KR20120043736A - 밀링 공구, 특히 나사 밀링 공구 - Google Patents
밀링 공구, 특히 나사 밀링 공구 Download PDFInfo
- Publication number
- KR20120043736A KR20120043736A KR1020127000637A KR20127000637A KR20120043736A KR 20120043736 A KR20120043736 A KR 20120043736A KR 1020127000637 A KR1020127000637 A KR 1020127000637A KR 20127000637 A KR20127000637 A KR 20127000637A KR 20120043736 A KR20120043736 A KR 20120043736A
- Authority
- KR
- South Korea
- Prior art keywords
- milling tool
- tightening
- cutting insert
- cutting
- milling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000003801 milling Methods 0.000 title claims abstract description 126
- 238000005520 cutting process Methods 0.000 claims abstract description 191
- 238000005452 bending Methods 0.000 claims description 19
- 238000000034 method Methods 0.000 claims description 6
- 239000011358 absorbing material Substances 0.000 claims description 2
- 230000001154 acute effect Effects 0.000 description 8
- 239000002826 coolant Substances 0.000 description 5
- 238000003754 machining Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 239000005068 cooling lubricant Substances 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000036346 tooth eruption Effects 0.000 description 2
- DJQYKWDYUQPOOE-OGRLCSSISA-N (2s,3s)-2-[4-[(1s)-1-amino-3-methylbutyl]triazol-1-yl]-1-[4-[4-[4-[(2s,3s)-2-[4-[(1s)-1-amino-3-methylbutyl]triazol-1-yl]-3-methylpentanoyl]piperazin-1-yl]-6-[2-[2-(2-prop-2-ynoxyethoxy)ethoxy]ethylamino]-1,3,5-triazin-2-yl]piperazin-1-yl]-3-methylpentan- Chemical compound Cl.N1([C@@H]([C@@H](C)CC)C(=O)N2CCN(CC2)C=2N=C(NCCOCCOCCOCC#C)N=C(N=2)N2CCN(CC2)C(=O)[C@H]([C@@H](C)CC)N2N=NC(=C2)[C@@H](N)CC(C)C)C=C([C@@H](N)CC(C)C)N=N1 DJQYKWDYUQPOOE-OGRLCSSISA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 210000002105 tongue Anatomy 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000009763 wire-cut EDM Methods 0.000 description 1
Images







































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G5/00—Thread-cutting tools; Die-heads
- B23G5/18—Milling cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G2200/00—Details of threading tools
- B23G2200/10—Threading tools comprising cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G2210/00—Details of threads produced
- B23G2210/04—Internal threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G2210/00—Details of threads produced
- B23G2210/08—External threads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
본 발명은 샤프트(1)와, 절삭 인서트(8)용 고정구들(7)을 구비한 작업 부재(2)를 포함하는 밀링 공구에 관한 것이다. 밀링 공구가 간단하게 제조 및 조립되면서도 작업 부재(2)에서 절삭 인서트들(8)의 확실하면서도 신뢰성 높은 고정 및 위치 결정을 가능하게 하기 위해, 고정 부재들(22)이 조임 부재들에 의해 형성되고, 조임 부재들에 의해서는 절삭 인서트들(8)이 하나 이상의 경사면으로 고정구들(7)의 경사면 쪽에 조여진다. 조임 부재들(22)은 절삭 인서트(8)의 경사면의 맞은편에 위치하는 절삭 인서트(8)의 경사진 조임면과 접촉한다. 조임 부재들의 힘이 작용하는 조건에서, 절삭 인서트들(8)의 경사면은 고정구(7)의 경사면 쪽에 조여지고 확실하게 유지된다. 또한, 조임과 동시에, 장착 위치에서는 절삭 인서트들(8)의 위치 결정도 이루어진다. 밀링 공구는 바람직하게는 나사 밀링 커터이다.
Description
본 발명은 청구항 제1항의 전제부에 따른 밀링 공구, 특히 나사 밀링 공구에 관한 것이다.
작업 부재(work element)가 절삭 인서트들(cutting insert)을 위한 고정구들(fixture)을 구비하고 있는 밀링 공구는 공지되어 있다. 고정구들은 반경 방향으로 개방되어 있으며, 그럼으로써 절삭 인서트들은 고정구들의 길이방향에 대해 횡방향으로 삽입될 수 있게 된다. 고정구들 내에서 절삭 인서트들은 고정 볼트들(fixing bolt)에 의해 고정된다. 고정 볼트는 고정구 내에 절삭 인서트를 조이면서, 절삭 인서트의 서로 평행한 외측면들과 접촉한다. 이처럼 절삭 인서트들은 불충분한 장력으로만 작업 부재 내에 고정된다.
또한, 절삭 인서트들이, 서로 마주보고 위치하는 길이방향 측면들(longitudinal side)에, 조임 볼트들(clamping bolt)이 맞물려 고정되는 노치들을 구비하고, 조임 볼트들은 평면의 선단부로 노치의 바닥부와 접촉하고 이와 같이 고정구 내에서 절삭 인서트를 고정 유지하는, 나사 밀링 공구도 공지되었다. 그러나 상기 절삭 인서트의 제조는 복잡하면서도 고가이다.
본 발명의 목적은, 일반적인 밀링 공구에 있어서, 간단한 제조 및 조립 조건에서 밀링 공구의 작업 부재에서 절삭 인서트들의 확실하면서도 신뢰성 높은 고정 및 위치 결정을 가능하게 하도록 상기 밀링 공구를 형성하는 것에 있다.
상기 목적은 일반적인 밀링 공구에서 본 발명에 따라 청구항 제1항의 특징부들에 의해 달성된다.
본 발명에 따른 절삭 인서트의 경우, 고정 부재들(fastening element)은 고정구 내에 절삭 인서트를 조이게끔 하는 조임 부재들(clamping element)로서 형성된다. 고정구들 내에 절삭 인서트들을 조이는 경우 기본적으로 하나의 조임 부재만으로도 충분하다. 그러나 절삭 인서트들의 각각의 길이에 따라, 절삭 인서트당 2개 이상의 조임 부재를 이용할 수도 있다. 조임 부재는 절삭 인서트의 경사진 조임면(clamping surface)과 접촉하며, 절삭 인서트의 경우 상기 경사진 조임면의 맞은편 측면에 추가의 경사면이 구비된다. 조임 부재의 힘이 작용하는 조건에서, 절삭 인서트의 상기 경사면은 고정구의 경사면 쪽에 조여진다. 절삭 인서트는 서로 마주보고 위치하는 자체의 측면들에 위치하는 경사면들을 바탕으로 확실하게 고정구 내에서 조여지고 고정 유지된다. 또한, 경사면들을 바탕으로, 조임과 동시에, 장착 위치에서는 절삭 인서트의 위치 결정도 이루어진다.
바람직하게는 조임 부재는 절삭 인서트의 조임면과 선형으로 접촉하도록 형성된다. 그 때문에 절삭 인서트의 대응하는 조임면은 높은 정밀도로 제조하지 않아도 된다.
절삭 인서트의 조임면과 조임 부재의 선형 접촉을 간단하게 달성하기 위해, 조임 부재는 바람직하게는, 선형 접촉 조건에서 절삭 인서트의 조임면과 접촉하는 원추형 조임쇠(clamping chuck)를 포함한 조임 볼트에 의해 형성된다.
그러나 조임 부재는 평면으로 절삭 인서트의 조임면과 표면으로 접촉하도록 형성될 수도 있다.
바람직한 구성에 따라, 조임 부재는 하나 이상의 벤딩 섹션(bending section)을 통해 본 발명에 따른 밀링 공구의 작업 부재와 연결된다. 조임을 위해 조임 부재는 절삭 인서트의 조임면 쪽에 밀착되고 벤딩 섹션을 바탕으로 작업 부재에 대향하여 그에 상응하게 휘어진다.
바람직하게는 벤딩 섹션은 작업 부재와 일체형으로 형성되며, 그럼으로써 조립 시에 조임 부재들을 작업 부재에 별도로 장착하지 않아도 된다. 그럼으로써 절삭 인서트는 매우 간단하면서 신속하게 작업 부재에 조여진다.
벤딩 섹션은 바람직하게는 와이어컷 방전 가공 절단(wire-cut electrical discharge machining cutting)에 의해 작업 부재 내에 형성된다. 그에 따라 작업 부재는 우선, 내부적으로 와이어컷 방전 가공 절단을 통해 벤딩 섹션들이 고정밀도로 제조될 수 있는 고형 재료로 제조된다. 와이어컷 방전 가공 절단으로, 고정구들 내 절삭 인서트들의 조임 시에 확실하게 휘어질 수 있는 매우 얇은 벤딩 웨브들(bending web)이 제조된다.
고정구들 내에 위치하는 절삭 인서트들 쪽으로 조임 부재들을 이동시키기 위해 바람직하게는 조임 부재들이 작동하게끔 하는 볼트들이 이용된다.
또한, 조임 부재들은 작업 부재로부터 분리되어 하나 이상의 볼트에 의해 작동되는 구성부품일 수 있다.
상기 조임 부재들은 바람직하게는 작업 부재의 벽부 내에 제공되는 고정구 내에 위치한다. 고정구 내에서 조임 부재들은 간단하게 배치되고 볼트들에 의해 장착된다.
절삭 인서트들을 위한 고정구들은 작업 부재의 벽부의 내측면 및/또는 외측면에 제공될 수 있다.
바람직하게는 고정구들의 경사면과 절삭 인서트들의 조임면은 밀링 공구의 축 방향에서 볼 때 한 점으로 수렴한다. 그럼으로써 절삭 인서트들이 고정구들 내로 삽입된 후에 여전히 조여져 있지 않지만 고정구들로부터 인출되지 않게 되는 점이 간단하게 보장된다. 그럼으로써 고정구들 내 절삭 인서트들의 조임은 실질적으로 더 쉬워진다.
경사면들을 바탕으로 절삭 인서트들은 조임 부재들에 의해 고정구들 내에서 바람직하게는 축 방향 및 반경 방향으로 위치 결정 및 배향되며, 그럼으로써 절삭 인서트들의 절삭날들에서 양호한 동심 작동이 보장되게 된다.
밀링 공구는 셸형 밀링 커터(shell-type milling cutter) 또는 엔드 밀링 커터(end milling cutter)일 수 있다. 밀링 공구가 나사 밀링 공구라면, 셸형 밀링 커터로는 수나사를 제조할 수 있고, 엔드 밀링 커터로는 암나사를 제조할 수 있다.
양호한 칩 배출을 보장하도록 하기 위해, 작업 부재는 바람직하게는 자체 벽부를 관통하는 개구부들을 구비한다. 이와 같은 구성은, 최소량의 윤활 조건에서, 또는 심지어 건식 가공에서 이용되는 밀링 공구에 바람직하게 제공된다.
슬롯들은 작업 부재의 선단부 쪽을 향해 가장자리가 개방되는 방식으로 형성될 수 있으며, 그럼으로써 효과는 재차 향상된다.
밀링 공구가 발진/진동에 민감한 가공 공정에서 이용된다면, 슬롯들은 바람직하게는 진동 흡수 재료로 채워진다.
본 발명의 추가 특징들은 추가의 특허청구범위, 실시예 설명 및 도면으로부터 제시된다.
본 발명은 도면에 도시된 몇몇 실시예들에 따라 더욱 상세하게 설명된다.
도 1은 셸형 밀링 커터 형태의 본 발명에 따른 밀링 커터를 도시한 정면도이다.
도 2는 도 1에 따른 밀링 커터를 축 방향으로 절단하여 도시한 축 단면도이다.
도 3은 도 1에 따른 밀링 커터를 도시한 사시도이다.
도 4는 도 1에 따른 밀링 커터를 도시한 상면도이다.
도 5 내지 도 8은 본 발명에 따른 밀링 커터의 추가 실시예들을 각각 도시한 사시도이다.
도 9는 셸형 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 10은 도 9에 따른 밀링 커터를 축 방향으로 절단하여 도시한 축 단면도이다.
도 11은 도 9에 따른 밀링 커터를 종방향으로 절단하여 도시한 종단면도이다.
도 12는 도 9에 따른 밀링 커터를 도시한 사시도이다.
도 13은 도 9에 따른 밀링 커터를 도시한 상면도이다.
도 14는 도 9에서 절단선 L-L을 따라 도시한 반경 방향 단면도이다.
도 15는 조임 볼트 형태의 조임 부재를 이용하여 절삭 인서트를 조인 상태를 도시한 측면도이다.
도 16은 도 15에 따른 배치 구조를 도시한 상면도이다.
도 17은 본 발명에 따른 밀링 커터를 위한 절삭 인서트를 도시한 사시도이다.
도 18은 도 17에 따른 절삭 인서트를 도시한 상면도이다.
도 19는 도 17에 따른 절삭 인서트를 도시한 정면도이다.
도 20은 도 17에 따른 절삭 인서트를 도시한 측면도이다.
도 21은 본 발명에 따른 밀링 커터를 위한 절삭 인서트의 추가 실시예를 도시한 사시도이다.
도 22는 도 21에 따른 절삭 인서트를 도시한 정면도이다.
도 23은 엔드 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 부분 정면도 및 부분 축 단면도이다.
도 24는 도 23에 다른 밀링 커터를 도시한 사시도이다.
도 25는 도 23에 따른 밀링 커터를 도시한 상면도이다.
도 26은 도 23에 따른 밀링 커터의 작업 부재를 절단하여 도시한 반경 방향 단면도이다.
도 27은 셸형 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 28은 도 27에 따른 밀링 커터를 도시한 축 단면도이다.
도 29는 도 27에 따른 본 발명에 따른 밀링 커터를 도시한 사시도이다.
도 30은 도 27에 따른 밀링 커터를 도시한 상면도이다.
도 31은 도 27에 따른 밀링 커터의 작업 부재를 절단하여 도시한 반경 방향 단면도이다.
도 32는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 33은 도 32에 따른 밀링 커터를 도시한 사시도이다.
도 34는 도 32에 따른 밀링 커터를 도시한 또 다른 사시도이다.
도 35는 도 32에 따른 밀링 커터를 도시한 상면도이다.
도 36은 도 32에 따른 밀링 커터를 절단하여 도시한 반경 방향 단면도이다.
도 37은 셸형 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 38은 도 37에 따른 밀링 커터를 절단하여 도시한 종단면도이다.
도 39는 도 37에 따른 밀링 커터를 도시한 사시도이다.
도 40은 도 37에 따른 밀링 커터를 도시한 상면도이다.
도 41은 도 37에 따른 밀링 커터의 커터 몸체를 절단하여 도시한 반경 방향 단면도이다.
도 42는 도 37에 따른 밀링 커터의 조임 부재를 도시한 정면도이다.
도 43은 도 42에 따른 조임 부재를 도시한 상면도이다.
도 44는 도 42에 따른 조임 부재를 도시한 사시도이다.
도 45는 도 42에 따른 조임 부재를 도시한 측면도이다.
도 46은 도 42에 따른 조임 부재의 일부분을 도시한 단면도이다.
도 47은 나사 밀링 커터 형태의 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 48은 도 47에 따른 밀링 커터를 도시한 사시도이다.
도 49는 도 47에 따른 밀링 커터를 도시한 또 다른 사시도이다.
도 50은 도 47에 따른 밀링 커터를 도시한 상면도이다.
도 51은 도 47의 절단선 LI-LI를 따라 도시한 반경 방향 단면도이다.
도 2는 도 1에 따른 밀링 커터를 축 방향으로 절단하여 도시한 축 단면도이다.
도 3은 도 1에 따른 밀링 커터를 도시한 사시도이다.
도 4는 도 1에 따른 밀링 커터를 도시한 상면도이다.
도 5 내지 도 8은 본 발명에 따른 밀링 커터의 추가 실시예들을 각각 도시한 사시도이다.
도 9는 셸형 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 10은 도 9에 따른 밀링 커터를 축 방향으로 절단하여 도시한 축 단면도이다.
도 11은 도 9에 따른 밀링 커터를 종방향으로 절단하여 도시한 종단면도이다.
도 12는 도 9에 따른 밀링 커터를 도시한 사시도이다.
도 13은 도 9에 따른 밀링 커터를 도시한 상면도이다.
도 14는 도 9에서 절단선 L-L을 따라 도시한 반경 방향 단면도이다.
도 15는 조임 볼트 형태의 조임 부재를 이용하여 절삭 인서트를 조인 상태를 도시한 측면도이다.
도 16은 도 15에 따른 배치 구조를 도시한 상면도이다.
도 17은 본 발명에 따른 밀링 커터를 위한 절삭 인서트를 도시한 사시도이다.
도 18은 도 17에 따른 절삭 인서트를 도시한 상면도이다.
도 19는 도 17에 따른 절삭 인서트를 도시한 정면도이다.
도 20은 도 17에 따른 절삭 인서트를 도시한 측면도이다.
도 21은 본 발명에 따른 밀링 커터를 위한 절삭 인서트의 추가 실시예를 도시한 사시도이다.
도 22는 도 21에 따른 절삭 인서트를 도시한 정면도이다.
도 23은 엔드 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 부분 정면도 및 부분 축 단면도이다.
도 24는 도 23에 다른 밀링 커터를 도시한 사시도이다.
도 25는 도 23에 따른 밀링 커터를 도시한 상면도이다.
도 26은 도 23에 따른 밀링 커터의 작업 부재를 절단하여 도시한 반경 방향 단면도이다.
도 27은 셸형 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 28은 도 27에 따른 밀링 커터를 도시한 축 단면도이다.
도 29는 도 27에 따른 본 발명에 따른 밀링 커터를 도시한 사시도이다.
도 30은 도 27에 따른 밀링 커터를 도시한 상면도이다.
도 31은 도 27에 따른 밀링 커터의 작업 부재를 절단하여 도시한 반경 방향 단면도이다.
도 32는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 33은 도 32에 따른 밀링 커터를 도시한 사시도이다.
도 34는 도 32에 따른 밀링 커터를 도시한 또 다른 사시도이다.
도 35는 도 32에 따른 밀링 커터를 도시한 상면도이다.
도 36은 도 32에 따른 밀링 커터를 절단하여 도시한 반경 방향 단면도이다.
도 37은 셸형 밀링 커터로서 형성되는 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 38은 도 37에 따른 밀링 커터를 절단하여 도시한 종단면도이다.
도 39는 도 37에 따른 밀링 커터를 도시한 사시도이다.
도 40은 도 37에 따른 밀링 커터를 도시한 상면도이다.
도 41은 도 37에 따른 밀링 커터의 커터 몸체를 절단하여 도시한 반경 방향 단면도이다.
도 42는 도 37에 따른 밀링 커터의 조임 부재를 도시한 정면도이다.
도 43은 도 42에 따른 조임 부재를 도시한 상면도이다.
도 44는 도 42에 따른 조임 부재를 도시한 사시도이다.
도 45는 도 42에 따른 조임 부재를 도시한 측면도이다.
도 46은 도 42에 따른 조임 부재의 일부분을 도시한 단면도이다.
도 47은 나사 밀링 커터 형태의 본 발명에 따른 밀링 커터의 추가 실시예를 도시한 정면도이다.
도 48은 도 47에 따른 밀링 커터를 도시한 사시도이다.
도 49는 도 47에 따른 밀링 커터를 도시한 또 다른 사시도이다.
도 50은 도 47에 따른 밀링 커터를 도시한 상면도이다.
도 51은 도 47의 절단선 LI-LI를 따라 도시한 반경 방향 단면도이다.
다름에서 설명되는 밀링 커터는 바람직하게는 나사 밀링 커터이다. 그러나 또 다른 절삭날 형태도 가능하다. 공구들은, 공구 자체에 의해 외부 윤곽만이 제조될 수 있도록 형성될 수 있다. 이런 경우 절삭 인서트들은 선단의 중공부 내에 수용되어 본체(basic body)에 의해 둘러싸인다. 상기 밀링 커터는 셸형 밀링 커터로서 지칭된다.
절삭 인서트들은 반경 방향에서 본체의 외주부에 반경 방향으로 배치될 수도 있다. 이런 경우 공구는 엔드 밀링 커터와 유사하게 내부 윤곽 및 외부 윤곽을 가공할 수 있다. 또한, 단면 길이가 상대적으로 더욱 긴 경우에, 축 방향으로 오프셋 되어 연이어 배치되는 복수의 절삭 인서트를 사용할 수도 있다.
도 1 내지 도 4에 따른 밀링 커터는 셸형 밀링 커터이고 원통형 샤프트(1)를 포함하며, 이 샤프트에 의해 밀링 커터가 공구 고정구 내에 수용될 수 있다. 샤프트 단부에는 밀링 커터의 작업 부재를 형성하면서 샤프트(1)와 일체형으로 형성될 수 있는 본체(2)가 위치한다. 그러나 샤프트(1)에 본체(2)를 고정할 수도 있으며, 예컨대 납땜할 수도 있다. 본체(2)의 선단부(3) 내로는, 벽부(5) 및 바닥부(6)에 의해 범위 한정되는 중앙 함몰부(4)가 통해 있다. 벽부(5) 내에는 축 방향으로 연장되고 선단부(3) 쪽으로 개방되는 그루브 형태의 고정구들(7)이 위치한다. 고정구들(7) 내에는 절삭 인서트들(8)이 삽입되되, 이들 절삭 인서트에 의해서 공작물 표면에 수나사가 제조된다. 도 4에 도시되어 있듯이, 고정구들(7)은 상호 간에 90°의 각도 간격으로 이격되어 배치된다. 고정구들(7)은 동일하게 형성되고, 고정구들(7)의 길이방향 중심 평면들(9)이 본체(2)의 각각의 반경(10)과 예각(α)을 이루도록 벽부(5)에 제공된다. 또한, 고정구들(7)은 상호 간에 또 다른 각도 간격으로 이격되어 배치되고, 그리고/또는 벽부(5)의 외주부에 걸쳐 불균일하게 분포되는 방식으로 제공될 수도 있다.
각각의 고정구(7)는 바닥부(11)와, 이 바닥부(11)로부터 수렴하는 방식으로 연장되는 측면 벽부들(12, 13)을 포함한다. 절삭 인서트들(8)은 도 15 및 16에 도시된 바와 같이 조임부(14)(clamping part)와 톱니부(15)(tooth part)를 포함하고, 이 톱니부(15)에는 나사 밀링 치부들(16)(thread milling tooth)이 구비되어 있다. 절삭 인서트(8)의 톱니부(15)는 고정구(7)로부터 함몰부(4) 안쪽으로 돌출된다. 절삭 인서트들(8)은 자체의 조임부들(14)을 이용하여 고정구들(7) 안쪽에 위치한다.
조임부들(14)은 평면 바닥부(17)를 구비하며, 그에 따라 이 바닥부를 이용하여 고정구들(7)의 바닥부(11)와 접촉한다. 그 외에도 조임부들(14)에는 톱니부(15)의 방향으로 수렴하는 측면 벽부들(18, 19)이 구비되어 있다(도 16).
고정구들(7)의 수렴하는 측면 벽부들(12, 13)과 조임부들(14)의 수렴하는 측면 벽부들(18, 19)을 바탕으로, 절삭 인서트들(8)이 고정구들(7) 내로 삽입된 후, 절삭 인서트들이 아직도 조여져 있지 않을 때, 반경 방향에서 안쪽 방향을 향해 함몰부(4) 내로 유입되지 못하게 하는 장점이 달성된다. 절삭 인서트들(8)은 절삭 인서트들 자체의 밑면(20)으로 고정구들(7)의 밑면(21)(도 2)과 접촉할 때까지 본체(2)의 선단부(3)로부터 간단하게 고정구들(7) 안쪽으로 밀어 넣어진다.
고정구들(7) 내에서 절삭 인서트들(8)을 조임 고정하기 위해서는 조임 볼트로서 형성되는 조임 부재들(22)이 이용된다. 조임 부재들은 이 조임 부재들(22)이 본체(2) 내 나사 보어부들(24)(도 2) 내로 맞물려 고정되게끔 하는 나사부(23)를 구비한다. 그 외에도 조임 부재들(22)에는 원추형 외피부(26)를 포함하는 조임쇠(25)가 구비된다. 외피부(26)는 조임쇠(25)의 자유 단부 방향으로 개방된 테이퍼 앵글부(taper angle)를 포함한다. 조임쇠(25)의 선단부에는 형태 결합식 리세스부(27)가 구비되며, 이 형태 결합식 리세스부 내로는 조임 부재(22)를 회전시키기 위한 공구가 삽입될 수 있다.
조임 부재(22)는 절삭 인서트(8)의 조임부(14)와 관련하여 조임쇠(25)의 외피부(26)가 선형 접촉 조건 하에 조임부(14)의 측면 벽부(19)와 접촉하는 방식으로 배치된다(도 16). 절삭 인서트(8)와 관련하여 조임 부재의 상기 위치를 달성하기 위해, 조임 부재(22)의 종축(28)은, 절삭 인서트(8)에 대한 상면도(도 16)에서 볼 때, 절삭 인서트(8)의 길이방향 중심 평면(29)에 대해 예각(β)을 이룬다. 측면도에서 조임 부재(22)의 종축(28)은 절삭 인서트(8)의 바닥부(17)와 둔각(γ)을 형성한다(도 15).
각각의 절삭 인서트(8)의 삽입 후에 조임 부재들(22)은 나사 보어부들(24) 내로 조여진다. 조임쇠(25)가 조임부(14)의 측면 벽부(19)와 접촉하면, 곧바로 조임 부재(22)의 추가적인 나사 조임 시에 절삭 인서트(8)는 고정구(7)의 바닥부(11)뿐 아니라, 조임 부재(22)의 맞은편에 위치하는 고정구(7)의 측면 벽부(13) 쪽에 밀착된다. 이처럼 절삭 인서트들(8)은 반경 방향 및 축 방향으로 최적의 조건으로 위치 결정 및 배향된다.
조임쇠(25)가 절삭 인서트(8)의 조임부(14)의 측면 벽부(19)와 접촉하도록 하기 위해, 고정구(7)의 측면 벽부(13)에는 공동부(85)(cabity)(도 2 및 3)가 구비되어 있다.
절삭 인서트들(8)은 바람직하게는 카바이드 금속으로 구성되지만, 코팅층을 구비할 수 있는 또 다른 고경도 절삭 소재로도 구성될 수 있다. 그 외에도 절삭 인서트들(8)은 다수의 재료로 구성될 수 있다. 따라서 예컨대 나사 밀링 치부(16)(도 15)는 예컨대 카바이드 금속으로 구성되는 절삭 인서트(8)의 잔여 부분 내에 납땜 되는 PKD 또는 CBN으로 구성될 수 있다. 또한, 서멧(cermet) 또는 세라믹 소재의 플레이트도 이용할 수 있다.
절삭 인서트(8)는 하나 이상의 절삭날(30)(도 4)을 포함한다. 경제성 및 자원 절감의 이유에서 절삭 인서트(8)에는 바람직하게는 2개의 절삭날이 제공되어 있다.
절삭 인서트(8)는 설명한 방식으로 고정구(7) 내에서 조임 부재(22)에 의해 조여지기 때문에, 절삭 인서트(8) 내 보어부는 요구되지 않으며, 그럼으로써 절삭 인서트의 제조가 간단해진다.
절삭 인서트(8)는 자체의 길이방향 중심 평면(29)에 대해 대칭을 이루는 방식으로 형성된다. 그 때문에 절삭 인서트는 일측 절삭날의 마모 후에 180°만큼 회전되어 고정구(7) 내에서 고정될 수 있다.
통상적으로 하나의 조임 부재(22)로도 고정구(7) 내에 절삭 인서트(8)를 충분히 조일 수 있다. 조임 부재에 의해 절삭 인서트(8)는 고정구(7)의 접촉면 쪽에 견고하게 밀착된다. 그럼으로써 절삭날들(30)에서 양호한 동심 작동이 제공된다. 조임 부재(22)의 회전 방향과 결부하여 조임 부재(22)의 조임 시에 조임쇠(25)와 접촉면들(11, 13) 사이의 마찰은 고정구(7) 내에서 절삭 인서트(8)의 정확한 축 방향 위치 결정을 보조한다. 또한, 절삭 인서트들(8)이 더욱 길게 형성되는 경우에는, 절삭 인서트를 따라 복수의 조임 부재(22)를 장착할 수 있다.
절삭 인서트들(8)은 조임 부재(22)를 역회전시키는 것만으로 공구에서 완벽하게 탈거된다. 그런 다음 절삭 인서트(8)는 고정구(7)로부터 절삭 인서트 자체의 길이 방향으로 완벽하게 인출할 수 있다.
절삭 인서트들(8)은 본체(2)의 선단부(3)보다 극미하게 돌출될 수 있다(도 1 및 2).
조임 부재들(22)이 공구에 의해 간단하게 작동될 수 있도록 하기 위해, 본체(2)의 선단부(3) 내에 조임 부재들(22)에 마주보는 방식으로 함몰부들(31)(도 3)이 구성되며, 이들 함몰부는 공구를 위한 접촉면으로서 이용된다.
함몰부(4)는 반경 방향으로 폐쇄되는 방식으로 형성할 수 있다. 공작물의 가공 시에 종종 하나 이상의 냉각 채널을 통해 함몰부(4) 내로 공급되는 냉각 윤활제가 이용되기 때문에, 냉각 윤활제는 가공 시에 발생하는 칩을 최적의 조건으로 배출할 수 있다. 그 외에도 폐쇄된 벽부(5)에 의해서는 가공 공정에서 발생하는 열이 최적의 조건으로 소산될 수 있다. 밀링 커터가 최소량의 윤활 조건에서, 또는 심지어 건식 가공을 위해 이용된다면, 예컨대 흑연 가공 시에 이용된다면, 본체(2)는 외주부에 개구부들을 포함할 수도 있다.
이에 대한 실시예는 도 5에 도시되어 있다. 앞서 설명한 실시예에 상응하게 원형 윤곽을 갖는 본체(2)는 함몰부(4)의 벽부(5)를 관통하는 개구부들(32)을 구비한다. 개구부들(32)은 본체(2)의 외주부에 걸쳐 분포되어 배치된다. 인접한 절삭 인서트들(8) 사이에는 바람직하게는 각각 하나의 개구부(32)가 위치한다. 개구부는 도 5에 예시로서 도시된 바와 같이 협폭 측이 둥근 장방형 윤곽을 가질 수 있다.
도 6에는 개구부들(32)이, 함몰부(4)의 벽부(5)를 관통하고 본체(2)의 선단부(3) 쪽으로 개방되어 있는 슬롯으로서 형성되는 실시예가 도시되어 있다.
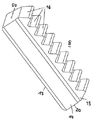
도 7에는 바람직하게는 가공 공정이 발진 또는 진동에 민감한 경우 이용될 수 있는 밀링 커터가 도시되어 있다. 이를 위해 본체(2)에는 도시된 실시예의 경우 90°의 각도 간격으로 이격되어 제공되는 슬롯들(33)이 구비되어 있다. 슬롯들은 각각 인접한 절삭 인서트들(8) 사이에 위치한다. 슬롯들은 진동을 흡수하는 질량으로 채워진다. 슬롯들(33)은 본체(2)의 선단부(3)로부터 함몰부(4)의 바닥부(6)에까지 연장될 수 있다. 슬롯들(33)은 비교적 협폭으로 형성되며, 그럼으로써 본체(2)의 강도가 슬롯들에 의해 저하되지 않게 된다.
밀링 커터의 샤프트(1)도 마찬가지로 다양하게 구성될 수 있다. 도 1 내지 도 7에 따른 실시예들의 경우, 샤프트(1)는 각각 원통형 샤프트이며, 통상적인 공구 고정구 내로 삽입될 수 있다. 샤프트(1)는 본체(2)와는 다른 재료로 구성될 수 있다. 따라서 샤프트(1)는 예컨대 카바이드 금속으로 구성될 수 있다. 본체(2)와 샤프트(1)가 서로 다른 재료로 구성된다면, 이 두 부재는 일반적인 결합 방법에 의해, 예컨대 볼트 결합, 납땜, 용접, 수축 등에 의해 서로 연결된다.
도 8에는 샤프트(1)가 인터페이스를 포함으로써 공구가 공작 기계 내에 직접 조여 고정될 수 있게 되는 밀링 커터가 도시되어 있다. 상기 인터페이스들은 예컨대 HSK, SK, BT, ABS 인터페이스 등이다. 도 8에는 HSK 인터페이스(34)를 포함하는 밀링 커터가 도시되어 있다. 상기 인터페이스에 의해 공구는 추가적인 어댑터를 필요로 하는 공구보다 기계 스핀들로부터 훨씬 더 적게 돌출된다. 나머지 부분의 경우 밀링 커터는 앞서 설명한 실시예들에서와 동일하게 형성될 수 있다.
도 9 내지 도 14에 따른 밀링 커터는 마찬가지로 샤프트(1)와 본체(2)를 포함하는 셸형 밀링 커터이며, 이 셸형 밀링 커터는 본체(2)의 선단부(3) 안쪽으로 통해 있는 중앙 함몰부(4)를 구비한다. 함몰부(4)는 내부에 절삭 인서트들(8)을 위한 고정구들(7)이 위치하는 벽부(5)에 의해 범위 한정된다(도 13). 절삭 인서트들(8)과 고정구들(7)은 도 1 내지 도 4에 따른 실시예에서와 동일한 방식으로 벽부(5) 내에 배치된다. 그에 상응하게 고정구들(7)의 길이방향 중심 평면들(9)은 본체(2)의 대응하는 반경에 대해 예각(α)을 이룬다(도 13).
절삭 인서트들(8)을 조임 고정하기 위해, 도 1 내지 도 4에 따른 실시예와 다르게 조임 볼트가 아니라 탄성적으로 휘어질 수 있는 조임 설부(clamping tongue)인 조임 부재들(35)이 제공된다. 이들 조임 부재는 본체(2)와 일체형으로 형성되고 휨 영역(36)(도 12)을 통해 본체(2)와 연결된다. 조임 부재(35)는 횡단면에서 대략 장방형으로 형성되고 절삭 인서트(8)의 대부분의 길이에 걸쳐서 연장된다(도 10).
조임 부재(35)의 일측 협폭 측면(37)(도 13)은 조임면을 형성하고, 이 조임면에 의해 절삭 인서트(8)가 고정구(7) 내에서 재차 하기에 설명되는 방식으로 조여진다. 조임면(37)은 반경 방향에서 후방 변위된 벽 섹션(39)에 대해 이격되어 마주보고 위치하는 일측의 길이방향 측면(38)으로 전환된다. 길이방향 측면(38)은 협폭 측면(40)으로 전환되고, 협폭 측면(40)은 만곡된 벽 섹션(41)에 걸쳐서 벽 섹션(42)으로 전환되며, 이 벽 섹션(42)은 협폭 측면(40)에 대해 대략 평행하게 연장되면서 벽 섹션(39)으로 전환된다. 아치형 벽 섹션(41)은 휨 영역(36)을 범위 한정한다. 조임 부재(35)의 길이방향 측면(38)과 벽 섹션(39) 사이의 이격 간격은 협폭 측면(40)과 본체(2)의 원주 방향으로 마주보고 위치하는 벽 섹션(42) 사이의 이격 간격보다 더 작다.
반경 방향에서 길이방향 측면(38)과 마주보고 위치하는 조임 부재(35)의 길이 방향 측면(43)은 함몰부(4)의 벽부(5)의 일부분을 형성한다. 길이방향 측면(43)은 계속해서 만곡되고 빗면(44)(bevel)에 걸쳐서 고정구(7)의 일측의 측면 벽부(12)로 전환된다. 상기 빗면과는 절삭 인서트(8)가 자체의 측면 벽부(18)로 접촉한다.
조임 부재(35)는 조임 볼트(46)가 조여지는 나사 보어부(45)를 구비한다. 조임 볼트는 본체(2)의 원추형 관통 개구부(48) 내에 위치하는 원추형 볼트 헤드(47)를 포함한다. 상기 원추형 관통 개구부의 횡단면은 볼트 헤드(47)가 관통 개구부(48)의 벽부와 접촉하도록 볼트 헤드(47)의 횡단면 형태에 부합하게 형성된다.
절삭 인서트(8)가 고정구(7) 내로 삽입되면, 곧바로 조임 볼트(46)는 조임 부재(35)가 대략 반경 방향에서 안쪽 방향으로 이동되도록 회전된다. 이런 경우 조임 부재(35)의 조임면(37)은 절삭 인서트(8)의 측면 벽부(13)와 표면으로 접촉한다. 조임 부재(35)가 탄성 굽힘에 의해 바깥쪽 방향으로 더욱 많이 이동할수록, 측면 벽부(13)와 조임면(37)이 접촉하는 것을 바탕으로 절삭 인서트(8)는 고정구(7)의 바닥부(11) 및 맞은편 측면 벽부(12) 쪽에 더욱 강하게 조여진다.
절삭 인서트(8)가 고정구(7)로부터 탈거되어야 한다면, 조임 볼트(46)는 반대 방향으로 회전되고, 그럼으로써 조임 부재(35)는 안쪽 방향으로 휘어지게 된다. 그럼으로써 절삭 인서트(8)의 조임 상태가 해제됨에 따라, 절삭 인서트는 간단하게 고정구(7)로부터 인출될 수 있게 된다.
조임면(37)은 조임 부재(35)의 전체 길이에 걸쳐 연장되기 때문에, 조임면(37)은 이처럼 확실하게 고정구(7) 내에서 조여지는 절삭 인서트(8)의 측면 벽부(13)와 표면으로 접촉한다.
도 14로부터 알 수 있듯이, 조임 볼트(46)의 종축(49)은 본체(2)의 반경 방향 평면에 위치한다. 종축(49)은 본체(2)의 축 방향에서 볼 때 절삭 인서트(8)의 길이방향 중심 평면(9)과 예각(α)을 형성한다. 조임 볼트(46)의 각각의 위치에 따라 상기 각도(α)는 달라질 수 있고, 둔각일 수도 있다.
고정구(7)로부터 절삭 인서트(8)를 탈거하기 위해 조임 볼트(46)는 반대 방향으로 회전되며, 그럼으로써 조임 부재(35)는 안쪽 방향으로 휘어지게 된다. 그럼으로써 고정구(7) 내에서 절삭 인서트(8)의 조임 상태가 해제되고, 그에 따라 절삭 인서트가 간단하게 인출될 수 있게 된다.
기재된 방식으로 모든 절삭 인서트(8)는 본체(2)의 고정구들(7) 내에 조여진다. 그러나 앞서 설명한 실시예들과 다르게 고정구들(7) 내에서 절삭 인서트들(8)의 조임이 쐐기 압착에 의해 이루어진다. 가요성 조임 부재들(36)은 조임 볼트들(46)로 간단하게 휘어진다. 조임 부재들(35)은 쐐기 압착이 달성되게끔 하는 쐐기 부재들을 형성한다. 조임 부재들(35)은 휨 영역(36)을 바탕으로 원하는 방향으로 확실하게 휘어질 수 있다. 조임 부재들(35)은 본체(2)와 일체형으로 형성되기 때문에, 조임 부재들은 공구에 별도로 장착하지 않아도 된다. 절삭 인서트들(8)만이 본체(2)의 고정구들(7) 내에 삽입되기만 하면 된다. 앞서 설명한 실시예들과 다르게 조임 볼트들(46)은 고정구들(7) 내에서 절삭 인서트들(8)을 간접적으로 조임 고정하는 역할만을 한다.
절삭 인서트들(8)은 조임 볼트들(22)을 이용한 직접적인 조임 고정(direct clamping)뿐 아니라, 조임 볼트들(46) 및 조임 부재들(35)을 이용한 간접적인 조임 고정을 위해 고려될 수 있다. 따라서 이처럼 다양한 밀링 커터에 대해서도 다양한 절삭 인서트가 필요하지 않다.
도 15 내지 20에 따른 절삭 인서트(8)는 장방형 윤곽을 보유한다(도 18). 나사 밀링 치부들(16)은 대개 동일한 톱니 높이를 갖는다. 예컨대 원추형 나사산을 위한 절삭 인서트의 경우, 또는 귀따기 절삭날(deburring cutting-edge)이 통합된 절삭 인서트의 경우, 나사 밀링 치부들의 또 다른 구성도 제공될 수 있다. 치폭은 조임부(14)의 최대 폭보다 작다. 절삭 인서트(8)의 밑면(20) 및 바닥부(17)는 평면이다. 또한, 절삭 인서트(8)의 상부 선단부(50)도 평면이다. 밑면(20) 및 윗면(50)은 각각 챔퍼부(51, 52)(chamfer)를 통해 평면 바닥부(17)로 이어진다. 밑면(20) 및 윗면(50)은 각각 실질적으로 장방형 윤곽을 보유한다.
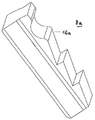
도 21과 도 22에는 절삭 인서트(8)에서와 다르게 구성되는 절삭 치부들(16a)을 구비한 절삭 인서트(8a)가 도시되어 있다. 나머지 부분의 경우 절삭 인서트(8a)는 앞서 설명한 실시예와 동일하게 형성된다.
적어도 절삭 인서트(8, 8')의 일측 측면 벽부(18, 19)에는 하나 이상의 함몰부 또는 하나 이상의 견부가 제공될 수 있다. 이런 경우 조임 부재(22)는 함몰부 내에 맞물려 고정되거나, 또는 견부와 접촉한다. 이처럼 절삭 인서트(8, 8')는 추가로 형태 결합식으로 고정된다.
도 23 내지 도 26에는 샤프트(1)와 본체(2)를 포함하는 암나사 밀링 커터가 도시되어 있다. 샤프트(1)는 원통형 샤프트로서 형성될 수 있다. 그러나 밀링 커터는 앞서 설명한 실시예들에 상응하게 대응하는 인터페이스, 예컨대 HSK 인터페이스를 구비할 수 있다. 본체(2)는 앞서 기재한 실시예들과 다르게 괴상(massive)으로 형성되고 자체의 바깥쪽 외부면(53)에 절삭 인서트들(8)을 위한 고정구들(7)을 포함한다. 절삭 인서트들(8)은 앞서 기재한 실시예들에서와 동일하게 형성되고 나사 절삭 치부들(16) 및 조임부(14)을 구비한 톱니부(15)를 포함한다.
고정구들(7)은 각각 측면 벽부(12)를 포함하며, 이 측면 벽부 쪽에는 절삭 인서트(8)가 자체의 측면 벽부(18)로 밀착된다. 조임 부재로서는 조임 볼트(22)가 이용되고, 이 조임 볼트의 조임쇠(25)는 원추형으로 형성된다. 조임쇠(22)는 기재된 방식으로, 조임쇠(25)가 선형 접촉으로 절삭 인서트(8)의 측면 벽부(19)와 접촉하도록 절삭 인서트(8)에 대해 상대적으로 배치된다. 조임 볼트들(22)은 본체(2)의 외측면 내에 제공되는 나사 보어부들(24) 내로 조여진다.
고정구(7)의 측면 벽부(12)는 예각으로 바닥부(11)에 연결되며, 그에 따라 절삭 인서트들(8)은 장착 위치에서 자체의 바닥부(17)로 상기 바닥부(11)와 접촉한다. 바닥부(17)는 둔각으로 본체(2)의 원주 방향으로 짧은 바닥 섹션(54)으로 전환되며, 이 바닥 섹션(54) 내에는 조임 볼트(22)를 위한 나사 보어부(24)가 제공된다. 바닥 섹션(54)은 도 25에 따른 축 방향에서 볼 때 만곡된 벽 섹션(55)으로 전환되고, 이 벽 섹션(55)은 바닥 섹션(54)과 본체(2)의 외부면(53)을 연결한다. 만곡된 벽 섹션(55)은 조임 볼트(22)의 조임쇠(25)가 바깥쪽을 향해 본체(2)의 외부면(53)보다 더 돌출되지 않을 정도로 바깥쪽을 향해 연장된다. 그럼으로써 조임 볼트들(22)의 조임쇠들(25)이 가공 시에 공작물과 접촉하지 않게 되는 점이 보장된다.
절삭 인서트들(8)은, 밀링 치부들(16)이 본체(2)보다 충분히 훨씬 돌출되도록 배치된다.
도 23 내지 도 26에 따른 공구는 나머지 부분의 경우 앞서 설명한 실시예들과 동일하게 형성된다. 절삭 인서트들(8)은 조임 볼트들(22)에 의해 고정구들(7) 내에서 기재한 방식으로 조여지고 확실하게 고정 유지된다. 절삭 인서트들(8)은 본체(2)의 선단부(3)보다 더 돌출되지 않는다(도 23). 그러나 절삭 인서트들은 약간 더 돌출될 수도 있다. 그러나 절삭 인서트들이 예컨대 추가의 선단 절삭 기능을 구비하여 구성된다면, 절삭 인서트들은 선단부(3)보다 더 돌출되어야 한다.
또한, 조임 부재들(22)의 조임쇠(25)는 공 모양으로 형성될 수도 있다. 이런 경우 공차 및 변형이 보상될 수 있다.
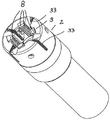
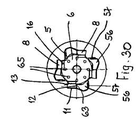
도 27 내지 도 31에는 샤프트(1) 및 본체(2)를 포함하는 셸형 밀링 커터가 도시되어 있다. 본체(2)는 함몰부(4)를 포함하고, 이 함몰부의 벽부(5)는 절삭 인서트들(8)을 위한 고정구들(7)을 포함한다. 고정구들(7)은 측면 벽부(12)를 포함하고(도 31), 이 측면 벽부 쪽에는 절삭 인서트들(8)이 자체의 측면 벽부(18)로써 밀착된다. 절삭 인서트들(8)의 조임을 위해서 본체(2)와 일체형으로 형성되는 조임 부재들(56)이 이용된다. 조임 부재들(56)은 예컨대 와이어컷 방전 가공 절단을 통해, 또는 또 다른 적합한 방법에 의해 본체(2)로부터 형성되고, 나머지 협폭의 벤딩 웨브들(57)을 통해 본체(2)와 탄성적으로 연결된다. 벤딩 웨브들(57)은 도 30에 도시된 바와 같이 절삭 인서트(8)의 맞은편에 위치하는 조임 부재(56)의 측면에 제공된다.
벤딩 웨브들(57)은 실시예에서 본체(2)의 각각의 반경에 대해 평행하게 위치한다. 그러나 벤딩 웨브들은 본체(2) 내에 또 다른 위치에 위치할 수 있다. 와이어컷 방전 가공 절단을 바탕으로 조임 부재(56)는 본체(2)의 나머지 부분으로부터 충분한 간격으로 이격되어 위치한다. 상기 이격 간격은 조임 부재(56)가 조임 과정에서 충분히 이동할 수 있을 만큼 크다.
조임 부재들(56)의 작동을 위해서는 보어부들(59)을 통해 본체(2) 안쪽으로 돌출되는 볼트들(58)이 이용된다. 조임 부재들(56)은 나사 보어부들(60)을 포함하고, 이들 보어부 내로 볼트들(58)이 조여진다. 보어부들(59)의 영역에서 본체(2)는 자체의 외측면에 각각 함몰부(61)를 구비하며, 이 함몰부 내에는 볼트 헤드가 깊게 위치한다. 볼트 축(62)은 본체(2)의 축 방향에서 볼 때(도 31) 본체(2)의 반경에 대해 예각을 이루면서 위치한다. 도 28로부터 알 수 있듯이, 볼트들(58)은 나머지 부분의 경우 반경 방향 평면에 위치한다.
벤딩 웨브(57)의 맞은편에 위치하는 조임 부재(56)의 측면 벽부(63)(도 30)는, 조임 부재(56)가 조임 위치에서 절삭 인서트(8)의 측면 벽부(19)와 접촉하게끔 하는 조임면을 형성한다.
조임 부재(56)는 우선, 절삭 인서트(8)는 본체(2)의 선단부로부터 고정구(7) 안쪽으로 밀어 넣어질 정도로 볼트(58)에 의해 안쪽 방향으로 휘어진다. 이어서 볼트(58)에 의해 조임 부재(56)는 바깥쪽 방향으로 휘어지되, 조임 부재(56)의 측면 벽부(63)는 절삭 인서트(8)의 측면 벽부(12)와 접촉하게 된다. 그에 따라 절삭 인서트(8)는 앞서 설명한 실시예들에 상응하게 고정구(7)의 바닥부(11) 및 측면 벽부(13) 쪽에 밀착된다. 조임 부재(56)의 측면 벽부(63) 및 상기 측면 벽부(13)는 함몰부(4)의 내부의 방향으로 수렴한다. 그럼으로써 앞서 설명한 실시예들에서와 같이 절삭 인서트(8)가 고정구(7) 내로 삽입된 후에 비록 절삭 인서트가 아직 조여져 있지 않더라도 빠지지 않게 되는 장점이 달성된다.
샤프트(1)는 중앙의 축 방향 냉각제 보어부(64)를 구비하며(도 28), 이 냉각제 보어부로부터는 본체(2)의 영역에서 횡단면이 더욱 작은 냉각제 보어부들(65)이 분기되고, 이들 냉각제 보어부(65)는 함몰부(4)의 바닥부(6)로 통해 있다. 냉각제 보어부들(65)은 함몰부(4)의 벽부(5)로부터 작은 간격으로 이격되고 균일하게 분포되어 함몰부(4)의 바닥부(6)로 통해 있다(도 30 및 31). 보어부들(64, 65)을 통해 공급되는 냉각 매체는 최적의 조건에서 절삭 인서트들(8)의 밀링 치부들(16)에 도달한다.
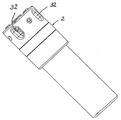
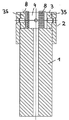
도 32 내지 도 36에는 절삭 인서트들(8)이 마찬가지로 조임 부재들(66)을 통해 조여져 있는 엔드 나사 밀링 커터가 도시되어 있다. 이 경우 조임 부재들(66)은 예컨대 와이어컷 방전 가공, 또는 또 다른 적합한 방법에 의해 본체(2)로부터 부분적으로 분리된다. 협폭의 벤딩 웨브(67)를 통해서만 조임 부재들(66)은 본체(2)와 연결된다. 벤딩 웨브들(67)은 본체(2)의 반경에 대해 소정의 각도를 이루면서 위치한다.
조임 부재들(66)은 관통 개구부(68)를 구비하며, 이 관통 개구부를 통해서 본체(2) 내 나사 보어부(70) 내로 조여지는 볼트(69)가 돌출된다.
조임 부재들(66)은 측면 벽부(71)(도 36)를 포함하고, 이 측면 벽부는 측면 벽부(13)와 마주보고 위치하면서 이 측면 벽부와 함께 본체(2)의 원주 방향으로 고정구(7)를 범위 한정한다. 두 측면 벽부(13, 71)는 반경 방향에서 바깥쪽을 향해 수렴하면서 연장된다. 그럼으로써 고정구(7) 내로 삽입되는 절삭 인서트(8)는 조여져 있지 않은 상태에서도 반경 방향에서 바깥쪽을 향해 이탈되지 않게 된다. 절삭 인서트(8)를 조이기 위해 볼트(69)가 나사 보어부(70) 내로 조여지되, 조임 부재(66)는 안쪽 방향으로 휘어지고 측면 벽부(71)는 절삭 인서트(8)의 측면 벽부(19)와 접촉하게 된다. 따라서 절삭 인서트는 고정구(7)의 바닥부(11) 및 측면 벽부(13) 쪽에 밀착된다.
절삭 인서트들(8)이 고정구들(7)로부터 탈거되도록 하기 위해서는 볼트(68)가 역회전 되기만 하면 된다. 그런 다음 조임 부재(66)는 자체의 풀림 위치에 도달할 수 있다.
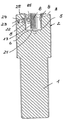
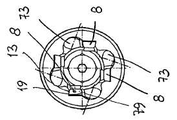
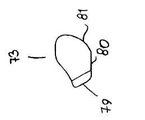
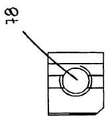
도 37 내지 도 41에는 재차 샤프트(1) 및 원통형 본체(2)를 포함하는 셸형 밀링 커터가 도시되어 있다. 이 셸형 밀링 커터는 중앙 함몰부(4)를 포함하고, 이 함몰부의 벽부(5) 내에는 절삭 인서트들(8)을 위한 고정구들(7)이 제공된다. 고정구들(7)은 일측 측면에서 본체(2)의 부분인 측면 벽부(13)에 의해 범위 한정된다. 맞은편에 위치하는 측면 벽부(72)는 본체(2)로부터 분리된 조임 부재(73)의 측면 벽부에 의해 형성되고, 조임 부재(73)는 조임 볼트(74)에 의해 작동된다. 조임 볼트는 관통 개구부(75)를 통해 본체(2) 안쪽으로 돌출된다. 관통 개구부(75)는 본체(2)의 외측면에 제공되는 함몰부(76)에 위치하고, 이 함몰부 내에서는 조임 볼트(74)의 헤드가 깊게 수용된다.
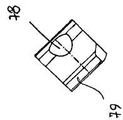
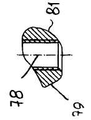
고정구(7)의 측면 벽부(13)에 인접하는 위치에서는 함몰부(4)의 벽부(5)에 함몰부(77)가 구비된다. 이 함몰부(77)는 오목하게 만곡되어 연장되는 벽 섹션(77')을 포함하며, 이 벽 섹션은 고정구(7)의 바닥부(11)에까지 연장된다. 오목하게 만곡된 상기 벽 섹션(77')은 조임 부재(73)를 위한 접촉면으로서 이용된다. 조임 부재(73)는 조임 볼트(74)가 조여지는 나사 보어부(78)(도 41 및 46)를 포함한다. 또한, 조임 부재(73)는 이 조임 부재(73)의 장착 위치에서 고정구(7)를 범위 한정하는 측면 벽부(79)를 포함한다(도 46). 측면 벽부(79)와 고정구(7)의 측면 벽부(13)는 본체(2)의 함몰부(4)의 방향으로 수렴한다. 그럼으로써 앞서 설명한 실시예들에서와 같이, 절삭 인서트(8)가 아직 조여져 있지 않은 점에 한해서도 고정구(7)로부터 바깥쪽을 향해 함몰부(4) 내로 이탈되지 않게 되는 점이 달성된다. 측면 벽부(79)에 의해서는 조임 부재(73)가 절삭 인서트(8)의 측면 벽부(19)와 접촉한다(도 40). 조임 부재(73)는 절삭 인서트(8)의 길이의 일부분에 걸쳐서만 연장된다.
측면 벽부(79)는 만곡된 측면 표면(81)으로 전환되는 경사면(80)에 둔각으로 연결될다. 만곡된 측면 표면은 조임 부재(73)의 장착 위치에서 함몰부(76)의 만곡된 벽 섹션(77')과 접촉한다. 만곡된 표면들(77', 81)은 장착 위치에서 조임 부재(73)의 간단한 배향을 가능하게 한다.
절삭 인서트들(8)은, 이들 절삭 인서트(8)의 길이방향 중심 평면이 본체(2)의 각각의 반경 방향 평면에 대해 대략 평행하게 위치하도록 함몰부(4)의 벽부(5) 내에 배치된다.
조임 부재들(73)은 조임 볼트들(74)을 통해서 본체(2)의 외측면으로부터 간단하게 작동된다. 조임 볼트들(74)은 앞서 설명한 실시예들에서와 유사하게 자체의 종축으로 본체(2)의 각각의 반경 방향 평면에 대해 예각을 이루는 방식으로 위치한다.
도 47 내지 도 51에는 본체(2)의 외측면에 위치하는 절삭 인서트들(8)을 조임 부재들(73)로 조임 고정할 수 있는 방법이 도시되어 있다. 절삭 인서트들은 본체(2)의 외주부에 걸쳐 분포되어 배치되는 고정구들(7) 내에 수용된다. 고정구들(7)은 평면 바닥부(11)를 포함하고, 이 바닥부에는 평면의 측면 벽부(13)가 예각을 이루면서 연결된다(도 50). 고정구(7)에는 내부에 조임 부재(73)가 수용되는 함몰부(82)가 연결된다. 함몰부(82)는 반경 방향 단면도에서 대략 분할원형 바닥부(83)를 포함하며, 이 바닥부와는 조임 부재(73)가 자체의 만곡된 측면 표면(81)으로 부분적으로 접촉한다. 측면 벽부(79)에 의해서는 조임 부재(73)가 절삭 인서트(8)의 측면 벽부(19)와 표면으로 접촉한다. 함몰부(82)의 바닥부(83) 내로는 나사 보어부(84)가 통해 있으며, 이 나사 보어부 내로 조임 부재를 관통하는 조임 볼트(74)가 조여진다.
조임 부재들(73)에 의해서는 절삭 인서트들(8)이, 도 37 내지 도 41에 따른 실시예와 관련하여 설명되었던 것과 동일한 방식으로, 고정구들(7) 내로 조여진다.
Claims (20)
- 샤프트(1) 및 작업 부재(2)를 포함하는 밀링 공구, 특히 나사 밀링 공구로서, 상기 작업 부재는, 고정 부재들(22, 35, 56, 66, 73)에 의해 고정구들(7) 내에 고정될 수 있는 절삭 인서트들(8, 8')을 위한 고정구들(7)을 포함하는, 상기 밀링 공구에 있어서,
상기 고정 부재는 조임 부재(22, 35, 56, 66, 73)이고, 상기 절삭 인서트(8, 8')는 하나 이상의 경사면(18)으로, 이 경사면의 맞은편에 위치하는 절삭 인서트(8, 8')의 경사진 조임면(19)과 접촉하는 조임 부재(22, 35, 56, 66, 73)에 의해서, 상기 고정구(7)의 경사면(12) 쪽에 조여질 수 있는 것을 특징으로 하는 밀링 공구. - 제1항에 있어서, 상기 조임 부재(22)는 상기 절삭 인서트(8)의 조임면(19)과 선형으로 접촉하는 것을 특징으로 하는 밀링 공구.
- 제1항 또는 제2항에 있어서, 상기 조임 부재(22)는, 선형 접촉 조건으로 상기 절삭 인서트(8, 8')의 조임면(19)과 접촉하는 원추형 조임쇠(25)를 포함하는 조임 볼트인 것을 특징으로 하는 밀링 공구.
- 제1항에 있어서, 상기 절삭 인서트(8, 8')는 조임 영역에 하나 이상의 함몰부 및/또는 일체로 형성된 견부를 포함하는 것을 특징으로 하는 밀링 공구.
- 제4항에 있어서, 조임 부재는 상기 절삭 인서트의 상기 하나 이상의 함몰부 내로 맞물려 고정되고, 그리고/또는 상기 절삭 인서트의 견부와 접촉하면서 상기 절삭 인서트를 위치 결정하는 것을 특징으로 하는 밀링 공구.
- 제1항에 있어서, 상기 조임 부재(35, 56, 66, 73)는 상기 절삭 인서트(8, 8')의 조임면(19)과 표면으로 접촉하는 것을 특징으로 하는 밀링 공구.
- 제6항에 있어서, 상기 조임 부재(35, 56, 66)는 하나 이상의 벤딩 섹션(36, 57, 67)을 통해 작업 부재(2)와 연결되는 것을 특징으로 하는 밀링 공구.
- 제7항에 있어서, 상기 벤딩 섹션(36, 57, 67)은 상기 작업 부재(2)와 일체형으로 형성되는 것을 특징으로 하는 밀링 공구.
- 제7항 또는 제8항에 있어서, 상기 벤딩 섹션(57, 67)은 와이어컷 방전 가공 절단 또는 대응하는 방법에 의해 작업 부재(2) 내에 형성되는 것을 특징으로 하는 밀링 공구.
- 제6항 내지 제9항 중 어느 한 항에 있어서, 상기 조임 부재(35, 56, 66, 73)는 하나 이상의 볼트(46, 58, 69, 74)에 의해 조정될 수 있는 것을 특징으로 하는 밀링 공구.
- 제6항 또는 제10항에 있어서, 상기 조임 부재(73)는 작업 부재(2)로부터 분리되어 하나 이상의 볼트(74)에 의해 작동될 수 있는 구성부품인 것을 특징으로 하는 밀링 공구.
- 제11항에 있어서, 상기 조임 부재(73)는 상기 작업 부재(2)의 벽부(5) 내 형성된 고정구(77) 내에 장착되는 것을 특징으로 하는 밀링 공구.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 절삭 인서트들(8, 8')을 위한 상기 고정구들(7)은 상기 작업 부재(2)의 벽부(5)의 내측면 및/또는 외측면에 제공되는 것을 특징으로 하는 밀링 공구.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 고정구(7)의 경사면(12)과 상기 절삭 인서트(8, 8')의 조임면(19)은 밀링 공구의 축 방향에서 볼 때 한 점으로 수렴하는 방식으로 연장되는 것을 특징으로 하는 밀링 공구.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 절삭 인서트(8, 8')는 상기 조임 부재(22, 35, 56, 66, 73)에 의해 상기 고정구(7) 내에서 축 방향 및 반경 방향으로 위치 결정될 수 있는 것을 특징으로 하는 밀링 공구.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 상기 밀링 공구는 셸형 밀링 커터인 것을 특징으로 하는 밀링 공구.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 상기 밀링 공구는 엔드 밀링 커터인 것을 특징으로 하는 밀링 공구.
- 제1항 내지 제17항 중 어느 한 항에 있어서, 상기 작업 부재(2)는 자체의 벽부(5)를 관통하는 개구부들(32, 33)을 구비하는 것을 특징으로 하는 밀링 공구.
- 제18항에 있어서, 상기 개구부들(32, 33)은 작업 부재(2) 내에서 가장자리가 개방된 슬롯들에 의해 형성되는 것을 특징으로 하는 밀링 공구.
- 제19항에 있어서, 상기 슬롯들(33)은 진동 흡수 재료로 채워지는 것을 특징으로 하는 밀링 공구.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009038133.3 | 2009-08-13 | ||
| DE102009038133A DE102009038133A1 (de) | 2009-08-13 | 2009-08-13 | Fräswerkzeug, insbesondere Gewindefräswerkzeug |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120043736A true KR20120043736A (ko) | 2012-05-04 |
Family
ID=42771648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127000637A Withdrawn KR20120043736A (ko) | 2009-08-13 | 2010-08-11 | 밀링 공구, 특히 나사 밀링 공구 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2464479B1 (ko) |
| KR (1) | KR20120043736A (ko) |
| CN (1) | CN102481639B (ko) |
| DE (1) | DE102009038133A1 (ko) |
| WO (1) | WO2011018210A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013103089B3 (de) * | 2013-03-26 | 2014-05-08 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Schneidkluppe |
| DE102018119928A1 (de) * | 2018-08-16 | 2020-02-20 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Gewindefräswerkzeug |
| CN110396907B (zh) * | 2019-07-30 | 2024-11-05 | 江苏五元素机械制造有限公司 | 一种刀架 |
| EP4008468A1 (en) * | 2020-12-02 | 2022-06-08 | Seco Tools Ab | Thread milling tool and thread milling insert |
| DE102022123128A1 (de) * | 2022-09-12 | 2024-03-14 | Leistritz Produktionstechnik Gmbh | Werkzeughalter für eine Werkzeugmaschine |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1586186A (en) * | 1923-05-12 | 1926-05-25 | Pratt & Whitney Co | Milling hob |
| US1704741A (en) * | 1924-01-19 | 1929-03-12 | Hartness James | Automatic die |
| DE675005C (de) * | 1936-03-13 | 1939-04-29 | Albert Strasmann Fa | Verfahren zur Herstellung von Messerleisten fuer Gewindefraeser |
| US2152567A (en) * | 1937-07-03 | 1939-03-28 | Landis Machine Co | Chaser for die heads |
| CH199842A (de) * | 1937-11-16 | 1938-09-15 | Deutsche Edelstahlwerke Ag | Gewindefräser. |
| DE935042C (de) * | 1952-02-09 | 1955-11-10 | Deutsche Edelstahlwerke Ag | Werkzeuge wie Fraeser, Messerkoepfe, Kreissaegen od. dgl. mit eingesetzten Zaehnen |
| US5088861A (en) * | 1990-01-23 | 1992-02-18 | Threading Systems, Inc. | Threadmilling tool |
| JPH07164213A (ja) * | 1993-12-13 | 1995-06-27 | Ngk Spark Plug Co Ltd | スローアウェイ式工具 |
| SE518839C2 (sv) * | 1998-02-12 | 2002-11-26 | Seco Tools Ab | Skärverktyg och skär |
| SE517447C2 (sv) * | 1999-06-29 | 2002-06-04 | Seco Tools Ab | Gängfräs med därför avsett skär |
| DE19958636A1 (de) * | 1999-12-04 | 2001-06-07 | Vargus Ltd | Fräswerkzeug und -einsatz, insbesondere Gewindefräser |
| DE10248815A1 (de) * | 2002-10-19 | 2004-05-06 | EMUGE-Werk Richard Glimpel GmbH & Co. KG Fabrik für Präzisionswerkzeuge | Gewindefräs- oder schneidwerkzeug und Verfahren zu seiner Herstellung |
| DE102005010145A1 (de) * | 2005-03-02 | 2006-09-07 | EMUGE-Werk Richard Glimpel GmbH & Co. KG Fabrik für Präzisionswerkzeuge | Gewindefräs- oder schneidwerkzeug mit federelastischer Verbindung zwischen Befestigungselement und Trägerkörper |
-
2009
- 2009-08-13 DE DE102009038133A patent/DE102009038133A1/de not_active Ceased
-
2010
- 2010-08-11 WO PCT/EP2010/004889 patent/WO2011018210A1/de not_active Ceased
- 2010-08-11 KR KR1020127000637A patent/KR20120043736A/ko not_active Withdrawn
- 2010-08-11 EP EP10743038.1A patent/EP2464479B1/de active Active
- 2010-08-11 CN CN201080032562.4A patent/CN102481639B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102481639B (zh) | 2014-11-26 |
| EP2464479B1 (de) | 2019-10-30 |
| EP2464479A1 (de) | 2012-06-20 |
| DE102009038133A1 (de) | 2011-02-17 |
| WO2011018210A1 (de) | 2011-02-17 |
| CN102481639A (zh) | 2012-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6499917B1 (en) | Thread-milling cutter and a thread-milling insert | |
| KR101105058B1 (ko) | 절삭 공구 및 절삭 공구용 인서트 | |
| US9656324B2 (en) | Cartridge for a grooving tool holder, corresponding grooving tool holder, kit and assembly thereof | |
| EP1328366B1 (en) | Rotatable tool having a replaceable cutting part at the chip removing free end of the tool | |
| CA3076030C (en) | Holder for a broaching tool | |
| JP2001506190A (ja) | 2つの工具部品を連結する工具継手と連結方法 | |
| JP6964145B2 (ja) | T形工具およびt形工具の製作方法 | |
| CZ20012280A3 (cs) | Nástroj a řezná hlava pro třískové obrábění | |
| KR20120043736A (ko) | 밀링 공구, 특히 나사 밀링 공구 | |
| US20200238391A1 (en) | Whirling tool | |
| US7748934B2 (en) | Machine friction tool, interchangeable head and shaft | |
| JP2010094748A (ja) | 切削工具 | |
| KR101997374B1 (ko) | 기계 가공 공구 | |
| KR20190131409A (ko) | 밀링 공구 | |
| US20200030894A1 (en) | Drilling Tool Comprising A Replaceable Cutting Disk | |
| JP2000288823A (ja) | スローアウェイ式エンドミル | |
| JP2020163524A (ja) | 刃先交換式切削工具、切削インサート、および工具本体 | |
| JP2020157416A (ja) | 刃先交換式切削工具、切削インサート、および工具本体 | |
| JPH1110434A (ja) | スローアウェイ式転削工具 | |
| KR900006571B1 (ko) | 회전절삭공구 | |
| JP5845816B2 (ja) | 先端部交換式切削工具 | |
| JP2021102236A (ja) | カッタークランプ機構および該カッタークランプ機構を備えたカッター本体の製造方法 | |
| JP2009125842A (ja) | 切削工具 | |
| CN222944571U (zh) | 一种钻孔倒角复合的孔加工刀具 | |
| JP2005014165A (ja) | スローアウェイドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20120109 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |