JP7704852B2 - 生産システム - Google Patents
生産システム Download PDFInfo
- Publication number
- JP7704852B2 JP7704852B2 JP2023526697A JP2023526697A JP7704852B2 JP 7704852 B2 JP7704852 B2 JP 7704852B2 JP 2023526697 A JP2023526697 A JP 2023526697A JP 2023526697 A JP2023526697 A JP 2023526697A JP 7704852 B2 JP7704852 B2 JP 7704852B2
- Authority
- JP
- Japan
- Prior art keywords
- robot
- velocity vector
- moving
- end effector
- transported
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J13/00—Controls for manipulators
- B25J13/08—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices
- B25J13/088—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices with position, velocity or acceleration sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J5/00—Manipulators mounted on wheels or on carriages
- B25J5/02—Manipulators mounted on wheels or on carriages travelling along a guideway
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/0093—Program-controlled manipulators co-operating with conveyor means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1694—Program controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
- B25J9/1697—Vision controlled systems
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41815—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by the cooperation between machine tools, manipulators and conveyor or other workpiece supply system, workcell
- G05B19/4182—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by the cooperation between machine tools, manipulators and conveyor or other workpiece supply system, workcell manipulators and conveyor only
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/39—Robotics, robotics to robotics hand
- G05B2219/39102—Manipulator cooperating with conveyor
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Manipulator (AREA)
Description
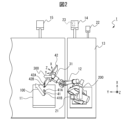
11 搬送装置
12 ロボット
13 移動装置
14 第1の制御装置
15 第2の制御装置
21 センサ
22 計算部
23 制御部
14 第1の制御装置
15 第2の制御装置
31 エンドエフェクタ
41 物品
41A、41B 嵌合部
42 部品
42A、42B 嵌合部
100 物品の速度ベクトル
200 ロボットの速度ベクトル
300 ロボットのエンドエフェクタの速度ベクトル
Claims (5)
- 物品を搬送する搬送装置と、前記搬送装置によって搬送される前記物品に対して作業を行うロボットと、前記ロボットを移動させる移動装置と、を備える生産システムであって、
前記搬送装置によって搬送される前記物品の位置情報を取得するセンサと、
前記センサが取得した位置情報に基づいて、前記搬送装置によって搬送される前記物品の速度ベクトルを算出する計算部と、
前記搬送装置によって搬送される前記物品の移動方向が前記移動装置によって移動する前記ロボットの移動方向と異なるときにおいて、前記移動装置によって移動する前記ロボットの速度ベクトルと前記ロボットのエンドエフェクタの位置の速度ベクトルとの和が前記搬送装置によって搬送される前記物品の速度ベクトルと一致するよう、前記移動装置によって移動する前記ロボットの速度ベクトル及び前記ロボットの前記エンドエフェクタの位置の速度ベクトルを制御する制御部と、
を備え、
前記制御部は、前記移動装置によって移動する前記ロボットの移動距離が、前記ロボットの前記エンドエフェクタの位置の移動距離よりも大きくなるように制御する、生産システム。 - 物品を搬送する搬送装置と、前記搬送装置によって搬送される前記物品に対して作業を行うロボットと、前記ロボットを移動させる移動装置と、を備える生産システムであって、
前記搬送装置によって搬送される前記物品の位置情報を取得するセンサと、
前記センサが取得した位置情報に基づいて、前記搬送装置によって搬送される前記物品の速度ベクトルを算出する計算部と、
前記搬送装置によって搬送される前記物品の移動方向が前記移動装置によって移動する前記ロボットの移動方向と異なるときにおいて、前記移動装置によって移動する前記ロボットの速度ベクトルと前記ロボットのエンドエフェクタの位置の速度ベクトルとの和が前記搬送装置によって搬送される前記物品の速度ベクトルと一致するよう、前記移動装置によって移動する前記ロボットの速度ベクトル及び前記ロボットの前記エンドエフェクタの位置の速度ベクトルを制御する制御部と、
を備え、
前記制御部は、前記移動装置によって移動する前記ロボットの速度ベクトルにおける速さが、前記ロボットの前記エンドエフェクタの位置の速度ベクトルにおける速さよりも大きくなるように制御する、生産システム。 - 物品を搬送する搬送装置と、前記搬送装置によって搬送される前記物品に対して作業を行うロボットと、前記ロボットを移動させる移動装置と、を備える生産システムであって、
前記搬送装置によって搬送される前記物品の位置情報を取得するセンサと、
前記センサが取得した位置情報に基づいて、前記搬送装置によって搬送される前記物品の速度ベクトルを算出する計算部と、
前記搬送装置によって搬送される前記物品の移動方向が前記移動装置によって移動する前記ロボットの移動方向と異なるときにおいて、前記移動装置によって移動する前記ロボットの速度ベクトルと前記ロボットのエンドエフェクタの位置の速度ベクトルとの和が前記搬送装置によって搬送される前記物品の速度ベクトルと一致するよう、前記移動装置によって移動する前記ロボットの速度ベクトル及び前記ロボットの前記エンドエフェクタの位置の速度ベクトルを制御する制御部と、
を備え、
前記制御部は、前記ロボットの前記エンドエフェクタの位置の速度ベクトルにおける速さが、前記移動装置によって移動する前記ロボットの速度ベクトルにおける速さよりも大きくなるように制御する、生産システム。 - 前記移動装置は、前記ロボットを一方向に往復移動させる、請求項1~3のいずれか一項に記載の生産システム。
- 前記制御部は、前記移動装置によって移動する前記ロボットの速度ベクトルにおける速さが、前記ロボットの前記エンドエフェクタの位置の速度ベクトルにおける速さよりも大きくなるように制御する、請求項1に記載の生産システム。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/021803 WO2022259387A1 (ja) | 2021-06-08 | 2021-06-08 | 生産システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022259387A1 JPWO2022259387A1 (ja) | 2022-12-15 |
| JP7704852B2 true JP7704852B2 (ja) | 2025-07-08 |
Family
ID=84425961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023526697A Active JP7704852B2 (ja) | 2021-06-08 | 2021-06-08 | 生産システム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12434391B2 (ja) |
| JP (1) | JP7704852B2 (ja) |
| CN (1) | CN117412842A (ja) |
| DE (1) | DE112021007443T5 (ja) |
| TW (1) | TW202247966A (ja) |
| WO (1) | WO2022259387A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112021005213T5 (de) * | 2020-12-01 | 2023-09-07 | Fanuc Corporation | Produktionssystem |
| CN117782992B (zh) * | 2024-02-23 | 2025-04-08 | 宁德时代新能源科技股份有限公司 | 包膜设备及包膜方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009028818A (ja) | 2007-07-25 | 2009-02-12 | Panasonic Electric Works Co Ltd | ロボットシステム |
| US20110150610A1 (en) | 2009-12-23 | 2011-06-23 | Weber Maschinenbau Gmbh Breidenbach | Apparatus for transferring products |
| JP2019038073A (ja) | 2017-08-25 | 2019-03-14 | 川崎重工業株式会社 | ロボットシステム及び搬送されているワークに対して作業を行う方法 |
| JP2019093481A (ja) | 2017-11-24 | 2019-06-20 | 株式会社安川電機 | ロボットシステム及びロボットシステムの制御方法 |
| JP2019155522A (ja) | 2018-03-12 | 2019-09-19 | オムロン株式会社 | 制御装置、制御方法、およびプログラム |
| JP2019155521A (ja) | 2018-03-12 | 2019-09-19 | オムロン株式会社 | 制御装置、制御方法、およびプログラム |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6029486U (ja) * | 1983-08-03 | 1985-02-27 | 株式会社日立製作所 | 画像の特長抽出装置付自動機械 |
| JPS61111893A (ja) * | 1984-11-05 | 1986-05-29 | 日産自動車株式会社 | 追従装置 |
| JPH0760327B2 (ja) | 1985-10-25 | 1995-06-28 | 日産自動車株式会社 | 走行軸付ロボツトの追従制御方式 |
| JPS6377678A (ja) * | 1986-09-19 | 1988-04-07 | 株式会社日立製作所 | ロボツトの動作制御方法 |
| JPS6467605A (en) * | 1987-09-09 | 1989-03-14 | Hitachi Metals Ltd | Conveyor synchronous control method for robot |
| JPH01183388A (ja) * | 1988-01-19 | 1989-07-21 | Toshiba Corp | ロボット移動装置 |
| JPH01187602A (ja) * | 1988-01-22 | 1989-07-27 | Fanuc Ltd | ロボット制御方法 |
| JP2786225B2 (ja) * | 1989-02-01 | 1998-08-13 | 株式会社日立製作所 | 工業用ロボットの制御方法及び装置 |
| JPH0872764A (ja) | 1994-09-01 | 1996-03-19 | Mazda Motor Corp | 生産ライン制御装置 |
| EP1633534B1 (en) * | 2003-04-28 | 2018-09-12 | Nikon Metrology NV | Cmm arm with exoskeleton |
| WO2009123956A1 (en) * | 2008-03-31 | 2009-10-08 | Abb Research | Robot parts assembly on a workpiece moving on an assembly line |
| US9233470B1 (en) * | 2013-03-15 | 2016-01-12 | Industrial Perception, Inc. | Determining a virtual representation of an environment by projecting texture patterns |
| WO2017215741A1 (en) * | 2016-06-14 | 2017-12-21 | Abb Schweiz Ag | A method and a robot system for handling objects |
| AU2017294796B2 (en) * | 2016-07-15 | 2019-05-30 | Fastbrick Ip Pty Ltd | Brick/block laying machine incorporated in a vehicle |
| JP6646026B2 (ja) | 2017-10-16 | 2020-02-14 | ファナック株式会社 | 作業システム、物品に対する作業実施方法、およびロボット |
| WO2020068849A1 (en) * | 2018-09-25 | 2020-04-02 | Visual Robotics Systems Inc. | Spatially-aware camera and method thereof |
| JP7388074B2 (ja) * | 2019-09-17 | 2023-11-29 | オムロン株式会社 | シミュレーション装置、シミュレーションプログラムおよびシミュレーション方法 |
| US11542103B1 (en) * | 2021-07-29 | 2023-01-03 | Rios Intelligent Machines, Inc. | Food-grade robotic gripper for automated production work cell |
-
2021
- 2021-06-08 CN CN202180098942.6A patent/CN117412842A/zh active Pending
- 2021-06-08 JP JP2023526697A patent/JP7704852B2/ja active Active
- 2021-06-08 DE DE112021007443.1T patent/DE112021007443T5/de active Pending
- 2021-06-08 US US18/553,734 patent/US12434391B2/en active Active
- 2021-06-08 WO PCT/JP2021/021803 patent/WO2022259387A1/ja not_active Ceased
-
2022
- 2022-05-13 TW TW111118013A patent/TW202247966A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009028818A (ja) | 2007-07-25 | 2009-02-12 | Panasonic Electric Works Co Ltd | ロボットシステム |
| US20110150610A1 (en) | 2009-12-23 | 2011-06-23 | Weber Maschinenbau Gmbh Breidenbach | Apparatus for transferring products |
| JP2019038073A (ja) | 2017-08-25 | 2019-03-14 | 川崎重工業株式会社 | ロボットシステム及び搬送されているワークに対して作業を行う方法 |
| JP2019093481A (ja) | 2017-11-24 | 2019-06-20 | 株式会社安川電機 | ロボットシステム及びロボットシステムの制御方法 |
| JP2019155522A (ja) | 2018-03-12 | 2019-09-19 | オムロン株式会社 | 制御装置、制御方法、およびプログラム |
| JP2019155521A (ja) | 2018-03-12 | 2019-09-19 | オムロン株式会社 | 制御装置、制御方法、およびプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN117412842A (zh) | 2024-01-16 |
| US20240181653A1 (en) | 2024-06-06 |
| US12434391B2 (en) | 2025-10-07 |
| WO2022259387A1 (ja) | 2022-12-15 |
| DE112021007443T5 (de) | 2024-01-25 |
| TW202247966A (zh) | 2022-12-16 |
| JPWO2022259387A1 (ja) | 2022-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109866206B (zh) | 机器人系统以及机器人系统的控制方法 | |
| JP6646026B2 (ja) | 作業システム、物品に対する作業実施方法、およびロボット | |
| US10456917B2 (en) | Robot system including a plurality of robots, robot controller and robot control method | |
| US10232512B2 (en) | Coordinate system setting method, coordinate system setting apparatus, and robot system provided with coordinate system setting apparatus | |
| CN111905983B (zh) | 基于视觉跟随的点胶轨迹修正方法、装置、系统及介质 | |
| KR102018242B1 (ko) | 머니퓰레이터 시스템 | |
| JP6579498B2 (ja) | 自動化装置及び位置検出装置 | |
| US11376734B2 (en) | Trajectory control device | |
| JP7000361B2 (ja) | 追随ロボットおよび作業ロボットシステム | |
| JP2019111640A (ja) | 物品搬送装置、ロボットシステムおよび物品搬送方法 | |
| JP7704852B2 (ja) | 生産システム | |
| CN111319038A (zh) | 轨道生成系统和轨道生成方法 | |
| CN110605730B (zh) | 机器人系统以及机器人 | |
| CN109382839B (zh) | 机器人系统以及机器人控制装置 | |
| JP5446887B2 (ja) | 制御装置、ロボット、ロボットシステム及びロボットの追従方法 | |
| WO2021235331A1 (ja) | 追随ロボット | |
| JP5509859B2 (ja) | ロボット制御装置及び方法 | |
| JP4303411B2 (ja) | トラッキング方法、及びトラッキングシステム | |
| CN112297003B (zh) | 设定机器人坐标系的装置、机器人控制装置、机器人系统以及方法 | |
| CN109591051A (zh) | 复合机器人作业精度补偿方法、系统及存储介质 | |
| JP7568721B2 (ja) | ワークの表面の3次元情報およびワークの2次元画像を取得する撮像装置および制御装置 | |
| JP6889216B2 (ja) | 作業システム | |
| JP2019018339A (ja) | ロボットシステム | |
| WO2022137413A1 (ja) | ロボットシステム、ピッキング方法およびコンピュータプログラム | |
| TWI727851B (zh) | 於弧形路徑中控制端效器追蹤物件的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250527 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250626 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7704852 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |