KR20130103796A - 코일에서의 시료 채취 방법 및 그 장치 - Google Patents
코일에서의 시료 채취 방법 및 그 장치 Download PDFInfo
- Publication number
- KR20130103796A KR20130103796A KR1020137019214A KR20137019214A KR20130103796A KR 20130103796 A KR20130103796 A KR 20130103796A KR 1020137019214 A KR1020137019214 A KR 1020137019214A KR 20137019214 A KR20137019214 A KR 20137019214A KR 20130103796 A KR20130103796 A KR 20130103796A
- Authority
- KR
- South Korea
- Prior art keywords
- coil
- sample
- sampling
- roller unit
- strip tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/32—Tongs or gripping means specially adapted for reeling operations
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/02—Devices for withdrawing samples
- G01N1/04—Devices for withdrawing samples in the solid state, e.g. by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/16—Unwinding or uncoiling
- B21C47/18—Unwinding or uncoiling from reels or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/32—Tongs or gripping means specially adapted for reeling operations
- B21C47/326—Devices for pressing the end of the material being wound against the cylindrical wall of the reel or bobbin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/06—Bundling coils of wire or like annular objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B69/00—Unpacking of articles or materials, not otherwise provided for
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Sampling And Sample Adjustment (AREA)
- Basic Packing Technique (AREA)
- Unwinding Of Filamentary Materials (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
Abstract
Description
도 1은 본 출원에 따라서 코일에서 시료 채취를 위한 장치를 도시한 개략적 측면도이다.
도 2는 제2 작동 상태에서 도 1에 따른 장치를 도시한 개략적 측면도이다.
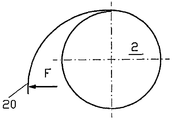
도 3은 지속적인 소성 변형의 조건에서 코일의 스트립 선단이 편향된 상태를 도시한 개략도이다.
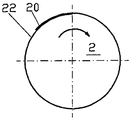
도 4는 코일 상에 신규 스트립 선단을 안착한 후에 남아 있는 소성 변형 상태를 도시한 개략도이다.
도 5는 탄성 변형만이 개시된 조건에서 스트립 선단이 편향된 상태를 도시한 개략도이다.
도 6은 소성 변형만이 개시된 후에 신규 스트립 선단이 복귀된 상태를 도시한 개략도이다.
도 7은 시료 채취를 위한 추가 장치를 도시한 개략도이다.
2: 코일
20: 스트립 선단
30: 고정형 베이스 롤러 유닛
32: 이동형 베이스 롤러 유닛
34: 베이스 롤러 유닛들의 롤러들
36: 이동 장치
302: 밴드 결속 재료용 가이드 장치
322: 밴드 결속 재료용 가이드 장치
40: 제1 압착 롤러 유닛
42: 제2 압착 롤러 유닛
44: 압착 롤러 유닛들의 롤러들
46: 이동 장치
48: 조정 장치
402: 밴드 결속 재료용 경동식 가이드 장치
404: 밴드 결속 재료용 가이드 장치
5: 시료 채취 스테이션
50: 시료 배출 장치
60: 밴드 결속 장치
62: 셔틀
64: 밴드 결속 재료
66: 밴드 연결 장치
70: 편향 장치
72: 편향 부재
74: 절단 장치
76: 앤빌 표면
78: 정지부
720: 가이드 표면
780: 재료 가이드 시스템
782: 재료 수집 시스템
Claims (17)
- 코일(2)에서 시료(24)를 채취하기 위한 시료 채취 장치(1)이며, 시료 채취 동안 코일(2)을 지지하기 위한 하나 이상의 베이스 롤러 유닛(30, 32)과, 코일(2)의 외주면을 압착할 수 있는 하나 이상의 압착 롤러 유닛(40, 42)과, 하나 이상의 베이스 롤러 유닛(30, 32) 상에서 지지되는 코일(2)을 결속하기 위한 하나 이상의 밴드 결속 장치(60)를 포함하는 시료 채취 장치.
- 제1항에 있어서, 상기 베이스 롤러 유닛(30, 32)의 롤러(34)들 및/또는 상기 압착 롤러 유닛(40, 42)의 롤러(44)들은 밴드 결속 재료(64)를 통과시키고, 그리고/또는 밴드 결속 채널을 형성하기 위한 홈부들을 포함하는 것을 특징으로 하는 시료 채취 장치.
- 제1항 또는 제2항에 있어서, 상기 베이스 롤러 유닛(30, 32)의 롤러(34)들 및/또는 상기 압착 롤러 유닛(40, 42)의 롤러(44)들은 각각 2개 이상의 롤러 유닛을 포함하며, 그럼으로써 개별 롤러 부재들 사이에서 밴드 결속 재료(64)가 통과될 수 있고, 그리고/또는 밴드 결속 채널이 형성되는 것을 특징으로 하는 시료 채취 장치.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 코일(2)의 외주면을 압착할 수 있는 하나 이상의 제2 압착 롤러 유닛(42)이 제공되는 것을 특징으로 하는 시료 채취 장치.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 하나 이상의 고정형 베이스 롤러 유닛(30)과 하나 이상의 이동형 베이스 롤러 유닛(32)이 제공되는 것을 특징으로 하는 시료 채취 장치.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 코일(2)의 스트립 선단(20)에서 시료(24)를 채취하기 위한 시료 채취 장치(5)가 제공되는 것을 특징으로 하는 시료 채취 장치.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 바로 아래 위치하는 층(22)으로부터 코일의 스트립 선단(20)을 편향시키기 위한 하나 이상의 편향 장치(70)가 제공되며, 상기 편향 장치는, 상기 코일(2)의 스트립 선단(20)이 바로 아래 위치하는 층(22)으로부터 탄성으로만 편향될 수 있도록 형성되는 것을 특징으로 하는 시료 채취 장치.
- 코일(2)에서 시료(24)를 채취하기 위한 시료 채취 장치(1')이며, 바로 아래 위치하는 층(22)으로부터 코일(2)의 재료 포착부(20)를 편향시키기 위한 편향 장치(70)를 포함하는 상기 시료 채취 장치(1')에 있어서, 상기 편향 장치(70)는 상기 코일(2)의 스트립 선단(20)이 바로 아래 위치하는 층(22)으로부터 탄성으로만 편향될 수 있도록 형성되는 것을 특징으로 하는 시료 채취 장치.
- 제8항에 있어서, 상기 편향 장치(70)는, 상기 스트립 선단(20)의 탄성 변형만이 개시되도록 상기 코일(2)의 스트립 선단(20)이 힘(f)에 의해 바로 아래 위치하는 층(22)으로부터 편향될 수 있도록 기하 구조, 배향 및/또는 위치 결정을 나타내는 편향 부재(72)를 포함하는 것을 특징으로 하는 시료 채취 장치.
- 제9항에 있어서, 상기 편향 부재(72)는 바람직하게는 예각을 갖는 쐐기의 형태로 형성되는 것을 특징으로 하는 시료 채취 장치.
- 제8항 내지 제10항 중 어느 한 항에 있어서, 상기 편향 장치(70)는 상기 코일(2)의 외주면에 실질적으로 접선으로 공급될 수 있고, 바람직하게는 편향 부재(72)가 상기 코일(2)의 외주면으로 공급될 수 있는 것을 특징으로 하는 시료 채취 장치.
- 제8항 내지 제11항 중 어느 한 항에 있어서, 코일(2)에서 시료(24)를 절단하기 위한 절단 장치(74)가 제공되고, 상기 절단 장치는 바람직하게는 바로 아래 위치하는 코일의 층에 대해 실질적으로 수직 방향으로 스트립 선단 상에 작용하는 것을 특징으로 하는 시료 채취 장치.
- 제8항 내지 제12항 중 어느 한 항에 있어서, 상기 코일(2)을 결속하기 위한 밴드 결속 장치(60)가 제공되는 것을 특징으로 하는 시료 채취 장치.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 스트립 선단(20)의 위치 및 그 배향을 결정하기 위해, 직접 또는 간접 측정형 센서들이 제공되는 것을 특징으로 하는 시료 채취 장치.
- 코일(2)에서 시료(24)를 채취하기 위한 시료 채취 방법이며,
- 하나 이상의 베이스 롤러 유닛(30, 32) 상에서 코일(2)을 지지하는 단계와,
- 하나 이상의 압착 롤러 유닛(40, 42)으로 코일(2)의 외주면을 압착하는 단계와,
- 시료를 채취하는 단계와,
- 밴드 결속 장치(60)를 이용하여 하나 이상의 베이스 롤러 유닛(30, 32) 상에서 지지되는 코일(2)을 결속하는 단계를 포함하는 시료 채취 방법. - 코일(2)에서 시료(24)를 채취하기 위한 시료 채취 방법이며,
- 스트립 선단(20)의 탄성 변형만이 개시되는 방식으로 바로 아래 위치하는 층(22)으로부터 코일(2)의 스트립 선단(20)을 편향시키는 단계와,
- 코일(2)의 탄성 편향된 스트립 선단(20)에서 시료(24)를 채취하는 단계와,
- 바로 아래 위치하는 층(22)에 스트립 선단(20)을 안착시키는 단계를 포함하는 시료 채취 방법. - 제16항에 있어서, 탄성 변형만을 제공하기 위한 최대 적용되는 힘(f)은 계산되고, 실험을 통해 산출되고, 그리고/또는 경험치를 바탕으로 결정되는 것을 특징으로 하는 시료 채취 방법.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011012192.7 | 2011-02-23 | ||
| DE102011012192 | 2011-02-23 | ||
| DE102011015896 | 2011-04-01 | ||
| DE102011015896.0 | 2011-04-01 | ||
| DE102011077461.0 | 2011-06-14 | ||
| DE102011077461A DE102011077461A1 (de) | 2011-02-23 | 2011-06-14 | Vorrichtung und Verfahren zur Entnahme einer Probe von einem Coil |
| PCT/EP2012/051744 WO2012113631A1 (de) | 2011-02-23 | 2012-02-02 | Vorrichtung und verfahren zur entnahme einer probe von einem coil |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130103796A true KR20130103796A (ko) | 2013-09-24 |
Family
ID=46605054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137019214A Ceased KR20130103796A (ko) | 2011-02-23 | 2012-02-02 | 코일에서의 시료 채취 방법 및 그 장치 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9157836B2 (ko) |
| EP (1) | EP2678125B1 (ko) |
| JP (1) | JP5615985B2 (ko) |
| KR (1) | KR20130103796A (ko) |
| CN (1) | CN103379970B (ko) |
| DE (1) | DE102011077461A1 (ko) |
| RU (1) | RU2550051C2 (ko) |
| TW (1) | TW201235127A (ko) |
| WO (1) | WO2012113631A1 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9149848B2 (en) | 2011-01-20 | 2015-10-06 | Primetals Technologies USA LLC | Method and apparatus for trimming a sample from a coiled metal web |
| MY175027A (en) | 2011-03-23 | 2020-06-03 | Sms Logistiksysteme Gmbh | Method of and apparatus for sampling thick strips |
| CN103224072B (zh) * | 2013-04-23 | 2015-11-04 | 中冶南方工程技术有限公司 | 便于拆除钢卷捆带的装置 |
| EP3067127B1 (de) * | 2015-03-12 | 2019-10-09 | Primetals Technologies Austria GmbH | Vorrichtung zum inspizieren und beproben eines gehaspelten bundes aus metallband |
| CN106394966B (zh) * | 2016-10-27 | 2019-03-29 | 中冶南方工程技术有限公司 | 捆带夹持器以及机器人打捆设备 |
| CN110745326A (zh) * | 2019-11-15 | 2020-02-04 | 黑龙江省农业机械工程科学研究院佳木斯农业机械化研究所 | 一种圆捆秸秆拆包机 |
| CN111257032B (zh) * | 2020-03-19 | 2022-09-20 | 中铝瑞闽股份有限公司 | 一种铝合金热轧卷材取样方法 |
| CN114570785B (zh) * | 2022-05-05 | 2022-07-26 | 江苏巨弘捆带制造有限公司 | 一种钢带自动卷取打包装置 |
| CN116223092B (zh) * | 2023-04-13 | 2025-08-26 | 上海交通大学医学院附属第九人民医院 | 在组织块表面寻找可脱落目标物质的方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1514861A (fr) * | 1966-03-17 | 1968-05-16 | Bliss E W Co | Procédé et dispositif de perforation et de découpage d'une bande en mouvement rapide |
| AT275452B (de) * | 1967-10-02 | 1969-10-27 | Voest Ag | Vorrichtung zum Niederhalten des Bandendes eines gewickelten Bundes oder der Streifenenden mehrerer auf einem gemeinsamen Wickeldorn nebeneinander gleichzeitig hergestellter Streifenwickel |
| DE2815969C3 (de) * | 1978-04-13 | 1985-08-22 | Siemag Transplan Gmbh, 5902 Netphen | Vorrichtung zum Öffnen von Bunden |
| DE2924379A1 (de) * | 1979-06-16 | 1981-01-08 | Siemag Transplan Gmbh | Scherenanlage zum schopfen der enden und/oder zum abtrennen von probenstuecken an auf bunde gewickeltem walzband o.dgl. |
| DE3004952C2 (de) * | 1980-02-09 | 1982-02-18 | Schloemann-Siemag AG, 4000 Düsseldorf | Vorrichtung zum Abtrennen von Schopfenden bzw. Probestreifen von zu Bunden aufgewickeltem Metallband |
| DE3028538A1 (de) | 1980-07-28 | 1982-02-25 | Siemag Transplan Gmbh, 5902 Netphen | Scherenanlage zum schopfen der enden und/oder zum abtrennen von probenstuecken an auf bunde gewickeltem walzband o.dgl. |
| AT375051B (de) | 1982-08-10 | 1984-06-25 | Voest Alpine Ag | Anlage zum binden von bunden |
| DE3247705A1 (de) | 1982-12-23 | 1984-07-05 | Siemag Transplan Gmbh, 5902 Netphen | Scherenanlage mit inspektionsrollgang |
| JPH07115572B2 (ja) | 1985-01-16 | 1995-12-13 | トヨタ自動車株式会社 | 後輪のサスペンション制御装置 |
| IT1248124B (it) * | 1991-01-28 | 1995-01-05 | Danieli Off Mecc | Macchina per il taglio testa e prelievo campioni da rotoli di nastri (coils) |
| FI93275C (fi) * | 1993-04-29 | 1995-03-10 | Rautaruukki Oy | Menetelmä- ja laite näytteen ottamiseksi nauhakelasta |
| JP3532286B2 (ja) * | 1995-03-31 | 2004-05-31 | Jfeスチール株式会社 | コイル結束解束装置及びコイル尾端エッジ保護金物 |
| DE19908076C2 (de) | 1999-02-25 | 2001-02-01 | Sket Walzwerkstechnik Gmbh | Verfahren und Einrichtung zum Abbinden von Spaltbandbunden |
| DE10300362A1 (de) * | 2003-01-06 | 2004-07-22 | Sms Demag Ag | Verfahren und Anlage zum Walzen und anschließendem Haspeln von Metallband, insbesondere von Stahlband |
| AT501782B1 (de) * | 2005-04-21 | 2008-12-15 | Voest Alpine Ind Anlagen | Vorrichtung und verfahren zur probennahme |
| DE102007017383B4 (de) | 2007-02-08 | 2015-03-26 | Sms Siemag Aktiengesellschaft | Einrichtung zum Binden eines Coils |
| FR2921852B1 (fr) | 2007-10-08 | 2010-02-26 | Siemens Vai Metals Tech Sas | Dispositif d'inspection d'une bande metallique |
| CN101602413B (zh) * | 2008-06-11 | 2012-03-28 | Poscom-科技 | 用于材料卷包装的头部单元 |
| JP5523734B2 (ja) | 2009-04-22 | 2014-06-18 | アルプス工業株式会社 | ドレン水浄化装置 |
| US9149848B2 (en) * | 2011-01-20 | 2015-10-06 | Primetals Technologies USA LLC | Method and apparatus for trimming a sample from a coiled metal web |
-
2011
- 2011-06-14 DE DE102011077461A patent/DE102011077461A1/de not_active Withdrawn
-
2012
- 2012-02-02 US US13/985,605 patent/US9157836B2/en not_active Expired - Fee Related
- 2012-02-02 EP EP12703064.1A patent/EP2678125B1/de active Active
- 2012-02-02 WO PCT/EP2012/051744 patent/WO2012113631A1/de not_active Ceased
- 2012-02-02 KR KR1020137019214A patent/KR20130103796A/ko not_active Ceased
- 2012-02-02 CN CN201280010218.4A patent/CN103379970B/zh not_active Expired - Fee Related
- 2012-02-02 RU RU2013142755/02A patent/RU2550051C2/ru active
- 2012-02-02 JP JP2013554836A patent/JP5615985B2/ja not_active Expired - Fee Related
- 2012-02-09 TW TW101104162A patent/TW201235127A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TW201235127A (en) | 2012-09-01 |
| JP2014511310A (ja) | 2014-05-15 |
| CN103379970A (zh) | 2013-10-30 |
| CN103379970B (zh) | 2016-12-07 |
| RU2013142755A (ru) | 2015-04-10 |
| EP2678125A1 (de) | 2014-01-01 |
| DE102011077461A1 (de) | 2012-08-23 |
| RU2550051C2 (ru) | 2015-05-10 |
| JP5615985B2 (ja) | 2014-10-29 |
| WO2012113631A1 (de) | 2012-08-30 |
| US20130312544A1 (en) | 2013-11-28 |
| US9157836B2 (en) | 2015-10-13 |
| EP2678125B1 (de) | 2014-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130103796A (ko) | 코일에서의 시료 채취 방법 및 그 장치 | |
| JP5038901B2 (ja) | 圧延ストリップの検査の方法及び装置 | |
| JP6049682B2 (ja) | 肉厚の帯材からサンプルを採取する装置及び方法 | |
| US20120317774A1 (en) | Support for a metal coil and apparatuses comprising such a support | |
| US9149848B2 (en) | Method and apparatus for trimming a sample from a coiled metal web | |
| CN102066017B (zh) | 用于卷绕钢带的边缘剪切废料的装置和方法 | |
| US20140216278A1 (en) | Sealing head for modular steel strapping machine | |
| CN103052582A (zh) | 不良电极卷绕装置 | |
| CN101247915A (zh) | 用于采样的装置和方法 | |
| DE2826026B2 (de) | Vorrichtung zum automatischen Auftrennen, Aufwickeln und Abführen eines zum Zusammenhalten eines Bundes dienenden Bandes | |
| JP2016107296A (ja) | セパレーター装置、コイル製品の製造装置及び製造方法 | |
| EP0650796B1 (fr) | Procédé et dispositif d'équerrage et soudage de bandes métalliques | |
| CN101227985A (zh) | 检查方法 | |
| JP6855591B2 (ja) | 運搬デバイスおよびコイルを運搬するための方法 | |
| US5330119A (en) | Automated uncoiling apparatus | |
| US5626308A (en) | Winding method and apparatus for wound balls | |
| GB2046147A (en) | Coil Band Severing and Disposal Apparatus | |
| EP3088169B1 (en) | Bleeder cord affixing device and affixing method | |
| US20200038930A1 (en) | Method and apparatus for processing strip end | |
| CN106163686A (zh) | 用于对热轧金属带进行采样的方法和装置 | |
| GB2537164A (en) | Foil coiling system and method | |
| DE2826026C (de) | Vorrichtung zum automatischen Auftrennen, Aufwickeln und Abführen eines zum Zusammenhalten eines Bundes dienenden Bandes | |
| CA1088486A (en) | Sheet metal web handling method, apparatus and coil construct | |
| WO2004036277A1 (de) | Verfahren und vorrichtung zum spleissen von lichtwellenleitern durch eine schmelzverbindung | |
| JP2024041358A (ja) | 結束バンド回収装置および結束バンド回収方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20130719 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20130719 Comment text: Request for Examination of Application |
|
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20140626 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20141210 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20140626 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20141210 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20141023 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20150320 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20150309 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20141210 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20141023 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20140626 |