KR20120062017A - 저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 - Google Patents
저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 Download PDFInfo
- Publication number
- KR20120062017A KR20120062017A KR1020127011481A KR20127011481A KR20120062017A KR 20120062017 A KR20120062017 A KR 20120062017A KR 1020127011481 A KR1020127011481 A KR 1020127011481A KR 20127011481 A KR20127011481 A KR 20127011481A KR 20120062017 A KR20120062017 A KR 20120062017A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- steel pipe
- welded steel
- thick welded
- haz
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/3073—Fe as the principal constituent with Mn as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/025—Seam welding; Backing means; Inserts for rectilinear seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/025—Seam welding; Backing means; Inserts for rectilinear seams
- B23K9/0253—Seam welding; Backing means; Inserts for rectilinear seams for the longitudinal seam of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
- B23K9/186—Submerged-arc welding making use of a consumable electrodes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S148/00—Metal treatment
- Y10S148/902—Metal treatment having portions of differing metallurgical properties or characteristics
- Y10S148/909—Tube
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
[수학식 1]
[수학식 2]
Description
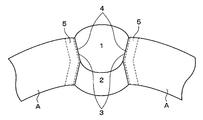
도 2는 후육 용접 강관의 조립 HAZ의 조직을 설명하기 위한 모식도로, 구 오스테나이트 입계 근방의 MA와 래스상 베이나이트를 설명하기 위한 도면이다.
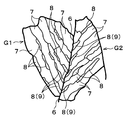
도 3은 본 발명의 후육 용접 강관의 조립 HAZ의 금속 조직을 설명하기 위한 모식도로, 조립 HAZ의 입계 페라이트 및 입내 페라이트를 설명하기 위한 도면이다.
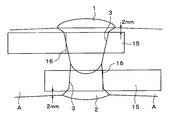
도 4는 조립 HAZ의 인성을 평가하는 V 노치 시험편의 채취 위치를 설명하기 위한 도면이다.
도 5는 0.85×[Mn]-[Mo]와, -60℃에 있어서의 조립 HAZ의 샤르피 흡수 에너지의 관계를 나타내는 그래프이다.
도 6은 환봉 시험편의 채취 위치를 설명하기 위한 도면이다.
도 7은 본 발명예의 조립 HAZ의 금속 조직을 나타내는 사진이다.
도 8은 비교예의 조립 HAZ의 금속 조직을 나타내는 사진이다.
도 9는 도 7의 금속 조직의 모식도이다.
도 10은 도 8의 금속 조직의 모식도이다.



2 : 내면 용접 금속
3 : 용융선
4 : 조립 HAZ
5 : HAZ
6 : 구 오스테나이트 입계
7 : 래스상 베이나이트
8 : MA
9 : 파괴의 기점으로 되는 MA
10 : 입계 페라이트
11 : 입내 페라이트
15 : V 노치 시험편
16 : V 노치
20 : 후육 용접 강관
Claims (13)
- 관상으로 성형된 모재 강판을 시임 용접하여 이루어지는 조립 HAZ를 갖는 두께 25 내지 45㎜의 후육 용접 강관이며,
상기 모재 강판이, 질량%로,
C:0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P :0.02% 이하,
S :0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구해지는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖고,
상기 모재 강판의 금속 조직이, 면적률로 30 내지 95%의 페라이트와 저온 변태 조직으로 이루어지고,
상기 조립 HAZ의 금속 조직에 있어서, 입계 페라이트의 면적률이 1.5% 이상이고, 입계 페라이트와 입내 페라이트의 총 면적률이 11% 이상 90% 이하이고, MA의 면적률이 10% 이하이고, 잔량부가 베이나이트로 이루어지는, 저온 인성이 우수한 후육 용접 강관.
[수학식 1]

[수학식 2]

수학식 2에 있어서 [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임. - 제1항에 있어서, 상기 모재 강판의 금속 조직의 페라이트의 입경이, 2 내지 15㎛인, 저온 인성이 우수한 후육 용접 강관.
- 제1항에 있어서, 상기 조립 HAZ의 금속 조직의 베이나이트가, 래스상 베이나이트와 괴상 베이나이트로 이루어지고, 상기 래스상 베이나이트의 면적률이 20% 이하인, 저온 인성이 우수한 후육 용접 강관.
- 제1항에 있어서, 상기 모재 강판이, 질량%로,
Cu:0.70% 이하,
Ni:0.70% 이하
중 한쪽 또는 양쪽을 더 함유하는, 저온 인성이 우수한 후육 용접 강관. - 제1항에 있어서, 상기 모재 강판이, 질량%로,
Cr:1.00% 이하,
V :0.10% 이하,
Zr:0.050% 이하,
Ta:0.050% 이하
중 1종 또는 2종 이상을 더 함유하는, 저온 인성이 우수한 후육 용접 강관. - 제1항에 있어서, 상기 모재 강판이, 질량%로,
Mg:0.0100% 이하,
Ca:0.0050% 이하,
REM:0.0050% 이하
중 1종 또는 2종 이상을 더 함유하는, 저온 인성이 우수한 후육 용접 강관. - 제1항에 있어서, 상기 후육 용접 강관의 주위 방향을 인장 방향으로 하는 항복 강도가 400 내지 635㎫이고, -60℃에 있어서의 상기 조립 HAZ의 샤르피 흡수 에너지가 60J 이상인, 저온 인성이 우수한 후육 용접 강관.
- 제1항에 있어서, 상기 후육 용접 강관의 용접 금속이, 질량%로,
C:0.04% 내지 0.09%,
Si:0.01% 내지 0.35%,
Mn:1.5% 내지 2.0%,
Al:0.002% 내지 0.030%,
Ti:0.003% 내지 0.030%,
O:0.0005% 내지 0.030%
를 포함하고,
P:0.02% 이하,
S:0.005% 이하
로 제한되고,
질량%로,
Ni:0.2% 내지 1.0%,
Cr+Mo+V:0.2% 내지 1.0%,
B:0.0001 내지 0.0050%
중 1종 또는 2종 이상을 더 함유하고, 잔량부가 철 및 불가피적 불순물로 이루어지는, 저온 인성이 우수한 후육 용접 강관. - 질량%로,
C :0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P :0.02% 이하,
S :0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구하는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖는 강을 주조하고, 얻어진 강편을 950 내지 1150℃로 가열하고, Ar3 이상의 종료 온도에서 열간 압연을 행하고, 600℃ 이하까지 수냉하여 얻어진 모재 강판을 관상으로 성형하고,
상기 모재 강판의 단부를 맞대어 내면 및 외면으로부터의 서브머지드 아크 용접에 의해 시임 용접할 때에, 상기 내면으로부터의 서브머지드 아크 용접의 입열 JI [kJ/㎝]와, 상기 외면으로부터의 서브머지드 아크 용접의 입열 JO [kJ/㎝]와 판 두께 t[㎜]가, 하기 수학식 3 및 수학식 4의 관계를 만족시키도록 하여 시임 용접하는, 두께 25 내지 45㎜의, 저온 인성이 우수한 후육 용접 강관의 제조 방법.
[수학식 1]

[수학식 2]

여기서, [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임.
[수학식 3]

[수학식 4]

- 제10항에 있어서, 900℃ 이하에서의 압하비를 2.0 이상으로 하여 열간 압연하는, 저온 인성이 우수한 후육 용접 강관의 제조 방법.
- 제10항에 있어서, 상기 모재 강판을 관상으로 성형하는 공정이, 모재 강판을 C자 형상, U자 형상, O자 형상의 순으로 성형하는 UO 공정이고, 모재 강판의 단부를 시임 용접한 후, 얻어진 후육 용접 강관을 확관하는 공정을 구비하는, 저온 인성이 우수한 후육 용접 강관의 제조 방법.
- 후육 용접 강관의 제조에 사용되는 두께 25 내지 45㎜의 강판이며,
질량%로,
C:0.03% 내지 0.085%,
Mn:1.45% 내지 1.85%,
Ti:0.005 내지 0.020%,
Nb:0.005 내지 0.050%,
O:0.0005 내지 0.005%
를 포함하고,
Si:0.15% 이하,
Al:0.015% 이하,
P:0.02% 이하,
S:0.005% 이하,
Mo:0.20% 이하
로 제한되고, 또한 Mn 및 Mo의 함유량이 하기 수학식 1을 만족시키고, 하기 수학식 2에 의해 구해지는 Pcm이 0.16 내지 0.19이고, 잔량부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖고,
금속 조직이, 면적률로 30 내지 95%의 페라이트와 저온 변태 조직으로 이루어지는, 후육 용접 강관용 강판.
[수학식 1]

[수학식 2]

수학식 2에 있어서 [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V]는, 각각 C, Si, Mn, Cu, Cr, Ni, Mo, V의 함유량[질량%]임. - 제12항에 있어서, 상기 금속 조직의 페라이트의 입경이, 2 내지 15㎛인, 후육 용접 강관용 강판.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2010-205668 | 2010-09-14 | ||
| JP2010205668 | 2010-09-14 | ||
| PCT/JP2011/070846 WO2012036148A1 (ja) | 2010-09-14 | 2011-09-13 | 低温靭性に優れた厚肉溶接鋼管および低温靭性に優れた厚肉溶接鋼管の製造方法、厚肉溶接鋼管製造用鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120062017A true KR20120062017A (ko) | 2012-06-13 |
| KR101410588B1 KR101410588B1 (ko) | 2014-06-23 |
Family
ID=45831607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127011481A Expired - Fee Related KR101410588B1 (ko) | 2010-09-14 | 2011-09-13 | 저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8871039B2 (ko) |
| EP (1) | EP2617857B1 (ko) |
| JP (1) | JP5048167B2 (ko) |
| KR (1) | KR101410588B1 (ko) |
| CN (1) | CN102639741B (ko) |
| BR (1) | BR112012016055B1 (ko) |
| RU (1) | RU2534566C1 (ko) |
| WO (1) | WO2012036148A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11268175B2 (en) | 2016-12-23 | 2022-03-08 | Posco | High-strength steel having excellent fracture initiation resistance and fracture propagation arrestability at low temperature and method of manufacturing the same |
| US11453933B2 (en) | 2016-12-23 | 2022-09-27 | Posco | High-strength steel material having enhanced resistance to crack initiation and propagation at low temperature and method for manufacturing the same |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010137186A1 (ja) * | 2009-05-27 | 2010-12-02 | Jfeスチール株式会社 | 鋼板のサブマージアーク溶接方法 |
| CN103834874B (zh) * | 2012-11-27 | 2016-02-24 | 宝山钢铁股份有限公司 | 厚壁高dwtt性能x65-70海底管线钢及制造方法 |
| CN103447712B (zh) * | 2013-09-09 | 2016-03-02 | 海宁瑞奥金属科技有限公司 | 一种高韧性低温管线焊接接头的焊缝金属 |
| DE112014001895T5 (de) * | 2013-09-27 | 2016-01-07 | Komatsuseiki Kosakusho Co., Ltd. | Verfahren zum Verbinden von Edelstahlelementen und Edelstähle |
| EP3128024B1 (en) * | 2014-03-31 | 2018-09-26 | JFE Steel Corporation | Welded joint |
| CN104801886A (zh) * | 2015-04-24 | 2015-07-29 | 柳州金茂机械有限公司 | 一种焊接工艺用焊药 |
| RU2599474C1 (ru) * | 2015-05-08 | 2016-10-10 | Публичное акционерное общество "Синарский трубный завод" (ПАО "СинТЗ") | Труба повышенной коррозионной стойкости |
| WO2016193268A1 (de) * | 2015-06-03 | 2016-12-08 | Salzgitter Flachstahl Gmbh | Umformgehärtetes bauteil aus verzinktem stahl, herstellverfahren hierzu und verfahren zur herstellung eines stahlbandes geeignet zur umformhärtung von bauteilen |
| CN105463319A (zh) * | 2015-11-30 | 2016-04-06 | 丹阳市宸兴环保设备有限公司 | 一种石油输送管用钢板 |
| CN106989216A (zh) * | 2016-01-20 | 2017-07-28 | 浙江三花智能控制股份有限公司 | 管件本体、管件及管件的加工方法 |
| MY199279A (en) * | 2016-03-08 | 2023-10-24 | Nippon Steel Corp | Flux-cored wire, manufacturing method of welded joint, and welded joint |
| JP6834550B2 (ja) * | 2017-02-08 | 2021-02-24 | 日本製鉄株式会社 | タンク用鋼材及びその製造方法 |
| WO2018147389A1 (ja) * | 2017-02-13 | 2018-08-16 | 日新製鋼株式会社 | 電縫金属管の製造方法及びその電縫金属管 |
| CN111655872B (zh) | 2018-01-30 | 2022-05-17 | 杰富意钢铁株式会社 | 管线管用钢材及其制造方法以及管线管的制造方法 |
| CN110446582B (zh) | 2018-03-27 | 2020-07-28 | 日本制铁株式会社 | 埋弧焊用Ni基合金丝以及焊接接头的制造方法 |
| JP6447793B1 (ja) * | 2018-03-27 | 2019-01-09 | 新日鐵住金株式会社 | 被覆アーク溶接棒用のNi基合金心線、被覆アーク溶接棒、及び被覆アーク溶接棒の製造方法 |
| CN112553524A (zh) * | 2019-09-26 | 2021-03-26 | 上海梅山钢铁股份有限公司 | 管线用屈服强度360MPa级热轧钢板及其制造方法 |
| CN110842484A (zh) * | 2019-11-28 | 2020-02-28 | 河北恒通管件集团有限公司 | 一种利用x60钢板制热压低温三通的工艺 |
| EP4098764A4 (en) * | 2020-01-29 | 2022-12-21 | JFE Steel Corporation | WELDED STEEL PIPE AND METHOD OF MAKING THE SAME |
| CN115210396A (zh) * | 2020-03-04 | 2022-10-18 | 日本制铁株式会社 | 钢管和钢板 |
| KR102830472B1 (ko) * | 2020-03-18 | 2025-07-04 | 제이에프이 스틸 가부시키가이샤 | 전봉 강관, 그 제조 방법 및 자동차용 구조 부재 |
| CN111910126B (zh) * | 2020-08-06 | 2022-02-01 | 东北大学 | 一种厚规格高韧性x80管线钢及其生产方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2136776C1 (ru) * | 1995-02-03 | 1999-09-10 | Ниппон Стил Корпорейшн | Высокопрочная сталь для магистральных трубопроводов, имеющая низкий коэффициент текучести и повышенную низкотемпературную вязкость |
| RU2135622C1 (ru) * | 1996-12-16 | 1999-08-27 | Ниппон Стил Корпорейшн | Сталь, имеющая высокую ударную вязкость в зоне термического воздействия при сварке |
| JP3770106B2 (ja) * | 2001-06-20 | 2006-04-26 | 住友金属工業株式会社 | 高強度鋼とその製造方法 |
| JP4299769B2 (ja) * | 2004-04-28 | 2009-07-22 | 新日本製鐵株式会社 | 入熱20〜100kJ/mmの大入熱溶接用高HAZ靭性鋼材 |
| EP2093302B1 (en) * | 2006-11-30 | 2017-01-25 | Nippon Steel & Sumitomo Metal Corporation | Weld steel pipe with excellent low-temperature toughness for high-strength line pipe and process for producing the same |
| JP5251092B2 (ja) | 2006-11-30 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 |
| JP5292784B2 (ja) | 2006-11-30 | 2013-09-18 | 新日鐵住金株式会社 | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 |
| JP5181639B2 (ja) | 2006-12-04 | 2013-04-10 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP5251089B2 (ja) * | 2006-12-04 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP5369639B2 (ja) * | 2008-11-25 | 2013-12-18 | Jfeスチール株式会社 | 溶接熱影響部靭性と耐hic特性に優れた高強度鋼材およびその製造方法 |
| JP5439889B2 (ja) * | 2009-03-25 | 2014-03-12 | Jfeスチール株式会社 | 厚肉高靭性鋼管素材用厚鋼板およびその製造方法 |
| RU2393238C1 (ru) * | 2009-09-11 | 2010-06-27 | Открытое акционерное общество "Северсталь" (ОАО "Северсталь") | Способ производства толстолистового низколегированного штрипса |
-
2011
- 2011-09-13 WO PCT/JP2011/070846 patent/WO2012036148A1/ja not_active Ceased
- 2011-09-13 KR KR1020127011481A patent/KR101410588B1/ko not_active Expired - Fee Related
- 2011-09-13 US US13/509,495 patent/US8871039B2/en not_active Expired - Fee Related
- 2011-09-13 BR BR112012016055-9A patent/BR112012016055B1/pt active IP Right Grant
- 2011-09-13 RU RU2013116583/02A patent/RU2534566C1/ru active
- 2011-09-13 EP EP11825150.3A patent/EP2617857B1/en active Active
- 2011-09-13 JP JP2012502342A patent/JP5048167B2/ja active Active
- 2011-09-13 CN CN201180004801.XA patent/CN102639741B/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11268175B2 (en) | 2016-12-23 | 2022-03-08 | Posco | High-strength steel having excellent fracture initiation resistance and fracture propagation arrestability at low temperature and method of manufacturing the same |
| US11453933B2 (en) | 2016-12-23 | 2022-09-27 | Posco | High-strength steel material having enhanced resistance to crack initiation and propagation at low temperature and method for manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112012016055B1 (pt) | 2019-04-24 |
| RU2534566C1 (ru) | 2014-11-27 |
| BR112012016055A2 (pt) | 2018-05-15 |
| US20130037162A1 (en) | 2013-02-14 |
| EP2617857A1 (en) | 2013-07-24 |
| EP2617857A4 (en) | 2014-06-25 |
| US8871039B2 (en) | 2014-10-28 |
| CN102639741A (zh) | 2012-08-15 |
| WO2012036148A1 (ja) | 2012-03-22 |
| EP2617857B1 (en) | 2017-01-18 |
| KR101410588B1 (ko) | 2014-06-23 |
| RU2013116583A (ru) | 2014-10-20 |
| JP5048167B2 (ja) | 2012-10-17 |
| CN102639741B (zh) | 2014-02-26 |
| JPWO2012036148A1 (ja) | 2014-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120062017A (ko) | 저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 | |
| KR101119240B1 (ko) | 저온 인성이 우수한 고강도 라인 파이프용 용접 강관 및 그 제조 방법 | |
| JP5292784B2 (ja) | 低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法 | |
| CN104024453B (zh) | 变形性能和低温韧性优异的高强度钢管、高强度钢板、以及前述钢板的制造方法 | |
| JP4837807B2 (ja) | 高強度溶接鋼管及びその製造方法 | |
| JP5217773B2 (ja) | 溶接熱影響部靭性に優れた引張強度が570MPa以上760MPa以下の低温用高強度溶接鋼管およびその製造方法 | |
| JP4484123B2 (ja) | 高強度かつ溶接熱影響部靭性に優れたクラッド鋼板用母材およびその製造方法 | |
| WO2005061749A2 (en) | Steel plates for ultra-high-strength linepipes and ultra-high-strength linepipes having excellent low-temperature toughness and manufacturing methods thereof | |
| WO2011065578A1 (ja) | 高い圧縮強度および高い靭性に優れたラインパイプ用溶接鋼管及びその製造方法 | |
| JPWO2018185851A1 (ja) | 縦シーム溶接鋼管 | |
| JP2003138340A (ja) | 溶接部靱性に優れた超高強度鋼管及びその製造方法 | |
| CN103328669B (zh) | 变形性能和低温韧性优良的高强度钢板、高强度钢管以及它们的制造方法 | |
| JPWO2018185853A1 (ja) | 縦シーム溶接鋼管 | |
| CN105102654A (zh) | 厚壁钢管用钢板、其制造方法以及厚壁高强度钢管 | |
| JP4741528B2 (ja) | 高温特性に優れた蒸気輸送配管用鋼板及び鋼管並びにそれらの製造方法 | |
| JP4119706B2 (ja) | 溶接部靱性に優れた高強度溶接鋼管およびその製造方法 | |
| JP3814112B2 (ja) | シーム溶接部の低温強靱性に優れた超高強度鋼管及びその製造方法 | |
| JP4280222B2 (ja) | パイプライン変形特性および低温靭性に優れた超高強度鋼板及び超高強度鋼管並びにそれらの製造方法 | |
| JP4523908B2 (ja) | 低温靱性に優れた引張強さ900MPa級以上の高強度ラインパイプ用鋼板およびそれを用いたラインパイプならびにそれらの製造方法 | |
| JP7469616B2 (ja) | 油井用電縫鋼管およびその製造方法 | |
| JP2000355729A (ja) | 低温靱性に優れた高強度ラインパイプ | |
| JP7469617B2 (ja) | 油井用電縫鋼管およびその製造方法 | |
| JP4380037B2 (ja) | 高強度高靭性溶接鋼管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20170522 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180530 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| FPAY | Annual fee payment |
Payment date: 20190530 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 10 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 11 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20250617 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20250617 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20250617 |