KR20090109110A - 신선 다이스 - Google Patents
신선 다이스 Download PDFInfo
- Publication number
- KR20090109110A KR20090109110A KR1020097017148A KR20097017148A KR20090109110A KR 20090109110 A KR20090109110 A KR 20090109110A KR 1020097017148 A KR1020097017148 A KR 1020097017148A KR 20097017148 A KR20097017148 A KR 20097017148A KR 20090109110 A KR20090109110 A KR 20090109110A
- Authority
- KR
- South Korea
- Prior art keywords
- diamond
- less
- hole
- wire rod
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/06—Processes using ultra-high pressure, e.g. for the formation of diamonds; Apparatus therefor, e.g. moulds or dies
- B01J3/062—Processes using ultra-high pressure, e.g. for the formation of diamonds; Apparatus therefor, e.g. moulds or dies characterised by the composition of the materials to be processed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C3/00—Profiling tools for metal drawing; Combinations of dies and mandrels for metal drawing
- B21C3/02—Dies; Selection of material therefor; Cleaning thereof
- B21C3/025—Dies; Selection of material therefor; Cleaning thereof comprising diamond parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C3/00—Profiling tools for metal drawing; Combinations of dies and mandrels for metal drawing
- B21C3/18—Making tools by operations not covered by a single other subclass; Repairing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B29/00—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape
- C30B29/60—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape characterised by shape
- C30B29/605—Products containing multiple oriented crystallites, e.g. columnar crystallites
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2203/00—Processes utilising sub- or super atmospheric pressure
- B01J2203/06—High pressure synthesis
- B01J2203/0605—Composition of the material to be processed
- B01J2203/061—Graphite
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2203/00—Processes utilising sub- or super atmospheric pressure
- B01J2203/06—High pressure synthesis
- B01J2203/0605—Composition of the material to be processed
- B01J2203/0625—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2203/00—Processes utilising sub- or super atmospheric pressure
- B01J2203/06—High pressure synthesis
- B01J2203/065—Composition of the material produced
- B01J2203/0655—Diamond
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2203/00—Processes utilising sub- or super atmospheric pressure
- B01J2203/06—High pressure synthesis
- B01J2203/0675—Structural or physico-chemical features of the materials processed
- B01J2203/068—Crystal growth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2203/00—Processes utilising sub- or super atmospheric pressure
- B01J2203/06—High pressure synthesis
- B01J2203/0675—Structural or physico-chemical features of the materials processed
- B01J2203/0685—Crystal sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/425—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/427—Diamond
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/781—Nanograined materials, i.e. having grain sizes below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/782—Grain size distributions
- C04B2235/783—Bimodal, multi-modal or multi-fractional
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Nanotechnology (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Composite Materials (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Metal Extraction Processes (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Carbon And Carbon Compounds (AREA)
Abstract
Description





Claims (10)
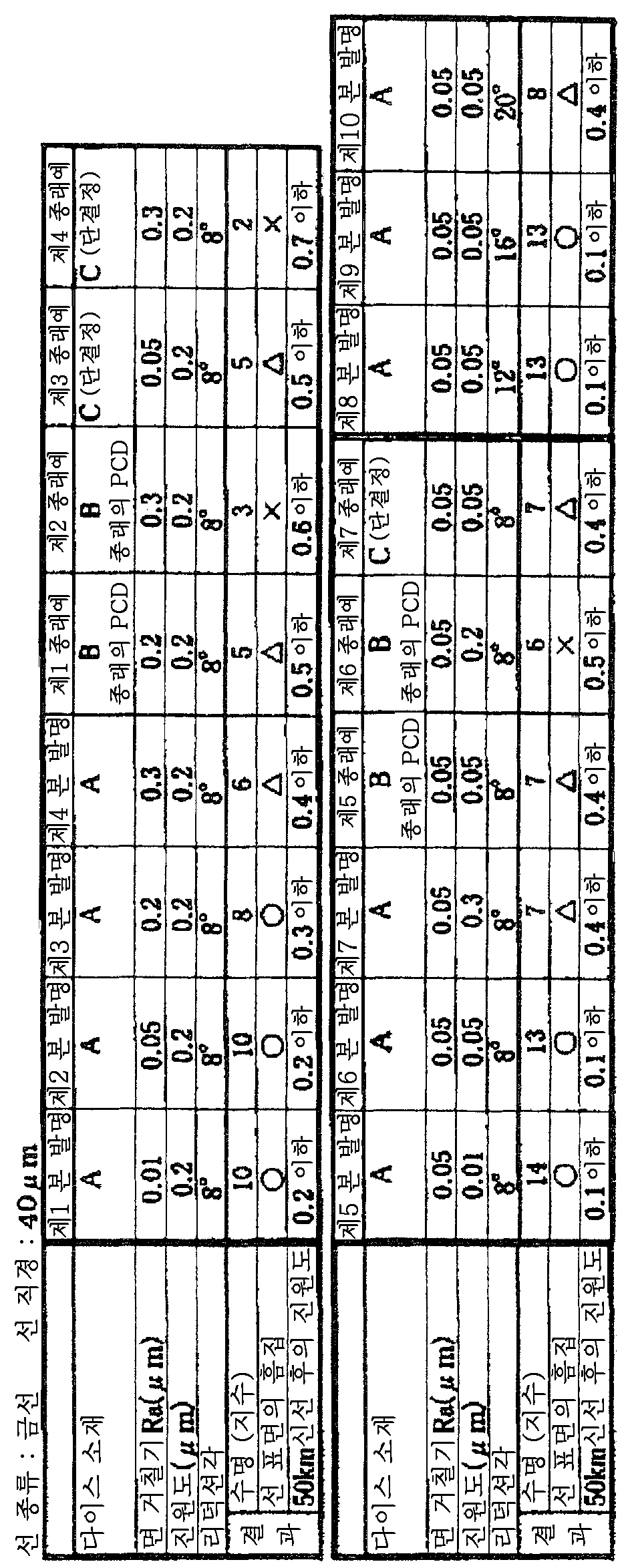
- 비다이아몬드형 탄소 물질을 출발 물질로 하여, 초고압 고온하에서 소결 조제나 촉매의 첨가없이 직접적으로 다이아몬드로 변환 소결된, 실질적으로 다이아몬드만을 포함하는 다결정 다이아몬드를 코어로 한 신선 다이스이며, 상기 다결정 다이아몬드가, 최대 입경이 100㎚ 이하, 평균 입경이 50㎚ 이하인 미립의 다이아몬드와, 최소 입경 50㎚ 이상, 최대 입경 10000㎚ 이하인 판상 혹은 입상의 조립 다이아몬드의 혼합 조직을 갖고, 상기 다결정 다이아몬드에는 신선 가공되는 선재를 통과시키는 구멍이 형성되는, 신선 다이스.
- 제1항에 있어서, 상기 미립 다이아몬드의 최대 입경이 50㎚ 이하이고, 평균 입경이 30㎚ 이하인, 신선 다이스.
- 제1항에 있어서, 상기 조립 다이아몬드의 최소 입경이 50㎚ 이상, 최대 입경이 1000㎚ 이하인, 신선 다이스.
- 제1항에 있어서, 상기 다결정 다이아몬드에 형성된 구멍 중, 적어도 가공에 작용하는 면의 면 거칠기가 Ra로 0.001㎛ 이상 0.2㎛ 이하인, 신선 다이스.
- 제1항에 있어서, 상기 다결정 다이아몬드에 형성된 구멍 중, 베어링부의 단 면을 보았을 때의 상기 구멍의 진원도가 0.01㎛ 이상 0.2㎛ 이하인, 신선 다이스.
- 제1항에 있어서, 신선 가공되는 선재는 금선이며, 상기 구멍의 형상 중 리덕션 각도는 8 내지 16°인, 신선 다이스.
- 제1항에 있어서, 신선 가공되는 선재는 구리선이며, 상기 구멍의 형상 중 리덕션 각도는 8 내지 16°인, 신선 다이스.
- 제1항에 있어서, 신선 가공되는 선재는 텅스텐선이며, 상기 구멍의 형상 중 리덕션 각도는 6 내지 14°인, 신선 다이스.
- 제1항에 있어서, 신선 가공되는 선재는 스테인레스선이며, 상기 구멍의 형상 중 리덕션 각도는 6 내지 14°인, 신선 다이스.
- 제1항에 있어서, 신선 가공되는 선재는 스틸 코드이며, 상기 구멍의 형상 중 리덕션 각도는 6 내지 14°인, 신선 다이스.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2007-010101 | 2007-01-19 | ||
| JP2007010101 | 2007-01-19 | ||
| PCT/JP2008/050621 WO2008088048A1 (ja) | 2007-01-19 | 2008-01-18 | 伸線ダイス |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20090109110A true KR20090109110A (ko) | 2009-10-19 |
| KR101273137B1 KR101273137B1 (ko) | 2013-06-13 |
Family
ID=39636048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020097017148A Active KR101273137B1 (ko) | 2007-01-19 | 2008-01-18 | 신선 다이스 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9061336B2 (ko) |
| EP (2) | EP2127769B1 (ko) |
| JP (1) | JP5140606B2 (ko) |
| KR (1) | KR101273137B1 (ko) |
| CN (1) | CN101588877B (ko) |
| ES (2) | ES2538810T3 (ko) |
| WO (1) | WO2008088048A1 (ko) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5096307B2 (ja) * | 2008-12-25 | 2012-12-12 | 住友電気工業株式会社 | 伸線ダイス |
| JP5042275B2 (ja) * | 2009-05-27 | 2012-10-03 | 株式会社アライドマテリアル | ダイヤモンドダイス |
| EP2490274B1 (en) * | 2011-02-18 | 2014-05-07 | Bruker BioSpin AG | Device and method for the densification of filaments in a long superconductive wire |
| JP6313105B2 (ja) * | 2014-04-18 | 2018-04-18 | 株式会社ブリヂストン | 金属線材伸線加工用ダイスおよびその製造方法 |
| CN106163652B (zh) * | 2014-10-11 | 2019-02-01 | 河南飞孟金刚石工业有限公司 | 一种表面粗糙金刚石的合成方法 |
| KR20180079356A (ko) * | 2015-10-30 | 2018-07-10 | 스미토모덴키고교가부시키가이샤 | 내마모 공구 |
| DE112017005481T5 (de) * | 2016-10-31 | 2019-07-18 | Autonetworks Technologies, Ltd. | Aluminiumlegierungsdraht, Aluminiumlegierungs-Litzendraht, ummantelter elektrischer Draht und mit einer Anschlussklemme ausgestatteter elektrischer Draht |
| US10807135B2 (en) | 2016-12-26 | 2020-10-20 | A.L.M.T. Corp. | Shaped diamond die |
| KR101775943B1 (ko) | 2017-06-14 | 2017-09-19 | 도병무 | 신선기 및 이를 이용한 금속 와이어의 가공방법 |
| KR101775944B1 (ko) | 2017-06-14 | 2017-09-19 | 도병무 | 신선기 및 이를 이용한 금속 와이어의 가공방법 |
| KR101870712B1 (ko) | 2017-07-19 | 2018-07-20 | 도병무 | 신선기 및 이를 이용한 금속 와이어의 가공방법 |
| CN107470381B (zh) * | 2017-08-15 | 2018-11-27 | 宜昌给立金刚石工业有限公司 | 人工合成cvd单晶金刚石拉丝模具的制备方法 |
| WO2024209999A1 (ja) * | 2023-04-04 | 2024-10-10 | 株式会社アライドマテリアル | 伸線ダイス |
| CN117380765A (zh) * | 2023-07-28 | 2024-01-12 | 浙江创特新材科技有限公司 | 钨丝拉丝模具、构造方法及其应用于的细钨丝拉丝设备 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2842720B2 (ja) * | 1991-11-29 | 1999-01-06 | 京セラ株式会社 | 伸線用ダイスおよびその製造方法 |
| JP3500423B2 (ja) | 2000-08-29 | 2004-02-23 | 独立行政法人物質・材料研究機構 | ナノダイヤモンドとその製造方法 |
| JP2003033810A (ja) * | 2001-07-18 | 2003-02-04 | Tanaka Electronics Ind Co Ltd | 半導体素子用金属細線の伸線方法 |
| CN2565557Y (zh) * | 2002-08-02 | 2003-08-13 | 陈继锋 | 一种镜面聚晶金刚石拉丝模 |
| JP4203900B2 (ja) * | 2002-10-11 | 2009-01-07 | 住友電気工業株式会社 | ダイヤモンド多結晶体およびその製造方法 |
| GB0303860D0 (en) * | 2003-02-19 | 2003-03-26 | Element Six Ltd | CVD diamond in wear applications |
| US20050019114A1 (en) * | 2003-07-25 | 2005-01-27 | Chien-Min Sung | Nanodiamond PCD and methods of forming |
| JP5076300B2 (ja) | 2005-10-04 | 2012-11-21 | 住友電気工業株式会社 | 高硬度ダイヤモンド多結晶体 |
| JP5013156B2 (ja) * | 2005-07-21 | 2012-08-29 | 住友電気工業株式会社 | 高硬度ダイヤモンド多結晶体およびその製造方法 |
| JP5070688B2 (ja) | 2005-08-22 | 2012-11-14 | 住友電気工業株式会社 | 高硬度ダイヤモンド多結晶体及びその製造方法 |
| EP1921049B1 (en) * | 2005-07-21 | 2016-10-12 | Sumitomo Electric Industries, Ltd. | High-hardness polycrystalline diamond |
| US7516804B2 (en) * | 2006-07-31 | 2009-04-14 | Us Synthetic Corporation | Polycrystalline diamond element comprising ultra-dispersed diamond grain structures and applications utilizing same |
| US7998573B2 (en) * | 2006-12-21 | 2011-08-16 | Us Synthetic Corporation | Superabrasive compact including diamond-silicon carbide composite, methods of fabrication thereof, and applications therefor |
-
2008
- 2008-01-18 KR KR1020097017148A patent/KR101273137B1/ko active Active
- 2008-01-18 JP JP2008554094A patent/JP5140606B2/ja active Active
- 2008-01-18 EP EP08703471.6A patent/EP2127769B1/en active Active
- 2008-01-18 ES ES08703471.6T patent/ES2538810T3/es active Active
- 2008-01-18 EP EP13157166.3A patent/EP2647444B1/en active Active
- 2008-01-18 CN CN200880002296.3A patent/CN101588877B/zh active Active
- 2008-01-18 ES ES13157166.3T patent/ES2628317T3/es active Active
- 2008-01-18 US US12/523,545 patent/US9061336B2/en active Active
- 2008-01-18 WO PCT/JP2008/050621 patent/WO2008088048A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| CN101588877A (zh) | 2009-11-25 |
| ES2538810T3 (es) | 2015-06-24 |
| EP2647444A3 (en) | 2013-10-30 |
| WO2008088048A1 (ja) | 2008-07-24 |
| US20100043520A1 (en) | 2010-02-25 |
| EP2127769A4 (en) | 2010-05-26 |
| EP2127769A1 (en) | 2009-12-02 |
| CN101588877B (zh) | 2012-05-16 |
| EP2647444B1 (en) | 2017-03-29 |
| JPWO2008088048A1 (ja) | 2010-05-13 |
| JP5140606B2 (ja) | 2013-02-06 |
| EP2647444A2 (en) | 2013-10-09 |
| US9061336B2 (en) | 2015-06-23 |
| EP2127769B1 (en) | 2015-03-11 |
| KR101273137B1 (ko) | 2013-06-13 |
| ES2628317T3 (es) | 2017-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101273137B1 (ko) | 신선 다이스 | |
| CA2675959C (en) | Cutting tool | |
| JP5013156B2 (ja) | 高硬度ダイヤモンド多結晶体およびその製造方法 | |
| EP2641868B1 (en) | High-hardness conductive diamond polycrystalline body and method for producing same | |
| EP2607307B1 (en) | Process for production of polycrystalline diamond | |
| JP6447197B2 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| CN110219042B (zh) | 多晶金刚石体、切削工具、耐磨工具、磨削工具以及用于制造多晶金刚石体的方法 | |
| JP6458559B2 (ja) | ダイヤモンド多結晶体、切削工具、耐摩工具、および研削工具 | |
| JP4203900B2 (ja) | ダイヤモンド多結晶体およびその製造方法 | |
| JP6112177B1 (ja) | 複合多結晶体およびその製造方法 | |
| WO2007011019A1 (ja) | 高硬度ダイヤモンド多結晶体及びその製造方法 | |
| CN108348970A (zh) | 耐磨工具 | |
| JP5070688B2 (ja) | 高硬度ダイヤモンド多結晶体及びその製造方法 | |
| JP2009007248A (ja) | ダイヤモンド多結晶体 | |
| JP5076300B2 (ja) | 高硬度ダイヤモンド多結晶体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20160422 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20170411 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20180327 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20190516 Year of fee payment: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 10 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 11 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 12 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |