JP7705384B2 - 車両フロアおよび対応する製造方法 - Google Patents
車両フロアおよび対応する製造方法 Download PDFInfo
- Publication number
- JP7705384B2 JP7705384B2 JP2022523429A JP2022523429A JP7705384B2 JP 7705384 B2 JP7705384 B2 JP 7705384B2 JP 2022523429 A JP2022523429 A JP 2022523429A JP 2022523429 A JP2022523429 A JP 2022523429A JP 7705384 B2 JP7705384 B2 JP 7705384B2
- Authority
- JP
- Japan
- Prior art keywords
- floor panel
- main floor
- patch
- sheet metal
- vehicle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
- B21D35/007—Layered blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/20—Floors or bottom sub-units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/007—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of special steel or specially treated steel, e.g. stainless steel or locally surface hardened steel
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Body Structure For Vehicles (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Description
本発明は、板金から打ち抜かれた主フロアパネルを含む、車両フレームのためのホットスタンピング車両フロアに関する。
車両フレームのための車両フロアは、最終的な車両フロアを得るために一緒に接合される必要がある複数の異なるスタンピング板金コンポーネントおよび補強材を含む。これは、非常に集中的な溶接アセンブリ作業を暗示する。溶接は、局所加熱による寸法歪みの危険を吸収するために、困難な製造プロセスであることが知られている。加えて、部品どうしを一緒に接合するために特殊な支援工具が求められる。
伸び率=(Lf-L0)/L0
L0は初期プローブ長であり、Lfは破断前のプローブ長である。
面積減量率=(A0-Af)/A0
A0は初期プローブ断面積であり、Afは破断前のプローブ断面積である。
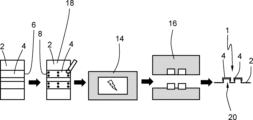
(a)板金ブランクが室温でプロセスを開始し、
(b)次いで、ブランクを炉中で約900℃まで加熱してオーステナイト微細構造を得、
(c)次いで、ブランクをプレス金型に入れ、所望の部品形状へと成形し、金型を閉じた位置で数秒間保持し、それにより、ブランクを急冷させ、
(d)この冷却がオーステナイトをマルテンサイトへと変態させ、それにより、より硬い部品を得る。
(a)板金ブランクが室温でプロセスを開始し、
(b)ブランクを、コールドスタンピング金型中で予備成形し、所望の予備成形部品へと成形し、
(c)次いで、予備成形部品を炉中で約900℃まで加熱してオーステナイト微細構造を得、
(d)次いで、部品をプレス金型に入れ、成形し、金型を閉じた位置で数秒間保持し、それにより、ブランクを急冷させ、
(e)この冷却がオーステナイトをマルテンサイトへと変態させて、最終的な硬さを部品に提供する。
(a)板金ブランクが室温でプロセスを開始し、
(b)次いで、ブランクを炉中で約900℃まで加熱してオーステナイト微細構造を得、
(c)次いで、ブランクを多段プレス金型に入れ、所望の部品形状へと成形する。そのとき、部品が金型内で前進するにつれ、異なる成形工程が起こる。ブランクをまず約500℃に冷まし、次いで成形し、その後、必要に応じて後処理する。
(d)この場合、急冷の必要はない。完成した部品を室温で冷ます。
車両フレーム(100)のためのホットスタンピング車両フロア(1)であって、
[a]少なくとも1つの板金ブランクから打ち抜かれた、主フロアパネル(2)
を含み;以下:
[b]該主フロアパネル(2)が1つの単一の板金ブランクから作製され、
該車両フロア(1)が、
[c]該主フロアパネル(2)上に配設されて該主フロアパネル(2)に重なる、少なくとも1つの板金補強パッチ(4)
をさらに含み、
[d]該少なくとも1つの補強パッチ(4)が、該主フロアパネル(2)よりも延性であり、
[e]該少なくとも1つの補強パッチ(4)が、該主フロアパネル(2)の少なくとも1つの区域(6)に接合され、該少なくとも1つの区域(6)が、該車両の衝突時に圧縮衝突力に耐えると想定されており、
[f]該車両フロア(1)が打ち抜かれる前に該主フロアパネル(2)と該少なくとも1つの補強パッチ(4)とが互いに接合されること
を特徴とする、ホットスタンピング車両フロア(1)。
[本発明1002]
主フロアパネル(2)がプレス硬化鋼から作製され、補強パッチ(4)が非硬化性鋼から作製されていることを特徴とする、本発明1001の車両フロア(1)。
[本発明1003]
主フロアパネル(2)が、板金ブランクから直接打ち抜かれた少なくとも1つの補強ビームを含むことを特徴とし、少なくとも1つの補強パッチ(4)が、車両フロア(1)の該少なくとも1つの補強ビームに配設され、接合されていることを特徴とする、本発明1001または1002の車両フロア(1)。
[本発明1004]
少なくとも1つの補強パッチ(4)が、主フロアパネル(2)よりも10%~80%、好ましくは25%~70%延性であることを特徴とする、本発明1001~1003のいずれかの車両フロア(1)。
[本発明1005]
主フロアパネル(2)および補強パッチ(4)が、0.5~8mm、好ましくは0.5~6mm、より好ましくは0.5~3mm、特に好ましくは0.8~1.5mmの厚さを有することを特徴とする、本発明1001~1004のいずれかの車両フロア(1)。
[本発明1006]
主フロアパネル(2)および補強パッチ(4)が同じ厚さを有することを特徴とする、本発明1005の車両フロア(1)。
[本発明1007]
主フロアパネル(2)および補強パッチ(4)が亜鉛コートされていることを特徴とする、本発明1001~1006のいずれかの車両フロア(1)。
[本発明1008]
車両フロア(1)が、駆動方向に相当する縦方向(L)と、垂直方向(P)とを画定することを特徴とし、少なくとも1つの補強パッチが該垂直方向(P)に延びることを特徴とする、本発明1001~1007のいずれかの車両フロア(1)。
[本発明1009]
主フロアパネル(2)および少なくとも1つの補強パッチ(4)が、抵抗スポット溶接、標準的なレーザー溶接、リモートレーザー溶接、抵抗シーム溶接(RSEW)、ガスメタルアーク溶接およびレーザー・アークハイブリッド溶接からなる群の1つまたは複数の方法によって一緒に接合されていることを特徴とする、本発明1001~1008のいずれかの車両フロア(1)。
[本発明1010]
主フロアパネル(2)を製造するための少なくとも1つの板金ブランクが1,400MPa~2,000MPaの引張り強さを有し、少なくとも1つの板金補強パッチ(4)が500~1,000MPaの引張り強さを有することを特徴とする、本発明1001~1009のいずれかの車両フロア(1)。
[本発明1011]
車両フレーム(100)のためのホットスタンピング車両フロア(1)を製造するための方法であって、
[a]主フロアパネル(2)を打ち抜くために少なくとも1つの板金ブランクをホットスタンピングする工程
を含み;以下:
[b]該主フロアパネル(2)が1つの単一の板金ブランクから作製されていること
を特徴とし、かつ、以下:
該ホットスタンピング工程の前に、
[c]少なくとも1つの補強パッチ(4)を該板金ブランク上に配設して、該板金ブランクの、衝突時に圧縮衝突力に耐えると想定される該車両フロア(1)の少なくとも1つの区域(6)に重ねる工程であって、該少なくとも1つの補強パッチ(4)が、該主フロアパネル(2)よりも延性である、工程と
[d]該少なくとも1つの補強パッチ(4)と該板金ブランクとを接合する工程と
をさらに含むこと
を特徴とする、方法。
[本発明1012]
前記接合する工程が、抵抗スポット溶接、標準的なレーザー溶接、リモートレーザー溶接、抵抗シーム溶接(RSEW)、ガスメタルアーク溶接およびレーザー・アークハイブリッド溶接からなる群の1つまたは複数の方法によって実施されることを特徴とする、本発明1011の方法。
[本発明1013]
主フロアパネル(2)がプレス硬化鋼から作製され、補強パッチ(4)が非硬化性鋼から作製されていることを特徴とする、本発明1011または1012の方法。
同様に、本発明はまた、本発明の態様の詳細な説明および添付図面に示される他の詳細の特徴を含む。
図1は、従来技術の車両フロア200を示す。この従来技術の車両フロアは、フロントパネル202、クロスビーム204、縦ビーム206、ビーム補強材208、リヤパネル210、ミドルパネル212などをはじめとする複数の板金部品を含む。この車両フロア200は、全部で16の個別のスタンピング板金部品で構成されている。これら16の部品は、個別に成形されたのち、任意の適当な溶接プロセス、例えばスポット溶接、レーザー溶接などによって相応に接合されなければならない。完成したならば、車両フロア30は、30kgを超える重量を有する。
Claims (13)
- 車両フレーム(100)のためのホットスタンピング車両フロア(1)を製造するための方法であって、
[a]主フロアパネル(2)を打ち抜くために少なくとも1つの板金ブランクをホットスタンピングする工程
を含み;以下:
[b]該主フロアパネル(2)が1つの単一の板金ブランクから作製されていること
を特徴とし、かつ、以下:
該ホットスタンピング工程の前に、
[c]少なくとも1つの補強パッチ(4)を該板金ブランク上に配設して、該板金ブランクの、衝突時に圧縮衝突力に耐えると想定される該車両フロア(1)の少なくとも1つの区域(6)に重ねる工程であって、該少なくとも1つの補強パッチ(4)が、該主フロアパネル(2)よりも延性であり、
[d]該主フロアパネル(2)がプレス硬化鋼から作製され、該補強パッチ(4)が非硬化性鋼から作製されている、工程と
[e]該少なくとも1つの補強パッチ(4)と該板金ブランクとを接合する工程と
をさらに含むこと
を特徴とする、方法。 - 前記接合する工程が、抵抗スポット溶接、標準的なレーザー溶接、リモートレーザー溶接、抵抗シーム溶接(RSEW)、ガスメタルアーク溶接およびレーザー・アークハイブリッド溶接からなる群の1つまたは複数の方法によって実施されることを特徴とする、請求項1記載の方法。
- 少なくとも1つの補強ビームを板金ブランクから直接打ち抜くこと、および少なくとも1つの補強パッチ(4)を前記車両フロア(1)の該少なくとも1つの補強ビームに配設するとともに接合することを含むことを特徴とする、請求項1~2のいずれか一項記載の方法。
- 少なくとも1つの補強パッチ(4)が、主フロアパネル(2)よりも10%~80%延性であることを特徴とする、請求項1~3のいずれか一項記載の方法。
- 少なくとも1つの補強パッチ(4)が、主フロアパネル(2)よりも25%~70%延性であることを特徴とする、請求項1~3のいずれか一項記載の方法。
- 主フロアパネル(2)および補強パッチ(4)が、0.5~8mmの厚さを有することを特徴とする、請求項1~5のいずれか一項記載の方法。
- 主フロアパネル(2)および補強パッチ(4)が、0.5~6mmの厚さを有することを特徴とする、請求項1~5のいずれか一項記載の方法。
- 主フロアパネル(2)および補強パッチ(4)が、0.5~3mmの厚さを有することを特徴とする、請求項1~5のいずれか一項記載の方法。
- 主フロアパネル(2)および補強パッチ(4)が、0.8~1.5mmの厚さを有することを特徴とする、請求項1~5のいずれか一項記載の方法。
- 主フロアパネル(2)および補強パッチ(4)が同じ厚さを有することを特徴とする、請求項7~9のいずれか一項記載の方法。
- 主フロアパネル(2)および補強パッチ(4)が亜鉛コートされていることを特徴とする、請求項1~10のいずれか一項記載の方法。
- 車両フロア(1)が、駆動方向に相当する縦方向(L)と、垂直方向(P)とを画定することを特徴とし、少なくとも1つの補強パッチが該垂直方向(P)に延びることを特徴とする、請求項1~11のいずれか一項記載の方法。
- 主フロアパネル(2)を製造するための少なくとも1つの板金ブランクが1,400MPa~2,000MPaの引張り強さを有し、少なくとも1つの板金補強パッチ(4)が500~1,000MPaの引張り強さを有することを特徴とする、請求項1~12のいずれか一項記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19382991.8 | 2019-11-12 | ||
| EP19382991 | 2019-11-12 | ||
| PCT/EP2020/081809 WO2021094405A1 (en) | 2019-11-12 | 2020-11-11 | Vehicle floor and corresponding production method |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| JP2023500810A JP2023500810A (ja) | 2023-01-11 |
| JPWO2021094405A5 JPWO2021094405A5 (ja) | 2023-11-14 |
| JP2023500810A5 JP2023500810A5 (ja) | 2023-11-14 |
| JP7705384B2 true JP7705384B2 (ja) | 2025-07-09 |
Family
ID=68610133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022523429A Active JP7705384B2 (ja) | 2019-11-12 | 2020-11-11 | 車両フロアおよび対応する製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20230027898A1 (ja) |
| EP (1) | EP4058221A1 (ja) |
| JP (1) | JP7705384B2 (ja) |
| KR (1) | KR20220093121A (ja) |
| CN (1) | CN114502453A (ja) |
| CA (1) | CA3153053A1 (ja) |
| MX (1) | MX2022005674A (ja) |
| WO (1) | WO2021094405A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020217085A1 (en) * | 2019-04-23 | 2020-10-29 | Arcelormittal | Tunnel having integrated lateral reinforcements |
| WO2022096921A1 (en) * | 2020-11-06 | 2022-05-12 | Arcelormittal | Rear underfloor structure for a motor vehicle |
| KR20240058092A (ko) | 2021-08-02 | 2024-05-03 | 오토테크 엔지니어링 에스.엘. | 차량을 위한 바닥 패널들 그리고 방법들 |
| DE102022131931A1 (de) | 2022-12-02 | 2024-06-13 | Audi Aktiengesellschaft | Verfahren zum Herstellen eines Bauteils |
| JPWO2025070610A1 (ja) * | 2023-09-29 | 2025-04-03 | ||
| WO2025134965A1 (ja) * | 2023-12-20 | 2025-06-26 | 日本製鉄株式会社 | 構造部材 |
| JP2025120809A (ja) * | 2024-02-05 | 2025-08-18 | フタバ産業株式会社 | フロア部材の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140193659A1 (en) | 2011-11-22 | 2014-07-10 | Ford Global Technologies, Llc | Method of manufacturing a sturctural ultra-thin sheet metal part with patch welded reinforcements |
| JP2019506323A (ja) | 2015-12-18 | 2019-03-07 | オートテック・エンジニアリング・アグルパシオン・デ・インテレス・エコノミコAutotech Engineering A.I.E. | Bピラー中心梁と製造方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7310878B2 (en) * | 2004-02-27 | 2007-12-25 | Gm Global Technology Operations, Inc. | Automotive lower body component method of manufacture |
| DE102004054795B4 (de) * | 2004-11-12 | 2007-04-05 | Thyssenkrupp Automotive Ag | Verfahren zur Herstellung von Fahrzeugbauteilen sowie Karosseriebauteil |
| SE530228C2 (sv) * | 2006-08-25 | 2008-04-01 | Gestamp Hardtech Ab | Sätt att varmforma och härda en plåtdetalj, samt en B-stolpe till ett fordon |
| ES2375197T3 (es) * | 2009-02-26 | 2012-02-27 | Thyssenkrupp Steel Europe Ag | Componente con diferentes propiedades de resistencia. |
| DE102009047951A1 (de) * | 2009-10-01 | 2011-04-07 | Daimler Ag | Säule für einen Kraftwagen |
| DE102009052210B4 (de) * | 2009-11-06 | 2012-08-16 | Voestalpine Automotive Gmbh | Verfahren zum Herstellen von Bauteilen mit Bereichen unterschiedlicher Duktilität |
| DE102009056840A1 (de) * | 2009-12-03 | 2011-06-09 | GM Global Technology Operations LLC, ( n. d. Ges. d. Staates Delaware ), Detroit | Unterbaustruktur einer Kraftfahrzeugkarosserie |
| DE102010019992A1 (de) * | 2010-05-10 | 2011-11-10 | Volkswagen Ag | Karosseriestruktur, insbesondere Bodenstruktur, für ein Kraftfahrzeug |
| DE202010017552U1 (de) | 2010-05-10 | 2012-06-13 | Volkswagen Aktiengesellschaft | Karosseriestruktur, insbesondere Bodenstruktur, für ein Kraftfahrzeug |
| US10035324B2 (en) | 2010-09-16 | 2018-07-31 | Nippon Steel & Sumitomo Metal Corporation | Formed member and manufacturing method thereof |
| DE102010048209C5 (de) * | 2010-10-15 | 2016-05-25 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines warmumgeformten pressgehärteten Metallbauteils |
| EP2754603B1 (en) * | 2013-01-10 | 2017-07-19 | Volvo Car Corporation | Method, vehicle reinforcement & vehicle |
| MX2016006485A (es) * | 2013-11-25 | 2016-08-05 | Magna Int Inc | Componente estructural que incluye zona de transicion templada. |
| WO2015129110A1 (ja) * | 2014-02-25 | 2015-09-03 | 本田技研工業株式会社 | 自動車の車体構造および車体フロアの製造方法 |
| DE102014008718B3 (de) * | 2014-06-18 | 2015-02-19 | Thyssenkrupp Ag | Maßgeschneidertes Halbzeug und Kraftfahrzeugbauteil |
| US9180745B1 (en) * | 2014-06-26 | 2015-11-10 | Ford Global Technologies, Llc | Pickup truck with provisions for gooseneck hitch |
| MA40133B1 (fr) * | 2014-09-22 | 2018-04-30 | Arcelormittal | Procédés pour produire un element de renforcement interne de cadre de porte tridimensionnel de vehicule, pour produire un cadre de porte de véhicule et pour produire une structure de renforcement de véhicule |
| EP3006131B1 (en) * | 2014-10-10 | 2022-08-24 | Fiat Group Automobiles S.p.A. | Method for manufacturing a rear frame side member for a motor vehicle, rear frame side member manufactured according to such a method, and motor vehicle provided with such a rear frame side member |
| DE102015112327A1 (de) * | 2015-07-28 | 2017-02-02 | Benteler Automobiltechnik Gmbh | Karosserie- oder Fahrwerkbauteil eines Kraftfahrzeuges mit verbesserter Crashperformance sowie Verfahren zu dessen Herstellung |
| DE102015115915A1 (de) * | 2015-09-21 | 2017-03-23 | Wisco Tailored Blanks Gmbh | Laserschweißverfahren zur Herstellung eines Blechhalbzeugs aus härtbarem Stahl mit einer Beschichtung auf Aluminium- oder Aluminium-Silizium-Basis |
| WO2017098303A1 (en) * | 2015-12-09 | 2017-06-15 | Arcelormittal | Method for producing an inner automotive structural part comprising localized reinforced areas |
| DE102016114068B3 (de) * | 2016-07-29 | 2017-08-10 | Benteler Automobiltechnik Gmbh | Längsträger aus Mehrlagenstahl |
| DE102016114062B3 (de) * | 2016-07-29 | 2017-06-22 | Benteler Automobiltechnik Gmbh | Säule für ein Kraftfahrzeug und Verfahren zur Herstellung einer Säule |
| WO2021044198A1 (en) * | 2019-09-06 | 2021-03-11 | Arcelormittal | Front structure for an electric vehicle |
-
2020
- 2020-11-11 JP JP2022523429A patent/JP7705384B2/ja active Active
- 2020-11-11 CN CN202080070771.1A patent/CN114502453A/zh active Pending
- 2020-11-11 MX MX2022005674A patent/MX2022005674A/es unknown
- 2020-11-11 CA CA3153053A patent/CA3153053A1/en active Pending
- 2020-11-11 US US17/774,622 patent/US20230027898A1/en not_active Abandoned
- 2020-11-11 KR KR1020227014960A patent/KR20220093121A/ko active Pending
- 2020-11-11 EP EP20803168.2A patent/EP4058221A1/en active Pending
- 2020-11-11 WO PCT/EP2020/081809 patent/WO2021094405A1/en not_active Ceased
-
2025
- 2025-10-28 US US19/371,382 patent/US20260054779A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140193659A1 (en) | 2011-11-22 | 2014-07-10 | Ford Global Technologies, Llc | Method of manufacturing a sturctural ultra-thin sheet metal part with patch welded reinforcements |
| JP2019506323A (ja) | 2015-12-18 | 2019-03-07 | オートテック・エンジニアリング・アグルパシオン・デ・インテレス・エコノミコAutotech Engineering A.I.E. | Bピラー中心梁と製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2022005674A (es) | 2022-06-22 |
| CA3153053A1 (en) | 2021-05-20 |
| US20230027898A1 (en) | 2023-01-26 |
| US20260054779A1 (en) | 2026-02-26 |
| WO2021094405A1 (en) | 2021-05-20 |
| EP4058221A1 (en) | 2022-09-21 |
| JP2023500810A (ja) | 2023-01-11 |
| KR20220093121A (ko) | 2022-07-05 |
| CN114502453A (zh) | 2022-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7705384B2 (ja) | 車両フロアおよび対応する製造方法 | |
| US20240417000A1 (en) | Body side structural frame of a vehicle | |
| US20180029645A1 (en) | Longitudinal beam made of multi-layer steel | |
| CN114104116A (zh) | 一种汽车前门环及其制造方法 | |
| US20240343311A1 (en) | Floor panels for a vehicle and methods | |
| KR20250096857A (ko) | 보강재가 일체화된 배터리 팩용 상부 커버, 배터리 팩 및 그 조립 방법 | |
| RU2790729C1 (ru) | Пол транспортного средства и способ его изготовления | |
| US20250058833A1 (en) | Front structure for an automotive vehicle | |
| US20260109408A1 (en) | Rear floor panel and structural assembly for a motor vehicle | |
| KR20250129734A (ko) | 자동차를 위한 리어 구조체 | |
| WO2025083503A1 (en) | Dash panel reinforcement ring | |
| JP2025528585A (ja) | 車両のダッシュパネルアセンブリ | |
| KR20260002928A (ko) | 금속성의 부품의 제조 방법 및 연관된 금속성의 부품 | |
| WO2025181516A1 (en) | Reinforcement insert for a vehicle side structure | |
| CN121969542A (zh) | 仪表板加强环 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20220420 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231102 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20231227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20241106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241126 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20250220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250627 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7705384 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |