KR20120073312A - 공작 기계의 기계 변위 보정 시스템 - Google Patents
공작 기계의 기계 변위 보정 시스템 Download PDFInfo
- Publication number
- KR20120073312A KR20120073312A KR1020127011071A KR20127011071A KR20120073312A KR 20120073312 A KR20120073312 A KR 20120073312A KR 1020127011071 A KR1020127011071 A KR 1020127011071A KR 20127011071 A KR20127011071 A KR 20127011071A KR 20120073312 A KR20120073312 A KR 20120073312A
- Authority
- KR
- South Korea
- Prior art keywords
- amount
- displacement
- axis
- correction
- inclination
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/001—Arrangements compensating weight or flexion on parts of the machine
- B23Q11/0028—Arrangements compensating weight or flexion on parts of the machine by actively reacting to a change of the configuration of the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/18—Compensation of tool-deflection due to temperature or force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50046—Control of level, horizontal, inclination of workholder, slide
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
- Automatic Control Of Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract
Description
도 2는 본 발명의 실시형태예 1에 따른 수준기를 이용한 기계 변위 보정 시스템에 관한 도면으로서, 보정 장치측의 구성을 도시하는 도면,
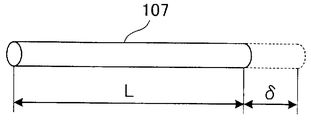
도 3은 경사에 의한 기계 변위량의 계산예를 도시하는 도면,
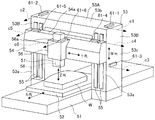
도 4는 본 발명의 실시형태예 2에 따른 수준기를 이용한 기계 변위 보정 시스템에 관한 도면으로서, 상기 수준기의 배치를 도시하는 공작 기계(문형상 머시닝 센터)의 사시도,
도 5는 본 발명의 실시형태예 2에 따른 수준기를 이용한 기계 변위 보정 시스템에 관한 도면으로서, 보정 장치측의 구성을 도시하는 도면,
도 6은 온도 변화에 의한 열 변위량의 계산 예를 도시하는 도면,
도 7은 완전 폐쇄 루프의 서보 제어 장치(피드백 제어계)의 구성을 도시하는 블록도,
도 8은 반폐쇄 제어 장치(피드백 제어계)의 구성을 도시하는 블록도,
도 9는 종래의 온도 센서를 이용한 열 변위 보정 시스템의 구성예를 도시하는 도면,
도 10은 종래의 온도 센서를 이용한 열 변위 보정 시스템의 다른 구성예를 도시하는 도면.


53 : 칼럼 53A : 수평부
53B : 각부 53a 전면
53b : 상면 53c : 측면
54 : 크로스 레일 54a : 상면
55 : 가이드 레일 56 : 새들
56a : 상면 57 : 램
58 : 주축 61-1 내지 61-6 : 수준기
71, 72, 73 : 이송 기구 74 : 서보 모터
75 : 감속 기어 76 : 볼 스크류
76a : 나사부 76b : 너트부
77 : 위치 검출기 78 : 펄스 코더
81, 82, 83 : 서보 제어 장치 84 : 편차 연산부
85 : 곱셈부 86 : 편차 연산부
87 : 비례 연산부 88 : 적분 연산부
89 : 가산부 90 : 전류 제어부
91 : 미분 연산부 92 : 보정 장치
93 : 경사량 데이터 입력부 94 : 기계 변위량 산출부
95 : 보정량 산출부 101-1 내지 101-8 : 온도 센서
103 : 온도 데이터 입력부, 104 : 열 변위량 산출부
105 : 보정량 산출부 106 : 보정량 가산부
c1 내지 c6 : 경사량 데이터(경사 각도 검출 신호)
e1 내지 e8 : 온도 데이터(온도 검출 신호)
W : 워크
Claims (2)
- 공작 기계의 기계 변위를 보정하는 기계 변위 보정 시스템에 있어서,
상기 공작 기계의 구조물에 설치되고, 상기 구조물의 경사 각도를 검출하여 경사량 데이터를 출력하는 경사 각도 검출기와,
상기 경사 각도 검출기로부터 상기 경사량 데이터를 입력하는 경사량 데이터 입력부와, 상기 경사량 데이터 입력부에서 입력한 상기 경사량 데이터에 근거하여 상기 구조물의 기계 변위량을 산출하는 기계 변위량 산출부와, 상기 기계 변위량 산출부에서 산출한 상기 구조물의 기계 변위량에 근거하여 상기 공작 기계의 이동축의 보정량을 산출하는 보정량 산출부를 갖는 보정 장치를 구비한 것을 특징으로 하는
공작 기계의 기계 변위 보정 시스템. - 공작 기계의 기계 변위를 보정하는 기계 변위 보정 시스템에 있어서,
상기 공작 기계의 구조물에 설치되고, 상기 구조물의 경사 각도를 검출하여 경사량 데이터를 출력하는 경사 각도 검출기와,
상기 공작 기계의 구조물 또는 워크에 설치되고, 상기 구조물 또는 상기 워크의 온도를 검출하여 온도 데이터를 출력하는 온도 센서와,
상기 경사 각도 검출기로부터 상기 경사량 데이터를 입력하는 경사량 데이터 입력부와, 상기 경사량 데이터 입력부에서 입력한 상기 경사량 데이터에 근거하여 상기 구조물의 기계 변위량을 산출하는 기계 변위량 산출부와, 상기 기계 변위량 산출부에서 산출한 상기 구조물의 기계 변위량에 근거하여 상기 공작 기계의 이동축의 제 1 보정량을 산출하는 제 1 보정량 산출부와, 상기 온도 센서로부터 상기 온도 데이터를 입력하는 온도 데이터 입력부와, 상기 온도 데이터 입력부에서 입력한 상기 온도 데이터에 근거하여 상기 구조물 또는 상기 워크의 열 변위량을 산출하는 열 변위량 산출부와, 상기 열 변위량 산출부에서 산출한 상기 구조물 또는 상기 워크의 열 변위량에 근거하여 상기 이동축의 제 2 보정량을 산출하는 제 2 보정량 산출부와, 상기 제 1 보정량 산출부에서 산출한 상기 제 1 보정량과 상기 제 2 보정량 산출부에서 산출한 상기 제 2 보정량을 가산하는 보정량 가산부를 갖는 보정 장치를 구비한 것을 특징으로 하는
공작 기계의 기계 변위 보정 시스템.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010002631A JP2011140098A (ja) | 2010-01-08 | 2010-01-08 | 工作機械の機械変位補正システム |
| JPJP-P-2010-002631 | 2010-01-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120073312A true KR20120073312A (ko) | 2012-07-04 |
Family
ID=44305338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127011071A Ceased KR20120073312A (ko) | 2010-01-08 | 2010-09-15 | 공작 기계의 기계 변위 보정 시스템 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20120271439A1 (ko) |
| JP (1) | JP2011140098A (ko) |
| KR (1) | KR20120073312A (ko) |
| CN (1) | CN102596496A (ko) |
| TW (1) | TW201124230A (ko) |
| WO (1) | WO2011083596A1 (ko) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBS20120010A1 (it) * | 2012-01-26 | 2013-07-27 | Innse Berardi S P A Societa Unipe Rsonale | Sistema di posizionamento su una tavola portapezzo di una macchina utensile e metodo di posizionamento del pezzo sulla tavola |
| JP5252102B1 (ja) * | 2012-04-03 | 2013-07-31 | 株式会社安川電機 | モータ制御装置、モータ制御システム、及び切削加工装置 |
| JP2016078177A (ja) * | 2014-10-17 | 2016-05-16 | 三菱重工業株式会社 | 工作機械 |
| CN104698974B (zh) * | 2015-02-11 | 2017-12-15 | 北京配天技术有限公司 | 一种数控机床及其调试方法 |
| JP6782161B2 (ja) * | 2015-03-17 | 2020-11-11 | 芝浦機械株式会社 | 工作機械 |
| JP6331225B2 (ja) * | 2015-08-19 | 2018-05-30 | 株式会社安川電機 | モータ制御装置、位置制御システム、及びモータ制御方法 |
| JP6724622B2 (ja) * | 2015-10-08 | 2020-07-15 | 東京エレクトロン株式会社 | 水平設置装置及び被設置物の水平設置方法 |
| JP2017087357A (ja) * | 2015-11-11 | 2017-05-25 | ファナック株式会社 | 設置対象物の自動位置調整システム |
| EP3437794A4 (en) * | 2016-03-28 | 2020-03-25 | Doosan Machine Tools Co., Ltd. | Apparatus and method for automatically converting thermal displacement compensation parameters of machine tool |
| JP6955655B2 (ja) * | 2016-11-14 | 2021-10-27 | 株式会社ニイガタマシンテクノ | 工作機械の温度調整装置 |
| JP6855218B2 (ja) * | 2016-11-15 | 2021-04-07 | 三菱重工工作機械株式会社 | 工作機械及び工作機械の運転方法 |
| US20190011327A1 (en) * | 2017-07-07 | 2019-01-10 | Fives Machining Systems, Inc. | Cnc machine geometry error and accuracy monitoring and evaluation |
| JP6856469B2 (ja) * | 2017-07-19 | 2021-04-07 | ファナック株式会社 | サーボモータ制御装置 |
| CN108214303B (zh) * | 2018-03-22 | 2020-02-21 | 宁波弘讯科技股份有限公司 | 一种丝杠输出误差校正方法和磨床 |
| JP6737840B2 (ja) * | 2018-06-19 | 2020-08-12 | ファナック株式会社 | 調整要否判断装置 |
| IT201800007230A1 (it) * | 2018-07-16 | 2020-01-16 | Macchina utensile a controllo numerico | |
| CN109290843B (zh) * | 2018-11-16 | 2021-02-05 | 西安科技大学 | 精密数控机床倾斜进给系统换向误差峰值预测方法 |
| CN109739182B (zh) * | 2019-01-31 | 2020-06-16 | 大连理工大学 | 一种对冷却系统扰动不敏感的主轴热误差补偿方法 |
| DE102020205031A1 (de) * | 2020-04-21 | 2021-10-21 | Deckel Maho Seebach Gmbh | Werkzeugmaschinensteuerung und Verfahren zur kennfeldbasierten Fehlerkompensation an einer Werkzeugmaschine |
| JP7709935B2 (ja) * | 2022-03-16 | 2025-07-17 | オークマ株式会社 | 工作機械の変位補正装置及び変位補正方法 |
| TWI865398B (zh) * | 2024-05-10 | 2024-12-01 | 國立勤益科技大學 | 加工機台水平穩定性監測系統 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE60136773D1 (de) * | 2000-06-16 | 2009-01-15 | Ntn Toyo Bearing Co Ltd | Überwachungs-, Diagnose- und Verkaufssystem für Maschinenkomponenten |
| EP1308239A3 (de) * | 2001-10-31 | 2005-08-10 | GROB-Werke Burkhart Grob e.K. | Werkzeugmaschine und Verfahren zur Justage der Spindelposition dieser Werkzeugmaschine |
| JP4299761B2 (ja) * | 2004-10-22 | 2009-07-22 | ヤマザキマザック株式会社 | 工作機械の熱変位補正方法及び熱変位補正装置 |
| JP2006239854A (ja) * | 2005-02-04 | 2006-09-14 | Nagase Integrex Co Ltd | 工作機械 |
| JP4760091B2 (ja) * | 2005-03-30 | 2011-08-31 | ブラザー工業株式会社 | 工作機械及び工作機械の変位補正方法 |
| JP4469325B2 (ja) * | 2005-11-04 | 2010-05-26 | 株式会社森精機製作所 | 熱変位補正装置 |
| JP4972925B2 (ja) * | 2005-12-19 | 2012-07-11 | ブラザー工業株式会社 | 工作機械の温度測定位置決定方法及び工作機械の温度測定位置決定プログラム |
| ATE437725T1 (de) * | 2006-03-02 | 2009-08-15 | Mikron Agie Charmilles Ag | Verfahren und vorrichtung zur versetzungskorrektur für eine werkzeugmaschine |
| JP2008155339A (ja) * | 2006-12-26 | 2008-07-10 | Mitsubishi Heavy Ind Ltd | 主軸倒れ検出装置及びこれを備えた工作機械 |
| JP4891104B2 (ja) * | 2007-01-29 | 2012-03-07 | オークマ株式会社 | 工作機械の熱変位推定方法 |
| JP5399624B2 (ja) * | 2007-10-22 | 2014-01-29 | オークマ株式会社 | 数値制御方法及び数値制御装置 |
| JP5001870B2 (ja) * | 2008-02-07 | 2012-08-15 | 三菱重工業株式会社 | 工作機械 |
-
2010
- 2010-01-08 JP JP2010002631A patent/JP2011140098A/ja active Pending
- 2010-09-15 WO PCT/JP2010/065911 patent/WO2011083596A1/ja not_active Ceased
- 2010-09-15 CN CN2010800495964A patent/CN102596496A/zh active Pending
- 2010-09-15 KR KR1020127011071A patent/KR20120073312A/ko not_active Ceased
- 2010-09-15 US US13/504,914 patent/US20120271439A1/en not_active Abandoned
- 2010-09-27 TW TW099132669A patent/TW201124230A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US20120271439A1 (en) | 2012-10-25 |
| WO2011083596A1 (ja) | 2011-07-14 |
| JP2011140098A (ja) | 2011-07-21 |
| TW201124230A (en) | 2011-07-16 |
| CN102596496A (zh) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120073312A (ko) | 공작 기계의 기계 변위 보정 시스템 | |
| US20130223946A1 (en) | System for correcting thermal displacement of machine tool | |
| JP5512954B2 (ja) | 数値制御機械の位置制御装置 | |
| TWI435517B (zh) | Load inertia estimation method and control parameter adjustment method | |
| CN103180790B (zh) | 数值控制方法 | |
| JP5418272B2 (ja) | 工作機械の熱変位補正方法および熱変位補正装置 | |
| US10247301B2 (en) | Servo control system with position compensation function for driven member | |
| US10274927B2 (en) | Method of machining workpiece using machine tool, and machine tool | |
| TW200938329A (en) | Machine tool | |
| KR20090086609A (ko) | 주축 틸팅 검출 장치 및 이것을 구비한 공작 기계 | |
| KR20140128444A (ko) | 레이저 가공 장치 | |
| JP4559277B2 (ja) | Nc工作機械の熱変位補正方法 | |
| CN104076740B (zh) | 数控装置 | |
| JP4082598B2 (ja) | 数値制御工作機械の熱変位補正方法及び装置 | |
| JP2016048499A (ja) | 工作機械の変位補正システム | |
| JP5972553B2 (ja) | 位置決め制御装置、これを備えた工作機械 | |
| JP4598617B2 (ja) | 数値制御機械の位置制御装置 | |
| TW201832456A (zh) | 工件搬送控制系統、及運動導引裝置 | |
| JPWO2016147979A1 (ja) | 工作機械 | |
| JP4842903B2 (ja) | 数値制御装置及び数値制御方法 | |
| JP7193361B2 (ja) | 位置制御装置 | |
| JP2006011752A (ja) | パラレルメカニズム型工作機械の切削抵抗推定方法 | |
| Kronthaler et al. | Model based control of a high precision dual gantry platform with elastic cross coupling |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20120427 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20130726 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20131202 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20130726 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |