JP7703280B2 - 物品整列装置及びこれを備えた組合せ秤 - Google Patents
物品整列装置及びこれを備えた組合せ秤 Download PDFInfo
- Publication number
- JP7703280B2 JP7703280B2 JP2021171354A JP2021171354A JP7703280B2 JP 7703280 B2 JP7703280 B2 JP 7703280B2 JP 2021171354 A JP2021171354 A JP 2021171354A JP 2021171354 A JP2021171354 A JP 2021171354A JP 7703280 B2 JP7703280 B2 JP 7703280B2
- Authority
- JP
- Japan
- Prior art keywords
- hopper
- piston rod
- articles
- cylinder
- alignment device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Description
前記振動シリンダは、ロッド側及びヘッド側の両エアポートへ同時にエアを供給することで往復進退作動するものであり、前記原点位置は、前記シャッタを閉止して前記上端開口から供給される前記物品を受入れる位置であって、かつ、前記振動シリンダの前記往復進退作動後に、前記シャッタを開放して前記下端開口から前記物品を排出する位置である。
上記(1)ないし(6)のいずれかの前記物品整列装置を備え、前記集合ホッパが、前記物品整列装置の前記ホッパである。
本発明は、以下のような形態で実施することもできる。
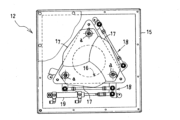
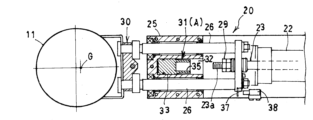
11 集合ホッパ
12 シャッタ機構
20 物品整列装置
22 振動シリンダ
23 ピストンロッド
25 案内ブロック
26 ガイド軸
31 エアシリンダ
A 強制復帰機構
G 原点位置
Pa ヘッド側エアポート
Pb ロッド側エアポート
Claims (2)
- 上端開口から物品が供給され、下端開口がシャッタによって開閉される筒状のホッパと、前記ホッパを連結したピストンロッドを有する振動シリンダと、前記ピストンロッドを外部から強制的に押圧移動させて、前記ホッパを原点位置に復帰させる強制復帰機構とを備え、
前記振動シリンダは、ロッド側及びヘッド側の両エアポートへ同時にエアを供給することで往復進退作動するものであり、
前記原点位置は、前記シャッタを閉止して前記上端開口から供給される前記物品を受入れる位置であって、かつ、前記振動シリンダの前記往復進退作動後に、前記シャッタを開放して前記下端開口から前記物品を排出する位置であり、
前記強制復帰機構は、単動型のエアシリンダを備える一方、ガイド軸が挿通する案内ブロックを備え、
前記ガイド軸の一方側の端部には、前記振動シリンダの前記ピストンロッドが連結され、かつ、前記ガイド軸の他方側の端部には、前記ホッパが支持され、
前記強制復帰機構の前記単動型のエアシリンダが、前記案内ブロックに組み込まれている、
ことを特徴とする物品整列装置。 - 供給された物品を放射状に分散搬送する分散フィーダと、分散搬送された前記物品を外方に向けて搬送する複数のリニアフィーダと、各リニアフィーダによって搬送された前記物品を保持して排出する複数の供給ホッパと、各供給ホッパから排出される物品の重量を計量する複数の計量ホッパと、前記計量ホッパから排出される前記物品を集合させて排出する集合シュートと、前記集合シュートを介して前記物品が供給される集合ホッパとを備える組合せ秤であって、
前記請求項1に記載の前記物品整列装置を備え、
前記集合ホッパが、前記物品整列装置の前記ホッパである、
ことを特徴とする組合せ秤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021171354A JP7703280B2 (ja) | 2021-10-20 | 2021-10-20 | 物品整列装置及びこれを備えた組合せ秤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021171354A JP7703280B2 (ja) | 2021-10-20 | 2021-10-20 | 物品整列装置及びこれを備えた組合せ秤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023061461A JP2023061461A (ja) | 2023-05-02 |
| JP7703280B2 true JP7703280B2 (ja) | 2025-07-07 |
Family
ID=86249596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021171354A Active JP7703280B2 (ja) | 2021-10-20 | 2021-10-20 | 物品整列装置及びこれを備えた組合せ秤 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7703280B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5178225A (en) | 1991-11-06 | 1993-01-12 | American Licorice Company | Loader machine |
| JP2000142948A (ja) | 1998-11-17 | 2000-05-23 | Nissei Koki Kk | 振動フィーダ |
| JP2002266809A (ja) | 2001-03-07 | 2002-09-18 | Fujitsu Ltd | 流体アクチュエータの位置決め機構 |
| JP2007119171A (ja) | 2005-10-27 | 2007-05-17 | Nissei Koki Kk | 振動コンベヤ |
| JP3186528U (ja) | 2013-07-31 | 2013-10-10 | 株式会社イシダ | 集合シュート及びそれを用いた組合せ計量装置 |
| JP3200044U (ja) | 2015-07-10 | 2015-10-01 | 大和製衡株式会社 | ホッパ及びこれを備えた組合せ秤 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3240412B2 (ja) * | 1990-12-26 | 2001-12-17 | 政孝 松村 | 油圧装置 |
| GB9705686D0 (en) * | 1997-03-19 | 1997-05-07 | Ishida Europ Mfg Ltd | Article alignment device |
| JP2021047022A (ja) * | 2019-09-17 | 2021-03-25 | 大和製衡株式会社 | 計量装置の物品整列装置 |
-
2021
- 2021-10-20 JP JP2021171354A patent/JP7703280B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5178225A (en) | 1991-11-06 | 1993-01-12 | American Licorice Company | Loader machine |
| JP2000142948A (ja) | 1998-11-17 | 2000-05-23 | Nissei Koki Kk | 振動フィーダ |
| JP2002266809A (ja) | 2001-03-07 | 2002-09-18 | Fujitsu Ltd | 流体アクチュエータの位置決め機構 |
| JP2007119171A (ja) | 2005-10-27 | 2007-05-17 | Nissei Koki Kk | 振動コンベヤ |
| JP3186528U (ja) | 2013-07-31 | 2013-10-10 | 株式会社イシダ | 集合シュート及びそれを用いた組合せ計量装置 |
| JP3200044U (ja) | 2015-07-10 | 2015-10-01 | 大和製衡株式会社 | ホッパ及びこれを備えた組合せ秤 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023061461A (ja) | 2023-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20050199470A1 (en) | Transport of bulk material items | |
| US5235796A (en) | Method and apparatus for packaging articles | |
| US20100200112A1 (en) | Device for metering a powdered product | |
| CN210910856U (zh) | 半导体塑封料上料装置 | |
| US4685602A (en) | Plastic-mold cutting apparatus using supersonic waves | |
| US3592336A (en) | Vibratory power-driven conveyor | |
| US3456424A (en) | Article packaging or handling apparatus | |
| JP7703280B2 (ja) | 物品整列装置及びこれを備えた組合せ秤 | |
| US3584697A (en) | Machine for portioning out articles by weight | |
| US3750365A (en) | Method and apparatus for opening and sealing bags | |
| CN114401913B (zh) | 散材传送方法及实施该方法的装置 | |
| JP7726617B2 (ja) | 計量装置 | |
| US6351926B1 (en) | Packaging system | |
| JP2021047022A (ja) | 計量装置の物品整列装置 | |
| US4062108A (en) | Stick insertion apparatus | |
| JP2002114202A (ja) | 魚体計量充填装置 | |
| CN213763893U (zh) | 一种挂钩钉扣机自动送料装置 | |
| KR101488501B1 (ko) | 핀형상 부품의 공급장치 | |
| KR100727309B1 (ko) | 가축사료 압축장치 | |
| JP4712950B2 (ja) | 整列装置 | |
| JP2511713B2 (ja) | 振動型播種機の種子落下制御装置 | |
| US2923399A (en) | Rotating conveyor | |
| JP2002198273A (ja) | 多列部品選別整列供給装置 | |
| CN207386570U (zh) | 自动车床精密零件自动上下料装置 | |
| US4171756A (en) | Apparatus for the metering and dispensing of products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240722 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250430 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7703280 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |