KR20120003443A - 모듈형 자동 공구 공급기 - Google Patents
모듈형 자동 공구 공급기 Download PDFInfo
- Publication number
- KR20120003443A KR20120003443A KR1020117022281A KR20117022281A KR20120003443A KR 20120003443 A KR20120003443 A KR 20120003443A KR 1020117022281 A KR1020117022281 A KR 1020117022281A KR 20117022281 A KR20117022281 A KR 20117022281A KR 20120003443 A KR20120003443 A KR 20120003443A
- Authority
- KR
- South Korea
- Prior art keywords
- tool
- feeder
- tools
- modular automatic
- supply station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25H—WORKSHOP EQUIPMENT, e.g. FOR MARKING-OUT WORK; STORAGE MEANS FOR WORKSHOPS
- B25H3/00—Storage means or arrangements for workshops facilitating access to, or handling of, work tools or instruments
- B25H3/02—Boxes
- B25H3/021—Boxes comprising a number of connected storage elements
- B25H3/023—Boxes comprising a number of connected storage elements movable relative to one another for access to their interiors
- B25H3/028—Boxes comprising a number of connected storage elements movable relative to one another for access to their interiors by sliding extraction from within a common frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25H—WORKSHOP EQUIPMENT, e.g. FOR MARKING-OUT WORK; STORAGE MEANS FOR WORKSHOPS
- B25H3/00—Storage means or arrangements for workshops facilitating access to, or handling of, work tools or instruments
- B25H3/02—Boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F17/00—Digital computing or data processing equipment or methods, specially adapted for specific functions
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F7/00—Methods or arrangements for processing data by operating upon the order or content of the data handled
-
- G—PHYSICS
- G07—CHECKING-DEVICES
- G07F—COIN-FREED OR LIKE APPARATUS
- G07F11/00—Coin-freed apparatus for dispensing, or the like, discrete articles
- G07F11/02—Coin-freed apparatus for dispensing, or the like, discrete articles from non-movable magazines
- G07F11/36—Coin-freed apparatus for dispensing, or the like, discrete articles from non-movable magazines in which the magazines are of helical or spiral form
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Data Mining & Analysis (AREA)
- Databases & Information Systems (AREA)
- Mathematical Physics (AREA)
- Software Systems (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
- Warehouses Or Storage Devices (AREA)
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
Abstract
Description
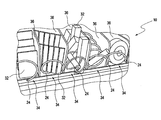
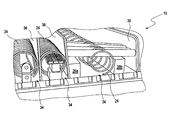
도 1은 본 발명에 따른 모듈형 자동 공구 공급기의 예시적 실시 형태의 전경을 앞에서 비스듬히 바라본 도면이고;
도 2는 본 발명에 따른 모듈형 자동 공구 공급기의 예시적 실시 형태의 정면도이며;
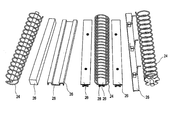
도 3 및 도 4는 본 발명에 따른 모듈형 자동 공구 공급기의 예시적 이송 스크루 및 공구 받침대를 나타낸 도면들이고;
도 5 및 도 6은 본 발명에 따른 모듈형 자동 공구 공급기의 공구 이송 장치들에 예시적으로 공구들을 로딩한 것을 나타낸 도면들이며;
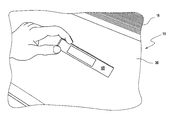
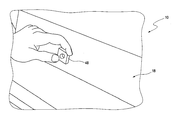
도 7a 및 도 7b는 본 발명의 예시적 실시 형태에 따른 모듈형 자동 공구 공급기의 공구함의 2가지 유형들의 개략적인 측면도들이고; 도 7c는 작업자가 공구 공급 스테이션으로부터 공구를 인출하는 것을 나타낸 도면이며;
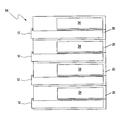
도 8a 내지 도 8d는 본 발명의 예시적 실시 형태에 따른 모듈형 자동 공구 공급기의 공구함의 개략적인 측면도들 및 정면도들이고;
도 9는 본 발명에 따른 예시적 공구 유닛을 동일한 타입의 개별 공구와 함께 나타낸 도면이며;
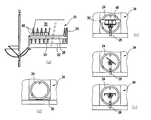
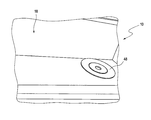
도 10 내지 도 16은 본 발명에 따른 모듈형 자동 공구 공급기의 예시적 공구 공급 스테이션들을 나타낸 도면들이고;
도 17은 다수의 공구함들에 단일의 공구 공급 스테이션이 배정되는 본 발명의 일 실시 형태에 따른 공구 모듈의 개략적인 측면도이며;
도 18은 각각의 공구함에 공구 공급 스테이션이 배정되는 본 발명의 일 실시 형태에 따른 공구 모듈의 개략적인 측면도이고;
도 19는 각각의 공구함에 공구 공급 스테이션이 배정되는 본 발명의 일 실시 형태에 따른 공구 모듈의 개략적인 측면도이다.
14: 공구 선택 장치 16: 디스플레이
18: 공구 공급 스테이션(선회식) 20: 공구함
22: 스프링 기구 24: 이송 스크루
26: 공구 받침대 26a, 26b: 26의 받침부
28: 26의 홈통 30: 부품 또는 공구 슬라이더
32: 공구 유닛 34: 공구 이송 장치 = 24 + 26
36: 분리 벽 37: 프런트 도어
38: 수평축 42: 전방 커버
44: 공구 수납부 48: 공구
50: 스크루 받침대 52: 서보 모터
54: 공구 모듈 56: 중첩 영역
Claims (27)
- - 공구 파라미터로서의 공구 타입, 공구 크기, 및/또는 공구 중량에 의해 각각 정의되는 공구 클래스들로 통합된 다수의 공구들이 배치되는 적어도 하나의 공구함 및 공구 클래스들 중의 하나에 각각 배정되어 그 공구 클래스의 공구들을 공구 공급 스테이션으로 이송하는 다수의 공구 이송 장치들을 구비한 적어도 하나의 공구 공급 모듈; 및
- 원하는 공구 클래스 및 공급할 공구들의 양을 선택하고 선택된 공구 클래스에 배정된 공구 이송 장치를 작동하는 공구 선택 장치를 포함하는 것을 특징으로 하는 모듈형 자동 공구 공급기. - 제 1 항에 있어서, 하나 이상의 공구 클래스들 내에서 공구들이 정해진 개수의 공구들로 이뤄진 공구 유닛들로 통합되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 또는 제 2 항에 있어서, 적어도 하나의 공구 공급 모듈은 서로 나란히 및/또는 서로 상하로 배치된 다수의 공구함들을 포함하고, 공구함들에 자체 공구 공급 스테이션이 각각 배정되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 또는 제 3 항에 있어서, 적어도 하나의 공구 공급 모듈은 서로 나란히 및/또는 서로 상하로 위치한 다수의 공구함들을 포함하고, 공구함들에 공통의 공구 공급 스테이션이 배정되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 4 항에 있어서, 공구 이송 장치로부터 공구 공급 스테이션으로의 공구들의 낙하 높이들은 가벼운 공구들에서보다 무거운 공구들에서 더 낮은 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 5 항 중의 어느 한 항에 있어서, 적어도 하나의 공구함은 우선적으로 중량의 파라미터를 고려하여 배치되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 6 항 중의 어느 한 항에 있어서, 공구 공급 스테이션은 수평축을 중심으로 폐쇄 위치와 개방 위치 사이에서 선회할 수 있는 홈통의 형태로 형성되고, 선택된 공구가 인출을 위해 홈통으로 이송되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 6 항 중의 어느 한 항에 있어서, 공구 공급 스테이션은 수평축을 중심으로 폐쇄 위치와 개방 위치 사이에서 접힐 수 있는 플랩의 형태로 형성되고, 선택된 공구가 인출을 위해 이송되는 수납함 또는 적치함이 플랩을 통해 출입될 수 있는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 6 항 중의 어느 한 항에 있어서, 공구 공급 스테이션은 폐쇄 위치와 개방 위치 사이에서 이동될 수 있는 서랍의 형태로 형성되고, 선택된 공구가 인출을 위해 서랍으로 이송되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 7 항 내지 제 9 항 중의 어느 한 항에 있어서, 공구 공급 스테이션은 모터에 의해 개폐되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 6 항 중의 어느 한 항에 있어서, 적어도 하나의 공구함은 적어도 하나의 공구 공급 모듈로부터 빼내질 수 있는 서랍의 형태로 형성되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 11 항 중의 어느 한 항에 있어서, 적어도 하나의 공구 공급 모듈의 적어도 하나의 공구함은 적어도 하나의 공구 공급 모듈 또는 자동 공구 공급기의 정면을 폐쇄하는 도어를 통해 출입될 수 있고, 공구 공급 스테이션은 도어에 통합되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 12 항 중의 어느 한 항에 있어서, 서로 나란히 및/또는 서로 상하로 배치된 다수의 공구 공급 모듈들을 포함하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 13 항 중의 어느 한 항에 있어서, 다수의 공구 이송 장치들은 공구 받침대가 부속된 이송 스크루를 각각 포함하되, 공구 받침대에 의해 지지되는 공구들이 이송 스크루의 회전 구동에 의해 공구 받침대 상에서 공구 공급 스테이션 쪽으로 이송될 수 있는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 14 항에 있어서, 공구 받침대는 프로파일 요소의 형태로 각각 형성되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 14 항 또는 제 15 항에 있어서, 공구들을 매달아 걸은 채로 이송하는 공구 받침대를 포함하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 14 항 내지 제 16 항 중의 어느 한 항에 있어서, 공구들을 눕히거나 세운 채로 이송하는 공구 받침대를 포함하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 14 항 내지 제 17 항 중의 어느 한 항에 있어서, 공구 받침대들이 그에 배정된 이송 스크루들에 각각 배치되는 공구 이송 장치들을 포함하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 14 항 내지 제 18 항 중의 어느 한 항에 있어서, 공구 받침대들이 그에 배정된 이송 스크루들의 바깥쪽에 배치되는 공구 이송 장치를 포함하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 14 항 내지 제 19 항 중의 어느 한 항에 있어서, 이송 스크루들이 그에 배정된 공구 받침대들에 의해 각각 지지되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 20 항 중의 어느 한 항에 있어서, 공구함의 바닥에 대한 공구함에 배정된 공구 이송 장치들의 높이 간격이 조절될 수 있는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 21 항 중의 어느 한 항에 있어서, 공구 공급 스테이션은 공구의 존재를 시각적으로 및/또는 음향적으로 지시하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 22 항 중의 어느 한 항에 있어서, 공구 공급 스테이션은 공구 식별 파라미터들을 표시하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 23 항 중의 어느 한 항에 있어서, 적어도 하나의 공구함은 자동 공구 공급기의 외부로부터 들여다보일 수 있는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 24 항 중의 어느 한 항에 있어서, 공구 클래스마다 아직 선택 가능한 공구들의 양을 표시하는 표시 장치를 포함하는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 9 항에 있어서, 서랍은 적어도 그 폐쇄 위치에서 그 전진 방향으로 적어도 부분적으로 공구 이송 장치들의 아래로 연장되는 것을 특징으로 하는 모듈형 자동 공구 공급기.
- 제 1 항 내지 제 26 항 중의 어느 한 항에 따른 자동 공구 공급기에 의해 공구들을 공급하는 방법으로서,
- 공구 선택 장치의 작동에 의해 공구들을 선택하고 공급할 공구들의 수를 입력하는 단계;
- 공구 선택 장치에 의해 각각의 공구 이송 장치를 작동하는 단계;
- 공구 공급 스테이션을 여는 단계; 및
- 공구의 인출 후에 공구 공급 스테이션을 닫는 단계를 포함하는 것을 특징으로 하는 공구 공급 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009010880 | 2009-02-27 | ||
| DE102009010880.7 | 2009-02-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120003443A true KR20120003443A (ko) | 2012-01-10 |
Family
ID=42306721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020117022281A Ceased KR20120003443A (ko) | 2009-02-27 | 2010-03-01 | 모듈형 자동 공구 공급기 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8706291B2 (ko) |
| EP (1) | EP2401116B1 (ko) |
| JP (1) | JP5562357B2 (ko) |
| KR (1) | KR20120003443A (ko) |
| CN (1) | CN102413990A (ko) |
| AU (1) | AU2010217045B2 (ko) |
| DE (1) | DE102010000595A1 (ko) |
| WO (1) | WO2010097077A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101865252B1 (ko) * | 2016-09-08 | 2018-06-07 | 김정수 | 공구 불출 케이스 어셈블리를 활용한 공구 교환 장치 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140113860A1 (en) | 2006-02-03 | 2014-04-24 | Prolor Biotech Ltd. | Long-acting polypeptides and methods of producing and administering same |
| US10221228B2 (en) | 2006-02-03 | 2019-03-05 | Opko Biologics Ltd. | Long-acting polypeptides and methods of producing and administering same |
| US10351615B2 (en) | 2006-02-03 | 2019-07-16 | Opko Biologics Ltd. | Methods of treatment with long-acting growth hormone |
| US20150038413A1 (en) | 2006-02-03 | 2015-02-05 | Opko Biologics Ltd. | Long-acting polypeptides and methods of producing and administering same |
| US8946155B2 (en) | 2006-02-03 | 2015-02-03 | Opko Biologics Ltd. | Long-acting polypeptides and methods of producing and administering same |
| US9249407B2 (en) | 2006-02-03 | 2016-02-02 | Opko Biologics Ltd. | Long-acting coagulation factors and methods of producing same |
| US9458444B2 (en) | 2006-02-03 | 2016-10-04 | Opko Biologics Ltd. | Long-acting coagulation factors and methods of producing same |
| US8048849B2 (en) | 2006-02-03 | 2011-11-01 | Modigene, Inc. | Long-acting polypeptides and methods of producing same |
| US12203113B2 (en) | 2009-07-09 | 2025-01-21 | Opko Biologics Ltd. | Long-acting coagulation factors and methods of producing same |
| US9663778B2 (en) | 2009-07-09 | 2017-05-30 | OPKO Biologies Ltd. | Long-acting coagulation factors and methods of producing same |
| DE202011004171U1 (de) * | 2011-03-19 | 2011-06-09 | MPH Mess-, Prüf- und Handling-Systeme GmbH, 72768 | Warenautomat |
| HK1207564A1 (en) | 2012-04-19 | 2016-02-05 | Opko Biologics Ltd | Long-acting oxyntomodulin variants and methods of producing same |
| HUE055348T2 (hu) | 2012-11-20 | 2021-11-29 | Opko Biologics Ltd | Eljárás polipeptidek hidrodinamikus térfogatának növelésére gonadotropin karboxil-terminális peptidekhez való kapcsolással |
| US20150158926A1 (en) | 2013-10-21 | 2015-06-11 | Opko Biologics, Ltd. | Long-acting polypeptides and methods of producing and administering same |
| EP3230309B1 (en) | 2014-12-10 | 2023-03-29 | OPKO Biologics Ltd. | Methods of producing long acting ctp-modified growth hormone polypeptides |
| CN106156918A (zh) * | 2015-04-08 | 2016-11-23 | 博世汽车服务技术(苏州)有限公司 | 维修专用工具管理系统 |
| PL3310347T3 (pl) | 2015-06-19 | 2021-12-27 | Opko Biologics Ltd. | Długo działające czynniki krzepnięcia i sposoby wytwarzania |
| ITUA20161782A1 (it) * | 2016-03-17 | 2017-09-17 | N&W Global Vending S P A | Dispositivo di avanzamento e di scarico prodotti per un distributore automatico |
| MY206271A (en) | 2016-07-11 | 2024-12-06 | Opko Biologics Ltd | Long-acting coagulation factor vii and methods of producing same |
| DE102017117826B4 (de) * | 2017-08-07 | 2026-02-19 | Bundesdruckerei Gmbh | Materialwagen und verfahren zur andienung von arbeitsmaterial an eine maschine |
| CN108356776B (zh) * | 2018-02-26 | 2020-10-20 | 浙江红太阳教学设备有限公司 | 一种抽出式工具箱 |
| US10699511B2 (en) | 2018-03-14 | 2020-06-30 | Indie Llc | Systems and methods for performing automated fastener selection |
| CN109623756B (zh) * | 2018-11-15 | 2020-07-17 | 中国直升机设计研究所 | 航空维护工具箱及其使用方法 |
| EP3695939A1 (de) * | 2019-02-18 | 2020-08-19 | EFI Ordersystems GmbH | Aufbewahrungsvorrichtung zur lagerung und verwaltung von gütern |
| CN111152174A (zh) * | 2020-01-16 | 2020-05-15 | 天津瑞斯达智能农机装备有限公司 | 一种便于整理的旋耕刀收纳装置 |
| EP4721031A1 (de) | 2023-05-24 | 2026-04-08 | Meisnitzer, Markus | Automat zum ausgeben von gegenständen |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB921243A (en) * | 1959-12-02 | 1963-03-20 | Farrow & Jackson Ltd | Improvements in or relating to conveyor apparatus |
| FR2480101A1 (fr) * | 1980-04-10 | 1981-10-16 | Guigan Jean | Dispositif pour le stockage et la distribution automatique d'objets |
| US5172829A (en) * | 1991-09-26 | 1992-12-22 | Siemens Nixdorf Information Systems, Inc. | Automated key dispenser |
| US5205436A (en) * | 1991-11-06 | 1993-04-27 | Electronic Merchandising Systems, Inc. | Maine tool dispensing device and system |
| US5392951A (en) * | 1993-05-20 | 1995-02-28 | Lionville Systems, Inc. | Drawer operating system |
| JP3591683B2 (ja) * | 1997-06-27 | 2004-11-24 | 大塚消火器株式会社 | 搬送式消防用工具格納箱 |
| JPH11129172A (ja) * | 1997-10-31 | 1999-05-18 | Union Tool Co | ドリルケース |
| JP2000222634A (ja) * | 1999-02-03 | 2000-08-11 | Fuji Electric Co Ltd | 自動販売機 |
| US6564121B1 (en) * | 1999-09-22 | 2003-05-13 | Telepharmacy Solutions, Inc. | Systems and methods for drug dispensing |
| JP2001188941A (ja) * | 2000-01-05 | 2001-07-10 | Fuji Denki Reiki Co Ltd | 自動販売機の商品取出口 |
| ITPN20010035A1 (it) * | 2001-05-08 | 2002-11-08 | Necta Vending Solutions Spa | Distributore automatico di prodotti confezionati, dotato di dispositivo antifurto |
| US6587748B2 (en) * | 2001-08-20 | 2003-07-01 | B. John Baack | Automated parts dispensing system |
| JP2003220581A (ja) * | 2002-01-30 | 2003-08-05 | Osg Corp | 切削工具用収納容器 |
| CA2494904C (en) * | 2002-08-07 | 2012-01-31 | Supplypro, Inc. | Apparatus for securing drawer contents |
| JP4115807B2 (ja) * | 2002-10-28 | 2008-07-09 | 三菱自動車エンジニアリング株式会社 | 整備用工具収納ラック |
| US7121427B2 (en) * | 2003-07-22 | 2006-10-17 | Scriptpro Llc | Fork based transport storage system for pharmaceutical unit of use dispenser |
| WO2005028165A1 (en) * | 2003-09-17 | 2005-03-31 | Coplan Limited | Inventory control system |
| US7086558B1 (en) * | 2004-03-02 | 2006-08-08 | Autocrib, Incorporated | Tool vending machine and method therefore |
| US7293673B2 (en) * | 2004-09-08 | 2007-11-13 | Supplypro, Inc. | Drawer item dispenser |
| JP4881613B2 (ja) * | 2005-09-09 | 2012-02-22 | 株式会社アマダ | 工具収納装置及び工具 |
| CN2882432Y (zh) * | 2005-12-22 | 2007-03-28 | 苏南 | 一种弹性自动送烟包装置 |
| JP4603491B2 (ja) * | 2006-02-06 | 2010-12-22 | 新日鉄エンジニアリング株式会社 | 廃棄物処理用ボイラの自動起動、停止における蒸気圧力制御方法 |
| US20070205704A1 (en) * | 2006-03-06 | 2007-09-06 | Chih-Ching Hsieh | Toolbox with preview window |
| EP2088900A2 (en) | 2006-11-30 | 2009-08-19 | Waterloo Industries Inc. | Replaceable drawer front component |
| US20080150406A1 (en) * | 2006-12-20 | 2008-06-26 | Be Aerospace, Inc. | Galley unit including container handling mechanism |
| US7616969B2 (en) * | 2006-12-22 | 2009-11-10 | Qualcomm Incorporated | Methods and apparatus for dial string to contact matching in a wireless communication device |
| EP2390849B1 (en) * | 2007-05-16 | 2014-07-30 | Sanden Corporation | Commodity carrying out device |
| US20080309583A1 (en) * | 2007-06-13 | 2008-12-18 | Chih-Ching Hsieh | Receiving assembly with function of displaying scanning images about objects therein |
| JP5009699B2 (ja) * | 2007-06-22 | 2012-08-22 | ヤマト包装技術研究所株式会社 | 物流システムの梱包具 |
-
2010
- 2010-03-01 CN CN2010800181986A patent/CN102413990A/zh active Pending
- 2010-03-01 EP EP10715662.2A patent/EP2401116B1/de active Active
- 2010-03-01 WO PCT/DE2010/000219 patent/WO2010097077A1/de not_active Ceased
- 2010-03-01 AU AU2010217045A patent/AU2010217045B2/en not_active Ceased
- 2010-03-01 JP JP2011551404A patent/JP5562357B2/ja not_active Expired - Fee Related
- 2010-03-01 DE DE102010000595A patent/DE102010000595A1/de not_active Withdrawn
- 2010-03-01 KR KR1020117022281A patent/KR20120003443A/ko not_active Ceased
-
2011
- 2011-08-26 US US13/219,040 patent/US8706291B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101865252B1 (ko) * | 2016-09-08 | 2018-06-07 | 김정수 | 공구 불출 케이스 어셈블리를 활용한 공구 교환 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5562357B2 (ja) | 2014-07-30 |
| JP2012519119A (ja) | 2012-08-23 |
| US8706291B2 (en) | 2014-04-22 |
| US20120048878A1 (en) | 2012-03-01 |
| AU2010217045A1 (en) | 2011-10-27 |
| EP2401116B1 (de) | 2014-11-12 |
| AU2010217045B2 (en) | 2013-02-07 |
| DE102010000595A1 (de) | 2010-09-02 |
| EP2401116A1 (de) | 2012-01-04 |
| WO2010097077A1 (de) | 2010-09-02 |
| CN102413990A (zh) | 2012-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120003443A (ko) | 모듈형 자동 공구 공급기 | |
| JP6384047B2 (ja) | 自動倉庫 | |
| US8061555B2 (en) | Automatic product vending machine | |
| US10625883B2 (en) | Auto-packing apparatus for pouch | |
| JP2020097481A (ja) | 直進フィーダ及びこれを備えた組合せ計量装置 | |
| US5678679A (en) | Universal slot machine table | |
| JP7204122B2 (ja) | 錠剤分包機 | |
| WO2019244825A1 (ja) | 薬剤分包機 | |
| WO2021033665A1 (ja) | 錠剤分包機 | |
| JP2020098171A (ja) | 組合せ計量装置 | |
| JP2018155651A (ja) | 組合せ計量装置 | |
| JP2022035020A (ja) | 組合せ計量装置 | |
| JP5373409B2 (ja) | 選別装置 | |
| JP5630079B2 (ja) | カップ式自動販売機のカップ搬送装置 | |
| JPH09314402A (ja) | 棒材供給機 | |
| JP2014211441A (ja) | 粒体計量袋詰め装置 | |
| KR20160062934A (ko) | 스크류 공급장치 | |
| JP2022164085A (ja) | 薬剤分包機 | |
| JPH1053305A (ja) | 物品供給方法及び装置 | |
| SG174489A1 (en) | Helical coil dispenser for vending machine | |
| CN115026761B (zh) | 一种人工组装站 | |
| JPH05166045A (ja) | 自動販売機の機体支持装置 | |
| JPH0632881Y2 (ja) | 棚の表示装置 | |
| JP4777073B2 (ja) | 物流用棚装置 | |
| JP2025033596A (ja) | 部品供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20110923 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20141127 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20151130 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20160627 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20151130 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |