KR20120036466A - 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브 및 그 제조방법 - Google Patents
통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브 및 그 제조방법 Download PDFInfo
- Publication number
- KR20120036466A KR20120036466A KR1020100098164A KR20100098164A KR20120036466A KR 20120036466 A KR20120036466 A KR 20120036466A KR 1020100098164 A KR1020100098164 A KR 1020100098164A KR 20100098164 A KR20100098164 A KR 20100098164A KR 20120036466 A KR20120036466 A KR 20120036466A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- barrier layer
- laminate tube
- tube
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
Landscapes
- Laminated Bodies (AREA)
- Tubes (AREA)
Abstract
상기와 같이 구성되는 본 발명의 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브는 배리어 층으로 종래의 알루미늄 박판 등을 사용하는 폴리에틸렌 테레프탈레이트를 사용하므로, 자외선이나 수증기 등에 대한 차단성이 일정 수준 이상으로 유지되어 내용물을 보호하면서도 산소나 특정 기체에 대한 적절한 통기성을 보장하여 보관이나 유통중의 시간 경과에 따라 또는 외부 보관환경에 따라 산소나 가스 등을 필수적으로 발생하는 내용물의 포장에 사용할 때 포장물에서 발생된 가스나 산소를 적절하게 배출되도록 하여 튜브가 팽창하거나 과도한 팽창에 의해 폭발하는 것과 같은 피해를 방지할 수 있다.
Description
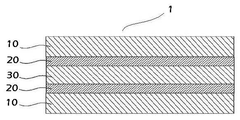
도 2는 본 발명의 다른 바람직한 실시형태에 따른 라미네이트 튜브의 단면도이다.
20 ; 접착제 층 30 ; PET 필름 층
Claims (7)
- 배리어 층과 그 표리(表裏) 면에 형성되는 접착제 층과 상기 접착제 층 위에 부착되어 최외층을 구성하는 합성수지 필름 층의 다층 구조로 구성되는 라미네이트 튜브에 있어서,
상기 배리어 층은 폴리에틸렌 테레프탈레이트(polyethylene terephthalate; PET)로 구성되고, 상기 합성수지 필름 층은 폴리에틸렌(polyehtylene; PE)으로 구성된 것임을 특징으로 하는 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브.
- 제 1항에 있어서, 상기 폴리에틸렌 테레프탈레이트(polyethylene terephthalate; PET)로 형성된 배리어 층은 12 내지 25㎛의 두께로 형성됨을 특징으로 하는 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브.
- 제 1항 또는 제 2항에 있어서, 상기 배리어 층은 15 내지 25㏄/20㎛ㆍ㎡ㆍatmㆍ24hr의 가스 투과도를 갖도록 하는 이축연신 폴리에틸렌 테레프탈레이트임을 특징으로 하는 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브.
- 제 1항 또는 제 2항에 있어서, 상기 배리어 층은 35℃, 85%RH에서 5 내지 15㏄/20 ㎛ㆍ㎡ㆍatmㆍ24hr의 산소 투과도를 갖도록 하는 이축연신 폴리에틸렌 테레프탈레이트임을 특징으로 하는 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브.
- 제 1항에 있어서, 상기 폴리에틸렌(PE)으로 구성되는 최외층은 모노(mono) 또는 3층의 PE 필름이 적용됨을 특징으로 하는 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브.
- 제 1항에 있어서, 상기 접착제 층은 우레탄계 이액형 접착제에 의해 형성된 것임을 특징으로 하는 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브.
- 배리어 층과 그 표리(表裏) 면에 형성되는 접착제 층과 상기 접착제 층 위에 부착되어 최외층을 구성하는 합성수지 필름 층의 다층 구조로 구성되는 라미네이트 튜브의 제조에 있어서,
상기 배리어 층을 폴리에틸렌 테레프탈레이트(polyethylene terephthalate; PET)로 하고, 상기 합성수지 필름 층은 폴리에틸렌(polyehtylene; PE)으로 하여,
PE 필름 층/접착제 층/PET 필름층/접착제 층/PE 필름 층을 순차적으로 적층하는 드라이 라미네이션(Dry lamination) 공법에 의해 제조하거나, 또는
PE 필름 층/T-타이(저밀도 폴리에틸렌; LDPE)/접착제 층/PET 필름층/접착제 층/T-타이(저밀도 폴리에틸렌; LDPE)/PE 필름 층을 순차적으로 적층하는 티-다이 라미네이션(T-Die lamination) 공법에 의해 제조함을 특징으로 하는 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100098164A KR20120036466A (ko) | 2010-10-08 | 2010-10-08 | 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브 및 그 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100098164A KR20120036466A (ko) | 2010-10-08 | 2010-10-08 | 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브 및 그 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120036466A true KR20120036466A (ko) | 2012-04-18 |
Family
ID=46138049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100098164A Ceased KR20120036466A (ko) | 2010-10-08 | 2010-10-08 | 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브 및 그 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20120036466A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170000170A (ko) | 2015-06-23 | 2017-01-02 | 김재찬 | 도용 방지용 알루미늄 라미네이트 다층 시트의 제조방법 및 그 도용 방지용 알루미늄 라미네이트 다층 시트 |
| JP2023538437A (ja) * | 2020-08-24 | 2023-09-07 | ザ プロクター アンド ギャンブル カンパニー | 歯のホワイトニング製品 |
-
2010
- 2010-10-08 KR KR1020100098164A patent/KR20120036466A/ko not_active Ceased
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170000170A (ko) | 2015-06-23 | 2017-01-02 | 김재찬 | 도용 방지용 알루미늄 라미네이트 다층 시트의 제조방법 및 그 도용 방지용 알루미늄 라미네이트 다층 시트 |
| JP2023538437A (ja) * | 2020-08-24 | 2023-09-07 | ザ プロクター アンド ギャンブル カンパニー | 歯のホワイトニング製品 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2023075140A (ja) | 包装材用積層フィルム、及び包装袋 | |
| JP6798967B2 (ja) | シーラントフィルム、並びにそれを用いた包装材及び包装袋 | |
| JP6933282B2 (ja) | シーラントフィルム、並びにそれを用いた包装材及び包装袋 | |
| JP6035737B2 (ja) | 蓋材および該蓋材を用いた密封容器 | |
| JPWO2015194644A1 (ja) | ブリスターパック用積層体、及びそれを用いたブリスターパック | |
| TWI848051B (zh) | 容器用片材 | |
| KR20120036466A (ko) | 통기성이 우수한 배리어 층으로 형성된 라미네이트 튜브 및 그 제조방법 | |
| US20090004505A1 (en) | Composition For Laminate Having Reduced Metal Content, System, And Method Of Making Thereof | |
| JP2016222277A (ja) | 包装袋 | |
| JP7404752B2 (ja) | 高耐性包材用積層体 | |
| JPWO2022102414A5 (ko) | ||
| JP2020015278A (ja) | 耐内容物性エージングレス積層体、およびそれを用いた包装材料 | |
| JP2009045767A (ja) | 包装用積層体 | |
| JP5554534B2 (ja) | 積層フィルム、該積層フィルムを用いた容器及び該容器の製造方法 | |
| JP2002127333A (ja) | 多層フィルム及び積層体 | |
| JP6746879B2 (ja) | シーラントフィルム、多層フィルム、および包装体 | |
| JP5682164B2 (ja) | 包装袋 | |
| JP2012076305A (ja) | 積層体およびその製造方法 | |
| JP2018053949A (ja) | 真空断熱材用外装材 | |
| JP2002178456A (ja) | 生分解性多層フィルム | |
| JP2021104663A (ja) | 多層フィルム及び包装体 | |
| JP3992502B2 (ja) | 包装袋 | |
| KR101867877B1 (ko) | 포장필름 및 그 제조방법 | |
| JP2016078349A (ja) | 発泡積層体の製造方法及びその発泡積層体本発明は、発泡層が厚く、優れた断熱性を示す発泡積層体を高い生産効率で製造する方法に関するものである。 | |
| JP5810603B2 (ja) | 非吸着性を有するイージーピール包装袋の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20101008 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20120611 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20120820 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20120611 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |