KR20130004105A - 워크 공급 장치 및 워크 공급 방법 - Google Patents
워크 공급 장치 및 워크 공급 방법 Download PDFInfo
- Publication number
- KR20130004105A KR20130004105A KR1020120068134A KR20120068134A KR20130004105A KR 20130004105 A KR20130004105 A KR 20130004105A KR 1020120068134 A KR1020120068134 A KR 1020120068134A KR 20120068134 A KR20120068134 A KR 20120068134A KR 20130004105 A KR20130004105 A KR 20130004105A
- Authority
- KR
- South Korea
- Prior art keywords
- carrier
- work
- workpiece
- case
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G17/00—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface
- B65G17/30—Details; Auxiliary devices
- B65G17/32—Individual load-carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/06—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G17/00—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface
- B65G17/06—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface having a load-carrying surface formed by a series of interconnected, e.g. longitudinal, links, plates, or platforms
- B65G17/08—Conveyors having an endless traction element, e.g. a chain, transmitting movement to a continuous or substantially-continuous load-carrying surface or to a series of individual load-carriers; Endless-chain conveyors in which the chains form the load-carrying surface having a load-carrying surface formed by a series of interconnected, e.g. longitudinal, links, plates, or platforms the surface being formed by the traction element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Specific Conveyance Elements (AREA)
Abstract
워크 공급 장치는, 복수의 캐리어, 캐리어 케이스, 한 쌍의 제1 톱니바퀴, 가이드부, 및 한 쌍의 제2 톱니바퀴를 구비한다. 상기 복수의 캐리어 각각은 베이스와 상기 베이스의 표면에서 돌출되는 복수의 유지부를 포함한다. 상기 복수의 유지부는 1차원 형상으로 나란하며 동시에 각각 워크를 유지한다. 상기 캐리어 케이스는 복수의 캐리어를 수용한다. 상기 한 쌍의 제1 톱니바퀴는 상기 캐리어 케이스에 수용된 상기 복수의 캐리어의 각각을 워크 취출 위치를 향하여 인출방향을 따라 인출한다. 상기 가이드부는 한 쌍의 제1 톱니바퀴에 의해 인출되는 캐리어를 이면이 내측이 되도록 만곡시키면서 인출방향과 다른 방향으로 안내한다. 상기 한 쌍의 제2 톱니바퀴는 가이드부에 의해 안내되는 캐리어를 회수한다.
Description
본 발명은, 워크 공급 장치 및 워크 공급 방법에 관한 것이다.
종래, 예를 들면 일본특허공개공보 제2010-143685호에 나타내는 바와 같이, 복수의 캐리어, 및 상기 복수의 캐리어를 수용하는 캐리어 케이스를 구비한 워크 공급 장치가 알려져 있다. 상기 각 캐리어는 복수의 워크를 일차원 형상으로 배열되도록 유지한다. 상기 각 캐리어는, 자신이 유지하는 복수의 워크의 배치 간격으로 인출장치에 의해 상기 캐리어 케이스에서 인출된다. 상기 캐리어에 유지된 복수의 워크는, 소정의 취출 위치에서 순차적으로 취출되어 작업대 위의 가공 위치에 배치된다. 워크가 취출된 캐리어는, 롤러 형상의 내측 가이드로 안내되어, 하방으로 이동하면서 그 반송 방향이 180°만큼 반전되어, 회수 케이스에 수용된다. 이러한 워크 공급 장치에서는, 워크를 취출 위치에서만 취출한다는 것이 가능해지기 때문에, 설비를 비교적 컴팩트하게 하는 것이 가능하다.
그러나 일본특허공개공보 제2010-143685호의 캐리어 표면에는, 복수의 포켓이 일렬로 나란히 형성되어 있다. 상기 각 포켓은 워크의 외형형상에 대응하는 형상을 가지면서 동시에 캐리어의 표면에서 오목하게 꺼져있다. 그리고 상기 포켓들에 각각의 워크는 수용되어 유지된다. 이 구성에 의하면, 확실히 워크를 적절하게 유지할 수 있다. 그러나 캐리어의 이면에는, 포켓에 상당하는 부분이 각각 돌출부로서 형성된다. 이 때문에, 캐리어의 반전시에, 상기 포켓들이 서로 간섭하거나, 상기 내측 가이드에 간섭하거나함으로써, 캐리어의 원활한 반송이 저해되는 우려가 있었다.
또한, 이러한 워크 공급 장치로는, 인출장치가 캐리어를 인출 가능한 위치(인출 위치)에 워크가 든 캐리어 케이스를 설치할 필요가 있다. 그 때문에, 작업대의 근방에 트레이 체인저를 마련한 구성을 생각할 수 있다. 트레이 체인저에는 워크가 든 캐리어 케이스가 복수로 실린다. 트레이 체인저는 캐리어 케이스 1개를 인출 위치로 이동시킨다. 그 후, 캐리어 케이스로부터 워크의 취출이 끝나면, 트레이 체인저는 워크가 빈 캐리어 케이스를 인출 위치에서 이동시키면서 동시에, 다음 워크가 든 캐리어 케이스를 인출 위치로 이동시킨다.
그렇지만, 복수의 공정마다 작업대가 있을 경우, 그 작업대마다 대형 트레이 체인저를 마련하지 않으면 안 된다. 그 때문에, 공정마다 작업대 및 트레이 체인저만큼의 설치 면적이 필요하게 되고, 설비의 설치 면적이 커져버린다.
또한, 상기 공보에 있어서, 캐리어는 수용 오목부(워크 수납용 포켓)를 가지고 있으며, 상기 수용 오목부에 워크가 수용된다. 그 때문에, 워크가 캐리어의 수용 오목부에서 탈락하는 것을 막기 위해서는, 수용 오목부를 덮도록 캐리어의 표면에 열용착으로 커버 테이프를 붙인다고 한 구성이 필요하게 된다. 그렇지만, 커버 테이프를 열용착하면, 캐리어의 재이용이 곤란해져서, 이것이 비용이 많이 드는 한 요인이었다.
본 발명의 제1 목적은, 워크를 적절하게 유지하면서 캐리어를 원활하게 반송할 수 있는 워크 공급 장치 및 워크 공급 방법을 제공하는 것이다.
본 발명의 제2 목적은, 설비의 설치 면적을 작게 할 수 있는 워크 공급 장치 및 워크 공급 방법을 제공하는 것이다.
본 발명의 제3 목적은, 캐리어로부터의 워크의 탈락을 억제하면서도, 캐리어의 재이용이 용이한 워크 공급 장치 및 워크 공급 방법을 제공하는 것이다.
상기 제1 목적을 달성하기 위해서, 본 발명의 제1 형태에 따른 워크 공급 장치는, 가요성을 갖는 복수의 캐리어, 캐리어 케이스, 인출부, 가이드부, 및 회수부를 구비한다. 상기 복수의 캐리어 각각은 표면 및 이면을 갖는 베이스와 상기 베이스의 표면에서 돌출하는 복수의 워크 유지부를 포함한다. 상기 복수의 워크 유지부는 1차원 형상으로 나란하며 동시에 각각 워크를 유지한다. 상기 캐리어 케이스는 상기 복수의 캐리어를 수용한다. 상기 인출부는 상기 캐리어 케이스에 수용된 상기 복수의 캐리어 각각을 워크 취출 위치를 향하여 인출방향을 따라 인출된다. 상기 가이드부는 상기 인출부에 의해 인출되는 상기 캐리어를 상기 이면이 내측이 되도록 만곡시키면서 상기 인출방향과 다른 방향으로 안내한다. 상기 회수부는 상기 가이드부에 의해 안내되는 상기 캐리어를 회수한다.
상기 제1 목적을 달성하기 위해서, 본 발명의 제2 형태에 따른 워크 공급 방법은 이하의 단계를 구비한다. 가요성을 갖는 복수의 캐리어를 준비하는 단계. 상기 복수의 캐리어 각각은 표면 및 이면을 갖는 베이스와 상기 베이스 표면에서 돌출하는 복수의 워크 유지부를 포함한다. 상기 복수의 워크 유지부는 1차원형상으로 나란하다. 상기 복수의 워크 유지부에 워크를 각각 유지하는 단계. 상기 복수의 캐리어를 캐리어 케이스의 내부에 수용하는 단계. 상기 캐리어 케이스에서 워크 취출 위치를 향하여 인출방향을 따라 인출하는 단계. 상기 인출된 캐리어를, 상기 이면이 내측이 되도록 만곡시키면서 상기 인출방향과 다른 방향으로 방향 전환시키는 단계. 상기 방향 전환된 캐리어를 회수하는 단계.
상기 제2 목적을 달성하기 위해서, 본 발명의 제3 형태에 따른 워크 공급 장치는, 가요성을 갖는 복수의 캐리어, 복수의 캐리어 케이스, 인출부, 가이드부, 회수용 케이스, 회수부, 반송부, 및 로봇 암을 구비한다. 상기 복수의 캐리어의 각각은 표면 및 이면을 갖는 베이스와 상기 베이스의 표면에 마련되는 복수의 워크 유지부를 포함한다. 상기 복수의 워크 유지부는 1차원 형상으로 나란하며 동시에 각각 워크를 유지한다. 상기 복수의 캐리어 케이스 각각이 상기 복수의 캐리어를 수용한다. 상기 인출부는 상기 각 캐리어 케이스에 수용된 상기 복수의 캐리어 각각을 워크 취출 위치를 향하여 인출방향을 따라 인출한다. 상기 가이드부는 작업대 위에 배치되며, 상기 인출부에 의해 인출되는 상기 캐리어를 만곡시키면서 상기 인출방향과 다른 방향으로 안내한다. 상기 회수용 케이스는 상기 복수의 캐리어를 수용한다. 상기 회수부는 상기 가이드부에 의해 안내되는 상기 캐리어를 상기 회수용 케이스에 수용한다. 상기 반송부는 상기 복수의 캐리어 케이스를 적재하면서 동시에 상기 작업대 근방에 상기 복수의 캐리어 케이스를 반송한다. 상기 로봇 암은 상기 복수의 캐리어 케이스 및 상기 회수용 케이스를 이동시킨다. 상기 로봇 암은, 상기 반송부에 적재된 상기 복수의 캐리어 케이스 중 상기 워크가 수용되어 있는 상기 캐리어 케이스를 상기 가이드부와 대응하는 위치에 설치하면서 동시에, 상기 회수용 케이스를 상기 반송부로 되돌린다.
상기 제2 목적을 달성하기 위해서, 본 발명의 제4 형태에 따른 워크 공급 방법은 이하의 단계를 구비한다. 가요성을 갖는 복수의 캐리어를 준비하는 단계. 상기 복수의 캐리어의 각각은 표면 및 이면을 갖는 베이스와 상기 베이스의 표면에 구비되어지는 복수의 워크 유지부를 포함한다. 상기 복수의 워크 유지부는 1차원 형상으로 나란하다. 상기 복수의 워크 유지부에 워크를 각각 유지하는 단계. 상기 복수의 캐리어를 캐리어 케이스의 내부에 수용하는 단계. 상기 워크가 수용된 상기 복수의 캐리어 케이스를 반송부에 의해 작업대 근방으로 반송하는 단계. 상기 반송부에 적재된 상기 캐리어 케이스를 로봇 암에 의해 상기 작업대로 이동시키는 단계. 상기 작업대 위에서, 상기 복수의 캐리어 각각을 상기 캐리어 케이스로부터 워크 취출 위치를 향하여 인출방향을 따라 인출하는 단계. 인출된 상기 캐리어를 만곡시키면서 상기 인출방향과 다른 방향으로 방향 전환시키는 단계. 방향 전환된 캐리어를 회수용 케이스로 회수하는 단계. 상기 회수용 케이스를 상기 로봇 암에 의해 상기 반송부로 되돌리는 단계.
상기 제3의 목적을 달성하기 위해서, 본 발명의 제5 형태에 따른 워크 공급 장치는 가요성을 갖는 캐리어를 갖춘다. 상기 캐리어는, 복수의 워크가 수용 가능하며, 베이스 부재와 상기 베이스 부재에 포개지는 유지 부재를 갖는다. 상기 베이스 부재와 상기 유지 부재는 일체로 반송이 가능하다. 상기 베이스 부재는, 1차원 형상으로 나란한 복수의 수용 오목부를 구비한다. 상기 유지 부재는 복수의 워크 유지부를 갖는다. 상기 복수의 워크 유지부 각각은 대응하는 상기 수용 오목부의 내부에 위치하면서 동시에 대응하는 상기 워크를 유지한다.
상기 제3 목적을 달성하기 위해서, 본 발명의 제6 형에 따른 워크 공급 방법은 이하의 단계를 구비한다. 복수의 워크가 수용된 캐리어를 워크 취출 위치를 향하여 이동시키는 단계. 상기 워크 취출 위치에서 상기 복수의 워크를 순차적으로 취출하는 단계. 상기 캐리어는 베이스 부재와 유지 부재를 갖는다. 상기 베이스 부재는 1차원 형상으로 나란한 복수의 수용 오목부를 갖는다. 상기 유지 부재는 상기 복수의 수용 오목부의 내측에 각각 위치하는 복수의 워크 유지부를 갖는다. 상기 워크를 취출 위치를 향하여 이동시키는 단계는 상기 베이스 부재와 상기 유지 부재를 포갠 상태로 일체로 이동시키는 단계를 포함한다.
본 발명의 신규라고 생각되는 특징은, 특히, 첨부한 청구의 범위에 있어서 분명해진다. 목적 및 이익을 수반하는 본 발명은, 이하에 나타내는 현시점에 있어서의 바람직한 실시형태의 설명을 첨부한 도면과 함께 참조하는 것에 의해, 이해될 것이다.
도 1a는, 본 발명의 제1 실시형태에 따른 워크 공급 장치의 개략적 구성을 나타내는 사시도이다.
도 1b는, 반전 가이드의 가이드 홈의 형상을 나타내는 도 1a의 I-I선을 따라 자른 단면도이다.
도 2는, 도 1a의 II-II선을 따라 자른 단면도이다.
도 3a는, 도 2의 III-III선을 따라 자른 단면도이다.
도 3b는, 도 3a의 IV-IV선을 따라 자른 단면도이다.
도 4a는, 도 2의 캐리어의 평면도이다.
도 4b는, 도 4a의 캐리어의 정면도이다.
도 4c는, 도 4a의 캐리어의 주요부 사시도이다.
도 4d는, 워크를 인출할 때의 도 4a의 캐리어 형태를 나타내는 사시도이다.
도 5a 내지 도 5l은, 각각 워크를 인출할 때의 워크 공급 장치의 동작을 나타내는 모식도이다.
도 6a는, 본 발명의 제2 실시형태에 따른 캐리어 케이스의 사시도이다.
도 6b는, 도 6a의 캐리어 케이스의 정면도이다.
도 7a는, 제2 실시형태의 캐리어의 평면도이다.
도 7b는, 도 6a의 캐리어의 정면도이다.
도 7c는, 워크를 인출할 때의 도 6a의 캐리어의 형태를 나타내는 측면도이다.
도 8은, 워크를 유지한 상태의 도 6a의 캐리어의 주요부 정면도이다.
도 9는, 워크를 유지한 상태의 도 6a의 캐리어의 주요부 사시도이다.
도 10은, 다른 실시형태의 반전 가이드의 개략을 나타내는 모식도이다.
도 11은, 다른 실시형태에 있어서의 캐리어의 방향 전환의 각도를 나타내는 모식도이다.
도 12a 내지 도 12d는, 각각 다른 실시형태에 있어서의 유지벽의 평면도이다.
도 13a 및 도 13b는, 각각 다른 실시형태에 있어서의 유지벽의 평면도이다.
도 14는, 본 발명의 제3 실시형태에 따른 워크 공급 장치의 개략적 구성을 나타내는 사시도이다.
도 15는, 본 발명의 제4 실시형태에 따른 워크 공급 장치의 개략적 구성을 나타내는 사시도이다.
도 16은, 도 15의 워크 공급 장치 일부의 개략적 구성을 나타내는 사시도이다.
도 17은, 도 16의 XVII-XVII선을 따라 자른 단면도이다.
도 18은, 도 17의 XVIII-XVIII선을 따라 자른 단면도이다.
도 19는, 도 18의 캐리어의 사시도이다.
도 20a 및 도 20b는, 도 19의 캐리어의 분해 사시도들이다.
도 21은, 도 19의 캐리어의 단면도이다.
도 22는, 다른 실시형태에 있어서의 캐리어의 평면도이다.
도 1a는, 본 발명의 제1 실시형태에 따른 워크 공급 장치의 개략적 구성을 나타내는 사시도이다.
도 1b는, 반전 가이드의 가이드 홈의 형상을 나타내는 도 1a의 I-I선을 따라 자른 단면도이다.
도 2는, 도 1a의 II-II선을 따라 자른 단면도이다.
도 3a는, 도 2의 III-III선을 따라 자른 단면도이다.
도 3b는, 도 3a의 IV-IV선을 따라 자른 단면도이다.
도 4a는, 도 2의 캐리어의 평면도이다.
도 4b는, 도 4a의 캐리어의 정면도이다.
도 4c는, 도 4a의 캐리어의 주요부 사시도이다.
도 4d는, 워크를 인출할 때의 도 4a의 캐리어 형태를 나타내는 사시도이다.
도 5a 내지 도 5l은, 각각 워크를 인출할 때의 워크 공급 장치의 동작을 나타내는 모식도이다.
도 6a는, 본 발명의 제2 실시형태에 따른 캐리어 케이스의 사시도이다.
도 6b는, 도 6a의 캐리어 케이스의 정면도이다.
도 7a는, 제2 실시형태의 캐리어의 평면도이다.
도 7b는, 도 6a의 캐리어의 정면도이다.
도 7c는, 워크를 인출할 때의 도 6a의 캐리어의 형태를 나타내는 측면도이다.
도 8은, 워크를 유지한 상태의 도 6a의 캐리어의 주요부 정면도이다.
도 9는, 워크를 유지한 상태의 도 6a의 캐리어의 주요부 사시도이다.
도 10은, 다른 실시형태의 반전 가이드의 개략을 나타내는 모식도이다.
도 11은, 다른 실시형태에 있어서의 캐리어의 방향 전환의 각도를 나타내는 모식도이다.
도 12a 내지 도 12d는, 각각 다른 실시형태에 있어서의 유지벽의 평면도이다.
도 13a 및 도 13b는, 각각 다른 실시형태에 있어서의 유지벽의 평면도이다.
도 14는, 본 발명의 제3 실시형태에 따른 워크 공급 장치의 개략적 구성을 나타내는 사시도이다.
도 15는, 본 발명의 제4 실시형태에 따른 워크 공급 장치의 개략적 구성을 나타내는 사시도이다.
도 16은, 도 15의 워크 공급 장치 일부의 개략적 구성을 나타내는 사시도이다.
도 17은, 도 16의 XVII-XVII선을 따라 자른 단면도이다.
도 18은, 도 17의 XVIII-XVIII선을 따라 자른 단면도이다.
도 19는, 도 18의 캐리어의 사시도이다.
도 20a 및 도 20b는, 도 19의 캐리어의 분해 사시도들이다.
도 21은, 도 19의 캐리어의 단면도이다.
도 22는, 다른 실시형태에 있어서의 캐리어의 평면도이다.
<제1 실시형태>
이하, 본 발명을 구체화한 제1 실시형태를 도 1a 내지 도 5l을 참조하여 설명하고자 한다.
<워크 공급 장치의 전체구성>
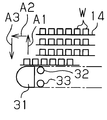
도 1a에 나타내듯이, 워크 공급 장치(11)는, 상하로 나란한 2개의 캐리어 케이스들(12, 12), 및 캐리어 케이스들(12, 12)의 측부에 구비된 반송 기구(13)를 구비한다. 2개의 캐리어 케이스들(12, 12)은, 도시하지 않은 승강 기구에 의해 독립적으로 승강된다. 상단 캐리어 케이스(12)의 내부에는, 도 4a에 나타내는 복수의 가요성을 갖는 캐리어(14)가 수용된다. 복수의 캐리어(14)는 상하 방향에 있어서 서로 이격된 상태로 적재되어 있다. 상단 캐리어 케이스(12)에 수용된 각 캐리어(14)는, 반송 기구(13)에 의해 순차적으로 인출되며, 인출된 캐리어(14)는 서서히 반전되어 하단 캐리어 케이스(12)로 순차적으로 수납된다.
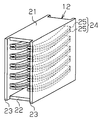
<캐리어 케이스>
캐리어 케이스(12)는, 중공(中空)의 직방체 형상으로 형성되어 있다. 도 2에도 나타내듯이, 캐리어 케이스(12)는, 상부벽(21), 하부벽(22), 및 상부벽(21) 및 하부벽(22)을 연결하는 2개의 측벽들(23, 23)을 가지고 있다. 캐리어 케이스(12)의 전후의 벽은 생략되어 있다. 캐리어 케이스(12)의 상부벽(21) 및 하부벽(22)의 전후 방향에 있어서의 길이는, 2개의 측벽들(23, 23)보다도 약간 짧게 설정되어 있다. 또한, 2개의 측벽들(23, 23)의 내면에는, 각각 복수의 지지부(24)가 구비되어 있다. 각 측벽(23)에 있어서의 복수의 지지부(24)는, 상하 방향에 있어서 일정한 간격을 두고 구비되어 있다. 2개의 측벽들(23, 23)의 지지부(24)끼리는, 좌우 방향에 있어서 서로 대향하고 있다. 한편, 좌우 방향은, 상하 방향 및 전후 방향에 직교하는 방향이다. 각 지지부(24)는, 상하 방향에 있어서 이격하는 2개의 프레임들(25, 25)을 구비한다. 각 프레임(25)은, 전후 방향으로 연장되어 있다. 각 프레임(25)의 전후 방향에 있어서의 길이는, 상부벽(21) 및 하부벽(22)과 같은 정도로 되어 있다. 좌우 방향에 있어서 서로 대향하는 2세트의 프레임들(25, 25)에 의해 띠 형상의 캐리어(14)가 지지된다. 즉, 캐리어(14)의 길이 방향을 따라 연장되는 2개의 가장자리(가장자리부)는, 한쪽 측벽(23)의 1세트의 프레임들(25, 25) 사이, 및 다른 한쪽 측벽(23)의 1세트의 프레임들(25, 25) 사이에 각각 개재된다. 캐리어(14)에 대해서는, 상세히 후술하고자 한다.
또한, 상하의 캐리어 케이스들(12, 12)은, 실제로는, 각각 독립하여 승강되는 경우에는, 서로 간섭하지 않는 정도로 이격하여 구비된다. 또한, 반전 가이드(31)의 크기 등도, 상하의 캐리어 케이스들(12, 12)의 이격 정도, 혹은 크기 등에 의해, 적절히 조절된다.
<반송 기구>
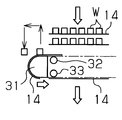
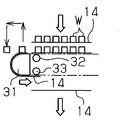
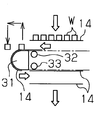
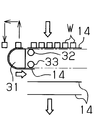
도 2에 나타내듯이, 반송 기구(13)는, 반전 가이드(31), 및 제1 및 제2 톱니바퀴 한 쌍(32, 33)을 구비한다.
<반전 가이드>
가이드부로서의 반전 가이드(31)는, 상하로 나란한 2개의 캐리어 케이스들(12, 12)의 경계부분에 대응하여 구비되어 있다. 반전 가이드(31)는, 상면(31a), 하면(3lb), 원호면(31c), 및 현면(弦面, 31d)을 갖는 반원주 형상으로 형성되어 있다. 상면(31a), 원호면(31c) 및 하면(3lb)은, 후술하는 캐리어(14)의 안내면(41)으로서 기능한다. 현면(弦面, 31d)은, 캐리어 케이스(12)를 향하고 있다. 도 1a에도 나타내듯이, 반전 가이드(31)의 안내면(41)에는, 2개의 돌출부들(突條, 42, 42)이 형성되어 있다. 돌출부들(42, 42)은, 각각 안내면(41)의 좌우의 가장자리를 따라 연장되어 있다. 또한, 도 1b에도 나타내듯이, 돌출부들(42, 42)과 안내면(41) 사이에는, 각각 가이드 홈들(43, 43)이 형성되어 있다. 2개의 가이드 홈들(43, 43)은, 좌우 방향에 있어서 서로 대향하고 있다. 가이드 홈들(43, 43)에는, 캐리어(14)의 2개의 가장자리가 각각 개재된다.
반전 가이드(31)의 상면(31a) 및 하면(3lb)은, 각각 상하의 캐리어 케이스들(12, 12)이 같은 단의 지지부(24)에 대응한다. 예를 들어, 도 2에 나타내듯이, 상면(31a)이 상단 캐리어 케이스(12) 아래에서 2단째의 지지부(24)에 대응할 때, 하면(3lb)은 하단 캐리어 케이스(12) 아래에서 2단째의 지지부(24)에 대응한다. 상면(31a)이 상단 캐리어 케이스(12)의 지지부(24)에 대응할 때, 상단 캐리어 케이스(12)로부터 인출된 캐리어(14)는 원활하게 상면(31a)으로 옮겨 탄다. 상단 캐리어 케이스(12)에서 인출된 캐리어(14)는, 2개의 가장자리가 2개의 가이드 홈들(43, 43)로 안내되면서, 안내면(41)으로 접동(摺動)하면서 상기 안내면(41)을 따라 하방으로 반전한다. 하면(3lb)이 하단의 지지부(24)에 대응할 때, 2개의 가이드 홈들(43, 43)로 안내되어 온 캐리어(14)는, 원활하게 하단 캐리어 케이스(12)의 지지부(24)로 옮겨 타서, 해당 캐리어 케이스(12)에 수납된다. 한편, 반전 가이드(31)의 크기는, 상하의 캐리어 케이스들(12, 12)의 이격 정도, 혹은 크기 등에 의해, 적절히 조절된다.
<반송 기어>
도 2에 나타내듯이, 인출부로서의 한 쌍의 제1 톱니바퀴(32) 및 이송부로서의 한 쌍의 제2 톱니바퀴(33)는, 각각 현면(弦面, 31d)에 대향하여 구비되어 있다. 한 쌍의 제1 톱니바퀴(32)는 현면(弦面, 31d)의 상부에, 한 쌍의 제2 톱니바퀴(33)는 현면(弦面, 31d)의 하부에 대향하고 있다. 제1 및 제2 톱니바퀴 한 쌍(32, 33)은, 도시하지 않은 지지 기구에 의해, 2개의 캐리어 케이스들(12, 12)의 내부에 수용되도록 지지된다. 또한, 제1 및 제2 톱니바퀴 한 쌍(32, 33)은, 상하 방향에 있어서 지지부(24)가 존재하지 않는 캐리어 케이스(12)의 앞부분에 수용되어 있다. 이 때문에, 2개의 캐리어 케이스(12)가 승강했을 경우라고 하더라도, 제1 및 제2 톱니바퀴 한 쌍(32, 33)이 각 지지부(24)에 간섭하는 일은 없다. 제1 및 제2 톱니바퀴 한 쌍(32, 33)은, 2개의 캐리어 케이스들(12, 12)에 대하여 상대적으로 승강한다.
도 3a에 나타내듯이, 한 쌍의 제1 톱니바퀴(32)는 2개의 톱니바퀴들(32a, 32b)을 가지고 있다. 2개의 톱니바퀴들(32a, 32b)은, 각각 2개의 측벽들(23, 23)에 가깝게 구비되어 있다. 또한, 도 3b에서 나타내듯이, 2개의 톱니바퀴들(32a, 32b) 각각의 원주면에는, 복수의 봉 형상(못 형상)의 톱니(51)가 원주 전체에 걸쳐 형성되어 있다. 2개의 톱니바퀴들(32a, 32b)은, 도시하지 않은 모터 등의 구동원의 구동을 통해서 각각 회전한다. 또한, 한 쌍의 제2 톱니바퀴(33)도 2개의 톱니바퀴들(33a, 33b)을 가지고 있다. 톱니바퀴들(33a, 33b)의 배치 등은 한 쌍의 제1 톱니바퀴(32)와 같으므로, 한 쌍의 제2 톱니바퀴(33)의 구성 부재에 대해서는, 한 쌍의 제1 톱니바퀴(32)의 구성 부재에 괄호쓰기로 부호를 첨부하고, 그 설명을 생략한다.
<캐리어>
도 4a 및 도 4b에 나타내듯이, 캐리어(14)는, 폴리프로필렌 등의 합성수지 재료에 의해 일체로 형성되어 있다. 캐리어(14)는, 직사각형상의 베이스(61), 및 베이스(61)의 표면에 구비된 복수의 유지부(62)를 구비한다. 유지부(62)는 워크 유지부로서 기능한다. 복수의 유지부(62)는, 일정한 간격마다 1차원 형상(직선형상)으로 배열되어 있다. 각 유지부(62)는, 도시하지 않은 조립 라인으로 공급되는 부품인 워크(W)를 유지한다. 워크(W)로서는, 예를 들면 모터 등에 사용되는 베어링이 있다.
각 유지부(62)는, 2개를 한 쌍으로 하는 유지벽들(63, 63)을 가지고 있다. 유지벽들(63, 63)은, 워크(W)의 외형형상에 대응하여 형성된다. 2개의 유지벽들(63, 63)은, 베이스(61)의 길이방향에 있어서, 서로 대향하여 구비되어 있다. 이 유지벽들(63, 63)의 서로 대향하는 내면에는, 워크(W)(여기서는, 베어링)의 외형형상에 대응하는 오목면들(64, 64)이 형성되어 있다.
베이스(61)의 양단에는, 각각 유지부(62)가 형성되지 않는 시단(始端, 65) 및 종단(終端, 66)이 형성되어 있다. 또한, 베이스(61)의 상기 가장자리에는, 다수의 구멍(孔, 67)이 형성되어 있다. 다수의 구멍(67)은, 베이스(61)의 길이 방향을 따라, 동일한 간격으로 일렬로 나란하다. 도 3b에 나타내듯이, 다수의 구멍(67)에는, 2개의 톱니바퀴들(32a, 32b), 및 2개의 톱니바퀴(33a, 33b)의 톱니(51)가 하방(캐리어(14)의 이면)부터 삽입된다. 2개의 톱니바퀴들(32a, 32b), 혹은 2개의 톱니바퀴들(33a, 33b)이 회전하는 것에 의해, 캐리어(14)는, 그 길이방향을 따라 반송된다. 게다가, 도 4b의 우측 아래로 확대하여 나타내듯이, 베이스(61)의 표면에 있어서, 유지부(62)끼리의 사이에는, 캐리어(14)의 반송 방향에 직교하는 방향으로 연장되는 홈(68)이 형성되어 있다. 홈(68)이 형성되는 것에 의해, 캐리어(14)는, 유지부(62)와 반대측의 면을 내측으로 하여 만곡되기 쉬워진다.
캐리어(14)는, 캐리어 케이스(12)의 내부에 수용되어 있을 때, 도 4c에 나타내듯이, 평면형상의 형태로 유지된다. 또한, 캐리어(14)는, 캐리어 케이스(12)로부터 인출되어 반전 가이드(31)로 안내될 때, 도 4d에 나타내듯이, 유지부(62)와 반대측의 면을 내측으로 하여 만곡된다.
<워크의 공급 순서>
이어서, 워크 공급 장치(11)에 의한 워크의 공급 순서를 도 5a 내지 도 5l를 참조하여 설명한다. 한편, 상단 캐리어 케이스(12)에는, 복수의 캐리어(14)가 유지된다. 각 캐리어(14)의 각 유지부(62)에는 워크(W)가 유지되어 있다. 또한, 2개의 톱니바퀴(32a, 32b)는, 최하단의 캐리어(14)에 있어서의 시단(始端, 65)의 각 구멍(67)에 맞물린 상태로 유지되어 있다. 게다가, 여기에서는 상단 캐리어 케이스(12)에는, 4개의 캐리어(14)가 수용되어 있다.
그런데, 워크(W)의 공급을 시작할 때는, 상술한 구동원의 작동을 통해서, 제1 및 제2 톱니바퀴 한 쌍(32, 33)이 각각 반시계방향으로 회전된다. 그러면, 도 5a에 나타내듯이, 상단 캐리어 케이스(12)에 수용된 복수의 캐리어(14) 중, 최하단의 캐리어(14)가 전방(도 5a에서 왼쪽)으로 이동한다. 캐리어(14)는, 다수의 구멍(67)과 한 쌍의 제1 톱니바퀴(32)와의 맞물림에 의해, 직선형상으로 인출된다.
이어서, 캐리어(14)에 유지되는 워크(W)가 취출 위치에 이르면, 워크(W)는 도시하지 않은 취출 기구에 의해, 유지부(62)에서 취출된다. 본 예에서는, 취출 위치에 이른 워크(W)는, 도 5a에 화살표(A1)로 나타내듯이, 우선 상방으로 취출된다. 이어서, 워크(W)는, 화살표(A2)로 나타내듯이, 워크 공급 장치(11)의 전방에 존재하는 조립 라인을 향하여 이동된다. 그리고 도 5a에 화살표(A3)로 나타내듯이, 워크(W)는, 하방으로 이동되어 조립 라인의 라인 위로 공급된다. 워크(W)의 취출 동작은, 워크(W)가 취출 위치에 이를 때마다 행하여진다. 상기 취출 위치는, 예를 들면 반전 가이드(31)에 있어서의 상면(31a)과 원호면(31c)과의 경계부분, 정확하게는 상면(31a)으로부터 원호면(31c)으로 변위하기 직전의 위치에 설정된다.
도 5b에 나타내듯이, 상단 캐리어 케이스(12)에서 인출되는 캐리어(14)는, 상기 2개의 가장자리가 2개의 가이드 홈들(43, 43)로 안내되면서, 안내면(41)으로 접동(摺動)되면서 동(同) 안내면(41)을 따라 하방으로 반전한다. 캐리어(14)의 종단(終端, 66)과 한 쌍의 제1 톱니바퀴(32)와의 맞물림이 해제되는 타이밍에서, 캐리어(14)의 시단(始端, 65)과 한 쌍의 제2 톱니바퀴(33)와의 맞물림이 개시된다. 반전 가이드(31)에 의해 반전된 캐리어(14)는, 한 쌍의 제2 톱니바퀴(33)에 의해 하단 캐리어 케이스(12)를 향하여 후방으로 이동한다.
도 5c에 나타내듯이, 첫 번째의 캐리어(14)의 종단(終端, 66)이 완전히 상단 캐리어 케이스(12)에서 인출되는 타이밍에서, 상단 캐리어 케이스(12)는 한 단계, 즉, 지지부(24)의 상하 방향에 있어서의 배치 간격과 같은 정도의 거리만큼 하강된다. 그러면, 2단째의 캐리어(14)에 있어서의 시단(始端, 65)의 각 구멍(67)과 한 쌍의 제1 톱니바퀴(32)의 톱니가 맞물린다. 다시 말해, 2단째의 캐리어(14)는, 한 쌍의 제1 톱니바퀴(32)의 회전에 의해 인출 가능한 상태가 된다.
그리고 도 5d에 나타내듯이, 새롭게 최하단이 된 두 번째 캐리어(14)의 전방으로의 인출이 개시된다. 또한, 먼저 인출되어 비워진 첫 번째 캐리어(14)의 후방으로의 반송이 계속해서 행하여진다. 반전 가이드(31)에 의해 반송 방향이 180도 반전된 첫 번째의 캐리어(14)는, 드디어 도 5e에 나타내듯이, 하단 캐리어 케이스(12)의 내부로 뒤집어진 상태로 수용된다.
도 5f에 나타내듯이, 첫 번째 캐리어(14)가 하단 캐리어 케이스(12)에 수납되면서 그와 동시에, 두 번째 캐리어(14)가 상단 캐리어 케이스(12)에서 인출되었을 때, 상하단의 캐리어 케이스들(12, 12)이 각각 한 단씩만 하강된다.
그리고 도 5g에 나타내듯이, 새롭게 최하단이 된 세 번째 캐리어(14)의 전방으로의 인출이 개시된다. 또한, 먼저 인출되어 비워진 두 번째 캐리어(14)의 후방으로의 반송이 계속해서 행하여진다. 반전 가이드(31)에 의해 반송 방향이 180도만 반전된 앞의 두 번째 캐리어(14)는, 드디어 도 5h에 나타내듯이, 하단 캐리어 케이스(12)의 내부로 뒤집어진 상태로 수용된다. 한편, 이 두 번째 캐리어(14)는, 하단 캐리어 케이스(12)의 내부에 수납된 첫 번째 캐리어(14)의 상방에 위치한다.
동일하게, 도 5i에 나타내듯이, 상하의 캐리어 케이스(12)가 각각 한 단씩만 하강하고, 도 5j에 나타내듯이, 새롭게 최하단이 된 네 번째의 캐리어(14)의 전방으로의 인출이 개시된다. 또한, 반전된 세 번째의 캐리어(14)는 서서히 하단 캐리어 케이스(12)에 수납된다. 드디어, 세 번째의 캐리어(14)는, 도 5k에 나타내듯이, 하단 캐리어 케이스(12)에 완전히 수용된다. 이 때, 나머지의 네 번째의 캐리어(14)의 전방으로의 인출은 계속되고 있다. 그리고 도 5l에 나타내듯이, 네 번째 캐리어(14)에 유지된 워크(W)가 모두 취출되면, 상단 캐리어 케이스(12)에 각 캐리어(14)를 통해서 수용되어 있었던 워크(W)의 조립 라인으로의 공급이 완료된다.
이 후, 빈 캐리어(14)가 수용된 하단 캐리어 케이스(12)는, 도시하지 않은 워크 보충 장소로 이동된다. 그리고 해당 워크 보충 장소에서 워크(W)가 보충된 후, 해당 워크(W)가 보충된 캐리어 케이스(12)는, 워크 공급 장치(11)의 상단으로 되돌아와서, 다시 워크(W)의 인출에 제공된다. 또한, 빈 상태가 된 상단 캐리어 케이스(12)는 하단으로 이동하고, 새롭게 세트되는 상단 캐리어 케이스(12)에서 인출되는 빈 캐리어(14)가 수납된다.
<제1 실시형태의 이점>
제1 실시형태에 의하면, 이하와 같은 이점을 얻을 수 있다.
(1) 유지부(62)는 캐리어(14)의 표면에 돌출하여 설치되어 있으며, 캐리어(14)의 이면, 다시 말해 유지부(62)의 반대측 면은 평탄하다. 그리고 반전 가이드(31)는, 한 쌍의 제1 톱니바퀴(32)에 의해 인출되는 캐리어(14)를 상기 이면이 내측이 되도록 만곡시키면서 한 쌍의 제1 톱니바퀴(32)에 의한 인출방향(Y)과 다른 방향으로 안내한다. 이 때문에, 캐리어(14)가 반전될 때라고 하더라도 캐리어(14) 부분끼리가 간섭하는 일은 없다. 다시 말해, 캐리어(14)를 유지부(62)측의 면(표면)이 내측이 되도록 만곡시켜서 안내하는 것과 달리, 유지부(62)끼리, 혹은 유지부(62)와 반전 가이드(31)와의 간섭 등이 억제된다. 또한, 캐리어(14)의 이면에는 요철 등이 없으므로, 캐리어(14)는, 반전 가이드(31)의 안내면(41)에 대하여 매끄럽게 접동(摺動)하면서 안내된다. 이 때문에, 워크(W)를 바람직하게 유지하면서, 캐리어(14)를 원활하게 반송할 수 있다. 나아가서는, 워크(W)의 공급(취출)도 밀리는 일 없고 원활하게 행하여진다.
(2) 상단 캐리어 케이스(12)에서 인출된 캐리어(14)는, 반전 가이드(31)에 의해 인출방향에 대하여 반대 방향으로 안내되어 하단 캐리어 케이스(12)로 회수된다. 예를 들면 캐리어(14)를, 상기 인출방향에 있어서 회수하도록 했을 경우에는, 상기 인출방향에 있어서 캐리어(14)의 회수 스페이스를 확보할 필요가 있다. 워크(W)의 인출방향에는 조립 라인 등이 존재하는 경우가 많으므로, 회수 스페이스의 확보는 곤란하다. 이 점에 있어서, 캐리어(14)를 인출방향과 반대 방향으로 반송하여 회수하도록 하면, 인출방향에 있어서, 회수 스페이스를 확보할 필요가 없다. 따라서 캐리어(14)의 회수 스페이스를 확보하기 쉽다.
(3) 각 워크(W)는, 캐리어(14)의 길이방향에 있어서 간격을 두고 이웃하는 2개의 유지벽들(63, 63)에 의해 유지된다. 그 때문에, 캐리어(14)의 인출방향에 있어서 서로 반대측에 위치하는 워크(W)의 적어도 일부분(피유지부)이 각각 유지벽들(63, 63)에 의해 감싸지는 것에 의해, 캐리어(14)의 인출 시 등에 있어서, 워크(W)가 유지부(62)에서 탈락하는 것이 적절하게 억제된다. 또한, 2개의 유지벽들(63, 63) 사이에 형성되는 틈을 통하여, 워크(W)를 간단히 집거나 할 수 있다. 이 때문에, 워크(W)의 취출 작업, 혹은 워크(W)를 2개의 유지벽들(63, 63)사이에 재치(載置)하는 작업이 간단해진다.
(4) 워크(W)는, 캐리어 케이스(12) 내에 있어서 인출방향(Y)으로 일렬로 배치되기 때문에, 워크(W)를 유지하는 캐리어(14), 캐리어(14)를 수용하는 캐리어 케이스(12) 및 작업대(S)가 인출방향(Y)과 직교하는 폭 방향으로 대형화되는 것을 억제할 수 있다.
(5) 회수 수단은, 반전 가이드(31)에 의해 안내되어 오는 캐리어(14)를, 하단 캐리어 케이스(12)(회수 케이스)를 향하여 이송시키는 이송부로서의 한 쌍의 제2 톱니바퀴(33)를 구비한다. 이것으로, 반전 가이드(31)에 의해 안내되어 오는 캐리어(14)가 한 쌍의 제2 톱니바퀴(33)에 의해 하단 캐리어 케이스(12)로 이송되기 때문에, 캐리어(14)의 회수가 원활하게 행하여진다.
(6) 캐리어 케이스(12)를 회수 케이스로서 이용하기 때문에, 부품 수의 증가를 억제할 수 있다.
<제2 실시형태>
이어서, 본 발명의 제2 실시형태를 설명한다. 본 예는, 캐리어(14)의 유지부, 및 캐리어 케이스(12)의 구성에 있어 제1 실시형태와 다르다. 따라서 제1 실시형태와 같은 부재구성에 대해서는 동일한 부호를 첨부하고, 그 상세한 설명을 생략한다.
도 6a 및 도 6b에 나타내듯이, 캐리어 케이스(12)의 프레임(25)은, 하방으로 볼록해지도록 약간 만곡되게 한다. 또한, 도 9에 나타내듯이, 본 예의 워크(W)는, 모터의 로터에 사용되는 영구자석이다. 상기 영구자석은, 도면의 상측으로 볼록해지도록 약간 만곡되어 있다. 복수의 워크(W)는, 적층된 상태로 각 유지부(62)에 유지된다.
각 유지부(62)는, 4개의 유지벽(71)을 가지고 있다. 각 유지벽(71)은, 적층 된 한 세트의 워크(W)군의 모서리부의 외형형상에 대응하여 형성된 단차부(72)를 가지고 있다. 단차부(72)는, 유지벽(71)의 상하 방향에 있어서의 총길이에 걸쳐 형성되어 있다. 또한 단차부(72)는, 서로 직교하는 2개의 평면을 갖는다. 한 세트의 워크(W)군의 4개의 모서리부(피유지부)는, 각각 4개의 유지벽(71)의 단차부(72)에 의해 감싸진 상태로 유지된다.
각 유지벽(71)에는, 2개의 단차부(72)가 형성되어 있다. 단차부들(72)은, 캐리어(14)의 길이방향에 있어서, 서로 반대측에 위치하고 있다. 다시 말해, 캐리어(14)의 길이방향에 있어서 이웃하는 2세트의 워크(W)군은, 그들 사이에 존재하는 2개의 공통되는 유지벽(71)에 의해 유지된다. 한편, 도 7a 및 도 7b에 나타내듯이, 캐리어(14)의 선두의 유지벽(71), 및 최후미의 유지벽(71)에는, 각각 1개의 단차부(72)가 형성되어 있다. 이들 선두 및 최후미의 유지벽(71)은, 각각 선두 및 최후미의 워크(W)군을 유지할 뿐이다. 도 7c에 나타내듯이, 본 예의 캐리어(14)도, 유지부(62)(유지벽(71))와 반대측의 면을 내측으로 하여 원호형상으로 만곡된다.
그런데, 한 쌍의 프레임(25, 25) 사이에 개재된 캐리어(14)(정확하게는, 베이스(61))는, 프레임(25, 25)을 따르는 형태로 하방으로 약간 만곡된 상태로 유지된다. 그 결과, 도 8에 나타내듯이, 캐리어(14)의 길이방향(전후 방향)에 있어서 이웃하는 2개를 한 쌍으로 하는 2쌍의 유지벽(71)(합계 4개)에 있어서, 유지벽(71)의 선단부끼리 서로 근접하는 방향으로 변위한다. 상기 2쌍의 유지벽(71)의 선단부간 거리는, 베이스(61)의 만곡 정도에 따라 축소한다. 그 결과, 한 세트의 워크(W)군은, 캐리어(14)의 길이방향에 있어서 이웃하는 2쌍의 유지벽(71)에 의해 끼워지는 형태로 유지된다. 따라서 캐리어(14)는 안정적으로 캐리어 케이스(12)의 내부에 수용된다. 캐리어(14)가 수용된 캐리어 케이스(12)를 반송할 때의 붕괴하중 등도 억제된다.
한편, 본 예에 있어서는, 한 쌍의 프레임(25, 25) 중, 상단의 프레임(25)을 생략해도 좋다. 이 경우, 하단 프레임(25)의 표면에 재치(載置)된 캐리어(14)는, 워크(W)의 무게에 의해 하방으로 휘어, 하단 프레임(25)의 만곡에 따라 휜 상태로 유지된다. 이렇게 하여도, 워크(W)가 유지된 캐리어(14)는, 캐리어 케이스(12)의 내부에 안정적으로 수용된다. 캐리어(14)의 인출, 및 회수의 순서에 대해서는, 제1 실시형태와 같다.
<제2 실시형태의 이점>
따라서 본 실시형태에 의하면, 제1 실시형태의 (1) 내지 (3)의 이점에 추가적으로 이하의 이점을 얻을 수 있다.
(7) 워크(W)군을 유지한 캐리어(14)는, 하측으로 볼록하게 휘어진 상태로 캐리어 케이스(12)의 내부에 수용된다. 이 때문에, 각 캐리어(14)는, 안정적으로 캐리어 케이스(12)의 내부에 수용된다. 또한, 캐리어 케이스(12)의 반송 시 등에 있어서의 붕괴하중 등이 억제된다. 또한, 캐리어 케이스(12)에서 캐리어(14)를 인출할 때에 있어서도, 워크(W)가 안정적으로 캐리어(14)에 유지된다. 워크(W)의 탈락도 억제된다.
<제3 실시형태>
이하, 본 발명을 구체화한 제3 실시형태를 도 14를 참조하여 설명한다. 한편, 제1 및 제2 실시형태와 같은 부재구성에 대해서는, 그 상세한 설명을 생략한다.
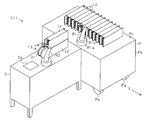
<워크 공급 장치의 전체구성>
도 14에 나타내듯이, 제3 실시형태의 워크 공급 장치(111)는, 복수의 워크(W)를 작업대(S)의 작업위치(Sa)에 순차적으로 공급한다. 워크 공급 장치(111)는, 워크(W)가 수용된 복수의 캐리어 케이스(12)(스틱 트레이)를 작업대(S)의 부근까지 반송하기 위한 자동반송차(반송차)(P), 및 작업대(S) 위에 고정된 반송기구(13)를 구비하고 있다. 한편, 작업대(S)는, 복수의 공정마다 구비되어지는 것으로, 자동반송차(P)는 각 작업대(S)로 캐리어 케이스(12)를 반송한다.
자동반송차(P)는, 복수의 차륜(Pa)에 지지된 기대(基台, Pb)를 구비하고, 기대(基台, Pb) 상부의 재치면(Pc)에는, 복수의 캐리어 케이스(12)가 자동반송차(P)의 반송방향(X, 진행 방향)으로 나란하게 배치된다. 또한, 자동반송차(P)의 재치면(Pc)에는, 캐리어 케이스(12)를 파지 가능한 케이스 이동용 로봇암(R1)이 구비되어 있다. 로봇암(R1)은, 재치면(Pc)에 고정된 베이스부(R1a), 및 상기 베이스부(R1a)에서 연장되는 암부(R1b)를 구비한다. 로봇암(R1)은, 암부(R1b)의 신축에 의해 반송방향(X)으로 나란한 복수의 캐리어 케이스(12)의 양단까지 닿도록 구성되어 있다.
작업대(S) 위에는, 상기 반송 기구(13)와 워크(W)를 취출하기 위한 워크 취출용 로봇암(R2)이 구비되어 있다. 또한, 작업대(S) 위에 있어서, 반송 기구(13)의 측부(자동반송차(P)의 정지위치측의 측부)에는, 2개의 캐리어 케이스들(12, 12)이 도시하지 않은 지지 부재에 의해 상하로 나란하도록 지지된다. 도 1a에 나타내듯이, 이 상하에 나란한 2개의 캐리어 케이스들(12, 12) 중, 하단 케이스는 회수 케이스로서 이용할 수 있는 캐리어 케이스(12)이며, 상단 케이스는 복수의 가요성을 갖는 캐리어(14) 및 상기 각 캐리어(14)에 유지된 복수의 워크(W)가 수용된 상태의 캐리어 케이스(12)이다.
상단 캐리어 케이스(12)에 수용된 각 캐리어(14)는, 반송 기구(13)에 의해 순차적으로 인출방향(Y)(자동반송차(P)의 반송방향(X)에 대하여 직교방향)으로 인출되면서 동시에, 캐리어(14)가 유지하는 워크(W)가 로봇암(R2)에 의해 인출된다. 그리고 인출된 캐리어(14)는 서서히 반전되어서 하단 캐리어 케이스(12)로 순차적으로 수납된다. 다시 말해, 상단 캐리어 케이스(12)의 배치 위치는, 반송 기구(13)에 의해 캐리어(14)의 인출이 가능한 인출 위치(가이드 위치)이며, 하단 캐리어 케이스(12)의 배치 위치는, 워크(W)가 인출된 캐리어(14)를 회수 가능한 회수 위치다. 그리고 자동반송차(P)의 재치면(Pc)에서 인출 위치로의 캐리어 케이스(12)의 이동, 및 회수 위치에서 자동반송차(P)의 재치면(Pc)으로의 캐리어 케이스(12)의 이동은 케이스 이동용 로봇암(R1)에 의해 행해진다.
<워크의 공급 순서>
다음은, 워크 공급 장치(111)에 의한 워크 공급 방법에 대해서 설명한다.
우선, 각 유지부(62)로 워크(W)를 유지한 상태의 4개의 캐리어(14)가 수용된 복수의 캐리어 케이스(12)를 재치면(Pc)에 적재한 자동반송차(P)가 작업대(S)의 근방에서 정지된다. 작업대(S) 위의 상기 회수 위치에는, 캐리어(14)가 적재되어 있지 않은 상태의 캐리어 케이스(12)(회수 케이스)가 미리 배치되어 있다. 한편, 자동반송차(P)는, 제어부(도시 생략)에 의해 제어되며, 워크가 든 캐리어 케이스(12)가 적재되는 적재 장소(도시 생략)에서 작업대(S)까지 자동으로 주행한다.
다음은, 자동반송차(P)의 재치면(Pc)에 적재된 캐리어 케이스(12) 하나(예를 들면, 단부에 배치된 캐리어 케이스(12))가, 케이스 이동용 로봇암(R1)에 파지되면서 동시에, 작업대(S) 위의 상기 인출 위치로 이동된다. 이에 의해, 작업대(S) 위에 있어서, 도 1a 및 도 2에 나타내듯이, 캐리어 케이스들(12, 12)이 상하로 나란하게 배치된다. 이 때, 상단 캐리어 케이스(12)(인출 위치에 설치된 캐리어 케이스(12))에 있어서, 최하단의 캐리어(14)에 있어서의 시단(始端, 65)의 각 구멍(67), 및 2개의 톱니바퀴(32a, 32b)는, 맞물린 상태로 유지되어 있다(도 3a 및 도 3b 참조).
다음은, 상단 캐리어 케이스(12)로부터의 캐리어(14)의 인출이 행해진다.
다음은, 캐리어(14)에 유지되는 워크(W)가 인출 위치에 이르면, 워크(W)는 상기 워크 취출용 로봇암(R2)(도 14참조)에 의해 유지부(62)로부터 취출된다. 본 예에서는, 취출 위치에 도달한 워크(W)는 로봇암(R2)에 의해, 도 5a에 화살표(A1)로 나타내듯이, 우선 상방으로 취출된다. 이어서, 워크(W)는, 화살표(A2)로 나타내듯이, 워크 공급 장치(111)의 전방에 존재하는 작업위치(Sa)(도 14참조)를 향하여 이동된다. 그리고 도 5a에 화살표(A3)로 나타내듯이, 워크(W)는, 하방으로 이동되어 작업위치(Sa)로 공급된다.
계속해서, 제1 실시형태의 도 5b 내지 도 5l과 동일한 동작이 행해진다.
이 후, 빈 캐리어(14)가 수용된 하단 캐리어 케이스(12)는, 케이스 이동용 로봇암(R1)에 의해 자동반송차(P)의 재치면(Pc)으로 이동된다. 그 후, 캐리어(14)가 모두 인출된 상태의 상단 캐리어 케이스(12)(인출 위치에 배치되어 있는 캐리어 케이스(12))는, 로봇암(R1)에 의해 하단의 회수 위치로 이동된다. 그 후, 자동반송차(P)의 재치면(Pc)에 적재된 워크가 든 캐리어 케이스(12) 하나가 로봇암(R1)에 의해 새롭게 상단의 인출 위치로 이동된다. 그리고 상기와 같은 워크(W)의 취출 공정이 소정 회수 반복적으로 행하여진다. 한편, 자동반송차(P)는, 재치면(Pc)에서 작업대(S)로 옮겨진 워크가 든 캐리어 케이스(12)의 개수를 카운트하여, 그 개수가 소정 개수에 이르렀을 때에 다음 작업대, 혹은 상기 적재 장소로 자동으로 이동한다.
<제3 실시형태의 이점>
제3 실시형태에 의하면, 제1 실시형태의 (1) 내지 (6)와 같은 이점에 추가적으로 이하의 이점을 얻을 수 있다.
(8) 제3 실시형태의 워크 공급 장치(111)는, 반송부로서의 자동반송차(P)와 로봇암(R1)을 구비한다. 자동반송차(P)는, 복수의 캐리어 케이스(12)를 적재 가능하며, 반전 가이드(31)가 배치된 작업대(S) 근방으로 복수의 캐리어 케이스(12)를 반송한다. 로봇암(R1)은, 자동반송차(P)에 적재된 캐리어 케이스(12) 중, 워크(W)가 수용되어 있는 캐리어 케이스(12)를, 반전 가이드(31)와 대응하는 위치, 다시 말해 반전 가이드(31)가 캐리어(14)를 안내 가능한 가이드 위치(인출 위치)에 설치한다. 또한, 로봇암(R1)은, 워크(W)가 배출 완료가 된 캐리어(14)를 수용하는 회수 케이스(하단 캐리어 케이스(12))를 자동반송차(P)로 되돌린다. 다시 말해, 캐리어 케이스(12)의 교체에 로봇암(R1)을 채용하기 위해서, 로봇암(R1)보다도 대형화되기 쉬운 트레이 체인저를 이용할 경우에 비해 설비의 설치 면적을 작게 억제할 수 있다. 또한, 자동반송차(P)로부터의 워크가 든 캐리어 케이스(12)의 취출 및 회수 케이스로서의 캐리어 케이스(12)의 자동반송차(P)로의 되돌리기를 로봇암(R1)이 수행하기 때문에, 제조 라인의 자동화가 가능해진다.
(9) 반송부는 자동반송차(P)이며, 자동반송차(P)에 케이스 이동용 로봇암(R1)이 구비된다. 이에 의해, 복수의 작업대(S)마다 로봇암(R1)을 마련할 필요가 없기 때문에, 로봇암(R1) 개수의 증가를 억제하는 것이 가능해지고, 그 결과, 저비용화에 기여할 수 있다.
<제4 실시형태>
이하, 본 발명을 구체화한 제4 실시형태를 도 15 내지 도 21을 참조하여 설명한다. 본 예는, 반전 가이드(231) 및 캐리어(214)의 구성에 있어 제1 내지 제3 실시형태와 다르다. 따라서 제1 내지 제3 실시형태와 같은 부재구성에 대해서는, 그 상세한 설명을 생략한다.
<워크 공급 장치의 전체구성>
도 15에 나타내듯이, 제4 실시형태의 워크 공급 장치(211)는, 제3 실시형태의 워크 공급 장치(111)(도 14참조)와 동일하게, 복수의 워크(W)를 작업대(S)의 작업위치(Sa)로 순차적으로 공급한다.
<반전 가이드>
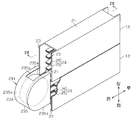
도 15 내지 도 17에 나타내듯이, 반전 가이드(231)는, 원주형상의 내측 가이드(234), 및 내측 가이드(234)를 내부에 수용하여 지지하는 외측 가이드(235)를 가지고 있다. 외측 가이드(235)는, 캐리어 케이스(12)측에 개구되는 형상을 하고 있다. 외측 가이드(235)의 상벽부(235a)는, 상하 방향과 직교하는 평면형상을 이루고 있으며, 상벽부(235a)에는, 워크 취출용의 창문부(235b)가 노치 형성되어 있다. 또한, 외측 가이드(235)는, 상벽부(235a)와 일체를 이루면서 동시에, 내측 가이드(234)의 외주를 따라 만곡하는 만곡 벽부(235c)를 가지고 있다. 만곡 벽부(235c)의 내주면과 내측 가이드(234)의 외주면 사이에는, 내측 가이드(234)의 지름방향으로 일정한 간격이 구비되어 있으며, 그 사이에 캐리어(14)가 통과한다. 외측 가이드(235) 하벽부(235d)는, 만곡 벽부(235c)와 일체로 이루어지면서 동시에, 상벽부(235a)와 평행을 이루고 있다. 이러한 반전 가이드(231)에 있어서, 상벽부(235a)의 내측면, 만곡 벽부(235c)의 내주면, 하벽부(235d)의 내측면 및 내측 가이드(234)의 외주면은, 캐리어(14)의 안내면으로서 기능한다.
외측 가이드(235)의 상벽부(235a) 및 하벽부(235d)는, 각각 상하의 캐리어 케이스들(12, 12)의 같은 단의 지지부(24)에 대응한다. 예를 들면, 도 17에 나타내듯이, 상벽부(235a)가 상단 캐리어 케이스(12)의 아래에서 2단째의 지지부(24)에 대응할 때, 하벽부(235d)는 하단 캐리어 케이스(12)의 아래에서 2단째의 지지부(24)에 대응한다. 상단 캐리어 케이스(12)에서 인출된 캐리어(14)는, 만곡 벽부(235c)와 내측 가이드(234) 사이로 이송되며, 만곡 벽부(235c)의 내주면과 내측 가이드(234)의 외주면으로 안내되어, 접동되면서 반전한다. 만곡 벽부(235c)의 내주면과 내측 가이드(234)의 외주면으로 안내되어 온 캐리어(14)는, 하단 캐리어 케이스(12)의 지지부(24)로 옮겨 타고, 캐리어 케이스(12)로 수납된다. 한편, 반전 가이드(231)의 크기는, 상하의 캐리어 케이스들(12, 12)의 이격 정도, 혹은 크기 등에 의해, 적절히 조절된다.
<캐리어>
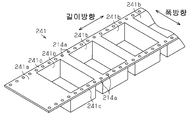
도 19 내지 도 20b에 나타내듯이, 캐리어(214)는, 베이스 부재(241)와 유지 부재(242)가 중첩되어 일체 부재로서 반송 가능하게 구성되어 있다. 베이스 부재(241)와 유지 부재(242)는 모두 폴리프로필렌 등의 합성수지 재료로 형성되며, 가요성을 갖는다. 한편, 캐리어(214)의 특히 유지 부재(242)의 형상은, 운반하는 워크(W)의 외형형상에 대응하여 형성된다. 제4 실시형태에서는, 운반하는 워크(W)는 모터 등에 사용되는 출력 기어다.
도 20b에 나타내듯이, 베이스 부재(241)는 폭이 좁은 직사각형상의 평판부(241a)를 가지며, 평판부(241a)에는, 복수의 수용 오목부(24lb)가 길이방향으로 1차원 형상으로 나란히 오목하게 설치되어 있다. 각 수용 오목부(24lb)는, 평면에서 바라보면 직사각형상을 이루면서 동시에, 평판부(241a)의 표면 측으로 개구되어 있다. 평판부(241a)는, 수용 오목부(24lb)보다도 폭이 넓게 형성되어 있다. 다시 말해, 평판부(241a)는, 수용 오목부(24lb)보다도 폭 방향(베이스 부재(241)의 길이방향과 직교하는 가로방향)의 양측으로 돌출되어 있으며, 그 폭 방향의 양측으로 돌출하는 부위가 플랜지부(241c)로 되어 있다.
도 18 및 도 20a에 나타내듯이, 유지 부재(242)는, 길이방향을 따라 복수 형성된 개구부(242b)를 갖는 폭이 좁은 직사각형상의 평판부(242a)를 가지고 있다. 유지 부재(242)의 평판부(242a)의 길이방향치수 및 폭방향치수는, 베이스 부재(241)의 평판부(241a)의 길이방향치수 및 폭방향치수와 동일하게 형성되어 있다. 각 개구부(242b)에는 그 내측으로 연출(延出)되는 4개의 연출(延出)부(242d)(워크 유지부)가 형성되어 있다. 각 연출부(242d)는, 워크(W)(출력기어, 도 18 참조)를 유지 가능하도록 구성되어 있다. 상세히 서술하면, 연출부(242d)는, 대략 직사각형상을 이루는 개구부(242b)의 네 모퉁이에서 개구부(242b)의 중심을 향하여 내측으로 연출(延出)되면서 동시에, 선단부로 감에 따라 폭이 좁아지는 형상을 하고 있다. 그리고 연출부(242d)는, 그 밑부분이 평판부(242a)의 이면 측으로 약간 굴곡되며, 이에 의해, 연출부(242d)는 평판부(242a)보다도 이면 측으로 돌출되어 있다(도 21 참조).
캐리어(214)는, 도 19 및 도 21에 나타내듯이, 베이스 부재(241)의 평판부(241a)의 표면 측에 유지 부재(242)의 평판부(242a)가 중첩되어 구성되어 있다. 베이스 부재(241)의 플랜지부(241c)와, 유지 부재(242) 평판부(242a)의 폭방향 양단부의 플랜지부(242c)와는, 상하에 중첩되어 있으며, 플랜지부들(241c, 242c)에는, 길이방향을 따라 등 간격으로 나란한 복수의 걸림구멍(214a)이 관통 형성되어 있다. 걸림구멍(214a)에는, 2개의 톱니바퀴(32a, 32b), 및 2개의 톱니바퀴(33a, 33b)의 상기 톱니가 삽입되어, 상기 2개의 톱니바퀴(32a, 32b),혹은 2개의 톱니바퀴(33a, 33b)가 회전되는 것에 의해, 캐리어(214)가 반송된다.
유지 부재(242)의 개구부(242b)는, 베이스 부재(241)의 복수의 수용 오목부(24lb)에 각각 대응하는 위치에 형성되어 있다. 개구부(242b)로부터 연장되는 각 연출부(242d)는, 상술한 바와 같이 유지 부재(242)의 이면 측(베이스 부재(241) 측)으로 돌출되어 있기 때문에, 연출부(242d)는 베이스 부재(241)의 수용 오목부(24lb)의 내측으로 들어가 있다. 한편, 유지 부재(242)의 개구부(242b)의 크기는, 베이스 부재(241)의 수용 오목부(24lb)의 개구의 크기에 맞춰서 형성되어 있으며, 개구부(242b)의 각 연출부(242d)의 밑부분과 수용 오목부(24lb)의 내면과의 계합에 의해, 베이스 부재(241)에 대한 유지 부재(242)의 길이방향 및 폭방향의 위치 결정이 행해진다.
이러한 베이스 부재(241) 및 유지 부재(242)를 갖추는 캐리어(214)에서는, 유지 부재(242)의 표면 측에서 개구부(242b)로 워크(W)가 삽입되면, 개구부(242b)의 각 연출부(242d)가 워크(W)와 맞닿아 이면 측으로 휘고, 그 휨에 의해 생기는 탄성력에 의해 워크(W)가 수용 오목부(24lb) 안에서 유지된다. 또한, 워크 유지 상태의 캐리어(214)는, 도 17의 상단 캐리어 케이스(12)에 나타내듯이, 수용 오목부(24lb)가 하측을 향하는 상태로 캐리어 케이스(12) 내에 수용된다. 이 때, 중첩되어 있는 플랜지부(241c, 242c)가 캐리어 케이스(12)의 한 쌍의 프레임(25, 25) 사이에 삽입되어 있다.
도 21에 나타내듯이, 유지 부재(242)의 판두께(T2)(평판부(242a)의 판두께)는, 베이스 부재(241)의 판두께(T1)(평판부(241a)의 판두께)보다도 얇게 설정되어 있다. 한편, 제4 실시형태에서는, 유지 부재(242)에 있어서 평판부(242a)의 판두께와 연출부(242d)의 판두께는 마찬가지다. 또, 베이스 부재(241)에 있어서 평판부(241a)의 판두께와 수용 오목부(24lb)의 판두께와는 동일하다. 베이스 부재(241)의 판두께(T1)를 두껍게 하는 것으로 베이스 부재(241)의 강도를 확보하는 것이 가능해진다. 이 때문에, 베이스 부재(241)와 유지 부재(242)의 중첩으로 이루어지는 캐리어(214)의 형상을 용이하게 유지시킬 수 있다. 또한, 베이스 부재(241)의 강도 향상에 의해 베이스 부재(241)의 수명을 길게 하는 것이 가능해지기 때문에, 베이스 부재(241)의 재이용이 용이해진다. 또한, 제4 실시형태와 같이, 유지 부재(242)의 연출부(242d)의 변형에 의해 워크(W)를 탄성적으로 유지시키는 구성일 경우, 유지 부재(242)(연출부(242d))의 판두께(T2)를 얇게 하는 것으로 변형하기 쉬워져, 워크(W)를 적절히 유지시키는 것이 가능해졌다.
<워크의 공급 순서>
다음으로, 워크 공급 장치(211)에 의한 워크 공급 방법에 대해서 설명한다.
우선, 캐리어(214)의 각 수용 오목부(24lb)에 워크(W)를 수용한다. 이 때, 유지 부재(242)의 연출부(242d)는, 수용 오목부(24lb)에 삽입된 워크(W)에 휜 상태로 맞닿는 것으로 워크(W)를 탄성적으로 유지한다. 이에 의해, 수용 오목부(24lb)를 덮기 위해 캐리어(214)에 커버 테이프를 열용착하지 않아도, 워크(W)를 안정적으로 유지하는 것이 가능해진다. 그 때문에, 캐리어(214)로부터의 워크(W)의 탈락을 억제하면서도, 캐리어(214)를 용이하게 재이용하는 것이 가능해졌다.
한편, 자동반송차(P) 및 케이스 이동용 로봇암(R1)을 이용해서 캐리어 케이스(212)를 이동시키는 양태는 제3 실시형태에 있어서 캐리어 케이스(12)를 이동시키는 양태와 같으므로, 자세한 설명을 생략한다.
작업대(S) 위에 있어서, 도 16 및 도 17에 나타내듯이, 캐리어 케이스들(12, 12)이 상하로 나란하게 배치되면, 상단 캐리어 케이스(12)(인출 위치에 설치된 캐리어 케이스(12))에 있어서, 최상단의 캐리어(214)에 있어서의 걸림구멍(214a)에 톱니바퀴(32a, 32b)가 맞물린다(도 18 참조).
이어서, 상술한 구동원의 작동을 통해, 제1 및 제2 톱니바퀴 한 쌍(32, 33)이 각각 시계방향으로 회전된다. 이 때, 상단 캐리어 케이스(12)에 수용된 캐리어(214)는, 한 쌍의 제1 톱니바퀴(32)와 맞물려 있기 때문에, 전방(인출방향(Y))을 따라 직선형상으로 인출되어, 반전 가이드(231)로 삽입된다. 한편, 도 17에는, 상단 캐리어 케이스(12)에 수용된 캐리어(214) 중, 위의 2개는 캐리어 케이스(12)로부터 이미 인출되어, 하단 캐리어 케이스(12)(회수 케이스)로 회수되고, 위에서 세 번째 캐리어(214)가 인출되고 있는 상태를 나타내고 있다.
이이서, 캐리어(214)에 유지되는 워크(W)가 취출 위치에 이르면, 워크 취득용 로봇암(R2)(도 15 참조)은, 외측 가이드(235)의 창문부(235b)를 통하여 워크(W)를 수용 오목부(24lb)로부터 취출하여, 반전 가이드(231)의 전방에 존재하는 작업위치(Sa)(도 15 참조)로 이동시킨다. 로봇암(R2)에 의한 워크(W)의 취출 동작은, 워크(W)가 취출 위치에 이를 때마다 행하여진다. 한편, 워크(W)의 취출 위치는, 창문부(235b)의 하방에 설정된다. 또한, 상단 캐리어 케이스(12)에서 인출되는 캐리어(214)는, 외측 가이드(235)의 만곡 벽부(235c)와 내측 가이드(234) 사이에 침입하여, 그 만곡 벽부(235c)의 내주면 및 내측 가이드(234)의 외주면으로 안내되어 하벽부(235d)측으로 이동하고, 그 진행 방향이 반전한다.
진행 방향이 반전된 캐리어(214)는, 하벽부(235d)를 따라 외측 가이드(235)의 후방으로 돌출되어, 한 쌍의 제2 톱니바퀴(33)와 맞물린다. 그리고 캐리어(214)는, 한 쌍의 제2 톱니바퀴(33)에 의해 후방으로 이동하고, 하단 캐리어 케이스(12) 내로 이송된다. 이 때, 캐리어(214)의 플랜지부들(241c, 242c)은, 하단 캐리어 케이스(12)의 한 쌍의 프레임들(25, 25) 사이에 삽입되며, 이에 의해, 캐리어(214)가 하단 캐리어 케이스(12) 내에서 유지된다. 한편, 하단 캐리어 케이스(12)에 있어서, 캐리어(214)는 수용 오목부(24lb)가 상측을 향하는 상태로 수용된다.
이렇게, 하나의 캐리어(214) 회수가 완료되면, 상단 및 하단의 캐리어 케이스들(12, 12)이 상기 보지 부재에 의해 지지부(24) 하나분만 상승되어, 다음 캐리어(214)의 인출 및 그 캐리어(214)에 유지된 워크(W)의 취출이 행하여진다. 그리고 상단 캐리어 케이스(12) 내의 캐리어(214)가 모두 인출되어 하단 캐리어 케이스(12) 내로 회수되면, 하나의 캐리어 케이스(12)에 있어서의 워크(W)의 취출 공정이 완료된다.
그 후, 빈 캐리어(214)가 수용된 하단 캐리어 케이스(12)는, 케이스 이동용 로봇암(R1)에 의해 자동반송차(P)의 재치면(Pc)으로 이동된다. 그 후, 캐리어(214)가 모두 인출된 상태의 상단 캐리어 케이스(12)(인출 위치에 배치되어 있는 캐리어 케이스(12))는, 로봇암(R1)에 의해 하단의 회수 위치로 이동된다. 그 후, 자동반송차(P)의 재치면(Pc)에 적재된 워크가 든 캐리어 케이스(12) 하나가 로봇암(R1)에 의해 새롭게 상단의 인출 위치로 이동된다. 그리고 상기와 같은 워크(W)의 취출 공정이 소정 회수 반복적으로 행하여진다. 한편, 자동반송차(P)는, 재치면(Pc)에서 작업대(S)로 옮겨진 워크가 든 캐리어 케이스(12)의 개수를 카운트하여, 그 개수가 소정 수에 이르렀을 때에 다음 작업대, 혹은 상기 적재 장소로 자동으로 이동하게 되어 있다.
<제4 실시형태의 이점>
제4 실시형태에 의하면, 제3 실시형태의 (8)과 같은 이점에 추가적으로 이하와 같은 이점을 얻을 수 있다.
(10) 복수의 워크(W)를 수용 가능한 가요성을 갖는 캐리어(214)는, 베이스 부재(241)와 유지 부재(242)가 중첩되어 일체의 부재로서 반송 가능하도록 구성된다. 베이스 부재(241)는, 1차원 형상으로 나란한 복수의 수용 오목부(24lb)를 구비하고, 유지 부재(242)에는, 워크(W)를 유지하는 연출부(242d)(워크 유지부)가 각 수용 오목부(24lb)의 내측 위치에 구비된다. 이 때문에, 베이스 부재(241)의 수용 오목부(24lb)가 워크 유지 부분의 겉껍질이 되며, 그 내측에 위치하는 유지 부재(242)의 연출부(242d)에 의해 워크(W)가 유지된다. 이에 의해, 수용 오목부(24lb)를 덮기 위해 캐리어(214)에 커버 테이프를 열용착하지 않더라도, 워크(W)의 안정적인 유지가 가능해진다. 그 때문에, 캐리어(214)로부터의 워크(W)의 탈락을 억제하면서도, 캐리어(214)를 용이하게 재이용하는 것이 가능해지고, 그 결과, 제조비용의 삭감에 기여할 수 있다. 또한, 다종의 워크(W)에 대한 대응은, 유지 부재(242)만을 변경하고 베이스 부재(241)는 공통으로 하는 것이 가능하기 때문에, 제조비용의 삭감에 있어 유리하다.
(11) 베이스 부재(241) 및 유지 부재(242)에는, 플랜지부들(241c, 242c)이 각각 구비되어, 캐리어(214)는, 베이스 부재(241)의 플랜지부(241c)와 유지 부재(242)의 플랜지부(242c)가 중첩된 상태로 반송 가능하게 구성된다. 이에 의해, 중첩된 플랜지부들(241c, 242c)로 캐리어(214)의 유지·반송이 가능해지기 때문에, 캐리어(214)를 용이하게 유지(반송)하는 것이 가능해진다.
(12) 연출부(242d)는, 유지 부재(242)의 플랜지부(242c)로부터 연출(延出)된 연출부(242d)로 이루어지고, 연출부(242d)는, 수용 오목부(24lb)에 삽입된 워크(W)에 변형 상태로 맞닿음으로써 워크(W)를 탄성적으로 유지한다. 이에 의해, 워크(W)가 유지 부재(242)의 연출부(242d)에 의해 탄성적으로 유지되기 때문에, 간소한 구성으로 워크(W)를 유지시킬 수 있다.
(13) 유지 부재(242)의 판두께(T2)가, 베이스 부재(241)의 판두께(T1)보다도 얇게 구성된다. 이에 의해, 베이스 부재(241)의 판두께(T1)를 두텁게 하는 것으로 강도를 확보할 수 있기 때문에, 베이스 부재(241)와 유지 부재(242)의 중첩으로 이루어지는 캐리어(214)의 형상을 용이하게 유지시킬 수 있고, 또한, 베이스 부재(241)의 수명을 길게 하는 것이 가능해지기 때문에, 베이스 부재(241)의 재이용이 용이하게 된다. 또한, 유지 부재(242)의 연출부(242d) 변형에 의해 워크(W)를 탄성적으로 유지시키는 구성의 경우, 유지 부재(242)의 판두께(T2)를 얇게 하는 것으로 변형하기 쉬워져서, 워크(W)를 바람직하게 유지시키는 것이 가능해진다.
(14) 복수의 캐리어(214)를 수용하는 캐리어 케이스(12)와, 캐리어 케이스(12)에 수용된 캐리어(214)를 워크 취출 위치를 향하여 인출하는 한 쌍의 제1 톱니바퀴(32)와, 한 쌍의 제1 톱니바퀴(32)에 의해 인출되는 캐리어(214)를 만곡시키면서 인출방향(Y)과 다른 방향으로 안내하는 반전 가이드(231)와, 반전 가이드(231)에 의해 안내되어 오는 캐리어(214)를 하측의 캐리어 케이스(12)(회수 케이스)로 수용하는 한 쌍의 제2 톱니바퀴(33)를 구비한다. 이에 의해, 한 쌍의 제1 톱니바퀴(32)에 의해 인출되는 캐리어(214)에 유지된 복수의 워크(W)를 일정한 위치(같은 위치)에서 인출하는 것이 가능해지기 때문에, 설비의 컴팩트화가 가능해진다.
<다른 실시형태>
한편, 각 실시형태는 이하와 같이 변경해서 실시해도 좋다.
제1 및 제2 실시형태에서는, 상단 캐리어 케이스(12)에서 인출된 캐리어(14)의 양측 가장자리를, 반전 가이드(31)의 2개의 가이드 홈들(43, 43)로 안내하도록 하였다. 이에 의해, 캐리어(14)의 탈락을 억제하면서 반전시킬 수 있다. 이에 대하여, 2개의 가이드 홈들(43, 43)을 생략하여 실시할 수도 있다. 다시 말해, 도 10에 나타내듯이, 반전 가이드(31)의 전방에, 2개의 톱니바퀴(81, 81)(도면에서는 하나만 도시)를 마련한다. 톱니바퀴들(81, 81)은, 한 쌍의 제1 톱니바퀴(32)를 구성하는 2개의 톱니바퀴(32a, 32b), 혹은 한 쌍의 제2 톱니바퀴(33)를 구성하는 2개의 톱니바퀴(33a, 33b)보다도 큰 직경으로 한다. 2개의 톱니바퀴(81, 81)는, 각각 상단 캐리어 케이스(12)에서 인출되는 캐리어(14)의 양측 가장자리에 대응해서 구비된다. 인출되어 오는 캐리어(14)의 양측 가장자리에 각각 형성된 다수의 구멍(67)에, 2개의 톱니바퀴(81, 81)의 톱니(81a)가 맞물리는 것에 의해, 캐리어(14)가 안내된다. 이들 톱니바퀴들(81, 81)은, 도시하지 않은 구동원에 의해 구동시키도록 해도 좋고, 인출되어 오는 캐리어(14)의 변위에 따라 종동적으로 회전시키도록 해도 좋다.
제1 내지 제4 실시형태에서는, 상단 캐리어 케이스(12)에서 인출된 캐리어(14)는, 180도만 반전하도록 반송하여 하단 캐리어 케이스(12)로 회수하도록 했지만, 캐리어(14)의 방향전환 각도는 180도로 제한하지는 않는다. 예를 들면, 도 11에 나타내듯이, 상단 캐리어 케이스(12)로부터의 인출방향에 대하여, 90도만 방향 전환하여 캐리어(14)를 순차적으로 회수하도록 해도 좋다.
제1 내지 제4 실시형태에 있어서, 상하로 나란한 캐리어 케이스들(12, 12)은 도시하지 않은 승강 기구가 아닌, 도시하지 않은 상기 지지 부재에 의해 승강되어도 좋다.
제1 및 제2 실시형태에 있어서, 유지벽들(63, 71)의 형상은 워크(W)의 외형형상에 따라서 적절히 변경해도 좋다.
제1 실시형태에 있어서, 유지벽(63)은, 다음과 같이 변경해도 좋다. 예를 들어 도 12a에 나타내듯이, 2개의 유지벽들(63, 63)의 일단부를 연결하고 1군데만 개방한 단일의 유지벽으로 한다. 또한, 도 12b에 나타내듯이, 2개의 유지벽들(63, 63)의 양단을 연결하여 단일의 유지벽으로 해도 좋다. 또한, 도 12c에 나타내듯이, 2개의 유지벽들(63, 63)을 각각 2개로 분할하여 합계 4개의 유지벽에 의해 워크(W)를 유지해도 좋다. 게다가, 도 12d에 나타내듯이, 3개의 유지벽(63)에 의해 워크(W)를 유지해도 좋다.
제2 실시형태에 있어서, 유지벽(71)은, 다음과 같이 변경해도 좋다. 예를 들면, 도 13a에 나타내듯이, 워크(W)군의 네 모퉁이을 각각 유지하는 4개의 유지벽(71)을 마련한다. 또한, 도 13b에 나타내듯이, 워크(W)군의 주위를 둘러싸는 단일의 유지벽(71)을 마련해도 좋다.
제1 내지 제4 실시형태에서는, 캐리어(14)에는, 복수의 워크(W)를 일렬로 유지했지만, 2열, 3열 또는 그 이상의 열수의 워크(W)를 유지하도록 해도 좋다.
제1 내지 제4 실시형태에서는, 캐리어(14)가 인출된 캐리어 케이스(12)를 회수 케이스로서 채용했다. 이외의 예를 들면, 회수 케이스로서 캐리어 케이스(12)와는 다른 회수 전용의 케이스를 채용해도 좋다.
제1 내지 제4 실시형태에 있어서, 한 쌍의 제1 톱니바퀴(32), 및 한 쌍의 제2 톱니바퀴(33)를 반대 회전시키는 것에 의해, 하단에 수용된 캐리어(14, 214)를 상단 캐리어 케이스(12)에 되돌리는 것도 가능하다.
제3 실시형태에 있어서는 제1 실시형태의 캐리어 케이스(12)를 예로 설명했지만, 캐리어 케이스(12)는 제2 실시형태의 캐리어 케이스(12)로 변경되어도 좋다. 이것으로, 제2 실시형태의 이점(7)과 같은 이점을 얻을 수 있다. 한편, 제3 실시형태로 있어서 제2 실시형태의 캐리어 케이스(12)를 채용되는 경우에 있어서도, 자동반송차(P)에 의한 캐리어 케이스(12)의 반송, 로봇암(R1)에 의한 캐리어 케이스(12)의 운반, 캐리어(14)의 인출, 및 회수의 순서에 대해서는, 제3 실시형태와 같다.
제3 실시형태에서는, 유지부(62)는 캐리어(14)의 표면 측으로 돌출하도록 마련되었지만, 이에 특별히 한정되지 않는다. 예를 들면, 유지부는 캐리어(14)의 이면 측으로 돌출하면서 동시에 캐리어(14)의 표면 측으로 워크(W)를 취출 가능하도록 개구된 컵 형상의 워크 유지부로 해도 좋다.
제3 및 제4 실시형태에 있어서, 인출부로서의 한 쌍의 제1 톱니바퀴(32) 및 이송부로서의 한 쌍의 제2 톱니바퀴(33)는, 작업대(S)에 구비되어도 좋고, 또한, 각 캐리어 케이스(12)에 구비되어도 좋다.
제3 및 제4 실시형태에 있어서, 예를 들면, 캐리어 케이스(12)의 상부벽(21)(또는 측벽(23))에 로봇암(R1)이 파지 가능한 피파지부를 마련해도 좋다. 이 구성에 의하면, 캐리어 케이스(12)를 파지시키기 쉬워지며, 그 결과, 로봇암(R1)에 의한 캐리어 케이스(12)의 운반을 안정시키는 것이 가능해진다.
제3 및 제4 실시형태에서는, 캐리어 케이스(12)의 인출 위치에서 회수 위치로의 이동이 로봇암(R1)에 의해 행해졌지만, 이에 특별히 한정되지 않는다. 예를 들면, 로봇암(R1)과는 다른 승강 기구를 작업대(S)에 마련하고, 그 승강 기구에 의해 캐리어 케이스(12)를 인출 위치에서 회수 위치로 이동시켜도 좋다.
제3 및 제4 실시형태에서는, 로봇암(R1)의 베이스부(R1a)가 자동반송차(P)의 재치면(Pc)에 이동이 불가능하게 고정되어 있지만, 이에 제한되지 않는다. 예를 들면, 로봇암(R1)은 캐리어 케이스(12)의 병렬 방향으로 이동이 가능하도록 구성되어도 좋다. 이 구성에 의하면, 로봇암(R1)의 암부(R1b)를 신축 가능하게 하지 않더라도, 암부(R1b)가 복수의 캐리어 케이스(12) 양단까지 오는 것이 가능해진다.
제3 및 제4 실시형태에서는, 케이스 이동용 로봇암(R1)이 자동반송차(P)에 마련되었지만, 이에 특별히 한정되지 않는다. 예를 들면, 로봇암(R1)을 작업대(S)에 마련해도 좋다.
제3 및 제4 실시형태에서는, 복수의 캐리어 케이스(12)는 인출방향(Y)과 직교하는 방향(반송방향(X))으로 나란하게 자동반송차(P)에 적재되었지만, 이외에 예를 들면, 인출방향(Y)으로 나란하게 적재해도 좋다.
제3 및 제4 실시형태에서는, 자동반송차(P)의 반송방향(X)을 캐리어(14)의 인출방향(Y)과 직교하도록 했지만, 이에 특별히 한정되는 것은 아니고, 예를 들면, 반송방향(X)을 인출방향(Y)과 평행하게 해도 좋다.
제3 및 제4 실시형태에서는, 작업대(S) 근방에 캐리어 케이스(12)를 반송하는 반송부에 자동반송차(P)를 채용했지만, 이에 특별히 한정되는 것은 아니고, 예를 들면, 벨트·컨베이어를 채용해도 좋다.
제4 실시형태에 있어서, 유지 부재(242)의 워크 유지부의 형상은 워크(W)의 외형형상에 따라서 적절히 변경해도 좋다. 예를 들면, 운반하는 워크가 모터 등에 사용되는 정류자(251)일 경우의 유지 부재(242)를 도 22에 나타낸다. 도 22에 나타내듯이, 정류자(251)는 원통형상을 이루며, 상기 외주면에는 원주방향을 따라 등 간격으로 복수의 라이저(251a)를 갖는다. 유지 부재(242)의 직사각형상의 각 개구부(242b)의 네 모퉁이에는 각각 워크 유지부로서의 제1의 연출벽부(연출부)(261)가 구비된다. 제1의 연출벽부(261) 각각은, 개구부(242b)의 내측으로 연출되어, 라이저(251a) 사이에 들어가서 해당 라이저(251a)와 원주방향으로 맞닿으면서 동시에, 정류자(251)의 외주면과 지름방향으로 맞닿는다. 또한, 각 개구부(242b)에 있어서 폭방향에 나란한 제1의 연출벽부(261) 사이에는, 개구부(242b)의 내측으로 연출된 제2의 연출벽부(연출부)(262)가 형성되어 있다. 제2의 연출벽부도 워크 유지부로서 기능한다. 제2의 연출벽부(262)는, 제1의 연출벽부(261)와 동일하게, 라이저(251a) 사이에 들어가서 해당 라이저(251a)와 원주방향으로 맞닿으면서 동시에, 정류자(251)의 외주면과 지름방향으로 맞닿는다. 이 제1 및 제2의 연출벽부(261, 262)에 의해, 정류자(251)가 안정적으로 유지된다. 이러한 구성에 의해서도, 제4 실시형태와 같은 이점을 얻을 수 있다.
제4 실시형태에서는, 수용 오목부(24lb)는 평면에서 바라보면 직사각형상을 이루지만, 이것으로 특별히 한정되는 것이 아니고, 수용 오목부(24lb)의 형상은 워크(W)의 외형형상에 따라서 적절히 변경해도 좋다.
제4 실시형태에 있어서, 외측 가이드(235) 상벽부(235a) 및 하벽부(235d)에 캐리어(214)의 플랜지부들(241c, 242c)을 가이드하는 가이드 홈을 마련해도 좋다.
제3 및 제4 실시형태에서는, 자동반송차(P)의 재치면(Pc)과 작업대(S) 사이에 있어서의 캐리어 케이스(12)의 이동을 케이스 이동용 로봇암(R1)에 의해 수행하는 구성으로 했으나, 이에 제한되지 않는다. 예를 들면, 압출장치를 자동반송차(P)나 작업대(S)에 구비하여, 그 압출장치로 캐리어 케이스(12)를 이동시켜도 좋다.
Claims (25)
- 가요성을 갖는 복수의 캐리어로서, 상기 복수의 캐리어 각각은 표면 및 이면을 갖는 베이스와 상기 베이스의 표면에서 돌출하는 복수의 워크 유지부를 포함하고, 상기 복수의 워크 유지부는 1차원 형상으로 나란하면서 동시에 각각 워크를 유지하는, 상기 복수의 캐리어;
상기 복수의 캐리어를 수용하는 캐리어 케이스;
상기 캐리어 케이스에 수용된 상기 복수의 캐리어 각각을 워크 취출 위치를 향하여 인출방향을 인출하는 인출부;
상기 인출부에 의해 인출되는 상기 캐리어를 상기 이면이 내측이 되도록 만곡시키면서 상기 인출방향과 다른 방향으로 안내하는 가이드부; 및
상기 가이드부에 의해 안내되는 상기 캐리어를 회수하는 회수부를 구비하는 워크 공급 장치. - 제 1 항에 있어서, 상기 가이드부는, 상기 인출방향과 반대방향으로 캐리어를 안내하는 워크 공급 장치.
- 제 1 항에 있어서, 상기 각 워크 유지부는 적어도 2개의 유지벽을 가지고,
상기 워크 각각은, 상기 캐리어의 인출방향에 있어서 서로 반대측에 위치하는 2개의 피유지부를 가지며,
상기 적어도 2개의 유지벽 각각은 대응하는 피유지부의 적어도 일부분을 각각 감싸는 워크 공급 장치. - 제 3 항에 있어서, 상기 캐리어는 길이방향을 따라 연장되는 한 쌍의 가장자리부를 가지며,
상기 캐리어 케이스는, 상기 인출방향에 대하여 직교하는 방향에 있어서 서로 대향하는 내면을 각각 갖는 2개의 측벽과, 상기 내면의 각각에 마련되는 복수의 쌍으로 이루어진 프레임을 가지며,
각 쌍의 프레임은 상기 캐리어의 한 쌍의 가장자리부 중 한쪽을 지지하는 2개의 프레임을 포함하며,
각 프레임은 상기 캐리어의 인출방향을 따라 연장되고, 또한 하방으로 볼록하도록 상기 길이방향에 있어서 만곡되어 있으며,
상기 캐리어는, 상기 2개의 프레임 사이에 상기 각 가장자리부가 지지되는 것에 의해, 상기 적어도 2개의 유지벽의 선단간의 거리가 축소되도록 상기 프레임을 따라 만곡되어 있으며, 이에 의해, 상기 워크는 상기 적어도 2개의 유지벽 사이에 유지되는 워크 공급 장치. - 제 3 항에 있어서, 상기 캐리어는 길이방향을 따라 연장되는 한 쌍의 가장자리부를 가지며,
상기 캐리어 케이스는, 상기 인출방향에 대하여 직교하는 방향에 있어서 서로 대향하는 내면을 각각 갖는 2개의 측벽과, 상기 내면의 각각에 마련되는 복수의 프레임을 가지며,
상기 복수의 프레임 각각은 상기 캐리어의 한 쌍의 가장자리부의 한쪽을 지지하고,
각 프레임은 상기 캐리어의 인출방향을 따라 연장되며, 또한 상기 길이방향에 있어서 하방으로 볼록하게 만곡되어 있으며,
상기 캐리어는, 상기 한 쌍의 가장자리부 각각이 상기 프레임에 지지된 상태에 있어서,
상기 적어도 2개의 유지벽의 선단간의 거리가 축소하도록 상기 워크의 무게에 의해 프레임을 따라 하방으로 만곡되어 있으며, 이에 의해, 상기 워크는 상기 적어도 2개의 유지벽 사이에 유지되는 워크 공급 장치. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 회수부는,
회수용 케이스; 및
상기 가이드부에 의해 안내되는 캐리어를, 상기 회수용 케이스로 향하여 이송되는 이송부를 구비하는 워크 공급 장치. - 가요성을 갖는 복수의 캐리어를 준비하는 단계로서, 상기 복수의 캐리어 각각은 표면 및 이면을 갖는 베이스와 상기 베이스의 표면에서 돌출하는 복수의 워크 유지부를 포함하고, 상기 복수의 워크 유지부는 1차원 형상으로 나란하게 배열된 상기 단계;
상기 복수의 워크 유지부에 워크를 각각 유지하는 단계;
상기 복수의 캐리어를 캐리어 케이스의 내부에 수용하는 단계;
상기 캐리어 케이스에서 워크 취출 위치를 향하여 인출방향을 따라 상기 캐리어를 인출하는 단계;
상기 인출된 캐리어를, 상기 이면이 내측이 되도록 만곡시키면서 상기 인출방향과 다른 방향으로 방향 전환시키는 단계; 및
상기 방향 전환된 캐리어를 회수하는 단계를 구비하는 워크 공급 방법. - 가요성을 갖는 복수의 캐리어로, 상기 복수의 캐리어 각각은 표면 및 이면을 갖는 베이스와 상기 베이스의 표면에 마련되는 복수의 워크 유지부를 포함하며, 상기 복수의 워크 유지부는 1차원 형상으로 나란하면서 동시에 각각 워크를 유지하는, 상기 복수의 캐리어;
각각이 상기 복수의 캐리어를 수용하는 복수의 캐리어 케이스;
상기 각 캐리어 케이스에 수용된 상기 복수의 캐리어 각각을 워크 취출 위치를 향하여 인출방향을 따라 인출하는 인출부;
작업대 위에 배치되어, 상기 인출부에 의해 인출되는 상기 캐리어를 만곡시키면서 상기 인출방향과 다른 방향으로 안내하는 가이드부;
상기 복수의 캐리어를 수용하는 회수용 케이스;
상기 가이드부에 의해 안내되는 상기 캐리어를 상기 회수용 케이스에 수용하는 회수부;
상기 복수의 캐리어 케이스를 적재하면서 동시에 상기 작업대 근방에 상기 복수의 캐리어 케이스를 반송하는 반송부; 및
상기 복수의 캐리어 케이스 및 상기 회수용 케이스를 이동시키는 로봇암으로서, 상기 로봇 암은, 상기 반송부에 적재된 상기 복수의 캐리어 케이스 중 상기 워크가 수용되어 있는 상기 캐리어 케이스를 상기 가이드부와 대응하는 위치에 설치하면서 동시에, 상기 회수용 케이스를 상기 반송부로 되돌리는 상기 로봇 암을 구비하는 워크 공급 장치. - 제 8 항에 있어서, 상기 워크 유지부는, 상기 캐리어의 표면에서 돌출되며,
상기 가이드부는, 상기 인출부에 의해 인출되는 상기 캐리어를 상기 이면이 내측이 되도록 만곡시키면서 상기 인출방향과 다른 방향으로 안내하는 워크 공급 장치. - 제 8 항에 있어서, 상기 복수의 워크는, 대응하는 상기 캐리어 케이스 내에 있어서 상기 인출방향을 따라 일렬로 배치되는 워크 공급 장치.
- 제 8 항에 있어서, 상기 가이드부는, 상기 인출방향과 반대방향으로 상기 캐리어를 안내하는 워크 공급 장치.
- 제 8 항에 있어서, 상기 각 워크 유지부는 적어도 2개의 유지벽을 가지며,
상기 워크 각각은, 상기 캐리어의 인출방향에 있어서 서로 반대측에 위치하는 2개의 피유지부를 가지며,
상기 적어도 2개의 유지벽 각각은 대응하는 피유지부의 적어도 일부분을 각각 감싸는 워크 공급 장치. - 제 12 항에 있어서, 상기 캐리어는 길이방향을 따라 연장되는 한 쌍의 가장자리부를 가지며,
상기 캐리어 케이스는, 상기 인출방향에 대하여 직교하는 방향에 있어서 서로 대향하는 내면을 각각 갖는 2개의 측벽과, 상기 내면의 각각에 마련되는 복수의 쌍을 이루는 프레임을 가지며,
각 쌍의 프레임은 상기 캐리어의 한 쌍의 가장자리부 중 한쪽을 지지하는 2개의 프레임을 포함하며,
각 프레임은 상기 캐리어의 인출방향을 따라 연장되고, 또한 하방으로 볼록해지도록 상기 길이방향에 있어서 만곡되어 있으며,
상기 캐리어는, 상기 2개의 프레임 사이에 상기 각 가장자리부가 지지되는 것에 의해, 상기 적어도 2개의 유지벽의 선단간의 거리가 축소되도록 상기 프레임을 따라 만곡되어 있으며, 이에 의해, 상기 워크는 상기 적어도 2개의 유지벽 사이에 유지되는 워크 공급 장치. - 제 12 항에 있어서, 상기 캐리어는 길이방향을 따라 연장되는 한 쌍의 가장자리부를 가지며,
상기 캐리어 케이스는, 상기 캐리어의 인출방향에 대하여 직교하는 방향에 있어서 서로 대향하는 내면을 각각 갖는 2개의 측벽; 및 상기 내면의 각각에 구비되어지는 복수의 프레임을 가지며,
상기 복수의 프레임 각각은 상기 캐리어의 한 쌍의 가장자리부 중 한쪽을 지지하고,
상기 각 프레임은 상기 캐리어의 인출방향을 따라 연장되며, 또한 상기 길이방향에 있어서 하방으로 볼록해지도록 만곡되어 있으며,
상기 캐리어는, 상기 한 쌍의 가장자리부 각각이 상기 프레임에 지지된 상태에 있어서, 상기 적어도 2개의 유지벽의 선단간의 거리가 축소하도록 상기 워크의 무게에 의해 프레임을 따라 하방으로 만곡되어 있으며, 이에 의해, 상기 워크는 상기 적어도 2개의 유지벽 사이에 유지되는 공급 장치. - 제 8 항에 있어서, 상기 회수부는, 상기 가이드부에 의해 안내되는 캐리어를, 상기 회수용 케이스를 향하여 이송하는 이송부인 워크 공급 장치.
- 제 8 항에 있어서, 상기 반송부는 반송차이며,
상기 로봇 암은 상기 반송차에 구비되어 있는 워크 공급 장치. - 제 8 항 내지 제 16 항 중 어느 한 항에 있어서, 상기 회수용 케이스로서 상기 캐리어 케이스를 채용할 수 있는 워크 공급 장치.
- 가요성을 갖는 복수의 캐리어를 준비하는 단계로서, 상기 복수의 캐리어 각각은 표면 및 이면을 갖는 베이스와 상기 베이스의 표면에 마련되는 복수의 워크 유지부를 포함하고, 상기 복수의 워크 유지부는 1차원 형상으로 나란하게 배열된, 상기 단계;
상기 복수의 워크 유지부에 워크를 각각 유지하는 단계;
상기 복수의 캐리어를 캐리어 케이스의 내부에 수용하는 단계;
상기 워크가 수용된 상기 복수의 캐리어 케이스를 반송부에 의해 작업대 근방으로 반송하는 단계;
상기 반송부에 적재된 상기 캐리어 케이스를 로봇암으로 상기 작업대로 이동시키는 단계;
상기 작업대 위에서, 상기 복수의 캐리어 각각을 상기 캐리어 케이스로부터 워크 취출 위치를 향하여 인출방향을 따라 인출하는 단계;
상기 인출된 캐리어를 만곡시키면서 상기 인출방향과 다른 방향으로 방향 전환시키는 단계;
상기 방향 전환된 캐리어를 회수용 케이스로 회수하는 단계; 및
상기 회수용 케이스를 상기 로봇암으로 상기 반송부로 되돌리는 단계를 구비하는 워크 공급 방법. - 가요성을 갖는 캐리어를 갖춘 워크 공급 장치로, 상기 캐리어는, 복수의 워크를 수용 가능하고, 베이스 부재와 상기 베이스 부재에 중첩되는 유지 부재를 가지며, 상기 베이스 부재와 상기 유지 부재는 일체적으로 반송이 가능하며,
상기 베이스 부재는, 1차원 형상으로 나란한 복수의 수용 오목부를 구비하고,
상기 유지 부재는 복수의 워크 유지부를 가지며, 상기 복수의 워크 유지부 각각은 대응하는 상기 수용 오목부의 내부에 위치하면서 동시에 상기 대응하는 워크를 유지하는 워크 공급 장치. - 제 19 항에 있어서, 상기 베이스 부재 및 상기 유지 부재는, 각각 플랜지부를 가지며,
상기 베이스 부재의 플랜지부와 상기 유지 부재의 플랜지부가 중첩되는 워크 공급 장치. - 제 20 항에 있어서, 상기 각 워크 유지부는, 상기 유지 부재의 상기 플랜지부에서 연장되는 연출부이며,
상기 연출부는, 상기 워크를 탄성적으로 유지하기 위해 상기 수용 오목부에 삽입된 상기 워크에 변형된 상태로 맞닿는 워크 공급 장치. - 제 19 항에 있어서, 상기 유지 부재의 두께가 상기 베이스 부재의 두께보다도 작은 워크 공급 장치.
- 제 19 항에 있어서, 상기 복수의 캐리어를 수용하는 캐리어 케이스;
상기 캐리어 케이스에 수용된 상기 복수의 캐리어 각각을 워크 취출 위치를 향하여 인출방향을 따라 인출하는 인출부;
상기 인출부에 의해 인출되는 상기 캐리어를 만곡시키면서 상기 인출방향과 다른 방향으로 안내하는 가이드부;
상기 복수의 캐리어를 수용하는 회수용 케이스; 및
상기 가이드부에 의해 안내되는 상기 캐리어를 상기 회수용 케이스에 수용하는 회수부를 더 구비하는 워크 공급 장치. - 제 23 항에 있어서, 상기 복수의 캐리어 케이스를 적재하면서 동시에 상기 가이드부가 배치된 작업대 근방에 상기 복수의 캐리어 케이스를 반송하는 반송부; 및
상기 복수의 캐리어 케이스 및 상기 회수용 케이스를 이동시키는 로봇암으로서, 상기 로봇암은, 상기 반송부에 적재된 상기 복수의 캐리어 케이스 중 상기 워크가 수용되어 있는 상기 캐리어 케이스를 상기 가이드부와 대응하는 위치에 설치하면서 동시에, 상기 회수용 케이스를 상기 반송부로 되돌리는, 상기 로봇암을 더 구비하는 워크 공급 장치. - 복수의 워크가 수용된 캐리어를 워크 취출 위치를 향하여 이동시키는 단계; 및
상기 워크 취출 위치에서 상기 복수의 워크를 순차적으로 취출하는 단계를 구비하고,
상기 캐리어는 베이스 부재와 유지 부재를 가지며,
상기 베이스 부재는 1차원 형상으로 나란한 복수의 수용 오목부를 가지며,
상기 유지 부재는 상기 복수의 수용 오목부의 내측에 각각 위치하는 복수의 워크 유지부를 가지며,
상기 워크를 취출 위치를 향하여 이동시키는 단계는 상기 베이스 부재와 상기 유지 부재를 중첩시킨 상태로 일체적으로 이동시키는 단계를 포함하는 워크 공급 방법.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011146362A JP2013014386A (ja) | 2011-06-30 | 2011-06-30 | ワーク供給装置およびワーク供給方法 |
| JPJP-P-2011-146362 | 2011-06-30 | ||
| JPJP-P-2011-280382 | 2011-12-21 | ||
| JP2011280382A JP2013129507A (ja) | 2011-12-21 | 2011-12-21 | ワーク供給装置及びワーク供給方法 |
| JPJP-P-2011-280383 | 2011-12-21 | ||
| JP2011280383A JP2013129508A (ja) | 2011-12-21 | 2011-12-21 | ワーク供給装置およびワーク供給方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130004105A true KR20130004105A (ko) | 2013-01-09 |
Family
ID=47355273
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120068134A Withdrawn KR20130004105A (ko) | 2011-06-30 | 2012-06-25 | 워크 공급 장치 및 워크 공급 방법 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8820512B2 (ko) |
| KR (1) | KR20130004105A (ko) |
| CN (1) | CN102849436A (ko) |
| DE (1) | DE102012012562A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9090403B2 (en) * | 2011-12-16 | 2015-07-28 | 3M Innovative Properties Company | Carrier tape |
| DE102012017786B4 (de) * | 2012-09-10 | 2014-04-17 | Böwe Systec Gmbh | Kartenmassenspeicher, -transport und -speicher sowie Sortierverfahren von Karten |
| CN103043442B (zh) * | 2013-01-05 | 2015-05-06 | 深圳市华星光电技术有限公司 | 一种用于传送硬质工件的导向装置 |
| CN103112714B (zh) * | 2013-01-31 | 2015-09-30 | 深圳深蓝精机有限公司 | 排料装置 |
| CN106029337B (zh) * | 2014-02-13 | 2019-02-05 | 日精Asb机械株式会社 | 预成形品排列装置 |
| CN113734735B (zh) * | 2020-05-29 | 2023-05-23 | 三赢科技(深圳)有限公司 | 弹夹自动开合系统 |
| CN113955495B (zh) * | 2021-11-06 | 2023-05-09 | 江西日升建设集团有限公司 | 一种建筑瓦片搬运装置 |
| KR20230090053A (ko) * | 2021-12-14 | 2023-06-21 | 현대자동차주식회사 | 배송용 모빌리티 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4418815A (en) * | 1981-08-07 | 1983-12-06 | Electronic Equipment Development Ltd. | Nonmagnetic lead handling system |
| JP2855673B2 (ja) * | 1989-07-14 | 1999-02-10 | セイコーエプソン株式会社 | 搬送テープ |
| US5690233A (en) * | 1995-03-30 | 1997-11-25 | Kaneko Denki Kabushiki Kaisha | Carrier tape with recesses for electronic parts |
| US5630499A (en) * | 1995-12-15 | 1997-05-20 | Ackley Machine Corporation | Method and apparatus for releasably fastening a bar-like member to a conveyor belt |
| US5967328A (en) * | 1998-01-22 | 1999-10-19 | Dial Tool Industries, Inc. | Part carrier strip |
| JP2001163354A (ja) * | 1999-12-09 | 2001-06-19 | Matsushita Electronics Industry Corp | キャリアテープおよびその製造方法 |
| US7127805B2 (en) * | 2002-11-20 | 2006-10-31 | Intel Corporation | Electronic device carrier and manufacturing tape |
| US7089811B2 (en) * | 2004-01-28 | 2006-08-15 | Innovate! Technology, Inc. | System, apparatus, and method for guiding an exhaust gas |
| US20060157381A1 (en) * | 2005-01-20 | 2006-07-20 | Adams James T | Component carrier and method for making |
| ITBO20050304A1 (it) * | 2005-05-02 | 2006-11-03 | Oam Spa | Apparecchiatura per confezionare prodotti in astucci |
| DE202005011640U1 (de) * | 2005-07-25 | 2005-10-13 | Lissmac Maschinenbau Und Diamantwerkzeuge Gmbh | Vorrichtung zum Bearbeiten eines metallischen Werkstücks |
| JP2010143685A (ja) | 2008-12-17 | 2010-07-01 | Denso Corp | ワーク供給装置 |
| CN102686329A (zh) * | 2009-11-11 | 2012-09-19 | 亨罗布有限公司 | 紧固件分配装置 |
-
2012
- 2012-06-25 DE DE102012012562A patent/DE102012012562A1/de not_active Withdrawn
- 2012-06-25 KR KR1020120068134A patent/KR20130004105A/ko not_active Withdrawn
- 2012-06-26 US US13/533,460 patent/US8820512B2/en not_active Expired - Fee Related
- 2012-06-27 CN CN201210235549XA patent/CN102849436A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US8820512B2 (en) | 2014-09-02 |
| DE102012012562A1 (de) | 2013-01-03 |
| US20130001046A1 (en) | 2013-01-03 |
| CN102849436A (zh) | 2013-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130004105A (ko) | 워크 공급 장치 및 워크 공급 방법 | |
| JP7050156B2 (ja) | ビードエイペックスとスペーサとを伴う複数の積層体を処理するためのビードエイペックス格納システム及び方法 | |
| KR20200050973A (ko) | 반송차, 및 반송 설비 | |
| JP5850661B2 (ja) | 部品供給装置 | |
| CN111703798A (zh) | 一种搬运机器人、取箱方法、货箱上货方法及仓储物流系统 | |
| KR102400594B1 (ko) | 공급 장치 및 이를 구비하는 로봇 시스템 | |
| JP4972120B2 (ja) | 自動工具収納機構 | |
| CN209889819U (zh) | 一种滑移式料匣上料装置 | |
| JP2013129508A (ja) | ワーク供給装置およびワーク供給方法 | |
| JP2642075B2 (ja) | 自走式基板交換ロボット | |
| CN113602725A (zh) | 一种料箱出入库系统 | |
| TWI483882B (zh) | 電子元件轉載收料機 | |
| CN116812442B (zh) | 一种电机铁芯的骨架自动上料设备及上料方法 | |
| CN116001020B (zh) | 刀具自动更换设备及垂直循环传送机构和取料机构及方法 | |
| CN101321615A (zh) | 用于自动制造光学透镜的设备 | |
| CN111908104B (zh) | 一种分类存储系统 | |
| JP2016204154A (ja) | 昇降搬送システム、移載装置 | |
| JP2018039586A (ja) | 容器処理装置 | |
| JP6429013B2 (ja) | ストック装置 | |
| CN212401676U (zh) | 电子元件编带机 | |
| JP5296180B2 (ja) | ワーク搬送装置 | |
| JPWO2004091272A1 (ja) | 電子回路部品供給装置および電子回路部品装着機 | |
| JP7689562B2 (ja) | 移動ロボット、該移動ロボットとバッテリーとを含むシステム、smt生産ライン、及び移動ロボットのためのバッテリーを取り替える方法 | |
| CN219030748U (zh) | 一种物料存取装置 | |
| JP2013129507A (ja) | ワーク供給装置及びワーク供給方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20120625 |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |