KR20110047155A - 아스팔트 혼합물의 제조 방법 - Google Patents
아스팔트 혼합물의 제조 방법 Download PDFInfo
- Publication number
- KR20110047155A KR20110047155A KR1020100106226A KR20100106226A KR20110047155A KR 20110047155 A KR20110047155 A KR 20110047155A KR 1020100106226 A KR1020100106226 A KR 1020100106226A KR 20100106226 A KR20100106226 A KR 20100106226A KR 20110047155 A KR20110047155 A KR 20110047155A
- Authority
- KR
- South Korea
- Prior art keywords
- asphalt
- heating
- dryer
- crushed stone
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000010426 asphalt Substances 0.000 title claims abstract description 222
- 239000000203 mixture Substances 0.000 title claims abstract description 97
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 61
- 238000010438 heat treatment Methods 0.000 claims abstract description 237
- 239000002245 particle Substances 0.000 claims abstract description 97
- 239000002699 waste material Substances 0.000 claims abstract description 89
- 238000002156 mixing Methods 0.000 claims abstract description 88
- 239000004575 stone Substances 0.000 claims abstract description 83
- 238000000034 method Methods 0.000 claims abstract description 45
- 239000002994 raw material Substances 0.000 claims abstract description 43
- 230000008569 process Effects 0.000 claims abstract description 25
- 239000000654 additive Substances 0.000 claims abstract description 15
- 230000000996 additive effect Effects 0.000 claims abstract description 14
- 238000003756 stirring Methods 0.000 claims description 27
- 238000005303 weighing Methods 0.000 claims description 7
- 239000002351 wastewater Substances 0.000 claims description 5
- 238000002485 combustion reaction Methods 0.000 abstract description 26
- 230000006866 deterioration Effects 0.000 abstract description 24
- 235000019645 odor Nutrition 0.000 abstract description 15
- 230000008929 regeneration Effects 0.000 abstract description 7
- 238000011069 regeneration method Methods 0.000 abstract description 7
- 238000010276 construction Methods 0.000 abstract description 2
- 239000000843 powder Substances 0.000 description 12
- 238000003860 storage Methods 0.000 description 11
- 239000010816 packaging waste Substances 0.000 description 9
- 239000004576 sand Substances 0.000 description 8
- 238000009826 distribution Methods 0.000 description 7
- 238000013461 design Methods 0.000 description 6
- 238000012216 screening Methods 0.000 description 6
- 238000013329 compounding Methods 0.000 description 5
- 238000000227 grinding Methods 0.000 description 5
- 238000007873 sieving Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 239000012467 final product Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000004513 sizing Methods 0.000 description 4
- 238000001035 drying Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000004332 deodorization Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000002542 deteriorative effect Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 241000254173 Coleoptera Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- -1 and screenings Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images









Classifications
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C7/00—Coherent pavings made in situ
- E01C7/08—Coherent pavings made in situ made of road-metal and binders
- E01C7/18—Coherent pavings made in situ made of road-metal and binders of road-metal and bituminous binders
- E01C7/22—Binder incorporated in hot state, e.g. heated bitumen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B09—DISPOSAL OF SOLID WASTE; RECLAMATION OF CONTAMINATED SOIL
- B09B—DISPOSAL OF SOLID WASTE NOT OTHERWISE PROVIDED FOR
- B09B3/00—Destroying solid waste or transforming solid waste into something useful or harmless
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C19/00—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving
- E01C19/02—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving for preparing the materials
- E01C19/05—Crushing, pulverising or disintegrating apparatus; Aggregate screening, cleaning, drying or heating apparatus; Dust-collecting arrangements specially adapted therefor
-
- E—FIXED CONSTRUCTIONS
- E01—CONSTRUCTION OF ROADS, RAILWAYS, OR BRIDGES
- E01C—CONSTRUCTION OF, OR SURFACES FOR, ROADS, SPORTS GROUNDS, OR THE LIKE; MACHINES OR AUXILIARY TOOLS FOR CONSTRUCTION OR REPAIR
- E01C19/00—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving
- E01C19/02—Machines, tools or auxiliary devices for preparing or distributing paving materials, for working the placed materials, or for forming, consolidating, or finishing the paving for preparing the materials
- E01C19/10—Apparatus or plants for premixing or precoating aggregate or fillers with non-hydraulic binders, e.g. with bitumen, with resins, i.e. producing mixtures or coating aggregates otherwise than by penetrating or surface dressing; Apparatus for premixing non-hydraulic mixtures prior to placing or for reconditioning salvaged non-hydraulic compositions
- E01C19/1004—Reconditioning or reprocessing bituminous mixtures, e.g. salvaged paving, fresh patching mixtures grown unserviceable; Recycling salvaged bituminous mixtures; Apparatus for the in-plant recycling thereof
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Environmental & Geological Engineering (AREA)
- Road Paving Machines (AREA)
Abstract
아스팔트 폐기물로부터 얻어진 입경 범위가 다른 복수의 성분으로 이루어진 재생 단입도 쇄석을 원료로 하여, 상기 입경 범위가 다른 복수의 성분으로 이루어진 재생 단입도 쇄석을 드라이어에 의해 가열하는 가열 공정과, 드라이어에 의해 가열된 후의 재생 단입도 쇄석을 첨가제 및 아스팔트와 함께 혼합하는 혼합 공정을 포함하며, 재생 단입도 쇄석은, 표면에 피막된 기름성분을 제거하는 공정을 거친 것이며, 혼합 공정에 있어서, 원료로 사용되는 재생 단입도 쇄석의 복수의 성분 중 가장 입경이 작은 성분을 상기 드라이어와는 다른 간접 가열식 가열 장치에 의해 가열한 후에 혼합 장치에 공급하여 혼합한다.
Description
|
|
가열용 | 상온 혼합형 | ||
| 5~13mm | 2.5~5mm | 0~2.5mm | 0~2.5mm | |
| 배합률 (%) | 38.5 | 20 | 32.5 | 10 |
| 질량 (g) | 770 | 400 | 650 | 200 |
도 2는 본 발명에 따른 아스팔트 혼합물의 제조방법의 제 2 실시형태를 나타낸 순서도.
도 3은 본 발명에 따른 아스팔트 혼합물의 제조방법의 제 3 실시형태를 나타낸 순서도.
도 4는 본 발명에 따른 아스팔트 혼합물의 제조방법의 제 4 실시형태를 나타낸 순서도.
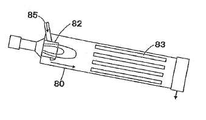
도 5는 드라이어의 구조를 나타낸 개략도이며, (a)는 정면 단면도, (b)는 A-A선 단면도.
도 6은 드라이어의 다른 구조를 나타낸 개략 정면 단면도.
도 7은 드라이어의 또 다른 구조를 나타낸 개략 정면 단면도.
도 8은 드라이어의 또 다른 구조를 나타낸 개략 정면 단면도.
도 9는 간접 가열식 가열 장치의 구조를 나타낸 개략 단면도.
도 10은 재생 단입도 쇄석을 얻기 위한 공정(앞 공정)을 나타낸 순서도.
71: 직접 가열식 드라이어 72: 간접 가열식 드라이어
8: 드라이어 80: 회전 드럼
81: 가열 버너 82: 내통
83: 스크랩 날개 10: 혼합 장치
11, 12: 호퍼 40: 간접 가열식 가열 장치
Claims (8)
- 아스팔트 폐기물로부터 얻어진 입경 범위가 다른 복수의 성분으로 이루어진 재생 단입도 쇄석을 원료로 하여, 상기 입경 범위가 다른 복수의 성분으로 이루어지는 재생 단입도 쇄석을 드라이어에 의해 가열하는 가열 공정과, 상기 드라이어에 의해 가열된 후의 재생 단입도 쇄석을 첨가제 및 아스팔트와 함께 혼합하는 혼합 공정을 포함한 아스팔트 혼합물의 제조 방법에 있어서,
상기 재생 단입도 쇄석은 표면에 피막된 기름성분을 제거하는 공정을 거친 것이며,
상기 혼합 공정에 있어서, 원료로서 사용되는 재생 단입도 쇄석의 복수의 성분 중 가장 입경이 작은 성분을, 상기 드라이어와는 다른 간접 가열식 가열 장치에 의해 가열한 후에 상기 혼합 장치에 공급하여 혼합하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
- 제 1항에 있어서,
상기 원료로 사용되는 재생 단입도 쇄석의 복수의 성분 중 가장 입경이 작은 성분으로, 배수성 포장 폐기물로부터 얻어진 재생 단입도 쇄석의 소경 성분을 사용하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
- 제 1항에 있어서,
상기 원료로 사용되는 재생 단입도 쇄석의 복수의 성분 중 가장 입경이 작은 성분으로, 아스팔트 포장 폐기물로부터 얻어진 재생 단입도 쇄석의 소경 성분을 사용하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
- 제 1항에 있어서,
상기 원료로 사용되는 재생 단입도 쇄석의 복수개의 성분 중 가장 입경이 작은 성분으로, 배수성 포장 폐기물로부터 얻어진 재생 단입도 쇄석의 소경 성분과, 아스팔트 포장 폐기물로부터 얻어진 재생 단입도 쇄석의 소경 성분의 혼합물을 사용하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
- 제 4항에 있어서,
상기 가열 장치에 교반 수단을 구비하고 있으며, 상기 혼합물을 상기 교반 수단에 의해 교반하면서 가열하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
- 제 1항에 있어서,
상기 가열 공정에 있어서, 일단부로부터 타단부를 향해 점차 위치가 낮아지도록 경사지게 배치된 회전 드럼과, 상기 회전 드럼 내에서 일단부로부터 타단부를 향해 화염을 방사하는 가열 버너와, 상기 가열 버너의 화염 주위를 덮도록 장착된 내통을 구비한 드라이어를 사용하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
- 제 1항에 있어서,
상기 원료로 사용되는 재생 단입도 쇄석에 추가하여, 새 골재로부터 얻어진 입경 범위가 다른 복수의 성분으로 이루어진 새로운 단입도 쇄석을 사용하며,
상기 가열 공정에 있어서 사용하는 드라이어가 직접 가열식 드라이어와 간접 가열식 드라이어로 이루어지며,
상기 새로운 단입도 쇄석을 상기 직접 가열식 드라이어로 가열하고,
상기 재생 단입도 쇄석의 복수의 성분 중 가장 입경이 작은 성분을 상기 가열 장치에 의해 가열하고, 나머지 성분을 상기 간접 가열식 드라이어에 의해 가열하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
- 제 7항에 있어서,
상기 간접 가열식 드라이어에 의해 가열된 상기 재생 단입도 쇄석의 성분과 상기 직접 가열식 드라이어에 의해 가열된 상기 새로운 단입도 쇄석의 성분을 스크린에 공급하고,
상기 스크린에 공급된 성분을 입경마다 분급하며,
상기 입경마다 분급된 성분을 계량 장치에 공급하여 각각의 성분을 계량하고,
상기 각각의 성분을 상기 계량 장치에 의한 계량 결과에 기초하여 소정 비율로 배합하여 상기 혼합 장치에 공급하는 것을 특징으로 하는 아스팔트 혼합물의 제조 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100106226A KR20110047155A (ko) | 2009-10-29 | 2010-10-28 | 아스팔트 혼합물의 제조 방법 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2009-249459 | 2009-10-29 | ||
| JPJP-P-2010-226040 | 2010-10-05 | ||
| KR1020100106226A KR20110047155A (ko) | 2009-10-29 | 2010-10-28 | 아스팔트 혼합물의 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20110047155A true KR20110047155A (ko) | 2011-05-06 |
Family
ID=44238482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100106226A Ceased KR20110047155A (ko) | 2009-10-29 | 2010-10-28 | 아스팔트 혼합물의 제조 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20110047155A (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2835470A3 (en) * | 2013-07-29 | 2015-12-30 | Astec, Inc. | Method and apparatus for making asphalt concrete using aggregate material from a plurality of material streams |
| CN117265949A (zh) * | 2023-09-17 | 2023-12-22 | 贵州省公路建设养护集团有限公司 | 一种低掺量厂拌热再生拌合楼 |
| CN117265951A (zh) * | 2023-11-03 | 2023-12-22 | 四川瑞欣供应链管理有限公司 | 一种厂拌热再生沥青混合料的生产方法 |
-
2010
- 2010-10-28 KR KR1020100106226A patent/KR20110047155A/ko not_active Ceased
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2835470A3 (en) * | 2013-07-29 | 2015-12-30 | Astec, Inc. | Method and apparatus for making asphalt concrete using aggregate material from a plurality of material streams |
| US9855677B2 (en) | 2013-07-29 | 2018-01-02 | Astec, Inc. | Method and apparatus for making asphalt concrete using aggregate material from a plurality of material streams |
| CN117265949A (zh) * | 2023-09-17 | 2023-12-22 | 贵州省公路建设养护集团有限公司 | 一种低掺量厂拌热再生拌合楼 |
| CN117265951A (zh) * | 2023-11-03 | 2023-12-22 | 四川瑞欣供应链管理有限公司 | 一种厂拌热再生沥青混合料的生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1993523A (zh) | 在路面上连续再生铺设的沥青混合物层的方法及用于该目的的自动推进车辆系统 | |
| CN102260058B (zh) | 基于沥青路面旧料热再生的沥青路面料生产工艺 | |
| CN101570950B (zh) | 沥青冷再生水泥碎石就地拌和列车的施工方法 | |
| JP2011117270A (ja) | アスファルト合材の製造方法 | |
| CN110788125B (zh) | 一种用于土壤修复的固化稳定化系统 | |
| JP2013124212A (ja) | 石炭灰造粒物の製造方法、それによる石炭灰造粒物を利用するコンクリート製品の製造方法、それら製造方法によって製造した高密度・高強度コンクリート製品、その高密度・高強度コンクリート製品を利用した再生骨材の製造方法、および、この製造方法にて製造した再生骨材 | |
| CN102345265A (zh) | 隔档进料式热拌间歇式沥青混合料拌和机及其生产工艺 | |
| KR100476686B1 (ko) | 일괄방식 상온 재생아스콘 제조장치 및 방법 | |
| KR20110047155A (ko) | 아스팔트 혼합물의 제조 방법 | |
| IE20080705A1 (en) | A process and apparatus for producing asphalt | |
| JP3681158B2 (ja) | 廃ガラス粒入り再生加熱アスファルト混合物の製造方法 | |
| CN105002807A (zh) | 一种双滚筒再生沥青混凝土加工成套设备 | |
| KR101214383B1 (ko) | 신재 아스콘과 재생 아스콘을 혼합하여 만들어지는 순환 아스콘 제조방법 및 그 장치 | |
| KR20080066549A (ko) | 아스팔트 혼합물의 제조방법 | |
| CN204417965U (zh) | 热风分层加热复拌机车 | |
| WO2010054453A1 (en) | A method and a plant for preparing hot-mix asphalt | |
| CN212375659U (zh) | 一种热再生优质沥青混合料装备 | |
| JP2009052361A (ja) | 舗装のアスファルト混合物層を路上で連続的に再生する方法及びそのための自走車両システム | |
| KR100776358B1 (ko) | 분리수단이 구비된 폐아스콘 또는 폐콘크리트 재생 플랜트 | |
| JP4002588B1 (ja) | アスファルト合材の製造方法 | |
| CN105601137B (zh) | 利用至少两种粉体生产胶凝材料的设备及方法 | |
| CN201495469U (zh) | 沥青冷再生水泥碎石就地拌和列车 | |
| KR20030019756A (ko) | 연속식 상온 재생아스콘 제조장치 및 방법 | |
| JP2009102883A (ja) | アスファルト合材の製造方法 | |
| JP3970809B2 (ja) | アスファルトコンクリート再生材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20101028 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20120709 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20120917 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20120709 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |