい。
Alは、溶鋼に対して添加すると強力な脱酸剤として作用する元素である。このような効果を得るためには、Alは0.005%以上含有することを必要とする。しかし、Al含有量が0.100%を超えると溶接性が悪化するとともに、アルミナ系介在物が多くなり、表面性状が悪化する。このため、Al含有量は0.005%以上0.100%以下とする。Al含有量は、好ましくは0.010%以上であり、より好ましくは0.020%以上である。また、Al含有量は、好ましくは0.080%以下であり、より好ましくは0.060%以下である。
Nは、不可避的不純物であり、転位の運動を強固に固着することで降伏比を上昇させる作用を有する元素である。本発明では、Nは不純物としてできるだけ低減することが望ましいが、Nの含有量は0.0100%までは許容できる。このため、N含有量は0.0100%以下とする。N含有量は、好ましくは0.0090%以下であり、より好ましくは0.0080%以下である。なお、過度の低減は製錬コストの高騰を招くため、N含有量は0.0010%以上とすることが好ましく、0.0015%以上とすることがより好ましい。
Nb、Ti、Vは、いずれも鋼中で微細な炭化物、窒化物を形成し、析出物による強化を通じて鋼の強度向上に寄与する元素であり、必要に応じて含有することができる。Nb、Ti、Vの含有量はそれぞれ0%でもよいが、Nb、Ti、Vを含有する場合には、好ましい含有量はそれぞれNb:0.001%以上、Ti:0.001%以上、V:0.001%以上である。より好ましい含有量はそれぞれ、Nb:0.008%以上、V:0.008%以上、Ti:0.008%以上である。一方、過度の含有は、降伏比の上昇、および相当塑性ひずみ分布の対数標準偏差の増加を招く恐れがある。よって、Nb、Ti、Vを含有する場合には、それぞれNb:0.100%以下、V:0.100%以下、Ti:0.150%以下とすることが好ましい。より好ましい含有量はそれぞれ、Nb:0.070%以下、V:0.070%以下、Ti:0.110%以下である。なお、Nb、Ti、Vのうちから選ばれた2種以上を含有する場合、降伏比の上昇、および相当塑性ひずみ分布の対数標準偏差の増加を招く恐れがあるため、合計量(Nb+Ti+Vの合計含有量)を0.150%以下とすることが好ましい。
Cr、Moはそれぞれ、鋼の焼入れ性を高め、鋼の強度を上昇させる元素であり、必要に応じて含有することができる。Cr、Moの含有量はそれぞれ0%でもよいが、Cr、Moを含有する場合には、好ましい含有量はそれぞれCr:0.01%以上、Mo:0.01%以上である。より好ましい含有量はそれぞれ、Cr:0.10%以上、Mo:0.10%以上である。一方、過度の含有は、降伏比の上昇、および相当塑性ひずみ分布の対数標準偏差の増加を招く恐れがある。よって、Cr、Moを含有する場合には、それぞれCr:0.50%以下、Mo:0.50%以下とすることが好ましい。より好ましい含有量はそれぞれ、Cr:0.30%以下、Mo:0.30%以下である。
Cu、Niはそれぞれ、固溶強化により鋼の強度を上昇させる元素であり、必要に応じて含有することができる。Cu、Niの含有量はそれぞれ0%でもよいが、Cu、Niを含有する場合には、好ましい含有量はそれぞれCu:0.01%以上、Ni:0.01%以上である。より好ましい含有量はそれぞれ、Cu:0.10%以上、Ni:0.10%以上である。一方、過度の含有は、降伏比の上昇、および相当塑性ひずみ分布の対数標準偏差の増加を招く恐れがある。よって、Cu、Niを含有する場合には、それぞれCu:0.50%以下、Ni:0.50%以下とすることが好ましい。より好ましい含有量はそれぞれ、Cu:0.35%以下、Ni:0.35%以下である。
Caは、熱間圧延工程で薄く延伸されるMnS等の硫化物を、球状化することで鋼の延性および靭性の向上に寄与する元素であり、必要に応じて含有することができる。Caの含有量は0%でもよいが、Caを含有する場合には、好ましい含有量は0.0002%以上である。より好ましい含有量は、Ca:0.0010%以上である。しかし、Ca含有量が0.0050%を超えると、鋼中にCa酸化物クラスターが形成され、延性および靭性が悪化する場合がある。このため、Caを含有する場合は、Ca含有量は0.0050%以下とすることが好ましい。より好ましい含有量は、Ca:0.0040%以下である。
Bは、フェライト変態開始温度を低下させることで組織の微細化に寄与する元素である。Bの含有量は0%でもよいが、Bを含有する場合には、好ましい含有量は0.0001%以上である。より好ましい含有量は、B:0.0005%以上である。しかし、B含有量が0.0050%を超えると、降伏比の上昇、および相当塑性ひずみ分布の対数標準偏差の増加を招く恐れがある。このため、Bを含有する場合は、B含有量は0.0050%以下とすることが好ましい。より好ましい含有量は、B:0.0040%以下である。
Mg、Zr、およびREMはそれぞれ、結晶粒微細化を通じて鋼の強度を上昇させる元素であり、必要に応じて含有することができる。Mg、Zr、およびREMの含有量はそれぞれ0%でもよいが、Mg、Zr、およびREMを含有する場合には、好ましい含有量はそれぞれMg:0.0005%以上、Zr:0.0005%以上、REM:0.0005%以上である。一方、過度の含有は、降伏比の上昇、および相当塑性ひずみ分布の対数標準偏差の増加を招く恐れがある。よって、Mg、Zr、およびREMを含有する場合には、それぞれMg:0.020%以下、Zr:0.020%以下、REM:0.020%以下とすることが好ましい。より好ましい含有量はそれぞれ、Mg:0.010%以下、Zr:0.010%以下、REM:0.010%以下である。なお、ここで、REMは、Sc、Y、およびランタノイド元素の合計17元素の総称である。これらの17元素のうちの1種以上を鋼に含有させることができ、REM含有量は、これらの元素の合計含有量を意味する。
フェライトおよびベイナイトは軟質な組織であり、他の硬質な組織と混合させることで、降伏比を低くすることができる。このような効果により本発明で目的とする低降伏比を得るためには、フェライトとベイナイトの合計の体積率は70%以上とする必要がある。フェライトとベイナイトの合計の体積率は、好ましくは75%以上であり、より好ましくは80%以上である。しかし、フェライトとベイナイトの合計の体積率が98%を超えると、本発明で目的とする引張強度が得られないため、フェライトとベイナイトの合計の体積率は98%以下とする必要がある。フェライトとベイナイトの合計の体積率は、好ましくは97%以下であり、より好ましくは95%以下である。
パーライト、マルテンサイト、およびオーステナイトは硬質な組織であり、特に鋼の強度を上昇させるとともに、軟質なフェライトと混合させることで低降伏比を実現できる。このような効果を得るためには、フェライトおよびベイナイト以外の残部を、パーライト、マルテンサイト、オーステナイトから選択される1種または2種以上とする。パーライト、マルテンサイト、およびオーステナイトは、各体積率の合計で2%以上30%以下である。前記体積率の合計は、好ましくは3%以上であり、より好ましくは5%以上である。また、前記体積率の合計は、好ましくは25%以下であり、より好ましくは20%以下である。
結晶粒の平均結晶粒径が15.0μm超の場合、本発明で目的とする引張強度が得られない。また、本発明で目的とする、好適な相当塑性ひずみ分布の対数標準偏差が得られない。これは、平均結晶粒径が大きいと粗大粒同士の連結度が高くなることから、変形時に粗大粒に発生したひずみが互いに連結し、変形の進行とともにひずみの分布がより不均一になるためである。このため、結晶粒の平均結晶粒径は15.0μm以下とする。結晶粒の平均結晶粒径は、好ましくは13.0μm以下とし、より好ましくは10.0μm以下とする。なお平均結晶粒径が小さいと降伏比が高くなるため、平均結晶粒径は2.0μm以上が好ましい。平均結晶粒径は、より好ましくは3.0μm以上である。
CP値は、粒径20μm以上の粗大粒同士の連結度を表す数値であり、下記(1)式によって求められる。CP値が大きいほど、粗大結晶粒間の粒界の割合が高くなるため、粗大粒同士がより連結した状態となる。CP値が0.090を超えると、変形時に粗大粒に発生したひずみが互いに連結し、変形の進行とともにひずみの分布がより不均一になるため、本発明で目的とする、好適な相当塑性ひずみ分布の対数標準偏差が得られない。このため、CP値は0.090以下とする。CP値は、好ましくは0.080以下であり、より好ましくは0.070以下である。なお、CP値は小さいほど好ましく、特に下限は規定しないが、過度の低減は製造コストや製造負荷の増大を招くため、CP値は0.001以上とすることが好ましい。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1)
なお、(1)式における「粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ」とは、粒径20μm以上の結晶粒同士が隣接する部分の大角粒界の総長さとする。
熱延鋼板の引張強度が400MPa未満であると、本発明で目的とする電縫鋼管の引張強度および角形鋼管の引張強度が得られない。そのため、熱延鋼板の引張強度は400MPa以上とする。熱延鋼板の引張強度は、好ましくは420MPa以上であり、より好ましくは450MPa以上である。熱延鋼板の引張強度の上限は、特に限定されないが、一例としては、熱延鋼板の引張強度は、700MPa以下である。
熱延鋼板の降伏比が90%超であると、本発明で目的とする電縫鋼管の降伏比および角形鋼管の降伏比が得られない。そのため、熱延鋼板の降伏比は90%以下とする。熱延鋼板の降伏比は、好ましくは88%以下であり、より好ましくは85%以下である。熱延鋼板の降伏比の下限は、特に限定されないが、一例としては、熱延鋼板の降伏比は、60%以上である。
相当塑性ひずみ分布は、横軸を相当塑性ひずみ(単位:無し)、縦軸を割合(面積率)(単位:%)として、対数正規分布で近似することができる。対数正規分布は、変数(横軸)の対数が正規分布に従う。よって、横軸を相当塑性ひずみ(単位:無し)の自然対数、縦軸を割合(面積率)(単位:%)とすると正規分布で近似することができる。本発明では、このときの標準偏差を「対数標準偏差」と定義する。対数標準偏差が小さいほど、相当塑性ひずみ分布のピークの広がりが小さくなり、塑性ひずみの分布がより均一になる。
電縫鋼管の母材部の引張強度および角形鋼管の平板部の引張強度が400MPa未満であると、耐座屈性能が低下する。そのため、前記引張強度は、400MPa以上とする。前記引張強度は、好ましくは420MPa以上であり、より好ましくは450MPa以上である。前記引張強度の上限は、特に限定されないが、一例としては、前記引張強度は、700MPa以下である。
電縫鋼管の母材部の降伏比および角形鋼管の平板部の降伏比が97%超であると、耐座屈性能が低下する。そのため、前記降伏比は97%以下とする。前記降伏比は、好ましくは96%以下であり、より好ましくは95%以下である。前記降伏比の下限は、特に限定されないが、一例としては、前記降伏比は、75%以上である。
電縫鋼管の母材部および角形鋼管の平板部において4.0%引張ひずみを付与した後の相当塑性ひずみ分布の対数標準偏差が0.60以下であると、耐座屈性能をより向上しやすくなる。そのため、前記対数標準偏差は0.60以下とすることが好ましい。前記対数標準偏差は、より好ましくは0.58以下であり、さらにより好ましくは0.55以下である。なお、前記対数標準偏差は小さいほど好ましく、特に下限は規定しないが、過度の低減は製造コストや製造負荷の増大を招くため、前記対数標準偏差は0.050以上とすることが好ましい。
加熱温度が1100℃未満である場合、被圧延材(鋼スラブ)の変形抵抗が大きくなり圧延が困難となる。一方、加熱温度が1300℃を超えると、オーステナイト粒が粗大化し、後の圧延(粗圧延、仕上圧延)において微細なオーステナイト粒が得られず、本発明で目的とする平均結晶粒径を確保することが困難となる。また、粗大粒の生成を抑制することが困難となり、CP値を本発明で目的とする範囲に制御することが難しい。このため、熱間圧延前の加熱炉による加熱温度は、1100℃以上1300℃以下とする。前記加熱温度は、より好ましくは1120℃以上である。また、前記加熱温度は、より好ましくは1280℃以下である。
仕上圧延終了温度が750℃未満である場合、仕上圧延中に鋼板表面温度がフェライト変態開始温度以下になり、フェライトが生成し、その後の圧延により圧延方向に伸長した加工フェライト粒となり、降伏比上昇の原因となる。一方、仕上圧延終了温度が850℃を超えると、オーステナイト未再結晶温度域での圧下量が不足し、微細なオーステナイト粒が得られず、本発明で目的とする平均結晶粒径を確保することが困難となる。また、粗大粒の生成を抑制することが困難となり、CP値を本発明で目的とする範囲に制御することが困難となる。このため、仕上圧延終了温度は、750℃以上850℃以下とする。仕上圧延終了温度は、より好ましくは760℃以上である。また、仕上圧延終了温度は、より好ましくは840℃以下である。
本発明では、板厚中心温度で900℃以上の温度域の平均冷却速度(以下、熱間圧延での平均冷却速度と称する場合もある。)を高くすることで、オーステナイト再結晶温度域でのオーステナイトの粗大化を抑制し、本発明で目的とする平均結晶粒径およびCP値を得ることができる。前記平均冷却速度を達成するためには、例えば、圧延中に水冷設備を用いて被圧延材を冷却すればよい。前記平均冷却速度が1.0℃/s未満である場合、オーステナイト再結晶温度域でオーステナイトが粗大化してしまい、本発明で目的とする平均結晶粒径を確保することが困難となる。また、粗大粒の生成を抑制することが困難となり、CP値を本発明で目的とする範囲に制御することが困難となる。前記平均冷却速度は、好ましくは1.2℃/s以上であり、より好ましくは1.5℃/s以上である。前記平均冷却速度が5.0℃/sを超えると設備負荷が増大するため、前記平均冷却速度は5.0℃/s以下が好ましい。
熱延板の板厚中心温度で、冷却開始から後述する冷却停止までの温度域における平均冷却速度(以下、冷却工程での平均冷却速度と称する場合もある。)が、5℃/s未満では、フェライトの核生成頻度が減少し、フェライト粒が粗大化するため、本発明で目的とする平均結晶粒径を確保することが困難となる。また、粗大粒の生成を抑制することが困難となり、CP値を本発明で目的とする範囲に制御することが難しい。一方で、前記平均冷却速度が50℃/sを超えると、多量のマルテンサイトが生成し、本発明で目的とするフェライトとベイナイトの合計体積率が得られない。前記平均冷却速度は、好ましくは7℃/s以上であり、より好ましくは10℃/s以上である。また、前記平均冷却速度は、好ましくは45℃/s以下であり、より好ましくは40℃/s以下である。なお、冷却工程では、水冷等の意図的な冷却開始時点を冷却開始とし、それ以前の空冷は冷却には含めない。
熱延板の板厚中心温度で、冷却停止温度が400℃未満では、多量のマルテンサイトが生成し、本発明で目的とするフェライトとベイナイトの合計体積率が得られない。一方で、冷却停止温度が650℃を超えると、フェライトの核生成頻度が減少し、フェライト粒が粗大化するため、本発明で目的とする平均結晶粒径を確保することが困難となる。また、粗大粒の生成を抑制することが困難となり、CP値を本発明で目的とする範囲に制御することが難しい。冷却停止温度は、好ましくは420℃以上であり、より好ましくは450℃以上である。また、冷却停止温度は、好ましくは620℃以下であり、より好ましくは600℃以下である。



組織観察用の試験片は、観察面が熱間圧延時の圧延方向断面かつ板厚1/2t位置となるように採取し、研磨した後、ナイタール腐食して作製した。組織観察は、光学顕微鏡(倍率:1000倍)または走査型電子顕微鏡(SEM、倍率:1000倍)を用いて、鋼板の板厚1/2t位置における組織を観察し、撮像した。得られた光学顕微鏡像およびSEM像から、フェライト、ベイナイトおよび残部組織(パーライト、マルテンサイト、オーステナイト)の面積率を求めた。各組織の面積率は、5視野で観察を行い、各視野で得られた値の平均値として算出した。ここでは、組織観察により得られた面積率を、各組織の体積率とした。
引張方向が圧延方向と平行になるように、JIS5号の引張試験片を採取した。引張試験片は、熱延鋼板については幅方向端部から幅方向に1/4W(W:板幅)の位置から、電縫鋼管については電縫溶接部から周方向に90°離れた位置から、角形鋼管については電縫溶接部を含む平板部に隣接した平板部からそれぞれ採取した。引張試験は、JIS Z 2241(2011年)の規定に準拠して実施し、降伏応力σy、引張強度をそれぞれ測定して、(降伏応力σy)/(引張強度)で定義される降伏比を算出した。
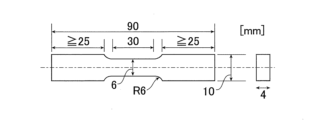
相当塑性ひずみ分布は、SEM-DIC法により測定した。引張方向が圧延方向と平行になるように、熱延鋼板の板厚中央、電縫鋼管の肉厚中央、および角形鋼管の肉厚中央から、図1に示す引張試験片を採取した。熱延鋼板の板幅方向については、幅方向端部から幅方向に1/4W(W:板幅)、電縫鋼管の周方向については電縫溶接部から周方向に90°離れた位置、角形鋼管については電縫溶接部を含む平板部に隣接した平板部で採取を行った。得られた引張試験片の一方の面を研磨し、ナイタール腐食して、SEM(倍率:1000倍)を用いて平行部(引張変形部)を5視野撮像した。その後、引張速度5mm/minで、熱延鋼板から採取した試験片には8.0%の引張ひずみ、電縫鋼管および角形鋼管から採取した試験片には4.0%の引張ひずみをそれぞれ付与し、除荷した。その後、SEM(倍率:1000倍)を用いて引張前(引張ひずみ付与前)と同一の視野を撮像した。得られた引張前後のSEM像をもとに、画像解析ソフトGOM Correlate(GOM社)を用いて、DIC法により撮像面の相当塑性ひずみ分布を算出した。DIC法は、物体表面のランダムパターンを変形前後で比較することで、観察面の各所における変位やひずみを測定する手法である。具体的には、変形前画像においてサブセットと呼ばれる正方形領域を定義し、サブセット内部のランダムパターンをもとにサブセットを変形前後で追跡し、サブセット中央点の変位を算出する。この操作を画像全体で網羅的に行い変位分布およびひずみ分布を得る。本発明では、金属組織のナイタール腐食痕をランダムパターンとして利用し、1910ピクセル×2560ピクセルの画像に対し、サブセットサイズを80ピクセル×80ピクセル(3.6μm×3.6μm)、測定間隔を10ピクセル(0.45μm)とした。横軸を得られた相当塑性ひずみ(単位:無し)の自然対数、縦軸を割合(面積率)(単位:%)としたものを正規分布で近似し、このときの標準偏差を対数標準偏差(相当塑性ひずみ分布の対数標準偏差)とした。具体的には以下の方法により、対数標準偏差を求めた。まず、相当塑性ひずみが0~0.20の範囲内において、階級幅を0.02として各階級の割合(面積率)(単位:%)を求めた。このとき、相当塑性ひずみが0以上0.02未満の階級を1番目の階級、0.02以上0.04未満の階級を2番目の階級、・・・、0.18以上0.20未満の階級を10番目の階級とした。xiをi番目の階級の階級値の自然対数、x0を相当塑性ひずみの自然対数の平均値として、下記(4)式と(5)式により対数標準偏差を求めた。


電縫鋼管および角形鋼管の両端に耐圧板を取り付け、大型圧縮試験装置により軸圧縮試験を実施した。圧縮荷重が最大になったときの応力を、最大応力度σmax(N/mm2)とした。また、前記引張試験により求めた降伏応力σyを用いて、耐力上昇率τ(=σmax/σy)を算出した。


Claims (13)
- 成分組成は、質量%で、
C :0.030%以上0.300%以下、
Si:0.010%以上0.500%以下、
Mn:0.30%以上2.50%以下、
P :0.050%以下、
S :0.0200%以下、
Al:0.005%以上0.100%以下、
N :0.0100%以下
を含有し、残部がFeおよび不可避的不純物からなり、
板厚中央の鋼組織は、
体積率で、フェライトとベイナイトの合計が70%以上98%以下であり、
残部がパーライト、マルテンサイト、オーステナイトから選択される1種または2種以上からなり、
平均結晶粒径が15.0μm以下であり、
下記(1)式で求められるCPの値が0.090以下であり、
引張強度が400MPa以上であり、
降伏比が90%以下である、熱延鋼板。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1) - 前記成分組成に加えてさらに、質量%で、
Nb:0.100%以下、
V :0.100%以下、
Ti:0.150%以下、
Cr:0.50%以下、
Mo:0.50%以下、
Cu:0.50%以下、
Ni:0.50%以下、
Ca:0.0050%以下、
B :0.0050%以下、
Mg:0.020%以下、
Zr:0.020%以下、
REM:0.020%以下、
のうちから選ばれた1種または2種以上を含む、請求項1に記載の熱延鋼板。 - 8.0%引張ひずみを付与した後の相当塑性ひずみ分布の対数標準偏差が0.70以下である、請求項1または2に記載の熱延鋼板。
- 母材部と電縫溶接部を有する電縫鋼管であって、
成分組成は、質量%で、
C :0.030%以上0.300%以下、
Si:0.010%以上0.500%以下、
Mn:0.30%以上2.50%以下、
P :0.050%以下、
S :0.0200%以下、
Al:0.005%以上0.100%以下、
N :0.0100%以下
を含有し、残部がFeおよび不可避的不純物からなり、
肉厚中央の鋼組織は、
体積率で、フェライトとベイナイトの合計が70%以上98%以下であり、
残部がパーライト、マルテンサイト、オーステナイトから選択される1種または2種以上からなり、
平均結晶粒径が15.0μm以下であり、
下記(1)式で求められるCPの値が0.090以下であり、
母材部の引張強度が400MPa以上であり、
母材部の降伏比が97%以下である、電縫鋼管。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1) - 前記成分組成に加えてさらに、質量%で、
Nb:0.100%以下、
V :0.100%以下、
Ti:0.150%以下、
Cr:0.50%以下、
Mo:0.50%以下、
Cu:0.50%以下、
Ni:0.50%以下、
Ca:0.0050%以下、
B :0.0050%以下、
Mg:0.020%以下、
Zr:0.020%以下、
REM:0.020%以下、
のうちから選ばれた1種または2種以上を含む、請求項4に記載の電縫鋼管。 - 母材部において4.0%引張ひずみを付与した後の相当塑性ひずみ分布の対数標準偏差が0.60以下である、請求項4または5に記載の電縫鋼管。
- 請求項4または5に記載の電縫鋼管が使用されている、ラインパイプ。
- 請求項6に記載の電縫鋼管が使用されている、ラインパイプ。
- 平板部と角部を有する角形鋼管であって、
成分組成は、質量%で、
C :0.030%以上0.300%以下、
Si:0.010%以上0.500%以下、
Mn:0.30%以上2.50%以下、
P :0.050%以下、
S :0.0200%以下、
Al:0.005%以上0.100%以下、
N :0.0100%以下
を含有し、残部がFeおよび不可避的不純物からなり、
肉厚中央の鋼組織は、
体積率で、フェライトとベイナイトの合計が70%以上98%以下であり、
残部がパーライト、マルテンサイト、オーステナイトから選択される1種または2種以上からなり、
平均結晶粒径が15.0μm以下であり、
下記(1)式で求められるCPの値が0.090以下であり、
平板部の引張強度が400MPa以上であり、
平板部の降伏比が97%以下である、角形鋼管。
CP=(粒径20μm未満の結晶粒を除いた領域における大角粒界の総長さ)/(大角粒界の総長さ) ・・・(1) - 前記成分組成に加えてさらに、質量%で、
Nb:0.100%以下、
V :0.100%以下、
Ti:0.150%以下、
Cr:0.50%以下、
Mo:0.50%以下、
Cu:0.50%以下、
Ni:0.50%以下、
Ca:0.0050%以下、
B :0.0050%以下、
Mg:0.020%以下、
Zr:0.020%以下、
REM:0.020%以下、
のうちから選ばれた1種または2種以上を含む、請求項9に記載の角形鋼管。 - 平板部において4.0%引張ひずみを付与した後の相当塑性ひずみ分布の対数標準偏差が0.60以下である、請求項9または10に記載の角形鋼管。
- 請求項9または10に記載の角形鋼管が、柱材として使用されている、建築構造物。
- 請求項11に記載の角形鋼管が、柱材として使用されている、建築構造物。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022178662 | 2022-11-08 | ||
| JP2022178662 | 2022-11-08 | ||
| PCT/JP2023/027298 WO2024100939A1 (ja) | 2022-11-08 | 2023-07-26 | 熱延鋼板、電縫鋼管および角形鋼管ならびにラインパイプおよび建築構造物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2024100939A1 JPWO2024100939A1 (ja) | 2024-05-16 |
| JP7700876B2 true JP7700876B2 (ja) | 2025-07-01 |
Family
ID=91032114
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023566644A Active JP7700876B2 (ja) | 2022-11-08 | 2023-07-26 | 熱延鋼板、電縫鋼管および角形鋼管ならびにラインパイプおよび建築構造物 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4585705A4 (ja) |
| JP (1) | JP7700876B2 (ja) |
| KR (1) | KR20250075639A (ja) |
| CN (1) | CN120019171A (ja) |
| TW (1) | TWI863484B (ja) |
| WO (1) | WO2024100939A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021100534A1 (ja) | 2019-11-20 | 2021-05-27 | Jfeスチール株式会社 | 電縫鋼管用熱延鋼板およびその製造方法、電縫鋼管およびその製造方法、ラインパイプ、建築構造物 |
| WO2022075026A1 (ja) | 2020-10-05 | 2022-04-14 | Jfeスチール株式会社 | 角形鋼管およびその製造方法並びに建築構造物 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07224351A (ja) | 1994-02-14 | 1995-08-22 | Japan Casting & Forging Corp | 冷間加工後の一様伸びの優れた高強度熱延鋼板およびその製造方法 |
| JP2004330222A (ja) | 2003-05-02 | 2004-11-25 | Nakajima Steel Pipe Co Ltd | 角形鋼管および角形鋼管の製造方法 |
| JP2007224351A (ja) | 2006-02-22 | 2007-09-06 | Sanyo Electric Co Ltd | 電解用電極及びその製造方法及びそれを用いた電解方法 |
| JP5589885B2 (ja) | 2010-11-30 | 2014-09-17 | Jfeスチール株式会社 | 建築構造部材向け角形鋼管用厚肉熱延鋼板およびその製造方法 |
| WO2012133558A1 (ja) | 2011-03-30 | 2012-10-04 | 新日本製鐵株式会社 | 電縫鋼管及びその製造方法 |
| TWI646219B (zh) * | 2017-07-31 | 2019-01-01 | 日商新日鐵住金股份有限公司 | Hot-dip galvanized steel sheet |
| JP7031477B2 (ja) | 2018-05-08 | 2022-03-08 | 日本製鉄株式会社 | 熱延鋼板、角形鋼管、およびその製造方法 |
| JP6693606B1 (ja) * | 2018-08-23 | 2020-05-13 | Jfeスチール株式会社 | 角形鋼管およびその製造方法並びに建築構造物 |
| KR102498956B1 (ko) * | 2018-08-23 | 2023-02-10 | 제이에프이 스틸 가부시키가이샤 | 열연 강판 및 그 제조 방법 |
| KR20200073343A (ko) * | 2018-12-13 | 2020-06-24 | 주식회사 포스코 | 용접이음부의 충격인성이 우수한 강재 및 이의 제조방법, 이를 이용한 강관 |
| JP6874913B2 (ja) * | 2019-04-08 | 2021-05-19 | Jfeスチール株式会社 | 角形鋼管およびその製造方法ならびに建築構造物 |
| WO2021200402A1 (ja) * | 2020-04-02 | 2021-10-07 | Jfeスチール株式会社 | 電縫鋼管およびその製造方法 |
| KR20220084651A (ko) * | 2020-12-14 | 2022-06-21 | 주식회사 포스코 | 굽힘성 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
-
2023
- 2023-07-26 KR KR1020257013098A patent/KR20250075639A/ko active Pending
- 2023-07-26 JP JP2023566644A patent/JP7700876B2/ja active Active
- 2023-07-26 WO PCT/JP2023/027298 patent/WO2024100939A1/ja not_active Ceased
- 2023-07-26 EP EP23888294.8A patent/EP4585705A4/en active Pending
- 2023-07-26 CN CN202380074461.0A patent/CN120019171A/zh active Pending
- 2023-08-04 TW TW112129346A patent/TWI863484B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021100534A1 (ja) | 2019-11-20 | 2021-05-27 | Jfeスチール株式会社 | 電縫鋼管用熱延鋼板およびその製造方法、電縫鋼管およびその製造方法、ラインパイプ、建築構造物 |
| WO2022075026A1 (ja) | 2020-10-05 | 2022-04-14 | Jfeスチール株式会社 | 角形鋼管およびその製造方法並びに建築構造物 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2024100939A1 (ja) | 2024-05-16 |
| CN120019171A (zh) | 2025-05-16 |
| KR20250075639A (ko) | 2025-05-28 |
| TWI863484B (zh) | 2024-11-21 |
| EP4585705A1 (en) | 2025-07-16 |
| JPWO2024100939A1 (ja) | 2024-05-16 |
| TW202419639A (zh) | 2024-05-16 |
| EP4585705A4 (en) | 2025-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2020209060A1 (ja) | 角形鋼管およびその製造方法ならびに建築構造物 | |
| JP6693606B1 (ja) | 角形鋼管およびその製造方法並びに建築構造物 | |
| TWI762881B (zh) | 電焊鋼管及其製造方法以及鋼管樁 | |
| US12553544B2 (en) | Electric resistance welded steel pipe, method for producing the same, line pipe, and building structure | |
| JP6070642B2 (ja) | 高強度でかつ低温靭性に優れた熱延鋼板およびその製造方法 | |
| JP7529049B2 (ja) | 角形鋼管およびその製造方法、熱延鋼板およびその製造方法、並びに建築構造物 | |
| KR102922321B1 (ko) | 전봉 강관 및 그 제조 방법 | |
| JP2015190015A (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP7563585B2 (ja) | 電縫鋼管およびその製造方法 | |
| WO2020170775A1 (ja) | 角形鋼管およびその製造方法並びに建築構造物 | |
| WO2020170774A1 (ja) | 角形鋼管およびその製造方法、並びに建築構造物 | |
| JP2005002385A (ja) | 成形性と靱性に優れた鋼管とその製造方法 | |
| CN114729426B (zh) | 电阻焊钢管用热轧钢板及其制造方法、电阻焊钢管及其制造方法、管线管、建筑结构物 | |
| JP7396552B1 (ja) | 熱延鋼板、角形鋼管およびそれらの製造方法並びに建築構造物 | |
| JP7424551B1 (ja) | 熱延鋼板、角形鋼管、それらの製造方法および建築構造物 | |
| TWI738246B (zh) | 電焊鋼管及其製造方法以及鋼管樁 | |
| WO2024062686A1 (ja) | 熱延鋼板、角形鋼管およびそれらの製造方法並びに建築構造物 | |
| JP7700876B2 (ja) | 熱延鋼板、電縫鋼管および角形鋼管ならびにラインパイプおよび建築構造物 | |
| JP7276641B1 (ja) | 電縫鋼管およびその製造方法 | |
| JP2024106089A (ja) | 鋼管杭継手用電縫鋼管、鋼管杭継手および鋼管杭 | |
| JP7571918B1 (ja) | 角形鋼管およびその製造方法ならびに建築構造物 | |
| JP7635881B2 (ja) | 熱延鋼板および電縫鋼管 | |
| CA3159223C (en) | Electric resistance welded steel pipe, method for producing the same, line pipe, and building structure | |
| WO2025004445A1 (ja) | 角形鋼管およびその製造方法ならびに建築構造物 | |
| KR20250034979A (ko) | 전봉 강관 및 그의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250520 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250602 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7700876 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |