KR20130110037A - 열 전도성 화합물을 갖는 ipm 기계 - Google Patents
열 전도성 화합물을 갖는 ipm 기계 Download PDFInfo
- Publication number
- KR20130110037A KR20130110037A KR1020130029101A KR20130029101A KR20130110037A KR 20130110037 A KR20130110037 A KR 20130110037A KR 1020130029101 A KR1020130029101 A KR 1020130029101A KR 20130029101 A KR20130029101 A KR 20130029101A KR 20130110037 A KR20130110037 A KR 20130110037A
- Authority
- KR
- South Korea
- Prior art keywords
- magnet
- rotor
- thermally conductive
- permanent magnet
- thermal conductivity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 150000001875 compounds Chemical class 0.000 title abstract description 12
- 238000012546 transfer Methods 0.000 claims abstract description 9
- 239000004020 conductor Substances 0.000 claims abstract 7
- 238000000034 method Methods 0.000 claims description 27
- 229920005989 resin Polymers 0.000 claims description 17
- 239000011347 resin Substances 0.000 claims description 17
- 239000000843 powder Substances 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 12
- 239000011230 binding agent Substances 0.000 claims description 5
- 239000011248 coating agent Substances 0.000 claims description 5
- 238000000576 coating method Methods 0.000 claims description 5
- 229920001940 conductive polymer Polymers 0.000 claims description 4
- 230000001360 synchronised effect Effects 0.000 claims description 4
- 229910052582 BN Inorganic materials 0.000 claims description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 2
- 238000002844 melting Methods 0.000 claims description 2
- 230000008018 melting Effects 0.000 claims description 2
- 238000001816 cooling Methods 0.000 description 14
- 239000002826 coolant Substances 0.000 description 13
- 239000011162 core material Substances 0.000 description 10
- 238000003475 lamination Methods 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 239000003921 oil Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- 239000004033 plastic Substances 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 238000004382 potting Methods 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 229910052692 Dysprosium Inorganic materials 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- KBQHZAAAGSGFKK-UHFFFAOYSA-N dysprosium atom Chemical compound [Dy] KBQHZAAAGSGFKK-UHFFFAOYSA-N 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000003623 enhancer Substances 0.000 description 2
- 230000005415 magnetization Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910001172 neodymium magnet Inorganic materials 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- 229920000265 Polyparaphenylene Polymers 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 239000004957 Zytel Substances 0.000 description 1
- 229920006102 Zytel® Polymers 0.000 description 1
- XWROSHJVVFETLV-UHFFFAOYSA-N [B+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O Chemical compound [B+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O XWROSHJVVFETLV-UHFFFAOYSA-N 0.000 description 1
- QJVKUMXDEUEQLH-UHFFFAOYSA-N [B].[Fe].[Nd] Chemical compound [B].[Fe].[Nd] QJVKUMXDEUEQLH-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 229920005601 base polymer Polymers 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- POIUWJQBRNEFGX-XAMSXPGMSA-N cathelicidin Chemical compound C([C@@H](C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CO)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H]([C@@H](C)CC)C(=O)NCC(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)CC)C(=O)N[C@@H](C(C)C)C(=O)N[C@@H](CCC(N)=O)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)CC)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CC(N)=O)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](C(C)C)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)O)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CO)C(O)=O)NC(=O)[C@H](CC=1C=CC=CC=1)NC(=O)[C@H](CC(O)=O)NC(=O)CNC(=O)[C@H](CC(C)C)NC(=O)[C@@H](N)CC(C)C)C1=CC=CC=C1 POIUWJQBRNEFGX-XAMSXPGMSA-N 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 239000011231 conductive filler Substances 0.000 description 1
- 230000005347 demagnetization Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000010705 motor oil Substances 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 239000012260 resinous material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000002470 thermal conductor Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K9/00—Arrangements for cooling or ventilating
- H02K9/22—Arrangements for cooling or ventilating by solid heat conducting material embedded in, or arranged in contact with, the stator or rotor, e.g. heat bridges
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/276—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM]
- H02K1/2766—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM] having a flux concentration effect
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/32—Rotating parts of the magnetic circuit with channels or ducts for flow of cooling medium
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, moulding insulation, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K9/00—Arrangements for cooling or ventilating
- H02K9/22—Arrangements for cooling or ventilating by solid heat conducting material embedded in, or arranged in contact with, the stator or rotor, e.g. heat bridges
- H02K9/223—Heat bridges
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K9/00—Arrangements for cooling or ventilating
- H02K9/22—Arrangements for cooling or ventilating by solid heat conducting material embedded in, or arranged in contact with, the stator or rotor, e.g. heat bridges
- H02K9/227—Heat sinks
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2213/00—Specific aspects, not otherwise provided for and not covered by codes H02K2201/00 - H02K2211/00
- H02K2213/03—Machines characterised by numerical values, ranges, mathematical expressions or similar information
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
동기식 전기 기계가 로터, 복수의 영구 자석, 그리고 열 전도성 화합물을 포함하고, 상기 로터는 축방향으로 연장하는 슬롯이 있는 실질적으로 원통형인 코어를 가지며, 상기 복수의 영구 자석은 원주 방향으로 교번하는 극들을 정의하는 세트로 구성되어 상기 슬롯 각각에 배치되고, 상기 열 전도성 화합물은 영구 자석에서 코어로 열을 전달하기 위해 영구 자석과 코어에 인접하며 0.3W/(m·K)보다 큰 열 전도율을 갖는다.
Description
본 발명은 일반적으로 모터와 같은 내부 영구 자석(interior permanent magnet, IPM) 전기 회전 기계에 관한 것이고, 더욱 구체적으로, 향상된 효율을 제공하는 IPM 로터 구조에 관한 것이다.
영구 자석의 사용은 일반적으로 전기 기계의 성능과 효율을 향상시킨다. 예를 들어, IPM 형식의 기계는 높은 토크 밀도를 수반한 자기 토크와 자기 저항 토크를 갖고, 일반적으로 넓은 영역의 작동 조건에 걸쳐 일정한 전력 출력을 제공한다. IPM 전기 기계는 일반적으로 낮은 토크 리플(ripple)과 낮은 가청 노이즈에서 작동한다. 영구 자석은 기계의 로터의 바깥 주변에 배치되거나{예를 들어, 표면 실장(surface mount)} 또는 기계의 로터의 내부 영역에 배치(즉, 내부 영구 자석, IPM) 될 수 있다. IPM 전기 기계는하이브리드 또는 모든 전기 자동차에 채용될 수 있는데, 예를 들어 자동차가 감속할 때 발전기로서 작동할 수 있고, 또는 자동차가 가속할 때 모터로서 작동할 수 있다. 예를 들어 발전 설비나 농업 기계와 같은 다른 적용예들은 IPM 전기 기계를 전용 모터로 채용할 수 있다. IPM 전기 기계는 휴대용 전기의 공급과 같은 전용 발전기로 사용될 수 있다.
IPM 전기 기계의 로터 코어는 보통 많은 수의 금속 시트 라미네이션(metal sheet lamination)의 적층(stacking) 및 스탬핑에 의하여 생산된다. 한 일반적 형태에서, 이 로터 코어에는 영구 자석을 수용하기 위해 축방향으로 연장하는 슬롯이 마련된다. 자석 슬롯은 통상적으로 스테이터와 마주하는 로터의 표면 가까이 위치한다. 모터의 효율은 일반적으로 로터 자석과 스테이터 사이의 거리를 최소화함으로써 향상된다. 로터의 자석 슬롯에 영구 자석을 설치하는 데 다양한 방법이 사용된다. 이러한 방법들은 자석의 설치 후에 자석 슬롯 내의 빈 공간을 남겨두거나 자석 슬롯을 완전히 채울 수 있다.
로터에 영구 자석을 설치하는 가장 간단한 방법 중 하나는, 단순히 슬롯에 자석을 밀어 넣고, 슬롯과 자석 사이에 강제 끼워 맞춤 결합(press-fit engagement)에 의해 자석을 슬롯 내에 유지시키는 것이다. 이 설치 형식은 통상적으로 자석의 반대 측면 단부에 위치하는 축방향으로 연장하는 빈 공간을 야기한다. 만약 전기 기계가 로터에 오일을 분사하는 오일 냉각 기계라면, 오일은 로터의 자석 슬롯 내 빈 공간에 모일 것이다. 로터의 빈 공간에 오일이 모이는 것은 로터의 불균형을 초래할 수 있기 때문에 바람직하지 않다.
종래의 IPM 로터는 충분히 냉각되지 않고, 이는 낮은 기계 출력을 야기하며, 영구 자석의 자기 소거(demagnetization)를 야기하거나 뜨거운 로터에 의해 발생되는 기계적인 문제들을 야기할 수 있다.
일 실시예에 따르면, 동기식 전기 기계는 로터, 복수의 영구 자석, 그리고 열 전도성 화합물을 포함하고, 상기 로터는 축방향으로 연장하는 슬롯이 있는 실질적으로 원통형인 코어를 가지며, 상기 복수의 영구 자석은 원주 방향으로 교번하는 극들을 정의하는 세트로 구성되어 상기 슬롯 각각에 배치되고, 상기 열 전도성 화합물은 영구 자석에서 코어로 열을 전달하기 위해 영구 자석과 코어에 인접하며 0.3W/(m·K)보다 큰 열 전도율을 갖는다.
다른 실시예에 따르면, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법은 로터 코어의 축방향으로 연장하는 복수의 대응 자석 슬롯에 복수의 영구 자석들을 위치시키는 단계, 및 0.3W/(m·K)보다 큰 열 전도율을 갖는 화합물로 복수의 영구 자석들을 피복하는 단계를 포함한다.
앞서 언급한 과제의 해결 수단은 첨부된 청구항에 의하여 정의되는 발명을 한정하는 것이 아니다. 유사하게, 발명의 명칭과 요약서 모두 청구된 발명의 범위에 아무런 제한을 하지 않는다.
상술한 예시적인 실시예의 양태는 첨부된 도면과 함께 실시예에 대한 다음의 설명을 참조함으로써 더욱 명확해 질 것이고 더욱 잘 이해될 것이다.
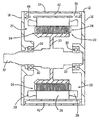
도 1은 전기 기계의 개략적인 단면도;
도 2는 전기 기계의 내부 영구 자석(IPM) 로터의 사시도;
도 3은 영구 자석의 개략도;
도 4는 전기 기계의 내부 영구 자석(IPM) 로터의 평면도;
도 5는 도 4의 로터의 일부분에 대한 확대도로서, 자극(magnetic pole)으로 정의될 수 있는 영구 자석들이 세트로 그룹지어진 부분에 대한 도면;
도 6은 전기 기계의 내부 영구 자석(IPM) 로터의 평면도; 그리고
도 7은 도 6의 로터의 일부분에 대한 확대도로서, 자극으로 정의될 수 있는 영구 자석들이 세트로 그룹지어진 부분에 대한 도면이다.
대응되는 도면 부호는 몇몇의 도면에 걸쳐서 대응되는 부분 또는 유사한 부분을 가리킨다.
도 1은 전기 기계의 개략적인 단면도;
도 2는 전기 기계의 내부 영구 자석(IPM) 로터의 사시도;
도 3은 영구 자석의 개략도;
도 4는 전기 기계의 내부 영구 자석(IPM) 로터의 평면도;
도 5는 도 4의 로터의 일부분에 대한 확대도로서, 자극(magnetic pole)으로 정의될 수 있는 영구 자석들이 세트로 그룹지어진 부분에 대한 도면;
도 6은 전기 기계의 내부 영구 자석(IPM) 로터의 평면도; 그리고
도 7은 도 6의 로터의 일부분에 대한 확대도로서, 자극으로 정의될 수 있는 영구 자석들이 세트로 그룹지어진 부분에 대한 도면이다.
대응되는 도면 부호는 몇몇의 도면에 걸쳐서 대응되는 부분 또는 유사한 부분을 가리킨다.
아래 설명된 실시예들은, 발명을 개시된 특정 형태로만 완전히하거나 또는 한정하려는 의도가 아니다. 오히려, 실시예들은 이 기술 분야의 통상의 지식을 가진 다른 사람들이 이 교시들의 원칙이나 실례들을 인식하고 이해할 수 있도록 선택되거나 설명된다.
도 1은 전기 기계 조립체(1)의 일례의 개략적인 단면도이다. 전기 기계 조립체(1)는 하우징(12)을 포함할 수 있고, 상기 하우징(12)은 슬리브 부재(14), 제1 단부 캡(16), 그리고 제2 단부 캡(18)을 포함한다. 전기 기계(20)는 슬리브 부재(14)와 단부 캡(16, 18)에 의해 적어도 부분적으로 정의되는 기계 공간(22)내에 수용된다. 전기 기계(20)는 로터 조립체(24), 스테이터 단부 턴(28)을 포함하는 스테이터 조립체(26), 베어링(30), 그리고 로터(24)의 일부로서 고정된 출력 축(32)을 포함한다. 로터(24)는 스테이터(26) 내에서 회전한다. 로터 조립체(24)는 로터 허브(33)에 의해 축(34)에 고정된다. 대체 가능한 실시예에서, 전기 기계(20)는 "허브가 없는" 설계가 될 수 있다.
몇몇의 실시예에서, 모듈 하우징(12)은 적어도 하나의 냉각 재킷(42), 예를 들어 슬리브 부재(14)와 스테이터(26) 내의 통로를 포함하는 냉각 재킷을 포함한다. 다양한 실시예에서 냉각 재킷(42)은 실질적으로 스테이터 단부 턴(28)을 포함하는 스테이터 조립체(26)의 부분을 둘러싼다. 적합한 냉각제는 미션 오일(transmission fluid), 에틸렌 글리콜, 에틸렌글리콜/물 혼합물, 물, 오일, 모터 오일, 가스, 미스트, 이것들의 어떤 조합, 또는 또 다른 물질을 포함할 수 있다. 냉각 시스템은 노즐(미도시) 또는 단부 턴(28) 위로 냉각제를 제공하기 위한 다른 구성을 포함할 수 있다. 모듈 하우징(12)은 냉각 재킷(42)이 기계 공간(22)과 유체 연통되도록 하는 복수의 냉각 재킷 개구(46)들을 포함할 수 있다. 냉각 개구(46)는, 단부 턴(28)에 직접 접촉하여 단부 턴(28)을 냉각시키는 냉각제를 제공하기 위해, 실질적으로 스테이터 단부 턴(28)과 인접하게 위치할 수 있다. 예를 들어, 냉각 재킷 개구(46)는 슬리브 부재(14)의 내벽(48) 부분을 통해 위치할 수 있다. 냉각제는 냉각 재킷의 개구(46)에서 빠져나온 후, 다른 부품들을 냉각하기 위하여 기계 공간(22)의 부분을 통해 흐른다. 특히, 냉각제는 로터 조립체(24)를 냉각하기 위하여 허브(33) 위로 향하여 제공되거나 뿌려질 수 있다. 냉각제는 하우징(12)에 들어갈 때 가압될 수 있다. 하우징(12)을 빠져 나온 후, 냉각제는 하우징(12) 바깥의 열 전달 요소(미도시)를 향하여 흐를 수 있고, 열 전달 요소는 냉각제에 의해 제공 받은 열 에너지를 제거할 수 있다. 열 전달 요소는 라디에이터 또는 열 에너지를 제거할 수 있는 유사한 열 교환 장치일 수 있다.
도 2는 로터(24)를 축(32)에 고정시키기 위한 중앙 개구를 수반한 허브 조립체(33)를 갖는 IPM 로터(24)의 사시도이다. 로터(24)는 로터 코어(15)를 포함하고, 로터 코어(15)는 예를 들어, 강철(steel)과 같은 개별적인 금속 라미네이션들을 적층하는 공지의 방법으로 형성될 수 있다. 로터 코어(15)는 각각이 늘어난 형상을 갖는, 축방향으로 연장하는 복수의 자석 슬롯(17, 19, 21, 23)을 포함하고, 늘어난 형상은 예를 들어 늘어난 오벌(oval) 모양을 갖는다. 부가적으로, 비록 자석 슬롯(17, 19, 21, 23)이 예리한 코너와 단부로 다양하게 도시되어 있으나, 자석 슬롯(17, 19, 21, 23)은 통상적으로 로터 라미네이션에서 응력 집중을 감소시키기 위하여 둥근 단부를 갖는다.
도 3은 임의의 모서리(3)의 선형 치수(linear dimension)로 정의되는 폭, 임의의 모서리(4)의 선형 치수로 정의되는 길이, 그리고임의의 모서리(5)의 선형 치수로 정의 되는 높이를 갖는 직사각형 기둥으로서 형성되는 예시적인 영구 자석(2)을 도시한다. 한편 설명의 편의를 위하여 보통의 직사각형 고체로 설명되나, 다양한 실시예의 영구 자석은 어떠한 다른 적합한 모양도 가질 수 있다. 예를 들어, 자석(2)은 둥근 단부, 측면부 및/또는 코너를 가질 수 있다. 본 명세서에서 모서리(3, 4)로 경계지어진 각 영역은 자석 상부와 자석 하부로 불릴 수 있다. 본 명세서에서 모서리(3, 5)로 경계지어진 각 영역은 자석 단부로 불릴 수 있다. 본 명세서에서 모서리(4, 5)로 경계지어진 각 영역은 자석 측면부로 불릴 수 있다. 자석(2) 은 다양한 자석 슬롯(17, 19, 21, 23) 안에 설치될 수 있는 임의의 적합한 크기를 가질 수 있다. 자석(2)은 통상적으로 높은 자속밀도를 갖는 네오디뮴(Nd)와 같은 희토류 물질로 형성된다. Nd 자석은 작동 온도가 너무 높은 경우에 악화되거나 자성이 없어질 수 있다. 전기 기계가 높은 온도 조건에서 작동시, 영구 자석은 과열된다. 예를 들어, Nd 자석이 대략 섭씨 320도까지 올라갔을 때, Nd 자석은 자성을 잃고 분리된다. 기계의 온도와 전류가 복합적으로 커지면, 역시 자기소거가 일어난다. 예를 들어, 자기소거는 섭씨 100도의 온도와 2000암페어의 전류, 또는 섭씨 200도의 온도와 200암페어의 전류일 때 일어날 수 있다. 전기 기계가 더 좋은 성능을 내는 것이 어려운 경우, 기계에서의 전력 소비의 증가량과 그에 수반되는 열 형태의 전력 손실의 증가량으로 자석 자체의 안정도를 시험한다. 그러므로, 자기소거에 대한 자석의 저항력을 높이기 위하여 자석 화합물에 디스프로슘(Dy)을 첨가할 필요가 있을 수 있다. 예를 들어, 네오디뮴-철-붕소 자석은 Nd의 6퍼센트까지 Dy로 대체하여 자석(2)의 보자성과 회복력을 증가시킬 수 있다. 비록 디스프로슘이 자석(2)의 자기소거를 방지하기 위해 사용될 수 있으나, 디스프로슘은 고가이며, Nd를 어떤 충전재로 치환하여도 공칭 자기장 세기를 감소시킨다. Dy 치환은 전기 기계가 더 고온이지만 상대적으로 더 낮은 자기장 세기에서 작동하도록 할 수 있다.
도 2의 실시예는 10개의 자석 슬롯 세트를 포함하고, 각 세트는 자석 슬롯(17, 19, 21, 23)을 포함하며, 세트는 원주 방향으로 교번하는 극들(예를 들어, N-S-N-S 등)을 정의한다. 정해진 작용을 위하여 임의의 적합한 개수의 자석 세트가 사용될 수 있다. 자석 슬롯(17, 19, 21, 23)과 대응 자석(2)은 실질적으로 로터 코어(15)의 전체 축 길이만큼 연장할 수 있다. 도 4는 10개 세트의 자석 슬롯(17, 19, 21, 23)을 갖는 로터 조립체(6)의 평면도이고, 도 5는 그 중의 한 자석 세트(7)의 확대된 평면도이다. 비록 자석 슬롯(17, 19, 21, 23) 중다양한 슬롯들이 예리한 모서리로 도시되어 있으나, 이 모서리들은 둥글게 될 수 있다. 영구 자석(8)이 자석 슬롯(17)에 배치된 후에는, 자석(8)의 단부와 슬롯(17)의 내벽 사이에 갭(34, 35)이 존재한다. 유사하게, 영구 자석(9)이 자석 슬롯(19)에 배치된 후에는, 자석(9)의 단부와 슬롯(19)의 내벽 사이에 갭(36, 37)이 존재한다. 영구 자석(10)이 자석 슬롯(21)에 배치된 후에는, 자석(10)의 단부와 슬롯(21)의 내벽 사이에 갭(38, 39)이 존재한다. 영구 자석(11)이 자석 슬롯(23)에 배치된 후에는, 자석의 단부와 슬롯(23)의 내벽 사이에 갭(34, 35)이 존재한다. 갭(33-41)은, 자석들 각각의 자화 방향이 자석 단부와 수직인 때에, 자속의 단락을 방지한다. 모터 효율을 최대화하기 위하여 자석 슬롯들이 로터 외부에 매우 가까이 위치할 때는, 오직 로터의 라미네이션 적층에의해 형성된 로터 코어 소재의 얇은 브릿지만이 자석 슬롯(17, 19, 21, 23)을 로터의 외면(27)과 분리시킨다. 에폭시, 수지, 열 경화성 수지{포팅 화합물(potting compound)} 또는 그와 유사한 것들이 종래의 방식으로 NdFeB 자석을 로터에 고정시키기 위하여 주입된다. 예를 들어, 다양한 전기적 및 열적 절연재가 진공식(vacuum-assisted) 수지 전달 공정에서 영구 자석을 고정시키기 위해 사용된다.
전기 기계의 전자기 한계에 따라 일반적으로 최대 전력 출력이 발생하는데, 이러한 이상적인 최대 전력은 이론적으로 전기 기계가 손실이 없는 경우에 존재한다. 이러한 이상적인 전력은 짧은 시간 동안 최대 전력으로 나타날 수 있다. 현실의 실제 전기 기계 작동에서는 열, 마찰, 디커플링, 그리고 그 외 다른 것들로 인한 손실이 있다. 전기 기계가 연속적으로 작동할 때 생산되는 최대 연속 전력은 전기 기계로부터 열을 제거함으로써 증가될 수 있다. 열의 축적은 기계가 연속으로 작동할 수 있는 능력을 제한한다. 열점에서 발생된 열을 제거하는 것에 의해, 전기 기계의 연속 전력 용량은 증가된다. 예를 들어, 전기 기계의 냉각에는, 종래부터 스테이터 주변의 냉각 재킷을 사용하고 스테이터 코일의 단부 턴에 냉각제를 뿌리기 위한 노즐을 사용하는 것이 포함된다. 종래의 로터 냉각은 로터에 냉각제 채널을 성형하는 것을 포함한다.
예시적인 실시예에서, 나일론 소재ZYTEL(E.I. du Pont de Nemours and Co.의 등록상표)이 공기가 갭 안에 갇히는 것을 막는 과정에서 갭(33-41) 안으로 주입될 수 있다. 다른 예시적인 실시예에서, LNP Kondiut 혼합물(KONDUIT은 SABIC Innovative Plastics의 등록상표이다)로 알려진 PTF-2BXX 타입의 수지 재료가 갭(33-41) 안으로 주입될 수 있다. 나아가 다른 예시적인 실시예에서, LNP Kondiut 혼합물 PTF-1211이 사용되었다. 공간(25)(예를 들어, 도 4-5)은 자석 세트(7) 내에서 영구 자석(8-11)에 대한 자속을 가이드하도록 선택적으로 활용될 수 있다. 예를 들어, 강철 및/또는 수지는 선택적으로 공간(25) 안에 배치되거나 공간 내에서 띄워질 수 있다. 다양한 실시예에서, 0.3W/(m·K) 보다 큰 열 전도율은 출력 전력을 상당히 증가시킨다는 것이 발견되었다. 다른 실시예에서, 대략 0.5에서 0.6 W/(m·K)보다 큰 열 전도율을 가진 수지는 수용할만한 구조적 성능을 여전히 제공하면서도 출력 전력을 더 증가시킨다는 것이 밝혀졌다. 다른 실시예들은 1.4W/(m·K)의 열 전도율의 수지를 포함할 수 있고, 온도와 전류에 관계된 기계 작동 조건에 따라 몇몇 적용예를 위한 수지는 3.0 내지 4.0 또는 그 이상의 열 전도율로 형성될 수 있다. 예를 들어, 수지 재료는 바람직한 열 전도율을 갖도록 만들어질 수 있으나, 내구성, 전성, 구조 보전성, 고온 안정성, 넓은 온도 범위에 걸친 열 팽창성, 비용, 그리고 다른 이유들에 적합하지 않을 수 있다. 영구 자석을 피복하는데 사용되는 열 전도성 플라스틱은 기본 수지로서 폴리프로필렌(PP), 아크릴로나이트릴 부타디엔 스티렌(ABS), 폴리카보네이트(PC), 나일론(PA), 액정 폴리머(LCP), 폴리페닐렌 설파이드(PPS), 그리고 폴리에텔에텔케톤(PEEK)을 포함할 수 있고, 상기 기본 수지는 비금속, 열전도성 강화제가 혼합된 것이며, 상기 열전도성 강화제는 기본 폴리머의 제작 공정에 최소한의 영향을 주면서 열 전도율을 높인다. 이러한 열 전도성 폴리머들은 1 내지 20W/(m·K) 범위의 전도율을 가진다. 일반적으로 열 전도성 폴리머들은 높은 판 강성와 인장 강성을 갖고, 종래의 플라스틱에 비하여 낮은 충격 강도를 가지며, 전기 전도성 또는 비 전도성이 될 수 있다. 예시적인 실시예에서 높은 열 전도율을 갖는 붕소 질산염이 세라믹 바인더로 형성될 수 있고, 이에 따라 세라믹 혼합물의 열 전도율이 125W/(m·K) 또는 그 이상만큼 높아질 수 있다.
예시적인 실시예에서, 자석(8-11)은 로터 조립체(24)의 각 자석 세트(7)의 자석 슬롯(17, 19, 21, 23)에 위치한다. 0.6W/(m·K)의 열 전도율을 갖는 수지는 갭(34-41)의 공간을 포함하는 자석 슬롯(17, 19, 21, 23)의 빈 공간을 채우기 위하여 주입된다. 대체 가능한 실시예에서, 영구 자석(8-11)은 자석 슬롯(17, 19, 21, 23)에 삽입되기 전에 열 전도성 수지에 담궈지거나 그렇지 않으면 피복된다. 이러한 경우에, 높은 온도(예를 들어, 섭씨 500도)가 손상을 일으키지 않고 제조공정에서 사용될 수 있다. 특히, 로터 조립체(24)의 모든 영구 자석(8-11)은 로터 조립체가 완성된 후에 자화될 수 있다. 부가적으로, 수지 주입시 높은 압력이 사용될 수 있다. 몰드의 엄격한 공차는 압력을 견디고, 로터 몸체(15)의 라미네이션의 얇은 부분이 변형되지 않도록 보장한다. 상승된 압력은 공기 방울이나 다른 공동이 제거되도록 함으로써 열 전도율이 변하지 않도록 한다.
예시적인 실시예에서, 열 전도성 화합물은 적어도 자석 슬롯(17, 19, 21, 23)으로 전달될 때 액체상태(예를 들어, 용융상태)일 수 있다. 열 전도성 세라믹에 대해서는 동적인 충전(dynamidy compaction)이 사용될 수 있다. 예를 들어, 자석(8-11)이 로터 조립체(24)의 각각의 자석 세트(7)의 자석 슬롯(17, 19, 21, 23)에 위치한 후, 로터 몸체(15)가 진동 테이블 위에 올려지고, 열 전도성세라믹 소재의 파우더 혼합물이 자석 슬롯(17, 19, 21, 23)에 부어지며, 파우더 혼합물은 진동 및/또는 힘에 의해 충전된다. 이러한 파우더는 주로 열 전도성 폴리머를 포함하고, 알루미나, 질화 붕소, 또는 다른 적합한 열 전도성 충전재를 포함할 수 있다. 선택된 바인더 재료 또는 다른 처리 기술에 따라 폴리머의 비율은 작거나 0일 수 있다. 예를 들어, 자석(8-11)과 로터 몸체(15) 사이의 갭(34-41)이 주입된 열 전도성 파우더를 수용하는 채널로 사용된다. 탬핑 로드 또는 프레스 바는 파우더가 빈 공간에 흘러 들어가 충전될 수 있도록 갭(34-41) 안에 적어도 부분적으로 배치되어 있을 수 있다. 압축 파우더 제품에 사용되는 기술로 알려진 공정, 다이, 그리고 재료들이 사용될 수 있다. 이러한 것들은 충전된 파우더를 함침시키기 위한 바인더의 사용, 진공, 그리고 다른 것들을 포함할 수 있으나, 그것으로 제한되는 것은 아니다. 예를 들어, 혼합물을 용융하는 가열 공정 이전에 수지가 파우더에 배치될 수 있고, 또는 바인더를 추가하기 이전에 파우더가 로터 몸체(15)내로 녹아들 수 있다. 영구 자석들이 통상적으로 로터 조립체 이후에 자화되기 때문에, 섭씨 500도까지의 열이 영구 자석을 열 전도성 파우더로 피복하는데 사용될 수 있다. 임의의 적합한 공정, 예를 들어, 통상의 기술자에게 알려져 있는 방법에 따른 포팅, 피복, 및/또는 몰딩 공정이 사용될 수 있다. 예를 들어, 열 전도성 파우더의 사용은 플레이크(flakes)나 입자의 코팅을 포함할 수 있다.
각각의 자석 세트(7)의 영구 자석(8-11)의 자화는 로터 조립체 이후에 모든 로터 극{즉, 자석 세트(7)}을 동시에 또는 개별적으로 자화함으로써 이루어질 수 있고, 아니면 그 대신에 로터 극들이 피복 이전에 자화될 수 있다.
작동 중에, 영구 자석(8-11)의 열은 열 전도성 수지, 세라믹, 또는 다른 화합물에 의하여 로터 몸체(15)의 라미네이션 적층체로 전달된다. 영구 자석(8-11)과 로터 몸체(15)의 라미네이션 적층체는 둘 다 열 전도체 역할을 한다. 허브(33)가 로터 조립체(24)의 일부일 때, 이러한 허브(33)는 라미네이션 적층체의 열을 전도한다. 오일 또는 다른 냉각제는 허브(33)와 유체 연통할 수 있고, 외부 오일 냉각기와 같은 열 교환기(미도시) 또는 허브(33)는 오일의 열을 제거하기 위한 냉각 재킷(42)(예를 들어, 도 1)의 냉각제와 유체 연통할 수 있다. 결과적으로, "열점"이라는 영구 자석의 종래의 문제점은 영구 자석(8-11)을 0.3W/(m·K)보다 큰 열 전도율을 갖는, 바람직하게는 적어도 0.55에서 0.6W/(m·K)의 열 전도율을 갖는 혼합물로 피복함으로써 제거된다. 0.60W/(m·K)의 열 전도율을 갖는 화합물로 피복된 영구 자석을 수반하는 IPM 로터에 대한 성능 시험이 기계 출력 전력에 있어서 25% 또는 그 이상의 향상을 보여준다. 예를 들어, 대략 0.2W/(m·K)의 열 전도율을 갖는 플라스틱 포팅 소재로 시공되었을 때 150kW/hour를 내는 전기 모터는, 대략 0.55W/(m·K)의 열 전도율을 갖는 플라스틱 포팅 소재로 시공되었을 때 200 kW/hour까지 전력 출력을 갖는다. 전기 기계(1)로부터 열을 제거함으로써, 연속 기계 작동의 한계가 크게 감소된다. 더 많은 출력 전력이 주어진 온도에 따라 제공된다. 전기 기계(1)가 이론적인 설계 한계에 가깝게 작동함으로써, 전기 기계(1)는 소정의 양의 동력을 제공하는데 더욱 작아지고, 더욱 저렴하게 될 수 있다.
도 6은 10개의 자석 슬롯(49-52) 세트를 갖는 로터 조립체(44)의 평면도이고, 도 7은 그것의 한 자석 세트(45)의 확대 평면도이다. 비록 다양한 자석 슬롯(49-52)이 예리한 모서리로 도시되어 있으나, 이러한 모서리는 둥글게 될 수 있다. 영구 자석(8)이 자석 슬롯(51)에 배치된 후, 자석(8)과 슬롯(51)의 내벽 사이에 갭이 있다. 유사하게, 자석 슬롯(50)은 영구 자석(9) 주변에 갭을 형성하고, 자석 슬롯(52)은 영구 자석(10) 주변에 갭을 형성하며, 그리고 자석 슬롯(49)은 영구 자석(11) 주변에 갭을 형성한다. 영구 자석(8-11)은 열 전도성 화합물에 담궈질 수 있고/있거나 대응하는 자석 슬롯(49-52)에 삽입될 수 있으며, 그 다음 상기 설명한 바와 같이 피복될 수 있다. 일 실시예에서, 영구 자석(8-11)은 피복되고, 설치되며, 그 다음 설치 후에 더 피복될 수 있다. 열 전도성 화합물의 적어도 한 층을 수용하기 위해 자석 슬롯(49-52)에 공간을 제공함으로써, 영구 자석 (8-11)은 더 완전하게 피복될 수 있다. 일 실시예에서, 영구 자석은 플로트되고(floated), 자화되며, 그리고 최종적으로 피복제와 결합되어 자성 배열(magnetic alignment)에 기초하여 정적 위치에 놓인다. 다양한 몰딩 및 포팅 공정이 소정의 용도를 위해 채용된다. 예를 들어, 열 페이스트(thermal paste)나 열 그리스(thermal grease)는 냉각제의 흐름에 따른 열 전달을 최대화하는 것에 특화된 영역에 설치될 수 있다.
슬롯에 영구 자석을 설치하는 다른 방법은 슬롯 내에 어떤 빈 공간도 야기하지 않도록 사용될 수 있다. 예를 들어, 접착제 또는 수지 재료는 슬롯을 완전히 채우고 슬롯에 자석을 단단히 고정하도록, 슬롯의 빈 공간에 주입될 수 있다. 인성, 고온에서의 구조 보전성, 선형 열팽창 계수, 유전 상수, 내약품성 등을 의도하여 만들어진 나일론 수지와 같은 소재들은 피복을 하거나 아니면 로터의 영구 자석을 수용하는데 구조적으로 매우 적합하다. 본 방법과 장치는 전체 참고자료에 의해 여기에 포함된 아래의 모든 자료: 미국 특허 8,125,777호 미국 특허 7,913,375호 미국 특허 7,242,126호 미국 특허7,154,200호 미국 특허 7,556,082호 미국 특허 6,684,483호 미국 특허 출원 공보 2007/0228862; 그리고 미국 특허 출원 공보 2012/0025642에 개시된 적절한 구조나 공정을 포함할 수 있다.
본 발명을 포함하는 다양한 실시예가 상세하게 설명되었지만, 본 기술 분야의통상의 기술자가 본 발명을 더 수정하거나 각색할 수 있다. 그러나, 그러한 수정이나 각색들은 본 발명의 사상과 범위 내에서 명확히 이해된다.
Claims (15)
- 축방향으로 연장하는 슬롯을 수반한 실질적으로 원통형인 코어를 갖는 로터;
상기 슬롯 각각에 배치되는 복수의 영구 자석; 및
상기 영구 자석에서 상기 코어로 열을 전달하기 위해 상기 영구 자석과 상기 코어에 인접한 열 전도성 소재;
를 포함하고, 상기 열 전도성 소재는 0.3W/(m·K)보다 큰 열 전도율을 갖는 것인 동기식 전기 기계. - 청구항 1에 있어서, 상기 열 전도성 소재는 0.5W/(m·K)보다 큰 열 전도율을 갖고, 바람직하게는 1.2W/(m·K)보다 큰 열 전도율을 가지며, 특히 3.0W/(m·K)보다 큰 열 전도율을 갖는 것인 동기식 전기 기계.
- 상기 청구항 중 어느 하나에 있어서, 상기 열 전도성 소재는 영구 자석을 완전히 피복하는 것인 동기식 전기 기계.
- 상기 청구항 중 어느 하나에 있어서, 상기 영구 자석은 원주 방향으로 교번하는 극을 정의하는 세트로 구성되는 것인 동기식 전기 기계.
- 로터 코어의 축방향으로 연장하는 복수의 대응 자석 슬롯에 복수의 영구 자석을 위치시키는 단계;
0.3W/(m·K)보다 큰 열 전도율을 갖는 소재로 상기 복수의 영구 자석을 피복하는 단계;
를 포함하는, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법. - 청구항 5에 있어서, 상기 소재는 0.5W/(m·K)보다 큰 열 전도율을 갖고, 바람직하게는 1.2W/(m·K)보다 큰 열 전도율을 가지며, 특히 3.0W/(m·K)보다 큰 열 전도율을 갖는 것인, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 5 또는 청구항 6에 있어서, 상기 영구 자석은 상기 자석 슬롯에 삽입되기 전에 열 전도성 수지로 피복되는 것인, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 5 내지 청구항 7 중 어느 한 항에 있어, 상기 복수의 영구 자석을 피복하는 단계는 복수의 상기 자석 슬롯에 열 전도성 파우더를 주입하는 단계를 포함하는 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 8에 있어서, 상기 열 전도성 파우더를 상기 자석 슬롯 내에 동적으로 충전하는 단계를 더 포함하는 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 9에 있어서, 상기 동적으로 충전하는 단계는 상기 로터를 진동시키는 단계를 포함하는 것인, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 8 내지 청구항 10 중 어느 한 항에 있어서, 상기 파우더는 열 전도성 폴리머를 포함하는 것인, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 8 내지 청구항 11 중 어느 한 항에 있어서, 상기 파우더는 알루미나 및/또는 질화 붕소를 포함하는 것인, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 8 내지 청구항 12 중 어느 한 항에 있어서, 상기 파우더를 용융하고 그 다음 상기 열 전도성 소재에 바인더를 추가하는 단계를 더 포함하는 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 5 내지 청구항 13 중 어느 한 항에 있어서, 상기 복수의 영구 자석을 피복하는 단계 이전 또는 이후에 상기 영구 자석을 자화하는 단계를 더 포함하는 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
- 청구항 5 내지 청구항 14 중 어느 한 항에 있어서, 상기 복수의 영구 자석을 피복하는 단계는 상기 복수의 영구 자석들을 위치시키는 단계 이전 및 이후 모두에서 수행되는 것인, 내부 영구 자석(IPM) 전기 기계의 로터를 형성하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261616304P | 2012-03-27 | 2012-03-27 | |
| US61/616,304 | 2012-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130110037A true KR20130110037A (ko) | 2013-10-08 |
Family
ID=48193084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130029101A Withdrawn KR20130110037A (ko) | 2012-03-27 | 2013-03-19 | 열 전도성 화합물을 갖는 ipm 기계 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20130257190A1 (ko) |
| EP (1) | EP2645548A3 (ko) |
| KR (1) | KR20130110037A (ko) |
| CN (1) | CN103368295A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023033255A1 (en) * | 2021-08-30 | 2023-03-09 | Bmc Co., Ltd. | Injection molding apparatus for fixing magnets into laminated motor core |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3121936B1 (en) * | 2014-03-18 | 2019-03-20 | Nissan Motor Co., Ltd | Rotor structure for rotating electric machine |
| US9673667B2 (en) | 2014-07-22 | 2017-06-06 | General Electric Company | System and method for preventing stator permanent magnet demagnetization during vacuum pressure impregnation |
| JP6424613B2 (ja) * | 2014-12-19 | 2018-11-21 | トヨタ紡織株式会社 | 回転電機のコアの製造方法 |
| US10112680B2 (en) | 2016-03-07 | 2018-10-30 | Future Motion, Inc. | Thermally enhanced hub motor |
| US9598141B1 (en) * | 2016-03-07 | 2017-03-21 | Future Motion, Inc. | Thermally enhanced hub motor |
| JP2017216778A (ja) * | 2016-05-30 | 2017-12-07 | Tdk株式会社 | モータ |
| JP2018153008A (ja) * | 2017-03-13 | 2018-09-27 | Tdk株式会社 | モータ |
| JP7275967B2 (ja) * | 2019-07-30 | 2023-05-18 | トヨタ自動車株式会社 | 回転子の製造方法 |
| JP7299531B2 (ja) * | 2019-09-30 | 2023-06-28 | ダイキン工業株式会社 | 回転子、モータ |
| DE102020207781A1 (de) * | 2020-06-23 | 2021-12-23 | Volkswagen Aktiengesellschaft | Rotor für eine elektrische Maschine |
| US20220181934A1 (en) * | 2020-12-09 | 2022-06-09 | Bae Systems Controls Inc. | Electric machine rotor cooling |
| EP4138273A1 (de) * | 2021-08-17 | 2023-02-22 | Siemens Aktiengesellschaft | Rotor mit unterschiedlichen blechen |
| EP4138272A1 (de) | 2021-08-17 | 2023-02-22 | Siemens Aktiengesellschaft | Rotor mit unterschiedlichen sektoren |
| EP4138271A1 (de) * | 2021-08-17 | 2023-02-22 | Siemens Aktiengesellschaft | Blechpaket eines rotors mit unterschiedlichen segmenten |
| DE112023005581T5 (de) | 2023-01-09 | 2025-10-30 | Gkn Automotive Limited | Rotor für eine elektrische Maschine |
| CN119325683A (zh) | 2023-01-27 | 2025-01-17 | Gkn汽车有限公司 | 用于电机的转子以及制造用于电机的转子的方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4434546A (en) * | 1979-09-21 | 1984-03-06 | General Electric Company | Method of making a core |
| US5159220A (en) * | 1990-06-25 | 1992-10-27 | General Electric Company | Realizations of folded magnet AC motors |
| JP3607098B2 (ja) * | 1998-11-02 | 2005-01-05 | 英男 河村 | 永久磁石を用いた発電・電動機 |
| US6753628B1 (en) | 1999-07-29 | 2004-06-22 | Encap Motor Corporation | High speed spindle motor for disc drive |
| JP2002010546A (ja) * | 2000-06-16 | 2002-01-11 | Yaskawa Electric Corp | 希土類永久磁石の固定方法 |
| US7242126B1 (en) | 2001-05-30 | 2007-07-10 | Anorad Corporation | Encapsulated armature assembly and method of encapsulating an armature assembly |
| US6684483B2 (en) | 2001-09-14 | 2004-02-03 | General Motors Corporation | Method of fabricating a rotor for an electric traction motor |
| US7556082B2 (en) | 2006-03-29 | 2009-07-07 | Gm Global Technology Operations, Inc. | Interior permanent magnet rotors with multiple properties and methods of making same |
| US8125777B1 (en) | 2008-07-03 | 2012-02-28 | Ctm Magnetics, Inc. | Methods and apparatus for electrical components |
| US20090152491A1 (en) * | 2007-11-16 | 2009-06-18 | E. I. Du Pont De Nemours And Company | Thermally conductive resin compositions |
| US20090174279A1 (en) * | 2008-01-08 | 2009-07-09 | General Electric Company | Stator Bar Components with High Thermal Conductivity Resins, Varnishes, and Putties |
| US7913375B2 (en) | 2009-01-19 | 2011-03-29 | Sergey Pulnikov | Method for making electrical windings for electrical machines and winding obtained by said method |
| CN102396133A (zh) | 2009-04-17 | 2012-03-28 | 丰田自动车株式会社 | 旋转电机 |
-
2013
- 2013-03-19 KR KR1020130029101A patent/KR20130110037A/ko not_active Withdrawn
- 2013-03-20 EP EP13160164.3A patent/EP2645548A3/en not_active Withdrawn
- 2013-03-26 CN CN2013100983003A patent/CN103368295A/zh active Pending
- 2013-03-27 US US13/851,557 patent/US20130257190A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023033255A1 (en) * | 2021-08-30 | 2023-03-09 | Bmc Co., Ltd. | Injection molding apparatus for fixing magnets into laminated motor core |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2645548A2 (en) | 2013-10-02 |
| EP2645548A3 (en) | 2016-01-20 |
| CN103368295A (zh) | 2013-10-23 |
| US20130257190A1 (en) | 2013-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130110037A (ko) | 열 전도성 화합물을 갖는 ipm 기계 | |
| US20140111050A1 (en) | Ipm rotor magnet slot geometry for improved heat transfer | |
| US20140028139A1 (en) | Permanent magnet rotor with resin-covered magnet and lamination for thermal control | |
| US11811266B2 (en) | Internal stator of a rotary field machine having stator tooth groups each consisting of two directly adjacent teeth and a magnetic return | |
| US8922072B2 (en) | Electrical machine with a cooling channel and method for manufacturing the same | |
| US8749103B2 (en) | Permanent magnet rotor for electric machine | |
| EP2909920B1 (en) | A stator or rotor | |
| US20100289348A1 (en) | Axial flow machine | |
| CN115411894A (zh) | 电驱动机器的定子和用于制造这种定子的方法 | |
| US20060232143A1 (en) | Over molded stator | |
| US20060066159A1 (en) | Fluid-passage built-in type electric rotating machine | |
| CA3134252A1 (en) | High performance electromagnetic machine and cooling system | |
| US12362614B2 (en) | Rotor for an axial flux motor | |
| US20140132094A1 (en) | Thermal management of an ipm motor with non-magnetic bars | |
| KR20110103955A (ko) | 전기 기계 및 이의 고정자부의 제조 방법 | |
| AU2011370188A1 (en) | Rotor for rotating electrical machine, rotating electric machine, and method for producing rotor for rotating electrical machine | |
| US20130313923A1 (en) | Thermally conductive coating for permanent magnets in electric machine | |
| CN114552815B (zh) | 轴向磁通电机定子的直接接触冷却 | |
| US10644576B2 (en) | Method for manufacturing an electrical machine | |
| US20240258846A1 (en) | Stator assembly for an axial flux motor | |
| CN111712993A (zh) | 电动马达的具有定子齿组的外部定子、每个定子齿组具有两个相邻的定子齿和连接轭 | |
| US20080197718A1 (en) | Electrical machine with ferrofluid components | |
| CN101044666B (zh) | 电机的电枢的包封方法 | |
| KR20180055171A (ko) | 모터 회전자 및 그 제조벙법 | |
| US20240055922A1 (en) | Coil and motor provided with same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20130319 |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |