KR20120046735A - 광학 부재용 합성 석영 유리 - Google Patents
광학 부재용 합성 석영 유리 Download PDFInfo
- Publication number
- KR20120046735A KR20120046735A KR1020127003282A KR20127003282A KR20120046735A KR 20120046735 A KR20120046735 A KR 20120046735A KR 1020127003282 A KR1020127003282 A KR 1020127003282A KR 20127003282 A KR20127003282 A KR 20127003282A KR 20120046735 A KR20120046735 A KR 20120046735A
- Authority
- KR
- South Korea
- Prior art keywords
- axis direction
- birefringence
- less
- quartz glass
- optical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B19/00—Other methods of shaping glass
- C03B19/14—Other methods of shaping glass by gas- or vapour- phase reaction processes
- C03B19/1453—Thermal after-treatment of the shaped article, e.g. dehydrating, consolidating, sintering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B20/00—Processes specially adapted for the production of quartz or fused silica articles, not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B19/00—Other methods of shaping glass
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/70—Microphotolithographic exposure; Apparatus therefor
- G03F7/708—Construction of apparatus, e.g. environment aspects, hygiene aspects or materials
- G03F7/7095—Materials, e.g. materials for housing, stage or other support having particular properties, e.g. weight, strength, conductivity, thermal expansion coefficient
- G03F7/70958—Optical materials or coatings, e.g. with particular transmittance, reflectance or anti-reflection properties
- G03F7/70966—Birefringence
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/02—Pure silica glass, e.g. pure fused quartz
- C03B2201/03—Impurity concentration specified
- C03B2201/04—Hydroxyl ion (OH)
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- Epidemiology (AREA)
- Public Health (AREA)
- Thermal Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Optics & Photonics (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Glass Compositions (AREA)
- Glass Melting And Manufacturing (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Exposure And Positioning Against Photoresist Photosensitive Materials (AREA)
Abstract
광축 방향의 진상축 방향이 제어되어 오프축 방향의 복굴절률이 저감됨과 함께, 광축 방향의 복굴절률의 크기가 임의의 값으로 제어된 광학 부재용 합성 석영 유리를 제공한다. 파장 250nm 이하의 광을 광원으로 하는 광학 장치 내에서 사용되는 광학 부재용 합성 석영 유리이며, 당해 광학 부재의 주된 광축 방향에 대하여 수직인 면 내의 광학적으로 유효한 영역 내에 있어서, 상기 주된 광축 방향에 평행한 방향으로부터 측정된 복굴절률 BR 및 진상축 방향 θxy로부터 정의되는 값 BRcos2θxy의 평균값을 광축 방향의 평균 복굴절률 AveBRcos2θxy로 정의하고, 당해 광학 부재의 주된 광축 방향에 대하여 수직인 방향으로부터 측정된 복굴절률의 최댓값을 오프축 방향의 최대 복굴절률 BRmax로 정의한 경우, 하기 수학식 1-1 및 하기 수학식 2-1이 성립하고, 상기 주된 광축 방향에서의 굴절률 분포 Δn이 2×10-6nm/cm 이하이고, 상기 오프축 방향에서의 굴절률 분포 Δn이 5×10-6nm/cm 이하인 광학 부재용 합성 석영 유리이다. 단, 상기 BR, 상기 θxy, 상기 BRmax 및 상기 Δn의 수치는 파장 633nm에서의 측정값이고, 복굴절률의 단위는 nm/cm이다.
<수학식 1-1>
-1.0≤AveBRcos2θxy<0.0
<수학식 2-1>
0.0≤BRmax≤1.0
<수학식 1-1>
-1.0≤AveBRcos2θxy<0.0
<수학식 2-1>
0.0≤BRmax≤1.0
Description
본 발명은 노광 장치의 광학 부재용 합성 석영 유리에 관한 기술이며, 특히 복굴절률 및 그의 진상축의 분포 제어에 관한 것이다.
최근의 반도체 디바이스의 회로 패턴의 미세화에 의해 노광 장치에 있어서는 투영 렌즈 광학계의 개구수를 높이는 것이 요구되고 있다. 개구수가 높아지면 높아질수록 패턴 회절광의 웨이퍼 표면 상에의 입사 각도는 낮아진다. 즉, 웨이퍼 표면에 대하여 평행에 가까운 각도로 입사한다. 그러한 낮은 입사각에서의 결상에 있어서는 p 편광, 즉 입사하는 2개 이상의 광선의 궤적으로 정의되는 평면에 평행한 방향의 편광에 의한 결상 콘트라스트의 열화가 현저해진다. 이로 인해, p 편광 성분을 포함하지 않고 s 편광만을 웨이퍼 표면까지 유도하는 것이 중요하다. 이와 같이 고개구수화 기술을 이용한 미세 패턴 결상에 있어서는 콘트라스트 향상을 위하여 회절광의 편광의 제어는 극히 중요하게 된다.
따라서, 복굴절은 그의 편광의 제어성에 큰 영향을 주어 결상 특성을 열화시키기 때문에, 노광 장치의 개구수가 높아지면 높아질수록 거기에 사용되는 광학 재료에는 낮은 복굴절률이 요구된다. 한편, 노광 장치의 광학계에 있어서는 복수의 합성 석영 유리 및 기타 재료를 포함하는 광학 부재가 사용되고 있다. 이로 인해, 실제의 웨이퍼 표면에서의 결상 특성에 관련된 복굴절률은, 정확하게는 레티클로부터 발생한 회절광이 웨이퍼에 이르기까지 통과하는 모든 광학 부재의 복굴절을 적산한 것에 상당한다(이하, 이 복굴절률을 광로 적산 복굴절률이라고 칭하기로 함). 이 광로 적산 복굴절률을 낮게 하기 위해서는, 동일 광학계에 포함되는 개개의 광학 부재의 복굴절률을 상당 정도 저감시키는 방법 (1) 외에, 동일 광학계에 포함되는 복수의 광학 부재에서의 진상축 방향의 조합을 이용한 복굴절률의 상쇄에 의해 저감시키는 방법 (2)도 있다.
상기 방법 (1)로서 개개의 광학 부재에 사용되는 합성 석영 유리의 복굴절률을 저감시키기 위해서는 합성 석영 유리 중의 잔류 응력을 제거하는 것이 좋다. 제조 공정에 있어서, 적절한 크기 및 형상으로 성형된 투명 유리체에 대하여 적절한 냉각 처리를 행하는 것이 유효하다고 알려져 있다. 적절한 냉각 처리로서는, 예를 들어 합성 석영 유리 중의 잔류 응력을 해방하기 위하여 고온 하에서 충분히 장시간 유지하고, 또한 냉각 시에 새로운 잔류 응력을 발생시키지 않기 위하여 냉각 속도를 충분히 낮추는 방법이나, 반대로 냉각 시에 발생하는 잔류 응력을 적극적으로 이용하여 원하는 잔류 응력 분포를 얻기 위하여 냉각 속도를 약간 빨리 하는 방법 등을 들 수 있다. 전자의 방법은, 냉각 처리에 필요한 시간이 길어지기 때문에 생산성이 현저하게 저하하거나, 또는 처리 환경으로부터의 불순물 오염이 발생하기 쉬워지는 등의 결점이 있다.
한편, 상기 방법 (2)에 대하여, 2개의 광학 부재를 포함하는 광학계의 경우를 예로 들어 이하에 설명한다. A, B 2개의 합성 석영 유리로 이루어지는 광학 부재의 복굴절률이 동일하며, 또한 진상축 방향이 서로 직교하는 분포를 갖는 경우, 광학 부재 A의 진상축과 동일 B의 지상축이 동일 방향으로 겹치기 때문에, 2개의 광학 부재의 복굴절은 상쇄되어 광로 적산 복굴절률은 제로로 된다.
따라서, 복수의 광학 부재를 포함하는 광학계의 광로 적산 복굴절률을 저감시키기 위해서는, 상기 방법 (1) 외에 상기 방법 (2)를 이용하는 것이 유효하다. 특히, 개개의 광학 부재의 복굴절률의 저감의 요구가 제조상 극히 엄격한 레벨에 도달하고 있기 때문에, 방법 (2)는 금후 중요성을 늘릴 것이 예상되며, 그로 인해 광학 부재의 진상축 방향을 제어하는 것이 필요하게 된다.
상기의 요건을 감안하여, 예를 들어 특허문헌 1, 2에서는 합성 석영 유리의 진상축 방향을 제어하는 제조 방법이 제안되어 있다. 이들 방법에서는 합성 석영 유리에 포함되는 OH기의 농도 분포를 제어함으로써, 원하는 진상축 방향의 분포를 얻고 있다.
한편, 최근, 이하와 같은 문제가 지적되어 왔다. 상술한 복굴절률의 값은 모두 광학 부재 메이커가 재료를 출하할 때의 형상, 일반적으로는 단순 원기둥체에서의 값이지만, 렌즈 형상으로 가공된 상태에서 측정된 복굴절률이 가공 전의 값과 변화하는 경우가 있다고 하는 문제이다. 가공 전후에서의 복굴절률의 변화량이 큰 경우, 노광 장치 메이커가 재료 구입 시에 미리 상정하고 있었던 복굴절률과 다르기 때문에, 원하는 광로 적산 복굴절률이 얻어지지 않는다. 이 가공 전후에서의 복굴절률의 변화의 원인으로서는 렌즈 가공 시에 발생하는 가공 왜곡의 영향 등을 생각할 수 있는데, 합성 석영 유리의 두께 방향의 응력 분포 상태에 유래한다고 하는 가설이 현재 가장 유력하다.
상기 가설은 두께 방향에 있어서 국소적으로 응력이 높은 부분이 포함되는 경우, 가공 후의 복굴절률에 큰 변화를 발생시킨다고 하는 설이다. 종래의 복굴절률은 주된 광축 방향에 평행한 방향으로부터 관측된 복굴절률을 가리키며, 그것은 즉 합성 석영 유리의 두께 방향에서 적산된 값이기 때문에, 두께 방향의 각 점에서의 응력 상태는 불명확하였다. 이로 인해, 렌즈 형상 가공 후의 복굴절률의 변화를 작게 하기 위하여, 합성 석영 유리의 두께 방향의 각 점에서의 응력을 작게 하는 것이 필요해지고 있다. 응력을 측정하는 수단인 복굴절률 측정은 그 측정광의 광로에서 적산된 값밖에 얻어지지 않기 때문에, 합성 석영 유리의 3차원적인 각 점에서의 국소 응력값을 실측하는 것은 본래 어렵다. 그러나, 그의 대체로서 주된 광축 방향과 수직인 방향으로부터 측정된 복굴절률, 즉 오프축 방향의 복굴절률이 렌즈 형상 가공 후의 복굴절률의 변화량을 추측하는 측면에서의 지표로 될 수 있다. 이 오프축 방향의 복굴절률이 작을수록 가공 후의 복굴절률의 변화량도 작다고 알려져 있다. 이로부터, 최근의 노광 장치에 사용되는 광학 부재에 있어서는 주된 광축의 방향에 수직인 성분의 복굴절률의 저감도 요구되고 있다.
상기와 같이 광학 부재용 합성 석영 유리에 있어서는 광축 방향의 진상축 방향의 제어나 오프축 방향의 복굴절률의 저감이 요구되고 있었다.
그러나, 실제의 노광 장치에서의 광학계에는 합성 석영 유리 외에, 수정, 불화칼슘 또는 고굴절률 광학 재료 등의 결정계 광학 부재도 사용되고 있다. 나아가, 광학 부재 표면에서의 반사에 의한 손실을 억제하기 위한 광학 부재 표면의 반사 방지막 등도 광학 부재에 포함된다. 각각의 광학 부재는 각각 상이한 복굴절률을 갖고 있으며, 결정계 광학 부재나 표면에 반사 방지막 등을 성막한 광학 부재의 경우에는 그 이상의 저감이 불가능하고, 광학적으로 무시할 수 없는 크기의 진성 복굴절률을 갖는 것이 많다. 따라서, 실제의 노광 장치에 있어서는, 그러한 복수 종류의 광학 부재의 복굴절률을 모두 적산하여 고려할 필요가 있다. 따라서, 상술한 바와 같은 광학 부재의 진성 복굴절률을 상쇄시키는 경우에는, 합성 석영 유리로 이루어지는 광학 부재에는 상기 진성 복굴절률의 진상축과 직교하는 방향의 진상축을 나타내고, 또한 상기 진성 복굴절률과 밸런스되는, 제로가 아닌 어떤 유한한 크기의 복굴절률이 요구된다. 또한, 노광 장치의 광학계는 수십매의 광학 부재로 구성되어 있고, 광학계 내의 부위에 의해 광학 부재에 요구되는 복굴절률의 값이 상이한 경우도 있다.
이러한 점으로부터, 최근의 노광 장치에 사용되는 합성 석영 유리로 이루어지는 광학 부재에 있어서는, 광축 방향의 진상축 방향의 제어나 오프축 방향의 복굴절률의 저감뿐만 아니라, 광축 방향의 복굴절률의 크기를 제로가 아닌 임의의 값으로 미세하게 제어하는 것이 요구된다.
그러나, 광학 부재용 합성 석영 유리에 있어서, 이러한 복굴절률을 임의의 값으로 제어하는 것은 종래 극히 곤란하였다. 따라서, 본 발명은 광축 방향의 진상축 방향이 제어되어 오프축 방향의 복굴절률이 저감됨과 함께, 광축 방향의 복굴절률의 크기가 임의의 값으로 제어된 광학 부재용 합성 석영 유리를 제공하는 것을 과제로 한다.
본 발명은 이하의 요지를 갖는다.
[1] 파장 250nm 이하의 광을 광원으로 하는 광학 장치 내에서 사용되는 광학 부재용 합성 석영 유리이며, 당해 광학 부재의 주된 광축 방향에 대하여 수직인 면 내의 광학적으로 유효한 영역 내에 있어서, 상기 주된 광축 방향에 평행한 방향으로부터 측정된 복굴절률 BR 및 진상축 방향 θxy로부터 정의되는 값 BRcos2θxy의 평균값을 광축 방향의 평균 복굴절률 AveBRcos2θxy로 정의하고, 당해 광학 부재의 주된 광축 방향에 대하여 수직인 방향으로부터 측정된 복굴절률의 최댓값을 오프축 방향의 최대 복굴절률 BRmax로 정의한 경우, 하기 수학식 1-1 및 하기 수학식 2-1이 성립하고, 상기 주된 광축 방향에서의 굴절률 분포 Δn이 2×10-6nm/cm 이하이고, 상기 오프축 방향에서의 굴절률 분포 Δn이 5×10-6nm/cm 이하인 것을 특징으로 하는 광학 부재용 합성 석영 유리.
단, 상기 BR, 상기 θxy, 상기 BRmax 및 상기 Δn의 수치는 파장 633nm에서의 측정값이고, 복굴절률의 단위는 nm/cm이다.
<수학식 1-1>
-1.0≤AveBRcos2θxy<0.0
<수학식 2-1>
0.0≤BRmax≤1.0
[2] 파장 250nm 이하의 광을 광원으로 하는 광학 장치 내에서 사용되는 광학 부재용 합성 석영 유리이며, 당해 광학 부재의 주된 광축 방향에 대하여 수직인 면 내의 광학적으로 유효한 영역 내에 있어서, 상기 주된 광축 방향에 평행한 방향으로부터 측정된 복굴절률 BR 및 진상축 방향 θxy로부터 정의되는 값 BRcos2θxy의 평균값을 광축 방향의 평균 복굴절률 AveBRcos2θxy로 정의하고, 당해 광학 부재의 주된 광축 방향에 대하여 수직인 방향으로부터 측정된 복굴절률의 최댓값을 오프축 방향의 최대 복굴절률 BRmax로 정의한 경우, 하기 수학식 1-2 및 하기 수학식 2-1이 성립하고, 상기 주된 광축 방향에서의 굴절률 분포 Δn이 2×10-6nm/cm 이하이고, 상기 오프축 방향에서의 굴절률 분포 Δn이 5×10-6nm/cm 이하인 것을 특징으로 하는 광학 부재용 합성 석영 유리.
단, 상기 BR, 상기 θxy, 상기 BRmax 및 상기 Δn의 수치는 파장 633nm에서의 측정값이고, 복굴절률의 단위는 nm/cm이다.
<수학식 1-2>
0.0<AveBRcos2θxy≤1.0
<수학식 2-1>
0.0≤BRmax≤1.0
[3] 상기 광축 방향의 평균 복굴절률 AveBRcos2θxy와 상기 오프축 방향의 최대 복굴절률 BRmax가 각각 하기 수학식 1-3 및 하기 수학식 2-2의 범위를 만족하는, [1]에 기재된 광학 부재용 합성 석영 유리.
<수학식 1-3>
-0.3≤AveBRcos2θxy<0.0
<수학식 2-2>
0.0≤BRmax≤0.5
[4] 상기 광축 방향의 평균 복굴절률 AveBRcos2θxy와 상기 오프축 방향의 최대 복굴절률 BRmax가 각각 하기 수학식 1-4 및 하기 수학식 2-2의 범위를 만족하는, [2]에 기재된 광학 부재용 합성 석영 유리.
<수학식 1-4>
0.0<AveBRcos2θxy≤0.3
<수학식 2-2>
0.0≤BRmax≤0.5
[5] [1] 내지 [4] 중 어느 하나에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며, 900℃ 이상 1200℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법.
[6] [1] 또는 [3]에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며, 1020℃ 이상 1200℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법.
[7] [3]에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며, 벌크 밀도가 0.30g/cm3 이상 0.45g/cm3 이하인 다공질 석영 유리체를 1100℃ 이상 1250℃ 이하의 온도에서 50Pa 이하의 감압 분위기 하에 60시간 이상 유지하여 탈수하는 처리와, 투명 석영 유리 성형체를 1020℃ 이상 1050℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법.
[8] [2] 또는 [4]에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며, 900℃ 이상 1020℃ 미만의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법.
[9] [4]에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며, 벌크 밀도가 0.20g/cm3 이상 0.30g/cm3 이하인 다공질 석영 유리체를 1100℃ 이상 1250℃ 이하의 온도에서 50Pa 이하의 감압 분위기 하에 40시간 이상 60시간 이하 유지하여 탈수하는 처리와, 투명 석영 유리 성형체를 1050℃ 이상 1100℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법.
본 발명의 광학 부재용 합성 석영 유리에 따르면, 광축 방향의 진상축 방향이 제어되어 오프축 방향의 복굴절률이 저감됨과 함께, 광축 방향의 복굴절률의 크기가 임의의 값으로 제어된다.
본 발명의 광학 부재용 합성 석영 유리의 제조 방법에 따르면, 광학 부재용 합성 석영 유리의 광축 방향의 진상축 방향이 제어되어 오프축 방향의 복굴절률이 저감됨과 함께, 광축 방향의 복굴절률의 크기가 임의의 값으로 제어된다.
도 1a는 합성 석영 유리의 사시도.
도 1b는 합성 석영 유리를 광축 방향으로부터 본 평면도.
도 1c는 합성 석영 유리를 오프축 방향으로부터 본 평면도.
도 1d는 오프축 방향의 복굴절률을 측정하는 영역을 도시하는 도면.
도 2는 합성 석영 유리에서의 광축 방향의 복굴절의 평가점의 위치 및 진상축 방향의 모식도.
도 3a는 광축 방향의 복굴절률에 있어서 이상적인 방사 방향의 진상축을 갖는 합성 석영 유리의 평면도.
도 3b는 광축 방향의 복굴절률에 있어서 이상적인 동심원 접선 방향의 진상축을 갖는 합성 석영 유리의 평면도.
도 4는 기능막이 부여된 광학 부재(기능막을 구비한 광학 부재)의 측면도.
도 5는 광축 방향의 평균 복굴절률 및 오프축 방향의 최대 복굴절률의 바람직한 범위를 나타내는 좌표도.
도 1b는 합성 석영 유리를 광축 방향으로부터 본 평면도.
도 1c는 합성 석영 유리를 오프축 방향으로부터 본 평면도.
도 1d는 오프축 방향의 복굴절률을 측정하는 영역을 도시하는 도면.
도 2는 합성 석영 유리에서의 광축 방향의 복굴절의 평가점의 위치 및 진상축 방향의 모식도.
도 3a는 광축 방향의 복굴절률에 있어서 이상적인 방사 방향의 진상축을 갖는 합성 석영 유리의 평면도.
도 3b는 광축 방향의 복굴절률에 있어서 이상적인 동심원 접선 방향의 진상축을 갖는 합성 석영 유리의 평면도.
도 4는 기능막이 부여된 광학 부재(기능막을 구비한 광학 부재)의 측면도.
도 5는 광축 방향의 평균 복굴절률 및 오프축 방향의 최대 복굴절률의 바람직한 범위를 나타내는 좌표도.
우선, 본 발명의 광학 부재의 재료로 되는 합성 석영 유리의 진상축의 정의에 대하여 이하에 설명한다. 본 발명의 대상으로 되는 광학 부재용 합성 석영 유리에 있어서, 진상축에는 주된 광축 방향에서의 진상축과 오프축 방향에서의 진상축이 존재한다.
도 1a 내지 도 1c는 광학 부재용 합성 석영 유리의 일례를 도시한다. 합성 석영 유리는 기상 반응 등을 이용하여 화학적으로 합성되는 석영 유리이며, 저팽창률, 고투과율, 고화학적 안정성 등이 우수한 화학적, 물리적 성질을 갖기 때문에 포토마스크용 기판, 스캐너용 렌즈 등 다양한 광학 부재에 적절하게 사용되는 것이다. 본 발명에 있어서 특히 착안되는 용도인 스캐너용 렌즈에 사용되는 것을 상정한 광학 부재용 합성 석영 유리는, 도 1a 내지 도 1c에 도시한 바와 같이 대략 원기둥체이다.
그리고, 도 1a에 도시한 바와 같이, 원기둥체의 상하면에 수직인 방향을 주된 광축 방향으로 정의하고, 또한 상기 원기둥체의 중심축을 포함하는 단면에 있어서 주된 광축 방향에 수직인 방향을 오프축 방향으로 정의한다. 즉, 도 1a에서의 화살표 A 방향이 주된 광축 방향에 상당하고, 화살표 B 방향이 오프축 방향에 상당한다.
도 1b는 오프축 방향에서의 진상축의 분포의 일례를 도시하고 있다. 오프축 방향에서의 진상축이란, 오프축과 평행한 방향으로부터 관측되는 진상축을 의미한다. 도 1c에 있어서는, 원기둥체의 상하면의 근방에 있어서는 상하면에 대하여 평행한 방향, 즉 주된 광축 방향에 대하여 수직인 방향에 진상축 FH가 관측되고, 한편 상하면으로부터 이격된 높이 방향의 중심 부근에서는 상하면과 수직인 방향, 즉 주된 광축 방향에 대하여 평행한 방향에 진상축 FV가 관측되고 있다.
단, 도 1c는 어디까지나 일례이며, 도 1c에서 도시한 오프축 방향에서의 진상축 방향의 분포와는 다른 분포를 갖는 합성 석영 유리 및 광학 부재도 존재한다. 단, 어떠한 경우도 복굴절률 및 그의 진상축 방향은 잔류 응력의 크기와 방향에 대응하여 결정되는 것이 일반적이다.
본 발명에 있어서는 오프축 방향으로부터 관측되는 복굴절률 BROFF 및 진상축 FH 또는 FV가 존재하는 것, 나아가 당해 복굴절률 BROFF 중 최댓값인 오프축 방향의 최대 복굴절률 BRmax가 중요하다.
본 발명에 있어서는 광학 부재용 합성 석영 유리의 주된 광축에 평행한 원기둥체의 측면 상에 있고, 주된 광축 방향에 평행한 임의의 선(예를 들어 도 1d에 기재된 원기둥체의 측면 상의 굵은 실선) 상에 있어서 측정된 복굴절률을 오프축 방향의 복굴절률 BROFF로 정의한다.
오프축 방향의 최대 복굴절률 BRmax의 값을 구하는 방법은, 일반적으로는 상기 평가면 상에 있어서 주된 광축 방향에 평행한 임의선 상을 주사하여 측정된 복굴절률 중, 어느 지정된 범위에서의 오프축 방향의 복굴절률 BROFF의 최댓값을 오프축 방향의 최대 복굴절률 BRmax로 한다. 여기서 본 발명에서의 지정된 범위란, 도 1d에 도시한 바와 같이 주된 광축 방향, 즉 원기둥체의 중심축을 따라 원기둥체의 두께 중심의 위치를 0%, 상향 표면의 위치를 +100%, 하향 표면의 위치를 -100%로 정의한 경우, -50% 내지 +50%의 위치의 범위로 한다.
이어서, 도 1a에 있어서 화살표 A로 나타내어지는 광축 방향에서의 진상축 및 복굴절률에 대하여 설명한다. 주된 광축 방향에서의 진상축이란, 주된 광축과 평행한 방향으로부터 측정되는 진상축을 의미한다.
도 2는 도 1a 내지 도 1c의 합성 석영 유리에 있어서 광축에 대하여 수직인 평면, 즉 도 1b에서 도시한 평면에서의 복굴절 평가점의 위치 및 주된 광축 방향에서의 진상축 방향을 기하적으로 도시한 모식도이다. 도 2에 있어서, O는 합성 석영 유리의 중심축의 위치를 나타내고, 이 점을 도 2에서 도시되는 좌표계의 원점으로 한다. 또한, 원점 O를 통과하는 좌표축으로서 임의의 방향에 X축을 취하고, 또한 X축에 직교하는 좌표축으로서 Y축을 정한다. P는 합성 석영 유리의 임의의 복굴절 평가점, F2는 복굴절 평가점 P에서의 주된 광축 방향에서의 진상축, Rxy는 원점 O와 복굴절 평가점 P를 연결하는 직선과 X축이 이루는 각도, Dxy는 복굴절 평가점 P에서의 진상축 F2와 X축이 이루는 각도를 나타낸다. 진상축 F2의 길이는, 광축 방향에서의 복굴절의 크기를 나타내는 것으로 하고 있다.
임의의 복굴절 평가점 P에서의 Rxy와 Dxy의 차의 절대값이 90°이하인 경우, 하기 수학식 3에 기초하여 광축에 대하여 수직인 평면 상의 각 위치에서의 진상축 방향 θxy를 정의한다. 또한, 복굴절 평가점 P에서의 Rxy와 Dxy의 차의 절대값이 90°를 초과하는 경우, 하기 수학식 4에 기초하여 θxy를 정의한다.
0°≤|Rxy-Dxy|≤90°인 경우:
<수학식 3>
θxy=|Rxy-Dxy|
90°<|Rxy-Dxy|≤180°인 경우:
<수학식 4>
θxy=180-|Rxy-Dxy|
이렇게 진상축 방향 θxy를 정의하면, θxy는 0°이상 90°이하의 범위의 값을 취한다. 임의의 복굴절 평가점 P에서의 θxy가 0°인 경우에는, 진상축은 도 3a에 도시한 바와 같은 이상적인 방사 방향(Radial Orientation)의 방향 특성을 나타낸다. 또한, θxy가 90°인 경우에는, 진상축은 도 3b에 도시한 바와 같은 이상적인 동심원 접선 방향(Tangential Orientation)의 방향 특성을 나타낸다. 한편, θxy가 그들 이외의 중간적인 각도, 즉 θxy가 0°초과 90°를 초과하지 않는 범위의 값인 경우, 본 발명에 있어서는 다음과 같이 분류한다. 임의의 복굴절 평가점 P에서의 θxy가 45°미만인 경우에는 방사 방향, 한편 θxy가 45°이상인 경우에는 동심원 접선 방향으로 각각 진상축의 방향 특성을 정의한다.
그런데, 노광 장치에 있어서 사용되는 광학 부재에는, 합성 석영 유리나 광원에 가깝고 광량이 강한 부위에서 주로 사용되는 수정 및 불화칼슘 등이 있다. 또한, 그들 외에 광학 부재 표면에서의 반사 손실을 저감하는 목적으로부터 광학 부재의 표면에 반사 방지막(AR 코팅)이나 다른 종류의 기능막이 성막되는 것이 일반적이다. 도 4는 광학 부재로서의 양쪽 볼록 렌즈(20)에 기능막(여기서는 반사 방지막)(30)을 코팅하여 완성되는 기능막을 구비한 광학 부재(40)를 도시한다.
합성 석영 유리로 이루어지는 광학 부재의 주된 광축 방향에서의 복굴절률의 조정에 있어서는, 일반적으로 도 2의 복굴절 평가점 P와 같은 특정한 점에서만의 복굴절률에 주목하는 것이 아니라, 주된 광축 방향에 수직인 면 내의 광학적으로 유효한 영역 전체에서의 복굴절률이 검토된다. 여기서 광학적으로 유효한 영역이란, 광학 부재 중에서 실제로 광축이 통과할 수 있는 영역을 가리키며, 노광 장치 내에서의 광학 부재의 기계적인 지지에 필요한 부위를 제외한 영역을 말한다. 보다 구체적으로는, 본 발명에 있어서는 광학 부재 외주면으로부터 10mm 이상 내측의 영역을 광학적으로 유효한 영역으로 정의한다. 따라서, 본 발명에 있어서는 주된 광축 방향에 수직인 면 내의 광학적으로 유효한 영역 전체에서의 복굴절률의 평균인 AveBRcos2θxy의 값을 조정하고, 기능막이 부여되었을 때에 적합한 주된 광축 방향의 복굴절률을 얻는 것으로 하고 있다.
AveBRcos2θxy의 값을 구하는 방법은, 일반적으로는 광학 부재용 합성 석영 유리의 주된 광축 방향에 수직인 면 내의 광학적으로 유효한 영역 내에서의 복굴절 평가점 P에서의 복굴절률 BR 및 진상축 방향 θxy를 측정하고, 평가점 P에서의 BRcos2θxy를 산출한 후, 광학적으로 유효한 영역 내의 모든 평가점에서 산출된 BRcos2θxy의 평균값을 광축 방향의 평균 복굴절률 AveBRcos2θxy로 한다. 본 발명에서는 광학적으로 유효한 영역 내에 있어서 10mm의 간격의 직교 격자를 정하여 그의 각 교점을 복굴절 평가점 P로 하고, 이 평가점 P에서 복굴절률 BR 및 진상축 방향 θxy를 측정함으로써 광축 방향의 평균 복굴절률 AveBRcos2θxy를 구하고 있다.
예를 들어, 소정의 복굴절률을 갖는 불화칼슘으로 이루어지는 광학 부재와 조합하여 사용되는 광학 부재용 합성 석영 유리에 대해서는, 합성 석영 유리로 이루어지는 광학 부재에 요구되는 주된 광축 방향의 복굴절률은 제로가 아니며, 불화칼슘으로 이루어지는 광학 부재의 주된 광축 방향의 복굴절률을 대체적으로 상쇄하도록, 주된 광축 방향의 평균 복굴절률로서 제로가 아닌 값이 요구되는 경우도 있다. 따라서, 합성 석영 유리로 이루어지는 광학 부재의 사용 상황에 맞추어, 주된 광축 방향의 평균 복굴절률을 소정의 값으로 설정하는 것은 적합한 노광 장치를 얻기 위하여 중요한 요소이다.
상기를 감안하여 광축 방향의 평균의 복굴절률 AveBRcos2θxy는, 이하의 수학식 1-1 혹은 수학식 1-2의 식으로 표시되는 범위로 설정되는 것이 바람직하다.
<수학식 1-1>
-1.0≤AveBRcos2θxy<0.0
<수학식 1-2>
0.0≤AveBRcos2θxy≤1.0
단, BR, θxy의 수치는 파장 633nm에서의 측정값이고, BR의 단위는 nm/cm이다. 상술한 바와 같이, 평가점 P의 각각 1점에 있어서는 θxy가 0°이상 45°미만인 경우에는 방사 방향의 진상축을 갖는 복굴절률이 정의되고, 그 경우 BRcos2θxy는 플러스의 값으로 된다. 또한, θxy가 45°이상 90°이하인 경우에는 접선 방향의 진상축을 갖는 복굴절률이 정의되고, BRcos2θxy는 마이너스의 값으로 된다. 한편, 수학식 1-1 및 수학식 1-2로 나타내어진 바와 같은 광학 부재용 합성 석영 유리의 광학적으로 유효한 영역의 전체에 대해서는, 상술한 것에 따라 광축 방향의 평균 복굴절률 AveBRcos2θxy가 플러스로 되는 경우에 있어서 대체로 방사 방향의 진상축을 갖는 복굴절률로 되고, 또한 AveBRcos2θxy가 마이너스로 되는 경우에 있어서 대체로 접선 방향의 진상축을 갖는 복굴절률로 된다. 또한, AveBRcos2θxy가 수학식 1-1 또는 1-2의 범위를 모두 벗어나는 경우에는, 합성 석영 유리 이외의 광학 부재도 포함시킨 모든 광학 부재를 통과시킴으로써 발생하는 적산 복굴절률을 제로로 하는 것이 극히 곤란하게 된다.
상기 범위로 광학 부재의 AveBRcos2θxy가 설정됨으로써, 특정한 기능막의 광학 부재에의 부여 후, 적합한 광축 방향의 복굴절률을 갖는 기능막을 구비한 광학 부재가 얻어지는 것이 기대된다.
또한, 광축 방향의 평균 복굴절률 AveBRcos2θxy는 수정이나 불화칼슘, 반사 방지막과의 조합을 고려하여 합성 석영 유리의 사용 상황에 맞추어 이하의 수학식 1-3, 수학식 1-4로 표시되는 범위로 설정되는 것이 보다 바람직하다.
<수학식 1-3>
-0.3≤AveBRcos2θxy<0.0
<수학식 1-4>
0.0<AveBRcos2θxy≤0.3
전술한 바와 같이, 렌즈 형상에의 가공 전후에서의 복굴절률 변화를 작게 하기 위해서는, 오프축 방향의 복굴절률을 작게 하는 것이 바람직하다.
구체적으로는 오프축 방향에서의 복굴절률의 최댓값인 오프축 방향의 최대 복굴절률 BRmax는, 이하의 수학식 2-1로 표시되는 범위로 설정되는 것이 바람직하다.
<수학식 2-1>
0.0≤BRmax≤1.0
상기 범위로 광학 부재의 오프축 방향의 최대 복굴절률 BRmax가 설정됨으로써, 광학적으로 바람직한 광학 부재를 얻을 수 있다. 한편, 오프축 방향의 최대 복굴절률 BRmax가 수학식 2-1의 범위를 초과하면, 렌즈 형상 가공 후의 복굴절률이 크게 변화하게 되어, 광학 설계의 관점에서 제어되어야 할 복굴절률과 실제의 가공 후의 광학 부재의 복굴절률에 차이가 발생할 우려가 있다.
또한, 오프축 방향의 최대 복굴절률 BRmax는, 이하의 수학식 2-2로 표시되는 범위로 설정되는 것이 보다 바람직하다.
<수학식 2-2>
0.0≤BRmax≤0.5
단, BRmax의 수치는 파장 633nm에서의 측정값이고, BRmax의 단위는 nm/cm이다.
도 5는 광축 방향의 평균 복굴절률 및 오프축 방향의 최대 복굴절률의 값을 플롯하는 좌표도이며, 횡축은 광축 방향의 평균 복굴절률 AveBRcos2θxy를 나타내고, 종축은 오프축 방향의 최대 복굴절률 BRmax를 나타낸다. 일점쇄선으로 나타내어진 범위는 상기 수학식 1-1, 수학식 2-1 및 수학식 1-2로 나타내어지는 범위에 대응하고, 본 발명에서의 복굴절률의 범위이다. 또한, AveBRcos2θxy>0이 도 3a에서 도시되는 진상축 방향이 방사 방향으로 되는 경우에 상당하고, 한편 AveBRcos2θxy<0이 도 3b에서 도시되는 진상축 방향이 접선 방향으로 되는 경우에 상당한다. 또한, 점선으로 나타내어진 범위는 상기 수학식 1-3, 수학식 2-2 및 수학식 1-4로 표시되는 범위에 대응하고, 본 발명에서의 복굴절률의 보다 바람직한 범위이다.
상술한 복굴절률을 설정하기 위해서는, 합성 석영 유리의 제조 과정에 있어서 오프축 방향 및 주된 광축 방향의 진상축 방향의 제어가 필요하게 된다.
본 발명자들은 오프축 방향의 복굴절률을 저감시키는, 즉 수학식 2-1을 만족하거나, 나아가 수학식 2-2의 식을 만족하기 위해서는, 주된 광축 방향과 평행한 방향의 온도 구배를 합성 석영 유리의 상하면의 극히 근방에 있어서 현저하게 크게 하고, 합성 석영 유리의 두께 내부에서 작게 하는 열처리 조건을 제공하는 것이 중요한 것을 발견하였다. 이에 의해, 큰 응력은 표면 근방에만 발생하고, 그 부분을 제거하면 복굴절률을 저감시키는 것이 가능하게 된다. 이것들은 구체적으로는 다음과 같은 방법에 의해 실현할 수 있다.
합성 석영 유리 성형체의 냉각 공정에 있어서, 왜곡의 소멸 및 형성에 효과적으로 작용하는 온도 영역에서의 냉각 속도를 최적화함으로써, 합성 석영 유리의 주된 광축 방향에 평행한 방향의 온도 구배를, 상하 2면의 극히 근방의 층에서 크게, 그것보다 내부에서 작게 하는 것이 가능하게 된다. 이러한 온도 구배의 분포를 달성함으로써, 동일 방향에서의 왜곡 분포도 대략 이 온도 구배에 따라 합성 석영 유리의 상하 2면의 극히 근방의 층에만 왜곡이 큰 영역이 생기지만, 한편 그것보다 내부의 영역에서는 급속하게 왜곡의 크기가 작아진다. 따라서 표면 근방의 약간의 영역의 고왜곡층을 기계적 혹은 화학적으로 제거함으로써, 최종적으로 얻어지는 합성 석영 유리의 주된 광축 방향의 복굴절률을 저감시킬 수 있다. 이러한 온도 구배를 실현하기 위해서는 급냉을 행하는 것이 적당하며, 냉각 속도가 높을수록 고왜곡층은 얇아져, 후의 제거가 용이하게 된다. 한편, 과도하게 냉각 속도가 높은 경우에는 열처리로나 지그 등에의 부담이 커지는 등의 이유로 인해 바람직하지 않다. 구체적으로는, 냉각 공정에서의 냉각 과정에 있어서 3℃/hour 이상의 냉각 속도로 냉각하는 영역을 형성한다. 그 냉각 속도는 보다 바람직하게는 10℃/hour 이상인 것이 바람직하다. 또한, 냉각 속도의 상한은 열처리로나 지그의 상태에도 의존하지만, 약 100℃/hour 이하로 하는 것이 바람직하다. 또한, 이 냉각 속도를 형성하는 온도 영역은 900℃ 이상 1200℃ 이하의 범위의 어느 하나의 온도로부터 개시되어, 850℃ 이하의 어느 하나의 온도까지 계속된다. 보다 바람직하게는, 이 개시 온도는 950℃ 이상 1100℃ 이하로 하고, 800℃ 이하의 어느 하나의 온도까지 계속되는 것이 바람직하다.
또한, 본 발명자들은 주된 광축 방향의 복굴절률의 크기 및 진상축 방향은, 냉각 공정의 냉각 속도와, 합성 석영 유리에 포함되는 OH기 농도의 분포의 2개의 인자에 의해 결정되는 것을 발견하였다. OH기 농도와 진상축 방향의 관계에 관한 기본적인 원리는 특허문헌 1 및 2에 기재된 것과 동일하다. 단, 본 발명에 있어서, 새롭게 냉각 공정의 냉각 조건과 주된 광축 방향의 복굴절률의 크기 및 진상축 방향과의 상호 인과 관계를 발견하였다. 주된 광축 방향의 복굴절률의 크기 및 진상축 방향의 제어에 대하여, 이하 진상축 방향이 접선 방향으로 되도록 제어하는 경우, 즉 수학식 1-1을 만족하도록 제어하는 경우와, 진상축 방향이 방사 방향으로 되도록 제어하는 경우, 즉 수학식 1-2를 만족하도록 제어하는 경우의 각각으로 나누어 설명한다.
또한, 여기서, 본 발명에서의 OH기 농도의 분포에 관한 정의를 해둔다. OH기 농도는, 주된 광축 방향과 평행한 방향으로부터 적외선의 흡수량에 의해 측정된 OH기 농도(단위는 wtppm)이며, 원기둥체를 이루는 광학 부재용 합성 석영 유리의 임의의 1개의 직경 상에서 주사하여 측정된다. 측정 주사 직선 상에 좌표축 r을 정하고, 합성 석영 유리의 중심축을 좌표 원점 O, 및 광학적으로 유효한 영역의 외곽 위치의 유효 반경을 R로 정의한다. 즉, r의 범위는 -R 내지 +R이다. 또한, 좌표축 r을 유효 반경 R로 나누어 무차원화한 좌표 r'로 치환한다. r'에 대한 OH기 농도의 회귀 곡선을 수학식 5의 2차 함수로 나타낸다. a, b는 피팅 파라미터이다. 또한, 수학식 5의 정의로부터도 명백해진 바와 같이, OH기 농도 분포가 위로 볼록한 형상을 하고 있는 경우에는 계수 a(이후에서는 OH기 농도 분포의 2차 계수라고도 함)는 마이너스의 값으로 되고, 한편 아래로 볼록 형상인 경우에는 계수 a는 플러스의 값으로 된다.
<수학식 5>
Y=ar'2+b
수학식 1-1을 만족하도록 제어하는 경우, 1020℃ 이상의 1점의 온도로부터 급냉을 개시하고, 그 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 것이 바람직하다. 단, 급냉을 개시하는 온도가 1200℃를 초과하면, 광축 방향의 복굴절률의 크기가 현저하게 커져 버리기 때문에 1200℃ 이하가 바람직하다. 또한, 이 급냉 과정은 800℃ 이하의 어느 하나의 온도까지 행해지는 것이 보다 바람직하다. 또한, 급냉 속도는 빠를수록 주된 광축 방향의 진상축을 수학식 1-1의 범위로 제어하기 위하여 유효한 한편, 과도하게 빠른 경우에는 동일 방향의 복굴절의 크기가 커질 우려가 있다. 따라서, 10℃/hour 이상 50℃/hour 이하가 보다 바람직하고, 15℃/hour 이상 30℃/hour 이하가 더욱 바람직하다.
또한, 상기의 급냉을 개시하기 직전의 냉각 속도는, 합성 석영 유리의 자외선 조사에 의한 내구성을 향상시키기 위하여 가상 온도를 낮추기 위하여 천천히 냉각시키는 것이 좋고, 1100℃로부터 급냉 개시 온도까지의 평균 냉각 속도는 1.3℃/hour 이하가 바람직하다. 1℃/hour 이하가 보다 바람직하고, 0.7℃/hour 이하가 더욱 바람직하다. 여기서, 이 평균 냉각 속도란, 1100℃로부터 급냉 개시 온도의 온도차를, 그 온도차의 냉각에 필요한 시간으로 나눈 값을 가리킨다.
이 경우에 있어서, 합성 석영 유리체의 수학식 5에서의 OH기 농도 분포의 2차 계수 a는 -1ppm 이상 +20ppm 이하인 것이 바람직하다.
또한, 수학식 1-3을 만족하기 위해서는, 상기 급냉 개시 온도는 1020℃ 이상 1050℃ 미만이고, 850℃ 이하의 온도까지 이 냉각 속도가 계속되고, 또한 OH기 농도 분포의 2차 계수 a가 -1ppm 이상 +5ppm 미만인 것이 바람직하다. 보다 바람직한 범위는 급냉 개시 온도는 1030℃ 이상 1040℃ 이하이고, 800℃ 이하의 온도까지 계속되고, 또한 OH기 농도 분포의 2차 계수 a가 -1ppm 이상 +3ppm 이하이다.
수학식 1-2를 만족하도록 제어하는 경우, 900℃ 이상 1020℃ 미만의 1점의 온도로부터 급냉을 개시하고, 그 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 것이 바람직하다. 급냉을 개시하는 온도는 930℃ 이상 1000℃ 이하가 보다 바람직하고, 또한 800℃ 이하의 어느 하나의 온도까지 계속되는 것이 보다 바람직하다. 진상축 방향을 방사 방향으로 제어시키는 경우, 너무 빠른 급냉은 접선 방향으로 될 우려가 있기 때문에 3℃/hour 이상 30℃/hour 이하가 보다 바람직하고, 3℃/hour 이상 10℃/hour 이하가 더욱 바람직하다.
또한, 상기의 급냉을 개시하기 직전의 냉각 속도는, 합성 석영 유리의 자외선 조사에 의한 내구성을 향상시키기 위하여 가상 온도를 낮추기 위해 천천히 냉각시키는 것이 좋고, 1℃/hour 이하가 바람직하다. 또한, 0.5℃/hour 이하가 보다 바람직하고, 0.2℃/hour 이하가 더욱 바람직하다.
이 경우에 있어서, 합성 석영 유리체의 수학식 5에서의 OH기 농도 분포의 2차 계수 a는 -22ppm 이상 -1ppm 미만인 것이 바람직하다.
또한, 수학식 1-4를 만족하기 위해서는 급냉 개시 온도가 950℃ 이상 1020℃ 미만이고, 850℃ 이하의 온도까지 계속되고, 또한 OH기 농도 분포의 2차 계수 a가 -7ppm 이상 -1ppm 미만인 것이 바람직하다. 보다 바람직한 범위는 급냉 개시 온도가 960℃ 이상 1000℃ 이하이고, 800℃ 이하의 온도까지 계속되고, 또한 OH기 농도 분포의 2차 계수 a가 -5.5ppm 이상 -1.0ppm 미만이다.
또한, 합성 석영 유리 이외의 재료, 예를 들어 수정이나 불화칼슘 등으로 이루어지는 광학 부재를 동일 광학계에 포함하는 경우의 광로 적산 복굴절률의 저감을 위해서는, 조합되는 합성 석영 유리 이외의 재료로 이루어지는 광학 부재의 복굴절률에 의해서는, 광학 부재용 합성 석영 유리의 광축 방향의 평균 복굴절률은, 이하와 같은 제로로부터 약간 벗어난 범위를 만족하는 것이 좋은 경우가 있다.
<수학식 1-5>
-0.6≤AveBRcos2θxy<-0.3
<수학식 1-6>
+0.3<AveBRcos2θxy≤+0.6
또한, 수학식 1-5, 수학식 1-6에 기재된 수치의 단위는 nm/cm이고, 파장 633nm의 광에 의해 측정된 값이다.
광축 방향의 평균 복굴절률을 수학식 1-5의 범위로 하기 위해서는, 급냉 개시 온도의 제어가 효과적이며, 급냉 개시 온도를 1050℃ 이상 1100℃ 이하로 하는 것이 바람직하고, 850℃ 이하의 온도까지 계속되는 것이 바람직하다. 또한, 급냉 개시 온도를 1060℃ 이상 1080℃ 이하로 하고, 800℃ 이하의 온도까지 계속되는 것이 보다 바람직하다. 한편, OH기 농도의 분포 형상에 대해서는, 상기 2차 계수 a가 0ppm 이상 +11ppm 이하의 범위이면 되지만, +5ppm 이상 +8ppm 이하인 것이 보다 바람직하다.
한편, 수학식 1-6을 만족하기 위해서는, 급냉 개시 온도에 의한 제어는 그다지 유효하지 않으며, OH기 농도 분포의 2차 계수 a의 제어가 효과적이고, -13ppm 이상 -7ppm 미만인 것이 바람직하다. -9ppm 이상 -8ppm 이하인 것이 보다 바람직하다. 급냉 개시 온도의 바람직한 범위는 수학식 1-4를 만족할 때의 범위와 동일하고, 950℃ 이상 1020℃ 미만이 바람직하고, 850℃ 이하의 온도까지 계속되는 것이 바람직하다. 또한, 급냉 개시 온도는 960℃ 이상 1000℃ 이하, 또한 800℃ 이하의 온도까지 계속되는 것이 보다 바람직하다.
합성 석영 유리에서의 OH기 농도 분포는, 다공질 석영 유리체의 벌크 밀도(다공질 석영 유리체의 외관의 단위 체적당 질량) 및 다공질 석영 유리체의 탈수 공정의 온도와 시간에 의해 제어할 수 있다. 탈수 공정이란, 기체 원료를 화염 가수분해시켜 합성한 다공질 석영 유리체를 치밀 유리화시키기 직전에, 감압 또는 진공 상태에서 고온 하에 수분을 제거하는 공정을 말한다.
예를 들어, -1ppm 이상 +5ppm 미만의 OH기 농도 분포의 2차 계수 a를 얻기 위해서는, 벌크 밀도가 0.30g/cm3 이상 0.45g/cm3 이하인 다공질 석영 유리체를 사용하고, 온도를 1100℃ 이상 1250℃ 이하로 설정하고, 50Pa 이하의 감압 분위기에서 60시간 이상 유지하는 것이 바람직하다. 단, 약 100시간 이상 유지하면, 환원성 결함이 발생할 우려가 있기 때문에 상한을 95시간으로 하는 것이 좋다.
또한, -7ppm 이상 -1ppm 미만의 OH기 농도 분포의 2차 계수 a를 얻기 위해서는, 벌크 밀도가 0.20g/cm3 이상 0.30g/cm3 미만인 다공질 석영 유리체를 사용하여 온도와 압력은 상기와 마찬가지로 하면서 유지 시간을 40시간 이상 60시간 미만으로 하는 것이 바람직하다.
또한, OH기 농도 분포의 2차 계수 a가 0ppm 이상 +11ppm 이하로 되기 위해서는, 벌크 밀도가 0.33g/cm3 이상 0.55g/cm3 이하인 다공질 석영 유리체를 사용하여 온도와 압력은 상기와 마찬가지로 하면서 유지 시간을 65시간 이상 95시간 이하로 하는 것이 바람직하다.
또한, OH기 농도 분포의 2차 계수 a를 -13ppm 이상 -7ppm 미만으로 하기 위해서는, 벌크 밀도가 0.15g/cm3 이상 0.30g/cm3 미만인 다공질 석영 유리체를 사용하여 온도와 압력은 상기와 마찬가지로 하면서 유지 시간을 20시간 이상 40시간 미만으로 하는 것이 바람직하다.
단, 상기의 벌크 밀도의 수치나 탈수 공정의 조건은 바람직한 범위를 나타내는 것에 지나지 않으며, 상기의 범위나 방법에 한정되는 것이 아니다.
또한, 본 발명에서의 다공질 석영 유리체의 벌크 밀도의 측정 방법은 다음과 같이 행한다. 기상 반응 합성에 의해 얻어진 직후의 대략 원기둥 형상으로 되어 있는 다공질 석영 유리체의 직경 및 길이를 비접촉식 치수 측정기를 사용하여 측정하고 체적을 산출한다. 그 후 대기 분위기 하에 1350℃에서 3시간 유지하여 열처리를 행하고, 합성 성장시킬 때 사용되는 기판 등을 완전히 제거한 후, 다공질 합성 석영 유리체의 중량을 대칭으로 측정한다. 이 중량을 먼저 산출한 체적으로 나누어 벌크 밀도를 구한다.
또한, 본 발명의 광학 부재는 파장 633nm의 광에 대하여 주된 광축 방향에서의 굴절률 분포 Δn이 2×10-6nm/cm 이하이고, 오프축 방향에서의 굴절률 분포 Δn이 5×10-6nm/cm 이하인 것이 바람직하다. 이와 같은 구성에 의해, 주된 광축 방향 성분 및 그것에 수직인 성분의 각각의 파면 수차의 열화가 억제되어 노광 장치의 결상 특성의 향상에 기여한다.
또한, 광학 부재는 OH기 농도의 최댓값이 100ppm 이하인 것이 바람직하고, 70ppm 이하인 것이 보다 바람직하고, 50ppm 이하인 것이 더욱 바람직하다. 이와 같은 구성에 의해 높은 레이저 내구성을 갖는 합성 석영 유리로 이루어지는 광학 부재를 제공하는 것이 가능하게 된다. OH기는 노광 장치에 있어서 사용되는 합성 석영 유리로 이루어지는 광학 부재의 레이저 내구성에 대하여 깊이 관여하고 있다고 알려져 있으며, 저감을 행함으로써 레이저 내구성이 우수한 광학 부재를 제공할 수 있다.
OH기 농도는 이하와 같이 측정한다. 주된 광축에 수직인 면에 대하여 합성 석영 유리의 외측 테두리로부터 10mm를 제외한 내측의 영역에서 적외 분광 광도계에 의해 10mm 간격으로 측정을 행하여 2.7㎛ 파장에서의 흡수 피크로부터 OH기 농도를 구한다(J. P. Wiiliams et. al., American Ceramic Society Bulletin, 55(5), 524, 1976). 본 법에 의한 검출 한계는 0.1ppm이다.
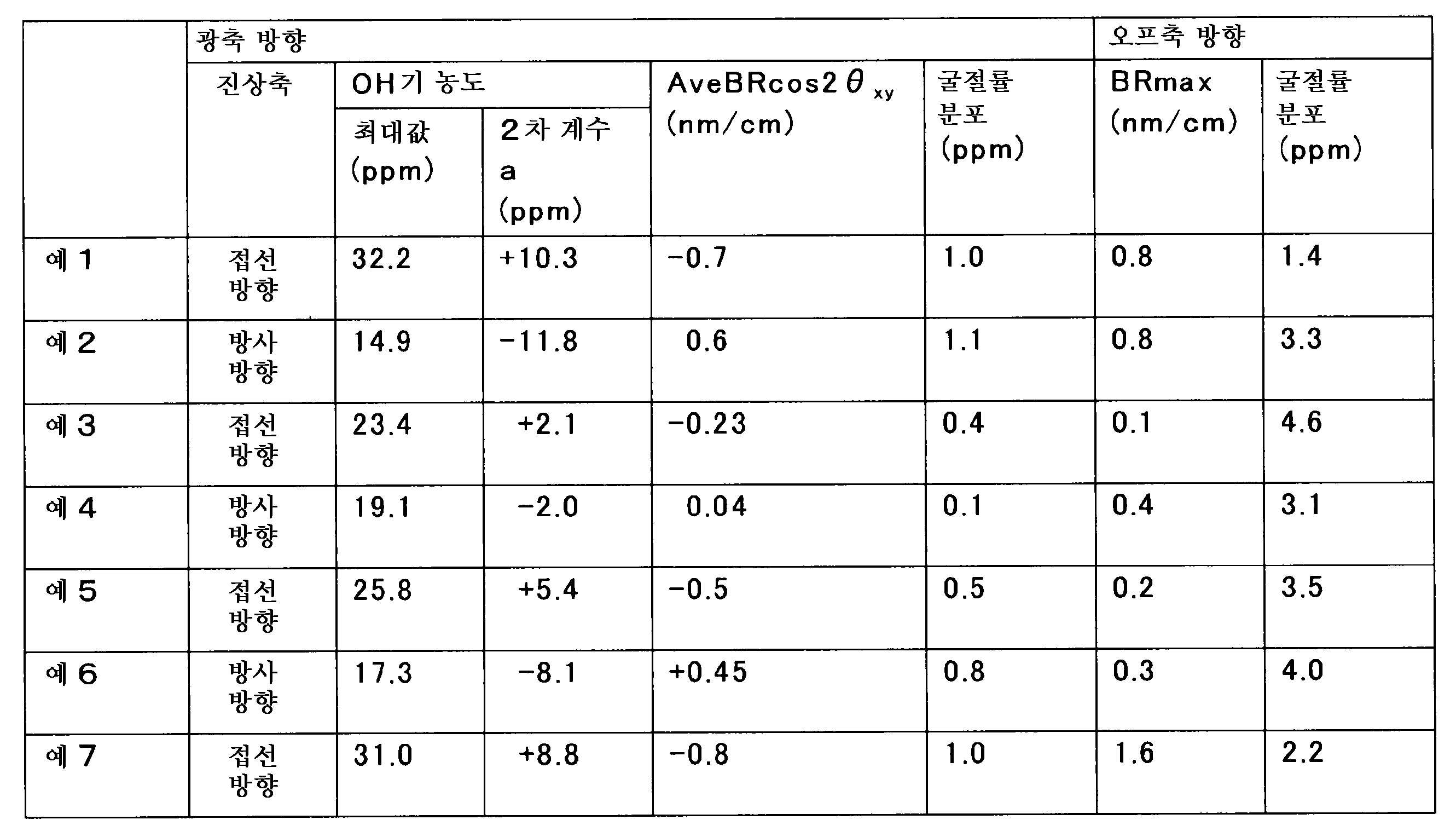
<실시예>
이하에 본 발명의 구체적인 예로서 실시예 및 비교예를 나타낸다. 예 1 내지 예 6은 실시예이고, 예 7은 비교예이다.
(예 1)
SiCl4를 산수소염 중에 도입하고, 화염 중에서 합성된 석영 유리 미립자를 기판에 퇴적시켜 다공질 석영 유리체를 형성하였다. 얻어진 다공질 석영 유리체의 벌크 밀도는 0.34g/cm3이었다.
이 다공질 석영 유리체를 5Pa의 감압 분위기 하에 1250℃에서 90시간 유지하고, 그 후 1500℃로 승온하여 3시간 유지하고 투명 유리화하여 투명 석영 유리체를 얻었다.
투명 석영 유리체를 1700℃로 가열하고 성형 가공을 행하여 원기둥체로 성형된 성형 석영 유리체를 얻었다.
이어서, 냉각 공정으로서 성형 석영 유리체를 1300℃로 승온하여 20시간 유지하였다. 그 후, 1300℃로부터 1150℃까지를 2℃/hour로, 1150℃로부터 1080℃까지를 1℃/hour로, 1080℃로부터 780℃까지를 7℃/hour로 냉각하여 합성 석영 유리체를 얻었다.
이와 같이 하여 얻은 합성 석영 유리체의 주된 광축 방향에 수직인 면 내에서의 OH기 농도, 복굴절률 및 굴절률 분포, 및 오프축 방향의 복굴절률 및 굴절률 분포를 측정하였다. 합성 석영 유리체의 유효 직경의 영역에서 OH기 농도 측정을 푸리에 변환 적외 분광계에 의해 10mm 간격으로 측정하였다. 또한, 복굴절률을 헤테로다인법을 이용한 복굴절률 측정기(유니옵트사제, 형식 번호 ABR10A)를 사용하여 파장 633nm에서 10mm의 간격의 직교 격자의 각 교점에서 측정하였다. OH기 농도의 최댓값은 32.2ppm, 또한 OH기 농도 분포를 최소 제곱법에 의해 수학식 5에서 피팅하고, 그의 2차 계수 a를 구하면 +10.3ppm이었다. 또한, 광축 방향의 평균 복굴절률 AveBRcos2θxy는 -0.7nm/cm이고, 또한 광축 방향에서의 굴절률 분포 Δn은 1.0×10-6이었다. 한편, 오프축 방향의 최대 복굴절률은 0.8nm/cm, 오프축 방향에서의 굴절률 분포 Δn은 1.4×10-6이었다.
(예 2)
예 1과 마찬가지로 하여 다공질 석영 유리체를 형성하였다. 단, 가연 가스, 지연(支燃) 가스의 총 유량을 예 1에 비하여 -10%에서 행하였다. 얻어진 다공질 석영 유리체의 벌크 밀도는 0.24g/cm3이었다.
이 다공질 석영 유리체를 5Pa의 감압 분위기 하에 1250℃에서 35시간 유지하고, 그 후 1500℃에서 승온하여 3시간 유지하고 투명 유리화하여 투명 석영 유리체를 얻었다.
투명 석영 유리체를 1700℃로 가열하고 성형 가공을 행하여 원기둥체로 성형된 성형 석영 유리체를 얻었다.
이어서, 냉각 공정으로서 성형 석영 유리체를 1300℃로 승온하여 20시간 유지하였다. 그 후, 1300℃로부터 1150℃까지를 2℃/hour로, 1150℃로부터 1050℃까지를 1℃/hour로, 1050℃로부터 950℃까지를 0.5℃/hour로, 950℃로부터 780℃까지를 4℃/hour로 냉각하여 합성 석영 유리체를 얻었다.
이와 같이 하여 얻은 합성 석영 유리체에 대하여 예 1과 마찬가지의 측정을 행하였다. 그 결과, OH기 농도의 최댓값은 14.9ppm, OH기 농도 분포의 2차 계수 a는 -11.8ppm이고, 또한 광축 방향의 평균 복굴절률 AveBRcos2θxy는 +0.6nm/cm이고, 또한 광축 방향에서의 굴절률 분포 Δn은 1.1×10-6이었다. 한편, 오프축 방향의 최대 복굴절률은 0.8nm/cm, 오프축 방향에서의 굴절률 분포 Δn은 3.3×10-6이었다.
(예 3)
예 1과 마찬가지로 하여 다공질 석영 유리체를 형성하였다.
이 다공질 석영 유리체를 5Pa의 감압 분위기 하에 1250℃에서 70시간 유지하고, 그 후 1500℃로 승온하여 3시간 유지하고 투명 유리화하여 투명 석영 유리체를 얻었다.
투명 석영 유리체를 1700℃로 가열하고 성형 가공을 행하여 원기둥체로 성형된 성형 석영 유리체를 얻었다.
이어서, 냉각 공정으로서 성형 석영 유리체를 1300℃로 승온하여 20시간 유지하였다. 그 후, 1300℃로부터 1150℃까지를 2℃/hour로, 1150℃로부터 1050℃까지를 1℃/hour로, 1050℃로부터 1030℃까지를 0.5℃/hour로, 1030℃로부터 780℃까지를 20℃/hour로 냉각하여 합성 석영 유리체를 얻었다.
이와 같이 하여 얻은 합성 석영 유리체에 대하여 예 1과 마찬가지의 측정을 행하였다. 그 결과, OH기 농도의 최댓값은 23.4ppm, OH기 농도 분포의 2차 계수 a는 +2.1ppm, 또한 광축 방향의 평균 복굴절률 AveBRcos2θxy는 -0.23nm/cm이고, 또한 광축 방향에서의 굴절률 분포 Δn은 0.4×10-6이었다. 한편, 오프축 방향의 최대 복굴절률은 0.1nm/cm, 오프축 방향에서의 굴절률 분포 Δn은 4.6×10-6이었다.
(예 4)
예 1과 마찬가지로 하여 다공질 석영 유리체를 형성하였다. 단, 가연 가스, 지연 가스의 총 유량을 예 1에 비하여 -4%에서 행하였다. 얻어진 다공질 석영 유리체의 벌크 밀도는 0.28g/cm3이었다.
이 다공질 석영 유리체를 5Pa의 감압 분위기 하에 1250℃에서 48시간 유지하고, 그 후 1500℃로 승온하여 3시간 유지하고 투명 유리화하여 투명 석영 유리체를 얻었다.
투명 석영 유리체를 1700℃로 가열하고 성형 가공을 행하여 원기둥체로 성형된 성형 석영 유리체를 얻었다.
이어서, 냉각 공정으로서 성형 석영 유리체를 1300℃로 승온하여 20시간 유지하였다. 그 후, 1300℃로부터 1150℃까지를 2℃/hour로, 1150℃로부터 1050℃까지를 1℃/hour로, 1050℃로부터 990℃까지를 0.5℃/hour로, 990℃로부터 780℃까지를 10℃/hour로 냉각하여 합성 석영 유리체를 얻었다.
이와 같이 하여 얻은 합성 석영 유리체에 대하여 예 1과 마찬가지의 측정을 행하였다. 그 결과, OH기 농도의 최댓값은 19.1ppm, OH기 농도 분포의 2차 계수 a는 -2.0ppm, 또한 광축 방향의 평균 복굴절률 AveBRcos2θxy는 +0.04nm/cm이고, 또한 광축 방향에서의 굴절률 분포 Δn은 0.1×10-6이었다. 한편, 오프축 방향의 최대 복굴절률은 0.4nm/cm, 오프축 방향에서의 굴절률 분포 Δn은 3.1×10-6이었다.
(예 5)
예 1과 마찬가지로 하여 다공질 석영 유리체를 형성하였다.
이 다공질 석영 유리체를 5Pa의 감압 분위기 하에 1250℃에서 80시간 유지하고, 그 후 1500℃로 승온하여 3시간 유지하고 투명 유리화하여 투명 석영 유리체를 얻었다.
투명 석영 유리체를 1700℃로 가열하고 성형 가공을 행하여 원기둥체로 성형된 성형 석영 유리체를 얻었다.
이어서, 냉각 공정으로서 성형 석영 유리체를 1300℃로 승온하여 20시간 유지하였다. 그 후, 1300℃로부터 1150℃까지를 2℃/hour로, 1150℃로부터 1050℃까지를 1℃/hour로, 1050℃로부터 780℃까지를 25℃/hour로 냉각하여 합성 석영 유리체를 얻었다.
이와 같이 하여 얻은 합성 석영 유리체에 대하여 예 1과 마찬가지의 측정을 행하였다. 그 결과, OH기 농도의 최댓값은 25.8ppm, OH기 농도 분포의 2차 계수 a는 +5.4ppm, 또한 광축 방향의 평균 복굴절률 AveBRcos2θxy는 -0.5nm/cm이고, 또한 광축 방향에서의 굴절률 분포 Δn은 0.5×10-6이었다. 한편, 오프축 방향의 최대 복굴절률은 0.2nm/cm, 오프축 방향에서의 굴절률 분포 Δn은 3.5×10-6이었다.
(예 6)
예 1과 마찬가지로 하여 다공질 석영 유리체를 형성하였다. 단, 가연 가스, 지연 가스의 총 유량을 예 1에 비하여 -7%에서 행하였다. 얻어진 다공질 석영 유리체의 벌크 밀도는 0.26g/cm3이었다.
이 다공질 석영 유리체를 5Pa의 감압 분위기 하에 1250℃에서 48시간 유지하고, 그 후 1500℃로 승온하여 3시간 유지하고 투명 유리화하여 투명 석영 유리체를 얻었다.
투명 석영 유리체를 1700℃로 가열하고 성형 가공을 행하여 원기둥체로 성형된 성형 석영 유리체를 얻었다.
이어서, 냉각 공정으로서 성형 석영 유리체를 1300℃로 승온하여 20시간 유지하였다. 그 후, 1300℃로부터 1150℃까지를 2℃/hour로, 1150℃로부터 1050℃까지를 1℃/hour로, 1050℃로부터 960℃까지를 0.5℃/hour로, 960℃로부터 780℃까지를 10℃/hour로 냉각하여 합성 석영 유리체를 얻었다.
이와 같이 하여 얻은 합성 석영 유리체에 대하여 예 1과 마찬가지의 측정을 행하였다. 그 결과, OH기 농도의 최댓값은 17.3ppm, OH기 농도 분포의 2차 계수 a는 -8.1ppm, 또한 광축 방향의 평균 복굴절률 AveBRcos2θxy는 +0.45nm/cm이고, 또한 광축 방향에서의 굴절률 분포 Δn은 0.8×10-6이었다. 한편, 오프축 방향의 최대 복굴절률은 0.3nm/cm, 오프축 방향에서의 굴절률 분포 Δn은 4.0×10-6이었다.
(예 7)
예 1과 마찬가지로 하여 성형 석영 유리체를 얻었다.
냉각 공정에서의 급냉 개시 온도를 900℃를 하회하는 온도로 하였다. 즉, 성형 석영 유리체를 1300℃로 승온하여 20시간 유지하였다. 그 후, 1300℃로부터 1150℃까지를 2℃/hour로, 1150℃로부터 1050℃까지를 1℃/hour로, 1050℃로부터 880℃까지를 0.5℃/hour로 냉각한 후, 880℃로부터 780℃까지를 7℃/hour로 냉각하여 합성 석영 유리체를 얻었다.
이와 같이 하여 얻은 합성 석영 유리체에 대하여 예 1과 마찬가지의 측정을 행하였다. 그 결과, OH기 농도의 최댓값은 31.0ppm, OH기 농도 분포의 2차 계수 a는 +8.8ppm, 또한 광축 방향의 평균 복굴절률 AveBRcos2θxy는 -0.8nm/cm이고, 또한 광축 방향에서의 굴절률 분포 Δn은 1.0×10-6이었다. 한편, 오프축 방향의 최대 복굴절률은 1.6nm/cm, 오프축 방향에서의 굴절률 분포 Δn은 2.2×10-6이었다.
예 1 내지 7의 실험 조건, 결과를 각각 표 1, 표 2에 정리하였다.

<산업상 이용가능성>
본 발명의 광학 부재는 다양한 광원을 갖는 광학 장치의 렌즈, 프리즘, 포토마스크, 창재 등 다양한 부재의 제조에 사용되어, 적합한 광학 장치의 제공에 유용하다.
O: 합성 석영 유리의 중심축의 위치
P: 복굴절 평가점
FH: 상하면에 대하여 평행한 오프축 방향의 진상축
FV: 주된 광축 방향에 대하여 평행한 오프축 방향의 진상축
F2: 복굴절 평가점 P에서의 주된 광축 방향에서의 진상축
DXY: 복굴절 평가점 P에서의 진상축 F2와 X축이 이루는 각도
RXY: 원점 O와 복굴절 평가점 P를 연결하는 직선과 X축이 이루는 각도
10: 합성 석영 유리
20: 양쪽 볼록 렌즈
30: 기능막(반사 방지막)
40: 기능막을 구비한 광학 부재
P: 복굴절 평가점
FH: 상하면에 대하여 평행한 오프축 방향의 진상축
FV: 주된 광축 방향에 대하여 평행한 오프축 방향의 진상축
F2: 복굴절 평가점 P에서의 주된 광축 방향에서의 진상축
DXY: 복굴절 평가점 P에서의 진상축 F2와 X축이 이루는 각도
RXY: 원점 O와 복굴절 평가점 P를 연결하는 직선과 X축이 이루는 각도
10: 합성 석영 유리
20: 양쪽 볼록 렌즈
30: 기능막(반사 방지막)
40: 기능막을 구비한 광학 부재
Claims (9)
- 파장 250nm 이하의 광을 광원으로 하는 광학 장치 내에서 사용되는 광학 부재용 합성 석영 유리이며,
당해 광학 부재의 주된 광축 방향에 대하여 수직인 면 내의 광학적으로 유효한 영역 내에 있어서, 상기 주된 광축 방향에 평행한 방향으로부터 측정된 복굴절률 BR 및 진상축 방향 θxy로부터 정의되는 값 BRcos2θxy의 평균값을 광축 방향의 평균 복굴절률 AveBRcos2θxy로 정의하고,
당해 광학 부재의 주된 광축 방향에 대하여 수직인 방향으로부터 측정된 복굴절률의 최댓값을 오프축 방향의 최대 복굴절률 BRmax로 정의한 경우, 하기 수학식 1-1 및 하기 수학식 2-1이 성립하고,
상기 주된 광축 방향에서의 굴절률 분포 Δn이 2×10-6nm/cm 이하이고, 상기 오프축 방향에서의 굴절률 분포 Δn이 5×10-6nm/cm 이하인 것을 특징으로 하는 광학 부재용 합성 석영 유리(단, 상기 BR, 상기 θxy, 상기 BRmax 및 상기 Δn의 수치는 파장 633nm에서의 측정값이고, 복굴절률의 단위는 nm/cm임).
<수학식 1-1>
-1.0≤AveBRcos2θxy<0.0
<수학식 2-1>
0.0≤BRmax≤1.0 - 파장 250nm 이하의 광을 광원으로 하는 광학 장치 내에서 사용되는 광학 부재용 합성 석영 유리이며,
당해 광학 부재의 주된 광축 방향에 대하여 수직인 면 내의 광학적으로 유효한 영역 내에 있어서, 상기 주된 광축 방향에 평행한 방향으로부터 측정된 복굴절률 BR 및 진상축 방향 θxy로부터 정의되는 값 BRcos2θxy의 평균값을 광축 방향의 평균 복굴절률 AveBRcos2θxy로 정의하고,
당해 광학 부재의 주된 광축 방향에 대하여 수직인 방향으로부터 측정된 복굴절률의 최댓값을 오프축 방향의 최대 복굴절률 BRmax로 정의한 경우, 하기 수학식 1-2 및 하기 수학식 2-1이 성립하고,
상기 주된 광축 방향에서의 굴절률 분포 Δn이 2×10-6nm/cm 이하이고, 상기 오프축 방향에서의 굴절률 분포 Δn이 5×10-6nm/cm 이하인 것을 특징으로 하는 광학 부재용 합성 석영 유리(단, 상기 BR, 상기 θxy, 상기 BRmax 및 상기 Δn의 수치는 파장 633nm에서의 측정값이고, 복굴절률의 단위는 nm/cm임).
<수학식 1-2>
0.0<AveBRcos2θxy≤1.0
<수학식 2-1>
0.0≤BRmax≤1.0 - 제1항에 있어서, 상기 광축 방향의 평균 복굴절률 AveBRcos2θxy와 상기 오프축 방향의 최대 복굴절률 BRmax가 각각 하기 수학식 1-3 및 하기 수학식 2-2의 범위를 만족하는 광학 부재용 합성 석영 유리.
<수학식 1-3>
-0.3≤AveBRcos2θxy<0.0
<수학식 2-2>
0.0≤BRmax≤0.5 - 제2항에 있어서, 상기 광축 방향의 평균 복굴절률 AveBRcos2θxy와 상기 오프축 방향의 최대 복굴절률 BRmax가 각각 하기 수학식 1-4 및 하기 수학식 2-2의 범위를 만족하는 광학 부재용 합성 석영 유리.
<수학식 1-4>
0.0<AveBRcos2θxy≤0.3
<수학식 2-2>
0.0≤BRmax≤0.5 - 제1항 내지 제4항 중 어느 한 항에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며,
900℃ 이상 1200℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법. - 제1항 또는 제3항에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며,
1020℃ 이상 1200℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법. - 제3항에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며,
벌크 밀도가 0.30g/cm3 이상 0.45g/cm3 이하인 다공질 석영 유리체를 1100℃ 이상 1250℃ 이하의 온도에서 50Pa 이하의 감압 분위기 하에 60시간 이상 유지하여 탈수하는 처리와,
투명 석영 유리 성형체를 1020℃ 이상 1050℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법. - 제2항 또는 제4항에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며,
900℃ 이상 1020℃ 미만의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법. - 제4항에 기재된 광학 부재용 합성 석영 유리의 제조 방법이며,
벌크 밀도가 0.20g/cm3 이상 0.30g/cm3 이하인 다공질 석영 유리체를 1100℃ 이상 1250℃ 이하의 온도에서 50Pa 이하의 감압 분위기 하에 40시간 이상 60시간 이하 유지하여 탈수하는 처리와,
투명 석영 유리 성형체를 1050℃ 이상 1100℃ 이하의 어느 하나의 온도로부터 850℃ 이하의 어느 하나의 온도까지 3℃/hour 이상 100℃/hour 이하의 냉각 속도로 냉각하는 처리를 포함하는 것을 특징으로 하는 광학 부재용 합성 석영 유리의 제조 방법.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/064067 WO2011016138A1 (ja) | 2009-08-07 | 2009-08-07 | 光学部材用合成石英ガラス |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120046735A true KR20120046735A (ko) | 2012-05-10 |
Family
ID=43544057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127003282A Withdrawn KR20120046735A (ko) | 2009-08-07 | 2009-08-07 | 광학 부재용 합성 석영 유리 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8498056B2 (ko) |
| EP (1) | EP2463245B1 (ko) |
| JP (1) | JP5499337B2 (ko) |
| KR (1) | KR20120046735A (ko) |
| WO (1) | WO2011016138A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220147883A (ko) * | 2021-04-28 | 2022-11-04 | 대한광통신 주식회사 | 수트 증착 공법을 통해 제조되는 광학용 석영 유리 및 그 제조방법 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5912999B2 (ja) * | 2012-08-27 | 2016-04-27 | 信越石英株式会社 | 合成石英ガラスの熱処理方法 |
| JP6184142B2 (ja) * | 2013-03-21 | 2017-08-23 | 日本分光株式会社 | 赤外分光測定装置および測定方法 |
| CN116199432A (zh) * | 2015-05-28 | 2023-06-02 | Agc株式会社 | 玻璃基板及层叠基板 |
| US10685819B2 (en) * | 2017-05-25 | 2020-06-16 | Applied Materials, Inc. | Measuring concentrations of radicals in semiconductor processing |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4601022B2 (ja) * | 1999-03-04 | 2010-12-22 | 信越石英株式会社 | ArFエキシマレーザーリソグラフィー用合成石英ガラス部材 |
| EP1129998B1 (en) * | 1999-07-05 | 2012-03-21 | Nikon Corporation | Method for producing quartz glass member |
| JP4763877B2 (ja) * | 2000-05-29 | 2011-08-31 | 信越石英株式会社 | F2エキシマレーザー用合成石英ガラス光学材料及び光学部材 |
| JP4054983B2 (ja) | 2001-12-11 | 2008-03-05 | 信越化学工業株式会社 | 合成石英ガラス部材 |
| JP4114039B2 (ja) | 2001-12-11 | 2008-07-09 | 信越石英株式会社 | 合成石英ガラス部材 |
| JP4104338B2 (ja) * | 2002-01-31 | 2008-06-18 | 信越石英株式会社 | ArF露光装置用合成石英ガラス素材 |
| JP4213413B2 (ja) * | 2002-06-26 | 2009-01-21 | 東ソー株式会社 | 真空紫外光用高均質合成石英ガラス、その製造方法及びこれを用いた真空紫外光用マスク基板 |
| JP2004269287A (ja) * | 2003-03-06 | 2004-09-30 | Shinetsu Quartz Prod Co Ltd | 光学用合成石英ガラス部材及びその製造方法 |
| DE102004017031B4 (de) * | 2004-04-02 | 2008-10-23 | Heraeus Quarzglas Gmbh & Co. Kg | Optisches Bauteil aus Quarzglas, Verfahren zur Herstellung des Bauteils und Verwendung desselben |
| JP2005336047A (ja) * | 2004-04-28 | 2005-12-08 | Asahi Glass Co Ltd | 合成石英ガラス製光学部材およびその製造方法 |
| JP2007223889A (ja) * | 2006-01-30 | 2007-09-06 | Asahi Glass Co Ltd | 複屈折率の進相軸の分布が放射状である合成石英ガラスおよびその製造方法 |
| EP1979279A1 (en) * | 2006-01-30 | 2008-10-15 | Asahi Glass Co., Ltd. | Synthetic quartz glass with fast axes of birefringence distributed in concentric-circle tangent directions and process for producing the same |
| JP2007223888A (ja) | 2006-01-30 | 2007-09-06 | Asahi Glass Co Ltd | 複屈折率の進相軸が同心円接線方向に分布する合成石英ガラスおよびその製造方法 |
| WO2007086611A1 (en) | 2006-01-30 | 2007-08-02 | Asahi Glass Co., Ltd. | Synthetic quartz glass with radial distribution of fast axes of birefringence and process for producing the same |
| JP4876814B2 (ja) * | 2006-09-20 | 2012-02-15 | 旭硝子株式会社 | 位相差素子および光ヘッド装置 |
-
2009
- 2009-08-07 KR KR1020127003282A patent/KR20120046735A/ko not_active Withdrawn
- 2009-08-07 WO PCT/JP2009/064067 patent/WO2011016138A1/ja not_active Ceased
- 2009-08-07 EP EP09848070.0A patent/EP2463245B1/en active Active
- 2009-08-07 JP JP2011525731A patent/JP5499337B2/ja active Active
-
2012
- 2012-02-07 US US13/367,780 patent/US8498056B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220147883A (ko) * | 2021-04-28 | 2022-11-04 | 대한광통신 주식회사 | 수트 증착 공법을 통해 제조되는 광학용 석영 유리 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2463245B1 (en) | 2016-04-20 |
| WO2011016138A1 (ja) | 2011-02-10 |
| EP2463245A1 (en) | 2012-06-13 |
| JP5499337B2 (ja) | 2014-05-21 |
| US8498056B2 (en) | 2013-07-30 |
| US20120182622A1 (en) | 2012-07-19 |
| EP2463245A4 (en) | 2013-01-23 |
| JPWO2011016138A1 (ja) | 2013-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI461836B (zh) | Reflective mask base for EUV microfilm | |
| US6410192B1 (en) | Photolithography method, photolithography mask blanks, and method of making | |
| JPWO2000064826A1 (ja) | 石英ガラス部材、その製造方法、及びそれを用いた投影露光装置 | |
| JP2005022954A (ja) | TiO2を含有するシリカガラスおよびその製造法 | |
| JP2000330263A (ja) | フォトマスク用合成石英ガラス基板及びその製造方法 | |
| JP6107701B2 (ja) | 合成石英ガラスの熱処理方法及び合成石英ガラス基板の製造方法 | |
| KR20150143330A (ko) | 합성 석영 유리 기판의 제조 방법 | |
| KR20120046735A (ko) | 광학 부재용 합성 석영 유리 | |
| US20080292882A1 (en) | Synthetic quartz glass with fast axes of birefringence distributed in concentric-circle tangent directions and process for producing the same | |
| JPWO2001002311A1 (ja) | 石英ガラス部材の製造方法およびその方法により得られる石英ガラス部材 | |
| US20080006056A1 (en) | Process for producing synthetic quartz and synthetic quartz glass for optical member | |
| JP4778138B2 (ja) | 光学部品のための石英ガラス体およびその製造法 | |
| JP2007223889A (ja) | 複屈折率の進相軸の分布が放射状である合成石英ガラスおよびその製造方法 | |
| JP2770224B2 (ja) | 光リソグラフィ−用石英ガラス、それを含む光学部材、それを用いた露光装置、並びにその製造方法 | |
| JP2007223888A (ja) | 複屈折率の進相軸が同心円接線方向に分布する合成石英ガラスおよびその製造方法 | |
| JP2005336047A (ja) | 合成石英ガラス製光学部材およびその製造方法 | |
| US20080292881A1 (en) | Synthetic quartz glass with radial distribution of fast axes of birefringence and process for producing the same | |
| US6835683B2 (en) | Quartz glass member and projection aligner | |
| JP3980408B2 (ja) | 安定性が高められた光学部品の製造方法及びそれにより得られる部品 | |
| JP5287271B2 (ja) | TiO2を含有するシリカガラスの成型方法およびそれによって成型されたEUVリソグラフィ用光学部材 | |
| US7265070B2 (en) | Synthetic silica glass optical material having high resistance to optically induced index change | |
| KR20160145494A (ko) | 합성 석영 유리 기판의 제조 방법 | |
| JP5733350B2 (ja) | TiO2を含有するシリカガラスおよびその製造法 | |
| WO2004065315A1 (ja) | 合成石英ガラス光学部材及びその製造方法 | |
| JP2010163346A (ja) | TiO2を含有するシリカガラスおよびそれを用いたリソグラフィ用光学部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20120207 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |