KR20130000217A - 2중 모터케이스 제조장치 - Google Patents
2중 모터케이스 제조장치 Download PDFInfo
- Publication number
- KR20130000217A KR20130000217A KR1020110060792A KR20110060792A KR20130000217A KR 20130000217 A KR20130000217 A KR 20130000217A KR 1020110060792 A KR1020110060792 A KR 1020110060792A KR 20110060792 A KR20110060792 A KR 20110060792A KR 20130000217 A KR20130000217 A KR 20130000217A
- Authority
- KR
- South Korea
- Prior art keywords
- metal plate
- transfer
- motor case
- manufacturing apparatus
- flat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/14—Casings; Enclosures; Supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/10—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes
- B21D5/12—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes making use of forming-rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D35/00—Tools for shearing machines or shearing devices; Holders or chucks for shearing tools
- B23D35/001—Tools for shearing machines or shearing devices; Holders or chucks for shearing tools cutting members
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
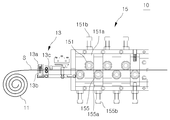
이에, 본 발명은 2중 모터 케이스를 형성하는 각 공정이 하나의 제조장치에서 자동으로 이루어지므로 제조과정이 간단하고 생산성을 증대시키므로 짧은 시간에 대량생산을 가능하게 하고, 모터 케이스를 형성하는 금속판재를 인입시키되, 권취로 인해 굴곡이 있는 금속판재가 평평함을 유지하면서 공급되도록 평탄부가 구비됨에 따라, 자동으로 금속판재를 공급하면서도 가공오차를 최소화할 수 있으므로 생산수율을 증대시킬 수 있는 효과가 있다.
Description
도 2는 본 발명에 따른 2중 모터케이스 제조장치의 평탄부를 도시한 도면.
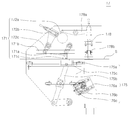
도 3a,3b는 본 발명에 따른 2중 모터케이스 제조장치의 이송부를 도시한 도면.
도 4는 본 발명에 따른 2중 모터케이스 제조장치의 가공유닛을 도시한 도면.
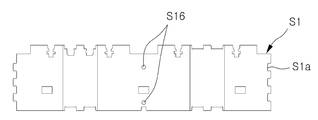
도 5a,5b는 본 발명에 따른 2중 모터케이스 제조장치의 가공유닛을 통해 가공되는 금속판재들을 도시한 도면.
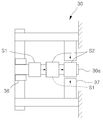
도 6은 본 발명에 따른 2중 모터케이스 제조장치의 포밍유닛을 도시한 도면.
도 7a,7b은 본 발명에 따른 2중 모터 케이스 제조장치의 포밍유닛을 측면과 정면에서 개략적으로 도시한 도면.
도 88a,8b,8c,8d는 본 발명에 따른 2중 모터 케이스 제조장치의 포밍유닛에서 금속판재가 벤딩되는 과정을 순차적으로 도시한 도면.
도 9는 본 발명에 따른 2중 모터 케이스 제조장치의 압입기의 가압방향을 도시한 개략적으로 도시한 도면.
도 10은 본 발명에 따른 2중 모터 케이스 제조장치로 제조된 2중 모터 케이스를 도시한 사시도.
M2 : 외부 모터하우징 S1 : 내부 금속판재
S2 : 외부 금속판재 S : 금속판재
S1a,S1b : 요철부 S1b : 중심맞춤홀
S2b : 중심맞춤돌기 10 : 금속판재 공급유닛
11 : 금속판재 공급부 13 : 인입부
15 : 평탄부 17 : 이송부
20 : 가공유닛 21 : 가공안착대
23 : 가공기 30 : 포밍유닛
30a : 센터바 31,32,33,34 : 제1,2,3,4 벤딩유압기
35 : 유압구동기 37 : 유압기
Claims (9)
- 금속판재 공급부로부터 금속판재를 인입시키되, 금속판재를 평평하게 하는 평판부와 이송부가 포함된 금속판재 공급유닛;
상기 금속판재 공급유닛으로부터 공급된 금속판재를 절단하고 정해진 형상으로 가공하는 가공유닛;을 포함하며,
상기 금속판재 공금유닛과 가공유닛은 일측과 타측에 각각 설치되고, 상기 금속판재 공급유닛에 의해 인입되어 상기 가공유닛에서 각각 가공된 두 개의 금속판재를 각각 벤딩하여 조립하는 포밍유닛;이 포함된 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 1항에 있어서,
상기 평판부는 상기 금속판재 공급부에 권취된 상기 금속판재의 상면과 하면에 각각 접하도록 배치된 다수의 상부 평탄롤러와 하부 평탄롤러로 이루어진 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 2항에 있어서,
상부 평탄롤러와 하부 평탄롤러는 지그재그로 배치된 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 1항에 있어서,
상기 이송부는 상기 금속판재의 상면과 하면과 각각 접하면서 상기 금속판재를 가압하는 상부 가압이송부와 하부 가압이송부로 이루어진 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 4항에 있어서,
상기 하부 가압이송부는 상기 금속판재의 하면이 안착되는 하부 안착부재;
상기 하부 안착부재에 고정되어 상기 하부 안착부재를 상기 평탄부 측에서 상기 가공유닛 측으로 이송하는 하부 이송부재;
일측에 설치된 하부 캠부재를 따라 회전하도록 구동되는 하부 이송구동부;
상기 하부 이송부재와 상기 하부 이송구동부를 연결하면서 상기 하부 이송구동부의 구동에 의해 일측 또는 하측으로 이동되는 하부 구동전달부재;를 포함하고,
상기 상부 가압이송부는 상기 하부 안착부재에 안착된 상기 금속판재의 상면을 가압하며 상기 하부 안착부재를 따라 이동하는 상부 이송부재;
상기 상부 이송부재의 상면을 가압하는 상부 가압부재;
일측에 설치된 상부 캠부재를 회전시키도록 구동되는 상부 이송구동부; 및
일측이 상기 상부 캠부재를 따라 구동되며, 상기 상부 가압부재와 링크부재로 연결된 하부 구동전달부재;가 포함된 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 5항에 있어서,
상기 상부 이송구동부에 의해 회전하는 상기 상부 캠부재에는 상기 금속판재가 상기 가공유닛 측으로 인입되는 것을 안내하도록 상기 금속판재가 이송될 때에는 승강되었다가 상기 금속판재가 상기 가공유닛 측으로 이송되면 하강하는 이송안내 승하강부재가 접하도록 더 설치된 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 1항에 있어서,
상기 포밍유닛은 중심부에 양측 가공유닛에서 가공되어 일측과 타측에서 각각 인입된 상기 금속판재가 외감되되, 모터 케이스의 내부를 이루는 내부금속판재와 외부를 이루는 외부 금속판재가 외감되게 설치된 센터 바;
상기 센터 바에 외감되는 상기 금속판재들을 순차적으로 벤딩시키도록 방사형으로 배치된 다수의 벤딩 유압기;
상기 센터바에서 벤딩된 상기 내부 금속판재와 상기 외부 금속판재를 압입시키는 압입기;가 포함된 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 7항에 있어서,
상기 센터바에는 내측에 상기 내부금속판재가 벤딩되면 상기 외부금속판재 측으로 이송시키고, 상기 외부금속판재가 벤딩되면 상기 압입기 측으로 이송시키는 이송지그가 더 설치된 것을 특징으로 하는 2중 모터케이스 제조장치.
- 제 7항에 있어서,
상기 압입기는 상기 내부 금속판재가 상기 외부 금속판재의 내부로 인입되면, 상기 외부 금속판재의 외면을 동시에 가압하도록 방사형으로 배치된 다수의 콜릿척으로 이루어진 것을 특징으로 하는 2중 모터케이스 제조장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110060792A KR20130000217A (ko) | 2011-06-22 | 2011-06-22 | 2중 모터케이스 제조장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110060792A KR20130000217A (ko) | 2011-06-22 | 2011-06-22 | 2중 모터케이스 제조장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130000217A true KR20130000217A (ko) | 2013-01-02 |
Family
ID=47833850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020110060792A Ceased KR20130000217A (ko) | 2011-06-22 | 2011-06-22 | 2중 모터케이스 제조장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20130000217A (ko) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101494128B1 (ko) * | 2014-01-20 | 2015-02-16 | 주식회사비.엠.씨 | 양방향으로부터 모재가 공급되는 오버래핑 모터 하우징의 제조 장치 및 제조 방법 |
| KR101494129B1 (ko) * | 2014-01-20 | 2015-02-16 | 주식회사비.엠.씨 | 일방향으로부터 모재가 공급되는 오버래핑 모터 하우징의 제조 장치 및 제조 방법 |
| CN113454892A (zh) * | 2019-02-20 | 2021-09-28 | 米巴电动汽车有限公司 | 用于提供由电导线制成的成形杆的方法以及相应的成形杆 |
| CN115255332A (zh) * | 2022-08-26 | 2022-11-01 | 江苏锐美汽车零部件有限公司 | 一种低压铸造双电机一体式机壳模具结构 |
| KR102489631B1 (ko) * | 2022-06-02 | 2023-01-18 | 동양전자공업(주) | 모터코어의 코일 자동절곡 장치 |
-
2011
- 2011-06-22 KR KR1020110060792A patent/KR20130000217A/ko not_active Ceased
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101494128B1 (ko) * | 2014-01-20 | 2015-02-16 | 주식회사비.엠.씨 | 양방향으로부터 모재가 공급되는 오버래핑 모터 하우징의 제조 장치 및 제조 방법 |
| KR101494129B1 (ko) * | 2014-01-20 | 2015-02-16 | 주식회사비.엠.씨 | 일방향으로부터 모재가 공급되는 오버래핑 모터 하우징의 제조 장치 및 제조 방법 |
| WO2015108275A1 (ko) * | 2014-01-20 | 2015-07-23 | 주식회사 비.엠.씨 | 일방향으로부터 모재가 공급되는 오버래핑 모터 하우징의 제조 장치 및 제조 방법 |
| WO2015108274A1 (ko) * | 2014-01-20 | 2015-07-23 | 주식회사 비.엠.씨 | 양방향으로부터 모재가 공급되는 오버래핑 모터 하우징의 제조 장치 및 제조 방법 |
| CN105830318A (zh) * | 2014-01-20 | 2016-08-03 | Bmc股份有限公司 | 单向供给母材的重叠型电机壳的制造装置及其制造方法 |
| CN113454892A (zh) * | 2019-02-20 | 2021-09-28 | 米巴电动汽车有限公司 | 用于提供由电导线制成的成形杆的方法以及相应的成形杆 |
| KR102489631B1 (ko) * | 2022-06-02 | 2023-01-18 | 동양전자공업(주) | 모터코어의 코일 자동절곡 장치 |
| CN115255332A (zh) * | 2022-08-26 | 2022-11-01 | 江苏锐美汽车零部件有限公司 | 一种低压铸造双电机一体式机壳模具结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130000217A (ko) | 2중 모터케이스 제조장치 | |
| KR200447707Y1 (ko) | 컨베이어장치 | |
| KR20180023757A (ko) | 회전자 코어와 고정자 코어의 동시 타발이 가능한 가열 접착식 회전 적층 코어 제조 방법 | |
| WO2009096257A1 (ja) | プレス装置 | |
| KR100715422B1 (ko) | 다공정 프레스 시스템 | |
| CN108262358B (zh) | 双排辊轧成型装置及其方法 | |
| US20200406491A1 (en) | Advance-shaft transition apparatus and hot foil stamping and die-cutting equipment | |
| KR101099961B1 (ko) | 2중 모터케이스 및 그 제조방법 및 장치 | |
| KR20180023470A (ko) | 회전자 코어와 고정자 코어의 동시 타발이 가능한 가열 접착식 회전 적층 코어 제조 장치 | |
| CN113976726A (zh) | 一种钢卷抱箍加工设备 | |
| JP7241630B2 (ja) | 張力付与装置、金属製品の製造装置及び金属製品の製造方法 | |
| KR102586770B1 (ko) | 필름 커팅장치 | |
| KR102907048B1 (ko) | U밴드용 조립단부 밴딩유닛 | |
| KR20150094175A (ko) | 원단롤 측정 제어장치 | |
| TWM574083U (zh) | 展示架非對稱折彎鈑金層板連續輥軋衝壓複合機 | |
| CN216324521U (zh) | 一种钢卷抱箍加工设备 | |
| CN109604491B (zh) | 一种基于成型机的料片成型方法 | |
| CN114426219A (zh) | 门板自动覆膜机 | |
| KR100990895B1 (ko) | 판지 회전장치 | |
| JP4474396B2 (ja) | ゴムシート接合方法および接合装置 | |
| CN217858251U (zh) | 一种自动冲压上下料设备 | |
| CN223571845U (zh) | 一种链式辊铆设备及应用其的晾衣杆生产系统 | |
| CN112808869B (zh) | 用于制作装配式支吊架u型钢免焊双拼结构的设备及方法 | |
| KR102734480B1 (ko) | 스테인레스 스틸 판 절단 및 적재 자동화 장치 | |
| CN214325482U (zh) | 一种自动覆膜机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20110622 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20121127 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20130219 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20121127 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |