KR20120019081A - 수류탄케이스 제조방법 - Google Patents
수류탄케이스 제조방법 Download PDFInfo
- Publication number
- KR20120019081A KR20120019081A KR1020100082216A KR20100082216A KR20120019081A KR 20120019081 A KR20120019081 A KR 20120019081A KR 1020100082216 A KR1020100082216 A KR 1020100082216A KR 20100082216 A KR20100082216 A KR 20100082216A KR 20120019081 A KR20120019081 A KR 20120019081A
- Authority
- KR
- South Korea
- Prior art keywords
- jig
- case
- tube
- opening
- bolt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
본 발명은 수류탄케이스를 제조하는 방법에 관한 것으로, 분할 형성된 제1지그와 제2지그를 볼트결합하여 수용부와 개구부가 구성된 하나의 지그결합체를 형성하는 지그 결합단계; 상기 지그결합체의 개구부에 상부가 개구된 케이스관을 삽입하여 수용부에 케이스관을 위치시키는 케이스관 설치단계; 상기 케이스관의 개구부에 압착지그의 하부로 돌출구성된 주입부를 삽입한 후, 압착지그를 지그결합체에 볼트결합하는 압착지그 설치단계; 상기 압착지그의 상부에 형성된 유압주입구를 통하여 상기 케이스관의 내부에 유압을 주입하여 지그결합체에 설치된 케이스관을 수용부의 형상으로 확관시키는 케이스관 형상 제작단계; 볼트결합된 상기 압착지그와 지그결합체를 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관을 탈착하는 케이스관 탈착단계;로 이루어진 것에 특징이 있으며, 이와 같은 수류탄케이스 제조방법은 지그와 유압을 사용함으로써 프레스작업과 단조공정 및 용접작업과 용접작업에 따른 후처리공정 없이 수류탄케이스를 제작할 수 있기 때문에 제조시간 단축과 더불어 제작비용을 절감할 수 있을 뿐만 아니라, 별도의 가공이나 용접 없이 수류탄의 제조를 할 수 있기 있어 불량품의 제조가 방지되는 장점이 있다.
Description
본 발명은 수류탄케이스 제조방법에 관한 것으로, 보다 상세하게는 지그와 유압을 사용함으로써 프레스작업과 단조공정 및 용접작업과 용접작업에 따른 후처리공정 없이 수류탄케이스를 제작할 수 있기 때문에 제조시간 단축과 더불어 제작비용을 절감할 수 있을 뿐만 아니라, 별도의 가공이나 용접 없이 수류탄의 제조를 할 수 있기 있어 불량품의 제조가 방지되는 수류탄케이스 제조방법을 제공하는데 목적이 있다.
수류탄이란 내부에 구성된 탄약을 폭발시킴으로써 인명을 살상 또는 상해 입히기 위한 소형무기로써, 폭발로 인해 파열되는 파편을 광범위로 비산시킬 수 있도록 탄약이 내장된 수류탄 케이스와 상기 수류탄케이스의 외면에 부착되는 다수의 파편으로 구성되어 있다.
또한, 일반적인 수류탄케이스는 프레스 및 단조공정을 거침으로써 상부케이스와 하부케이스로 제작되는데, 이와 같이 제작된 상기 상부케이스는 상부에 개구구가 형성되고 하부는 개방되어 상협하광의 형상을 지니도록 구성된다.
그리고, 상기 하부케이스는 상기 상부케이스의 하부에 형성된 개방부와 연결 용접되도록 상부가 개방되어 형성되고, 하부는 폐쇄되어 대략 주발형상을 지니도록 구성된다.
그러나, 이와 같은 구성으로 이루어진 수류탄케이스는 얇은 두께로 제작되기 때문에 용접작업이 상당히 어려운 문제점이 있었을 뿐만 아니라, 조금이라도 잘못 용접이 이루어지게 되면, 외부의 충격에 충분히 견딜 수 없어 제품의 불량률이 높아지는 문제점이 있었으며, 용접에 따른 후처리공정을 해야 하는 번거로움이 있었다.
따라서, 이와 같은 문제점을 해결하고자, 등록특허 "10-0265135"와 같이 상부케이스와 하부케이스의 용접이음부에 플랜지부를 별도를 더 구성하여 용접을 보다 쉽게 하는 방법이 개발되었다.
그러나, 이와 같은 방법을 이용할 경우에는 용접이음된 수류탄케이스의 중간부위에 단이 형성되기 때문에 파편의 부착에 제약이 있을 뿐만 아니라, 상하로 분리형성된 수류탄케이스의 용접작업 및 후처리를 해야 하기 때문에 수류탄케이스의 제조시간이 오래 걸리는 문제점이 있었다.
본 발명은 상기와 같은 문제점을 해결하기 위하여 발명한 것으로, 지그와 유압을 사용함으로써 프레스작업과 단조공정 및 용접작업과 용접작업에 따른 후처리공정 없이 수류탄케이스를 제작할 수 있기 때문에 제조시간 단축과 더불어 제작비용을 절감할 수 있을 뿐만 아니라, 별도의 가공이나 용접 없이 수류탄의 제조를 할 수 있기 있어 불량품의 제조가 방지되는 수류탄케이스 제조방법을 제공하는데 목적이 있다.
상기와 같은 목적을 달성하기 위한 본 발명의 수류탄케이스 제조방법은 분할 형성된 제1지그와 제2지그를 볼트결합하여 수용부와 개구부가 구성된 하나의 지그결합체를 형성하는 지그 결합단계; 상기 지그결합체의 개구부에 상부가 개구된 케이스관을 삽입하여 수용부에 케이스관을 위치시키는 케이스관 설치단계; 상기 케이스관의 개구부에 압착지그의 하부로 돌출구성된 주입부를 삽입한 후, 압착지그를 지그결합체에 볼트결합하는 압착지그 설치단계; 상기 압착지그의 상부에 형성된 유압주입구를 통하여 상기 케이스관의 내부에 유압을 주입하여 지그결합체에 설치된 케이스관을 수용부의 형상으로 확관시키는 케이스관 형상 제작단계; 볼트결합된 상기 압착지그와 지그결합체를 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관을 탈착하는 케이스관 탈착단계;로 이루어진 것에 특징이 있다.
본 발명의 수류탄케이스 제조방법을 이용하면, 지그와 유압을 사용함으로써 프레스작업과 단조공정 및 용접작업과 용접작업에 따른 후처리공정 없이 수류탄케이스를 제작할 수 있기 때문에 제조시간 단축과 더불어 제작비용을 절감할 수 있을 뿐만 아니라, 별도의 가공이나 용접 없이 수류탄의 제조를 할 수 있기 있어 불량품의 제조가 방지되는 유용한 발명이다.
도 1은 제1실시 예에 따른 본 발명의 분리상태도.
도 2는 제1실시 예에 따른 본 발명의 지그결합체의 분리상태도.
도 3는 제1실시 예에 따른 본 발명의 케이스관 설치단계를 도시한 상태도.
도 4는 제1실시 예에 따른 본 발명의 압착지그 설치단계를 도시한 상태도.
도 5는 제1실시 예에 따른 본 발명의 케이스관 형상 제작단계를 도시한 상태도.
도 6은 제1실시 예에 따른 본 발명의 케이스관 탈착단계를 도시한 상태도.
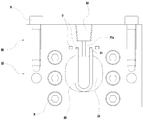
도 7은 제2실시 예에 따른 본 발명의 분리상태도.
도 8은 제2실시 예에 따른 본 발명의 지그결합체의 분리상태도.
도 9는 제2실시 예에 따른 본 발명의 케이스관 설치단계를 도시한 상태도.
도 10 내지 도 11은 제2실시 예에 따른 본 발명의 압착수단 결합단계를 도시한 상태도.
도 12는 제2실시 예에 따른 본 발명의 압착지그 설치단계를 도시한 상태도.
도 13은 제2실시 예에 따른 본 발명의 케이스관 형상 제작단계를 도시한 상태도.
도 14는 제2실시 예에 따른 본 발명의 유압주입장치를 제거하여 확관튜브가 원래의 상태로 되돌아간 상태도.
도 15는 제2실시 예에 따른 본 발명의 케이스관 탈착단계를 도시한 상태도.
도 2는 제1실시 예에 따른 본 발명의 지그결합체의 분리상태도.
도 3는 제1실시 예에 따른 본 발명의 케이스관 설치단계를 도시한 상태도.
도 4는 제1실시 예에 따른 본 발명의 압착지그 설치단계를 도시한 상태도.
도 5는 제1실시 예에 따른 본 발명의 케이스관 형상 제작단계를 도시한 상태도.
도 6은 제1실시 예에 따른 본 발명의 케이스관 탈착단계를 도시한 상태도.
도 7은 제2실시 예에 따른 본 발명의 분리상태도.
도 8은 제2실시 예에 따른 본 발명의 지그결합체의 분리상태도.
도 9는 제2실시 예에 따른 본 발명의 케이스관 설치단계를 도시한 상태도.
도 10 내지 도 11은 제2실시 예에 따른 본 발명의 압착수단 결합단계를 도시한 상태도.
도 12는 제2실시 예에 따른 본 발명의 압착지그 설치단계를 도시한 상태도.
도 13은 제2실시 예에 따른 본 발명의 케이스관 형상 제작단계를 도시한 상태도.
도 14는 제2실시 예에 따른 본 발명의 유압주입장치를 제거하여 확관튜브가 원래의 상태로 되돌아간 상태도.
도 15는 제2실시 예에 따른 본 발명의 케이스관 탈착단계를 도시한 상태도.
상기와 같은 문제점을 해결하기 위한 본 발명의 구성을 살펴보면 다음과 같다.
첫째로, 제1실시 예에 따른 본 발명의 수류탄케이스 제조방법은 도 1 내지 도 6에 도시된 바와 같이, 분할 형성된 제1지그(11)와 제2지그(12)를 볼트(B)결합하여 수용부(13)와 개구부(14)가 구성된 하나의 지그결합체(10)를 형성하는 지그 결합단계(S10)와; 상기 지그결합체(10)의 개구부(14)에 상부가 개구된 케이스관(20)을 삽입하여 수용부(13)에 케이스관(20)을 위치시키는 케이스관 설치단계(S20)와; 상기 케이스관(20)의 개구부(21)에 압착지그(30)의 하부로 돌출구성된 주입부(31)를 삽입한 후, 압착지그(30)를 지그결합체(10)에 볼트(B)결합하는 압착지그 설치단계(S30)와; 상기 압착지그(30)의 상부에 형성된 유압주입구(32)를 통하여 상기 케이스관(20)의 내부에 유압을 주입하여 지그결합체(10)에 설치된 케이스관(20)을 수용부(13)의 형상으로 확관시키는 케이스관 형상 제작단계(S40)와; 볼트(B)결합된 상기 압착지그(30)와 지그결합체(10)를 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관(20)을 탈착하는 케이스관 탈착단계(S50);로 이루어진 것에 특징이 있다.
먼저, 지그결합체(10)는 제1, 2지그(11, 12)의 결합으로 이루어진 것으로, 상기 제1지그(11)에는 볼트(B)가 결합되는 제1볼트머리안착홈(11a)과 제1관통홀(11b)이 형성되어 있고, 제2지그(12)에는 상기 제1지그(11)의 제1관통홀(11b)에 대응되는 제1나사홈(12a)이 형성되어 있어 상기 제1, 2지그(11, 12)가 볼트(B)결합되는 하나의 지그결합체(10)를 이루는 구성을 손쉽게 이룰 수 있을 것이다.
그리고, 상기 제1, 2지그(11, 12)에는 상부가 개방되도록 하는 각각의 개구부(13a, 13b)와, 상기 개구부(13a, 13b)에서 연장형성되는 수용부(14a, 14b)가 각각 구성된 것에 특징이 있으며, 상기 제1, 2지그(11, 12)를 볼트(B) 결합하여 하나의 지그결합체(10)로 형성되었을 시, 상기 지그결합체(10) 내부에 형성된 수용부(13)와 개구부(14)는 수류탄케이스의 외형과 동일한 형상으로 이루어지도록 되어 있다.
아울러, 각각의 제1, 2지그(11, 12)의 상부에는 압착지그(30)와의 볼트(B)결합을 위한 제2나사홈(15)이 형성된 것에 특징이 있다.
또한, 케이스관(20)은 유압에 의해 확관되는 것으로, 상부는 개방형성되고, 하부는 막혀져 중공형 관 형상으로 형성되어 있는 것에 특징이 있으며, 재질은 유압에 의해 확관될 수 있는 재질이라면 다양한 재질로 사용할 수 있으나 바람직하게는 부식방지를 위하여 스테인리스 재질로 제작하는 것이 좋다.
그리고, 상기 케이스관(20)의 외경은 유압의 공급시 유체가 새는 것이 방지되도록 상기 지그결합체(10)에 구성된 개구부(14)의 내경과 동일한 크기로 형성되는 것이 바람직하며, 상기 지그결합체(10)에 삽입설치된 케이스관(20)의 높이는 지그결합체(10)와 동일한 높이로 설치되도록 함으로써, 압착지그(30)의 견고하고 용이한 결합이 이루어지도록 하는 것이 더욱 바람직하다.
또한, 압착지그(30)는 상기 지그결합체(10)의 상부에 볼트(B)결합되는 것으로, 하측으로 지그결합체(10)의 개구부(14)에 끼워지는 주입부(31)가 구성되어 있고, 상기 주입부(31)에는 유압이 주입되는 주입공(31a)이 관통구성된 것에 특징이 있으며, 상기 주입공(31)의 상부에는 유압의 주입을 위한 관통된 유입주입구(32)가 주입공(31)에서 연장형성된 것에 특징이 있다.
여기서, 상기 압착지그(30)에 구성된 주입부(31)의 외경은 케이스관(20)의 내경과 동일한 크기로 형성되도록 함으로써, 유압의 공급시 유체가 새는 것이 방지되도록 하는 것이 바람직하다.
그리고, 상기 지그결합체(10)에 구성된 제2나사홈(15)과 대응되는 부위에는 볼트(B)결합을 위한 제2관통홀(33)이 구성되며, 상기 지그결합체(10)와 케이스관(20)에 맞닿는 압착지그(30)의 하부에는 유체의 누수를 방지하는 오링(O)이 각각 구성되는 것이 바람직하다.
이하에서는 상기와 같은 구성을 이용하여 제작되는 제1실시 예에 따른 본 발명의 수류탄케이스 제조방법에 대해 보다 상세히 설명한다.
먼저, 제1지그(11)의 제1관통홀(11b)에 볼트(B)를 삽입한 후, 상기 볼트(B)를 제2지그(12)의 제1나사홈(12a)에 결합하여 상기 볼트(B)의 머리가 제1지그(11)의 제1볼트머리안착홈(11a)에 안착되도록 한다.
이와 같은 방법으로 다수의 볼트(B)를 제1, 2지그(11, 12)에 결합하면, 제1, 2지그(11, 12)의 결합이 완료되어 하나의 지그결합체(10)가 형성되며, 이로써, 상기 지그결합체(10)의 내부에는 수류탄케이스의 외형과 동일한 형상의 수용부(13)와 개구부(14)가 구성되게 된다.
또한, 상기와 같이 지그결합체(10)를 결합한 후에는, 지그결합체(10)의 개구부(14)에 상부가 개구된 케이스관(20)을 삽입하여 수용부(13)의 바닥면에 케이스관(20)의 하부를 밀착시키는 것으로, 케이스관(20)의 삽입 설치를 완료한다.
그리고, 상기 케이스관(20)의 삽입 설치를 완료한 후에는, 압착지그(30)를 지그결합체(10)에 볼트(B)결합하는 것으로, 조립을 완료할 수 있는데, 이때에는 먼저, 상기 압착지그(30)의 하부에 구성된 주입부(31)를 케이스관(20)의 개구부(14)에 삽입하여야 하며, 이 후, 상기 압착지그(30)에 구성된 제2관통홀(33)에 볼트(B)를 삽입하고, 상기 볼트(B)를 각각의 제1, 2지그(11, 12)에 구성된 제2나사홈(15)에 결합하는 것으로 압착지그(30)의 설치를 완료할 수 있다.
전술한 바와 같이 모든 구성품의 조립을 완료한 후에는, 상기 압착지그(30)의 상부에 형성된 유압주입구(32)에 유압주입장치(미도시)를 끼워 고정설치한 다음, 유압을 주입하는 것으로 케이스관(20)을 확관시킬 수 있는데, 이는, 유압주입장치를 통해 주입되는 유압이 유압주입구(32)와 주입공(31a)을 거쳐 케이스관(20)의 내부에 유입되는 것으로 인해 발생되는 것이다.
그리고, 이러한 유압에 의해 상기 케이스관(20)은 형상의 변화가 일어나게 되며, 계속되는 유체의 압력에 의해 상기 케이스관(20)이 지그결합체(10)에 구성된 수용부(13)와 개구부(14)의 형상으로 즉, 수류탄케이스의 형상으로 자동으로 확관되게 된다.
이와 같이 케이스관(20)을 수류탄케이스의 형상으로 제작완료한 후에는, 유압주입장치를 제거한 다음, 볼트(B)결합된 압착지그(30)와 지그결합체(10)를 각각 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관(20)을 손쉽게 탈착할 수 있으며, 습기가 남아 있는 케이스관의 내부는 건조시키거나, 습기를 닦아냄으로써 깔끔한 마무리를 할 수 있게 된다.
둘째로, 제2실시 예에 따른 본 발명의 수류탄케이스 제조방법은 도 7 내지 도 15에 도시된 바와 같이, 분할 형성된 제1지그(111)와 제2지그(112)를 볼트(B)결합하여 수용부(113)와 개구부(114)가 구성된 하나의 지그결합체(110)를 형성하는 지그 결합단계(S110)와; 상기 지그결합체(110)의 개구부(114)에 상부가 개구된 케이스관(120)을 삽입하여 수용부(113)에 케이스관(120)을 위치시키는 케이스관 설치단계(S120)와; 밀폐연결부(130)에 신축재질의 확관튜브(140)를 설치한 다음, 압착지그(150)의 하부에 형성된 삽입홈(152)에 밀폐연결부(130)를 삽입안착시켜 볼트(B)결합하는 압착수단 결합단계(S130)와; 상기 케이스관(120)의 개부구(121)에 확관튜브(140)를 삽입한 후, 압착지그(150)를 지그결합체(110)에 볼트(B)결합하는 압착지그 설치단계(S140)와; 상기 압착지그(150)의 상부에 형성된 유압주입구(154)를 통하여 상기 확관튜브(140)의 내부에 유압을 주입함으로써 지그결합체(110)에 설치된 케이스관(120)을 수용부(113)의 형상으로 확관시키는 케이스관 형상 제작단계(S150)와; 볼트(B)결합된 상기 압착지그(150)와 지그결합체(110)를 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관(120)을 탈착하는 케이스관 탈착단계(S160);로 이루어진 것에 특징이 있다.
먼저, 지그결합체(110)는 제1, 2지그(111, 112)의 결합으로 이루어진 것으로, 상기 제1지그(111)에는 볼트(B)가 결합되는 제1볼트머리안착홈(111a)과 제1관통홀(111b)이 형성되어 있고, 제2지그(112)에는 상기 제1지그(111)의 제1관통홀(111b)에 대응되는 제1나사홈(112a)이 형성되어 있어 상기 제1, 2지그(111, 112)가 볼트(B)결합되는 하나의 지그결합체(110)를 이루는 구성을 손쉽게 이룰 수 있을 것이다.
그리고, 상기 제1, 2지그(111, 112)에는 상부가 개방되도록 하는 각각의 개구부(113a, 113b)와, 상기 개구부(113a, 113b)에서 연장형성되는 수용부(114a, 114b)가 각각 구성된 것에 특징이 있으며, 상기 제1, 2지그(111, 112)를 볼트(B) 결합하여 하나의 지그결합체(110)로 형성되었을 시, 상기 지그결합체(110) 내부에 형성된 수용부(113)와 개구부(114)는 수류탄케이스의 외형과 동일한 형상으로 이루어지도록 되어 있다.
아울러, 각각의 제1, 2지그(111, 112)의 상부에는 압착지그(130)와의 볼트(B)결합을 위한 제2나사홈(115)이 형성된 것에 특징이 있다.
또한, 케이스관(120)은 유압에 의해 확관되는 것으로, 상부는 개방형성되고, 하부는 막혀져 중공형 관 형상으로 형성되어 있는 것에 특징이 있으며, 재질은 유압에 의해 확관될 수 있는 재질이라면 다양한 재질로 사용할 수 있으나 바람직하게는 부식방지를 위하여 스테인리스 재질로 제작하는 것이 좋다.
그리고, 상기 케이스관(120)의 외경은 유압의 공급시 유체가 새는 것이 방지되도록 상기 지그결합체(110)에 구성된 개구부(114)의 내경과 동일한 크기로 형성되는 것이 바람직하며, 상기 지그결합체(110)에 삽입설치된 케이스관(120)의 높이는 지그결합체(110)와 동일한 높이로 설치되도록 함으로써, 압착지그(130)의 견고하고 용이한 결합이 이루어지도록 하는 것이 더욱 바람직하다.
또한, 밀폐연결부(130)는 상기 압착지그(150)의 하부에 볼트(B)결합되는 것으로, 제2볼트머리안착홈과(131)과 제2관통홀(132)을 구성한 것에 특징이 있다.
그리고, 상기 밀폐연결부(130)의 중앙으로는 확관튜브(140)의 견고한 안착을 위한 안착단턱(133)이 구성되며, 상기 안착단턱(133)의 가장자리에는 확관튜브(140)의 더욱 견고한 안착을 위한 확관튜브(140)의 고정돌기(142)가 끼워지는 제1끼임홈(133a)이 구성되는 것이 바람직하다.
아울러, 상기 안착단턱(133)의 하측으로는 확관튜브(140)의 삽입을 위한 제3관통홀(134)이 안착단턱(133)에서 연장형성된 것에 특징이 있으며, 상기 지그결합체(110)와 케이스관(120)에 맞닿는 밀폐연결부(130)의 하부와, 압착지그(150)에 맞닿는 밀폐연결부(130)의 상부에는 유체의 누수를 방지하는 오링(O)이 각각 구성되는 것이 바람직하다.
또한 상기 확관튜브(140)는 상부가 개방되고, 하부가 밀폐된 중공형 관 형상으로 형성되어 유압의 공급에 따라 늘어나 케이스관(120)을 확관시키는 작용을 하는 것으로, 상부에는 밀폐연결부(130)에 구성된 안착단턱(133)에 안착설치되는 안착부(141)가 구성된 것에 특징이 있으며, 상기 안착부(141)의 상, 하측으로는 유압에 의해 움직이는 것이 방지되도록 하는 고정돌기(142)가 각각 구성된 것에 특징이 있다.
또한, 압착지그(150)는 상기 확관튜브(140)가 설치된 밀폐연결부(130)를 내장하여 상기 지그결합체(110)의 상부에 볼트(B)결합되는 것으로, 상기 지그결합체(110)에 구성된 제2나사홈(115)과 대응되는 부위에는 볼트(B)결합을 위한 제4관통홀(151)이 구성된 것에 특징이 있다.
그리고, 압착지그(150)의 하부에는 상기 밀폐연결부(130)의 삽입을 위한 삽입홈(152)과, 상기 삽입홈(152)에 삽입된 밀폐연결부(130)를 볼트(B)결합하기 위한 제3나사홈(153)을 상기 밀폐연결부(130)에 구성된 제2관통홀(132)과 대응되는 위치에 구성하고 있으며, 상기 삽입홈(152)에는 확관튜브(140)의 안착부(141)에 상부에 구성된 고정돌기(142)가 끼워지도록 하는 제2끼임홈(152a)이 구성되는 것이 바람직하다.
아울러, 상기 삽입홈(152)의 상측으로는 삽입홈(152)에서 연장형성된 유압주입구(154)가 관통구성된 것에 특징이 있다.
여기서, 상기 압착지그(150)에 구성된 삽입홈(152)의 내경은 상기 삽입홈(152)에 삽입되는 밀폐연결부(130)와 동일크기로 형성되도록 함으로써 유압에 의해 움직이거나 유체가 새는 것이 방지되도록 하는 것이 바람직하며, 상기 삽입홈(152)에 삽입 설치된 밀폐연결부(130)의 하면과 압착지그(150)의 하면이 동일선상에 위치하도록 상기 삽입홈(152)의 깊이와 밀폐연결부(130)의 높이를 같게 함으로써, 더운 견고하고 용이한 설치가 이루어지도록 하는 것이 바람직하다.
이하에서는 상기와 같은 구성을 이용하여 제작되는 제2실시 예에 따른 본 발명의 수류탄케이스 제조방법에 대해 보다 상세히 설명한다.
먼저, 제1지그(111)의 제1관통홀(111b)에 볼트(B)를 삽입한 후, 상기 볼트(B)를 제2지그(112)의 제1나사홈(112a)에 결합하여 상기 볼트(B)의 머리가 제1지그(111)의 제1볼트머리안착홈(111a)에 안착되도록 한다.
이와 같은 방법으로 다수의 볼트(B)를 제1, 2지그(111, 112)에 결합하면, 제1, 2지그(111, 112)의 결합이 완료되어 하나의 지그결합체(110)가 형성되며, 이로써, 상기 지그결합체(110)의 내부에는 수류탄케이스의 외형과 동일한 형상의 수용부(113)와 개구부(114)가 구성되게 된다.
또한, 상기와 같이 지그결합체(110)를 결합한 후에는, 지그결합체(110)의 개구부(114)에 상부가 개구된 케이스관(120)을 삽입하여 수용부(113)의 바닥면에 케이스관(120)의 하부를 밀착시키는 것으로, 케이스관(120)의 삽입 설치를 완료한다.
그리고, 상기 케이스관(120)의 삽입 설치를 완료한 후에는, 압착지그(130)를 지그결합체(110)에 볼트(B)결합하는 것으로, 조립을 완료할 수 있는데, 이때에는 먼저, 확관튜브(140)와 밀폐연결부(130) 및 압착지그(150)를 서로 결합한 후, 밀폐연결부(130)와 확관튜브(140)가 조립된 압착지그(150)를 지그결합체(110)에 볼트(B)결합해야 한다.
따라서, 밀폐연결부(130)와, 확관튜브(140) 및 압착지그(150)를 결합하기 위해서는 먼저, 밀폐연결부(130)의 제3관통홀(134)에 확관튜브(140)를 삽입하여 상기 확관튜브(140)의 안착부(141)가 밀폐연결부(130)의 안착단턱(133)에 안착되도록 하고, 이로써, 상기 확관튜브(140)의 안착부(141) 하부로 돌출된 고정돌기(142)가 상기 안착단턱(133)의 제1끼임홈(133a)에 끼워져 완전히 고정되게 한다.
그 후에는, 확관튜브(140)가 삽입된 밀폐연결부(130)를 압착지그(150)의 삽입홈(152)에 끼워 넣은 다음, 볼트(B)를 밀폐연결부(130)에 구성된 제2관통홀(132)에 삽입하여 압착지그(150)의 제3나사홈(153)에 결합함으로써, 상기 밀폐연결부(130)와 확관튜브(140) 및 압착지그(150)의 결합을 완료할 수 있는데, 이와 같은 결합을 하게 되면, 상기 확관튜브(140)의 안착부(141) 상측에 구성된 고정돌기(142)가 압착지그(150)의 삽입홈(152)에 구성된 제2끼임홈(152a)에 끼워져 상기 확관튜브(140)가 견고하게 고정되게 된다.
이처럼, 밀폐연결부(130)와 확관튜브(140) 및 압착지그(150)의 결합을 완료한 후에는, 상기 확관튜브(410)를 지그결합체(110)에 삽입된 케이스관(120)의 개구부에 삽입시킴과 동시에 압착지그(150)의 하면과 지그결합체(110)의 상면을 밀착시킨 다음, 압착지그(150)의 제4관통홀(151)에 볼트(B)를 삽입하여 상기 볼트(B)를 지그결합체(110)의 제2나사홈(115)에 결합시킴으로써, 압착지그(150)의 설치를 완료할 수 있다.
전술한 바와 같이 모든 구성품의 조립을 완료한 후에는, 상기 압착지그(150)의 상부에 형성된 유압주입구(154)에 유압주입장치(미도시)를 끼워 고정설치한 다음, 유압을 주입하는 것으로 케이스관(120)을 확관시킬 수 있는데, 이는, 유압주입장치를 통해 주입되는 유압이 유압주입구(154)를 거쳐 밀폐연결부(130)에 고정설치된 확관튜브(140)로 유입되어 상기 확관튜브(140)를 확관시키고, 상기 확관튜브(140)의 확관에 따라 케이스관(120)이 내부에서 외부로 가해지는 압력에 의해 발생되는 것이다.
그리고, 이러한 유압의 증가에 따라 더욱 확관되는 확관튜브(140)에 의해 상기 케이스관(120)은 형상의 변화가 일어나게 되며, 계속되는 유체의 압력에 의해 상기 케이스관(120)이 지그결합체(110)에 구성된 수용부(113)와 개구부(114)의 형상으로 즉, 수류탄케이스의 형상으로 자동으로 확관되게 된다.
이와 같이 케이스관(120)을 수류탄케이스의 형상으로 제작완료한 다음에는, 유압주입장치를 제거함으로써 확관튜브(140)의 탄성력에 의해 상기 확관튜브(140)를 원래의 상태로 되돌릴 수 있으며, 이 후, 볼트(B)결합된 압착지그(30)와 지그결합체(10)를 각각 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관(20)을 손쉽게 탈착할 수 있다.
그리고, 이와 같은 방법을 이용하면, 유체를 감싸는 확관튜브(140)에 의해 제조완료된 수류탄케이스의 내부에 습기가 남지 않게 됨으로, 습기를 제거할 필요 없어지게 되며, 상기 밀폐연결부(130)와 확관튜브(140) 및 압착지그(150)의 분리는 확관튜브(140)의 유지보수를 위할 때만 이루면 됨으로, 작업시간 단축과 더불어 제작비용을 줄일 수 있게 된다.
이상에서 살펴본 바와 같이 본 발명의 수류탄케이스 제조방법을 이용하면, 용접작업이 필요 없음은 물론, 별도의 후처리공정이 요구되지 않기 때문에 작업시간의 단축과 더불어 제작비용을 줄일 수 있을 뿐만 아니라, 별도의 가공을 하지 않기 때문에 제품의 불량률이 생기지 않게 된다.
B : 볼트 O : 오링
10 : 지그결합체 11, 12 : 제1, 2지그
11a : 제1볼트머리안착홈 11b : 제1관통홀
12a, 15 : 제1, 2나사홈 13, 13a, 13b : 수용부
14, 14a, 14b : 개구부 20 : 케이스관
30 : 압착지그 31 : 주입부
31a : 주입공 32 : 유압주입구
33 : 제2관통홀 110 : 지그결합체
111, 112 : 제1, 2지그 111a : 제1볼트머리안착홈
111b : 제1관통홀 112a, 115 : 제1, 2나사홈
113, 113a, 113b : 수용부 114, 114a, 114b : 개구부
120 : 케이스관 130 : 밀폐연결부
131 : 제2볼트머리안착홈 132, 134 : 제2, 3관통홀
133 : 안착단턱 133a : 제1끼임홈
140 : 확관튜브 141 : 안착부
142 : 고정돌기 150 : 압착지그
151 : 제4관통홀 152 : 삽입홈
152a : 제2끼임홈 153 : 제3나사홈
154 : 유압주입구
10 : 지그결합체 11, 12 : 제1, 2지그
11a : 제1볼트머리안착홈 11b : 제1관통홀
12a, 15 : 제1, 2나사홈 13, 13a, 13b : 수용부
14, 14a, 14b : 개구부 20 : 케이스관
30 : 압착지그 31 : 주입부
31a : 주입공 32 : 유압주입구
33 : 제2관통홀 110 : 지그결합체
111, 112 : 제1, 2지그 111a : 제1볼트머리안착홈
111b : 제1관통홀 112a, 115 : 제1, 2나사홈
113, 113a, 113b : 수용부 114, 114a, 114b : 개구부
120 : 케이스관 130 : 밀폐연결부
131 : 제2볼트머리안착홈 132, 134 : 제2, 3관통홀
133 : 안착단턱 133a : 제1끼임홈
140 : 확관튜브 141 : 안착부
142 : 고정돌기 150 : 압착지그
151 : 제4관통홀 152 : 삽입홈
152a : 제2끼임홈 153 : 제3나사홈
154 : 유압주입구
Claims (7)
- 분할 형성된 제1지그(11)와 제2지그(12)를 볼트(B)결합하여 수용부(13)와 개구부(14)가 구성된 하나의 지그결합체(10)를 형성하는 지그 결합단계(S10);
상기 지그결합체(10)의 개구부(14)에 상부가 개구된 케이스관(20)을 삽입하여 수용부(13)에 케이스관(20)을 위치시키는 케이스관 설치단계(S20);
상기 케이스관(20)의 개구부(21)에 압착지그(30)의 하부로 돌출구성된 주입부(31)를 삽입한 후, 압착지그(30)를 지그결합체(10)에 볼트(B)결합하는 압착지그 설치단계(S30);
상기 압착지그(30)의 상부에 형성된 유압주입구(32)를 통하여 상기 케이스관(20)의 내부에 유압을 주입하여 지그결합체(10)에 설치된 케이스관(20)을 수용부(13)의 형상으로 확관시키는 케이스관 형상 제작단계(S40);
볼트(B)결합된 상기 압착지그(30)와 지그결합체(10)를 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관(20)을 탈착하는 케이스관 탈착단계(S50);로 이루어진 것에 특징이 있는 수류탄케이스 제조방법.
- 분할 형성된 제1지그(111)와 제2지그(112)를 볼트(B)결합하여 수용부(113)와 개구부(114)가 구성된 하나의 지그결합체(110)를 형성하는 지그 결합단계(S110);
상기 지그결합체(110)의 개구부(114)에 상부가 개구된 케이스관(120)을 삽입하여 수용부(113)에 케이스관(120)을 위치시키는 케이스관 설치단계(S120);
밀폐연결부(130)에 신축재질의 확관튜브(140)를 설치한 다음, 압착지그(150)의 하부에 형성된 삽입홈(152)에 밀폐연결부(130)를 삽입안착시켜 볼트(B)결합하는 압착수단 결합단계(S130);
상기 케이스관(120)의 개부구(121)에 확관튜브(140)를 삽입한 후, 압착지그(150)를 지그결합체(110)에 볼트(B)결합하는 압착지그 설치단계(S140);
상기 압착지그(150)의 상부에 형성된 유압주입구(154)를 통하여 상기 확관튜브(140)의 내부에 유압을 주입함으로써 지그결합체(110)에 설치된 케이스관(120)을 수용부(113)의 형상으로 확관시키는 케이스관 형상 제작단계(S150);
볼트(B)결합된 상기 압착지그(150)와 지그결합체(110)를 분리하여 수류탄케이스의 형상으로 제작완료된 케이스관(120)을 탈착하는 케이스관 탈착단계(S160);로 이루어진 것에 특징이 있는 수류탄케이스 제조방법.
- 제 1항 또는 제 2항에 있어서, 상기 지그결합체(10, 110)는 제1볼트머리안착홈(11a, 111a)과 제1관통홀(11b, 111b)이 형성된 제1지그(11, 111)와, 상지 제1지그(11, 111)의 제1관통홀(11b, 111b)에 대응되는 제1나사홈(12a, 112a)이 형성된 제2지그(12, 112)로 형성되어 볼트(B)결합는 구성으로 이루어지되,
상기 제1지그(11, 111)와 제2지그(12, 112)에는 상부가 개방되도록 하는 각각의 개구부(14, 114)와, 상기 개구부(14, 114)에서 연장형성되는 수용부(13, 113)가 각각 대칭되는 형상으로 구성되며, 제1지그(11, 111)와 제2지그(12, 112)의 상부에는 제2나사홈(15, 115)이 각각 형성된 것에 특징이 있는 수류탄케이스 제조방법.
- 제 1항에 있어서, 상기 압착지그(30)는 상기 지그결합체(10)와의 볼트(B)결합을 위한 제2관통홀(33)을 구성하되, 하측으로는 지그결합체(10)의 개구부(14)에 끼워지는 주입공(31a)을 관통형성한 주입부(31)를 구성하며, 상기 주입공(31a)의 상측으로는 주입공(31a)에서 연장형성된 유압주입구(32)를 관통구성한 것에 특징이 있는 수류탄케이스 제조방법.
- 제 2항에 있어서, 상기 밀폐연결부(130)는 상기 압착지그(150)의 하부에 볼트(B)결합되도록 제2볼트머리안착홈(131)과 제2관통홀(132)을 구성하되, 중앙으로는 확관튜브(140)의 견고한 안착과 설치를 위한 안착단턱(133)과 제3관통홀(134)이 형성된 것에 특징이 있는 수류탄케이스 제조방법.
- 제 2항에 있어서, 상기 확관튜브(140)는 상부가 개방되고, 하부가 밀폐된 중공형 관 형상으로 형성되되, 상부에는 안착부(141)가 구성되며, 상기 안착부(141)의 상, 하측으로는 움직임 방지를 위한 고정돌기(142)가 각각 구성된 것에 특징이 있는 수류탄케이스 제조방법.
- 제 2항에 있어서, 상기 압착지그(150)는 상기 지그결합체(110)와의 볼트(B)결합을 위한 제4관통홀(151)을 구성하되, 하부에는 밀폐연결부(130)의 삽입하기 위한 삽입홈(152)과 밀폐연결부(130)를 볼트(B)결합하기 위한 제3나사홈(153)이 구성되며, 상기 삽입홈(152)의 상측으로는 삽입홈(152)에서 연장형성된 유압주입구(154)가 관통구성된 것에 특징이 있는 수류탄케이스 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100082216A KR20120019081A (ko) | 2010-08-25 | 2010-08-25 | 수류탄케이스 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100082216A KR20120019081A (ko) | 2010-08-25 | 2010-08-25 | 수류탄케이스 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120019081A true KR20120019081A (ko) | 2012-03-06 |
Family
ID=46128124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100082216A Abandoned KR20120019081A (ko) | 2010-08-25 | 2010-08-25 | 수류탄케이스 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20120019081A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101485049B1 (ko) * | 2012-08-31 | 2015-01-21 | 한국생산기술연구원 | 일체형 몸체부로 이루어지는 수류탄 및 이를 위한 제조방법 |
| KR101535941B1 (ko) * | 2013-12-19 | 2015-07-10 | 동서정밀 주식회사 | 소형 및 경량의 수류탄 외피 제조방법 |
-
2010
- 2010-08-25 KR KR1020100082216A patent/KR20120019081A/ko not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101485049B1 (ko) * | 2012-08-31 | 2015-01-21 | 한국생산기술연구원 | 일체형 몸체부로 이루어지는 수류탄 및 이를 위한 제조방법 |
| KR101535941B1 (ko) * | 2013-12-19 | 2015-07-10 | 동서정밀 주식회사 | 소형 및 경량의 수류탄 외피 제조방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2007133485A3 (en) | Durable pallet and pallet block | |
| KR101283453B1 (ko) | 105밀리 포병탄약 약협의 뇌관결합홀 정비치구 및 이를 이용한 약협의 뇌관결합홀 정비방법 | |
| RU2016106989A (ru) | Фитинг для монтажа на резьбовом присоединении трубы и способ монтажа фитинга на резьбовом присоединении трубы | |
| US9897126B2 (en) | Sealing plug for closing holes in walls and the like | |
| US11274500B2 (en) | Pressure test plug for improved tubular threaded component | |
| US11746937B2 (en) | Pipe joint, push ring for pipe joint, method for joining pipes | |
| MX2015002298A (es) | Ensamble de union de martillo, sello de union de martillo para el mismo y metodo para construir un sello de union de martillo. | |
| KR20120019081A (ko) | 수류탄케이스 제조방법 | |
| CN108952593A (zh) | 梅林钻井隔水管组合件 | |
| KR101209596B1 (ko) | 뇌관결합홀 정비치구 및 이를 이용한 폐약협 정비방법 | |
| US20040155464A1 (en) | Coupling for connection of a tube or hose by pushing-in | |
| KR101291614B1 (ko) | 라이닝공법에 의해 보수된 갱생관의 단부 마감장치 | |
| KR20160000906U (ko) | 밀폐형 리벳 플러그 | |
| CN209892920U (zh) | 制冰机供水接头的连接水管结构 | |
| KR200409519Y1 (ko) | 호스연결구의 캡 고정구조 | |
| CN201593660U (zh) | 弹片式快速接头 | |
| KR101693894B1 (ko) | 퀵커넥터 체결 확인장치 | |
| CN106272233A (zh) | 缸孔密封圈安装装置 | |
| KR101372817B1 (ko) | 105밀리 포병탄약 약협의 뇌관결합체 체결방법 | |
| KR20260006415A (ko) | Mefp 탄두용 일체형 라이너 성형 방법 | |
| JP2007024308A (ja) | クイックカップリングのねじ込み係合部のための安全装置 | |
| KR20160005952A (ko) | 관부재의 연결 이음장치 | |
| KR200296584Y1 (ko) | pvc파이프 보수용 소켓 | |
| KR200467915Y1 (ko) | 갱폼 고정장치 | |
| JP5779672B2 (ja) | 栓部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20100825 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20120510 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20120925 |
|
| NORF | Unpaid initial registration fee | ||
| PC1904 | Unpaid initial registration fee |