KR20130124331A - 화학 기계 연마 패드 및 그것을 이용한 화학 기계 연마 방법 - Google Patents
화학 기계 연마 패드 및 그것을 이용한 화학 기계 연마 방법 Download PDFInfo
- Publication number
- KR20130124331A KR20130124331A KR1020137014494A KR20137014494A KR20130124331A KR 20130124331 A KR20130124331 A KR 20130124331A KR 1020137014494 A KR1020137014494 A KR 1020137014494A KR 20137014494 A KR20137014494 A KR 20137014494A KR 20130124331 A KR20130124331 A KR 20130124331A
- Authority
- KR
- South Korea
- Prior art keywords
- polishing
- layer
- chemical mechanical
- mechanical polishing
- polishing layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/24—Lapping pads for working plane surfaces characterised by the composition or properties of the pad materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
본 발명에 따른 화학 기계 연마 패드는, 폴리우레탄을 함유하는 조성물로부터 형성된 연마층을 갖고, 상기 연마층의 비중이 1.1 이상 1.3 이하이고, 상기 연마층의 열전도율이 0.2[W/m·K] 이상인 것을 특징으로 한다.
Description
본 발명은 화학 기계 연마 패드 및 이 화학 기계 연마 패드를 이용한 화학 기계 연마 방법에 관한 것이다.
종래, 유리나 반도체 소자를 연마하기 위한 연마 패드로서는, 부직포에 폴리우레탄 용액을 함침시켜 얻어지는 다공질 부직포나 폴리우레탄 성형물이 사용되어 왔다. 특히, 반도체 기판 표면을 평탄화하는 화학 기계 연마(Chemical Mechanical Polishing, 이하 「CMP」라고도 함)에 바람직한 화학 기계 연마 패드로서는, 이하에 예시하는 것 같은 폴리우레탄제의 연마 패드가 검토되어 있다.
예를 들면, 일본 특허 공표 (평)8-500622호 공보에서는 폴리우레탄에 충전재 형의 성분을 분산시킨 연마 패드가, 일본 특허 공개 제2000-17252호 공보나 일본 특허 제 3956364호 공보에서는 발포 폴리우레탄을 사용한 연마 패드 등이 검토되어 있다.
이러한 연마 패드를 이용하여 CMP를 실시한 경우, 웨이퍼 표면 등의 피연마면과 연마 패드의 표면이 마주 스치는 것에 의해 마찰열이 발생되어, 연마 패드 표면의 온도가 국부적으로 상승하는 경우가 있었다. 이러한 연마 패드 표면의 국부적인 온도 상승은, 연마 패드의 연마 특성을 변화시키기 때문에, 피연마면의 평탄성 불량이나 연마 결함(스크래치) 등을 야기하는 경우가 있었다. 또한, 장시간의 CMP에 의해 연마 패드에 마찰열이 축적되어 온도 상승이 계속되면, 연마 패드전체의 연마 특성이 변화하여 버리는 경우가 있었다. 이상과 같은 연마 패드의 마찰열에 의한 문제점을 해결하기 위해서, 예를 들면 일본 특허 공개 (평)7-142432호 공보나 일본 특허 공개 제2003-197586호 공보에서는, 연마 패드를 고정하는 정반에, 냉각수의 순환 등의 냉각 기구를 조립해 넣은 CMP 장치의 개발이 행해지고 있다.
그러나, 종래의 화학 기계 연마 패드는 열전도성이 불충분하기 때문에, 냉각 기구의 개량 등에 의한 CMP 장치로부터의 접근으로는 한계가 있었다. 특히 현재 연마 패드의 원재료로서 범용되고 있는 발포 폴리우레탄은, 그의 발포 구조에 의해 열전도율이 낮아 주택의 단열재로서도 이용되고 있는 재료이다. 이러한 성질을 갖는 발포 폴리우레탄을 포함하는 연마 패드는, 상술한 (1) 마찰열이 연마 패드 표면에서의 국부적인 온도 상승을 야기함으로써 연마 특성을 저하시키고, (2) 마찰열이 방열되기 어렵기 때문에 장시간의 CMP에 의해 연마 패드 전체의 온도가 상승하여 연마 특성을 변화시키는 등의 문제가 현저하였다.
따라서, 본 발명에 따른 몇몇 양태는, 상기 과제를 해결함으로써 CMP에서의 피연마면의 평탄성의 향상과 연마 결함(스크래치)의 감소를 양립시킬 수 있음과 동시에, 장시간에 걸친 CMP에 있어서도 안정된 연마 특성을 유지할 수 있는 화학 기계 연마 패드, 및 이 화학 기계 연마 패드를 이용한 화학 기계 연마 방법을 제공하는 것이다.
본 발명은 상술한 과제의 적어도 일부를 해결하기 위해서 이루어진 것으로, 이하의 양태 또는 적용예로서 실현할 수 있다.
(적용예 1)
본 발명에 따른 화학 기계 연마 패드의 일양태는,
폴리우레탄을 함유하는 조성물로 형성된 연마층을 갖고,
상기 연마층의 비중이 1.1 이상 1.3 이하이고, 상기 연마층의 열전도율이 0.2[W/m·K] 이상인 것을 특징으로 한다.
(적용예 2)
적용예 1의 화학 기계 연마 패드에 있어서,
상기 연마층의 한쪽 면 측에 지지층이 형성된 적층체를 갖고,
상기 적층체의 열전도율이 0.2[W/m·K] 이상일 수 있다.
(적용예 3)
적용예 1 또는 적용예 2의 화학 기계 연마 패드에 있어서,
상기 연마층의 인장 시에 있어서 잔류 변형이 2% 이상 10% 이하일 수 있다.
(적용예 4)
적용예 1 내지 적용예 3 중 어느 일례의 화학 기계 연마 패드에 있어서,
상기 연마층을 23℃의 물에 24시간 침지했을 때의 부피 변화율이 0.8% 이상 5.0% 이하일 수 있다.
(적용예 5)
적용예 2의 화학 기계 연마 패드에 있어서,
상기 지지층의 압축률이 5% 이상일 수 있다.
(적용예 6)
적용예 1 내지 적용예 5 중 어느 일례의 화학 기계 연마 패드에 있어서,
상기 폴리우레탄이 열가소성 폴리우레탄일 수 있다.
(적용예 7)
적용예 1 내지 적용예 6 중 어느 일례의 화학 기계 연마 패드에 있어서,
상기 조성물은 수용성 입자를 더 포함할 수 있다.
(적용예 8)
본 발명에 따른 화학 기계 연마 방법의 일 양태는,
적용예 1 내지 적용예 7 중 어느 일례의 화학 기계 연마 패드를 이용하여 화학 기계 연마하는 것을 특징으로 한다.
본 발명에 따른 화학 기계 연마 패드는, 특정한 범위에 있는 비중 및 열전도율을 갖는 연마층을 구비함으로써, CMP에서의 피연마면의 평탄성의 향상과 연마 결함(스크래치)의 감소를 양립시킬 수 있음과 동시에, 장시간에 걸친 CMP에 있어서도 안정된 연마 특성을 유지할 수 있다.
도 1은, 연마층의 인장 시에 있어서의 잔류 변형의 개념을 설명하기 위한 모식도이다.
도 2a는, 도 1에 있어서의 영역 I의 확대도이다.
도 2b는, 도 1에 있어서의 영역 I의 확대도이다.
도 2c는, 도 1에 있어서의 영역 I의 확대도이다.
도 2d는, 도 1에 있어서의 영역 I의 확대도이다.
도 2e는, 도 1에 있어서의 영역 I의 확대도이다.
도 3a는, 연마층에 있어서의 부피 변화율의 개념을 설명하기 위한 모식도이다.
도 3b는, 연마층에 있어서의 부피 변화율의 개념을 설명하기 위한 모식도이다.
도 4a는, 연마층에 있어서의 듀로 D 경도의 개념을 설명하기 위한 모식도이다.
도 4b는, 연마층에 있어서의 듀로 D 경도의 개념을 설명하기 위한 모식도이다.
도 5a는, 연마층에 있어서의 표면 경도의 개념을 설명하기 위한 모식도이다.
도 5b는, 연마층에 있어서의 표면 경도의 개념을 설명하기 위한 모식도이다.
도 2a는, 도 1에 있어서의 영역 I의 확대도이다.
도 2b는, 도 1에 있어서의 영역 I의 확대도이다.
도 2c는, 도 1에 있어서의 영역 I의 확대도이다.
도 2d는, 도 1에 있어서의 영역 I의 확대도이다.
도 2e는, 도 1에 있어서의 영역 I의 확대도이다.
도 3a는, 연마층에 있어서의 부피 변화율의 개념을 설명하기 위한 모식도이다.
도 3b는, 연마층에 있어서의 부피 변화율의 개념을 설명하기 위한 모식도이다.
도 4a는, 연마층에 있어서의 듀로 D 경도의 개념을 설명하기 위한 모식도이다.
도 4b는, 연마층에 있어서의 듀로 D 경도의 개념을 설명하기 위한 모식도이다.
도 5a는, 연마층에 있어서의 표면 경도의 개념을 설명하기 위한 모식도이다.
도 5b는, 연마층에 있어서의 표면 경도의 개념을 설명하기 위한 모식도이다.
이하, 본 발명의 바람직한 실시 형태에 대해서 상세히 설명한다. 본 발명에서, 「습윤 상태」란, 연마층을 23℃의 물에 4시간 이상 침지시켰을 때의 상태를 말한다. 또한, 본 명세서 중에 있어서, 단순히 「경도」라고 할 때는 듀로 D 경도의 것을 가리키고, 「표면 경도」라고 할 때는 유니버설 경도[HU: N/㎟]의 것을 가리킨다. 또한, 연마층의 습윤 상태에서의 표면 경도는 후술하는 실시예에도 나타낸 바와 같이, 일정 압력을 가했을 때의 유니버설 경도[HU: N/㎟]로 표시된다.
1. 화학 기계 연마 패드
본 실시 형태에 따른 화학 기계 연마 패드의 구성으로서는, 적어도 한쪽 면에 연마층을 구비하고 있으면 특별히 한정되지 않다. 상기 연마층의 비중은 1.1 이상 1.3 이하이고, 열전도율은 0.2[W/m·K] 이상이다. 이하, 본 실시 형태에 따른 화학 기계 연마 패드에 대해서 상세히 설명한다.
1.1. 연마층
본 실시 형태에 따른 화학 기계 연마 패드를 구성하는 연마층은, 폴리우레탄을 함유하는 조성물(이하, 단순히 「조성물」이라고도 함)로부터 후술하는 제조 방법에 의해 형성된다. 연마층이 상기 범위의 비중 및 열전도율을 가지면, 조성물 중에 포함되는 폴리우레탄의 구조나 종류에 대해서는 특별히 제한되지 않는다. 따라서, 피연마물의 재질이나 연마 시에 사용하는 슬러리와의 친화성 등도 고려하면서, 적절하게 최적인 폴리우레탄을 선정하면 된다. 또한, 본 발명에서, 「연마층」이란, 화학 기계 연마를 행할 때에 피연마물과 접촉하는 면(이하, 「연마면」이라 함)을 갖는 단층의 것을 말한다. 즉, 본 발명에서는, 연마층과 지지층과의 사이에 연마면을 갖지 않는 다른 층을 포함하고 있을 수도 있는데, 상기 다른 층은 연마면을 갖지 않으므로 「연마층」이 아니다.
일반적으로, 폴리우레탄을 포함하는 연마층은 발포 타입과 비발포 타입으로 분류된다. 현재, 폭넓게 활용되고 있는 비발포 타입의 연마층의 경우, 그 구조로부터 비중이나 경도가 발포 타입과 비교하여 커지고, 이에 따라 피연마면(웨이퍼 등의 표면)의 요철에 대한 연마층의 탄성 변형이 작아진다. 그 결과, 피연마면의 평탄성이 양호하게 되는 경향이 있다. 그 반면, 연마층의 경도가 발포 타입과 비교하여 크기 때문에, 피연마면과 연마층 사이에 들어간 연마 먼지나 패드 부스러기에 의해 연마 결함(스크래치 등)의 발생이 증대하는 경향이 있다.
한편, 발포 타입의 연마층의 경우, 그 구조로부터 비중이나 경도가 작아지는 경향이 있다. 이에 따라, 피연마면(웨이퍼 등의 표면)과 연마층 사이에 들어간 연마 먼지나 패드 부스러기를 유연한 연마층의 표면에서 포착하여, 피연마면에 대하여 강한 압박압으로 연마 먼지나 패드 부스러기가 접촉하는 것을 회피시킬 수 있기 때문에, 연마 결함의 발생을 감소시킬 수 있다. 그 반면, 피연마면의 요철에 추종하여 연마층의 탄성 변형이 커지기 때문에, 피연마면의 평탄성이 악화되는 경향이 있다. 이상의 점으로부터, 피연마면(웨이퍼 등의 표면)의 평탄성의 향상과 연마 결함(스크래치 등)의 감소란, 상반되는 특성이라고 생각되어 왔다.
그러나, 본 발명자들은, 폴리우레탄을 함유하는 조성물을 이용하여 연마층을 제조하고, 상기 연마층의 비중 및 열전도율을 컨트롤함으로써, 종래의 기술에서는 곤란하였던 피연마면(웨이퍼 등의 표면)의 평탄성의 향상과 연마 결함(스크래치 등)의 감소를 양립할 수 있고, 장시간에 걸친 CMP에 있어서도 안정된 연마 특성이 얻어지는 것을 발견한 것이다.
1.1.1. 조성물
1.1.1.1. 폴리우레탄
상술한 바와 같이, 조성물 중에 포함되는 폴리우레탄의 구조나 종류에 대해서는 특별히 제한되지 않지만, 피연마물이 배선을 구비한 반도체 웨이퍼인 경우, 피연마면의 평탄성의 향상과 연마 결함(스크래치)의 감소를 양립시키는 관점에서, 열가소성 폴리우레탄을 사용하는 것이 바람직하다. 열가소성 폴리우레탄으로서는, 지환식 이소시아네이트 및 방향족 이소시아네이트로부터 선택되는 적어도 1종에서 유래되는 반복 단위를 포함하는 것이 보다 바람직하다. 이러한 화학 구조를 갖는 열가소성 폴리우레탄을 함유하는 조성물에 따르면, 유연성이 우수한 연마층을 제조할 수 있다. 유연한 연마층의 표면에서, 피연마면과 연마면 사이에 들어간 연마 먼지나 패드 부스러기를 포착함으로써, 이들이 강한 압박압으로 피연마면에 접촉하는 것을 회피시킬 수 있기 때문에, 연마 결함의 발생을 감소시킬 수 있다고 생각된다. 이에 비하여, 열가교성 폴리우레탄(열경화성 폴리우레탄)을 이용하여 가교된 폴리우레탄을 함유하는 연마층을 제조한 경우, 연마층에 충분한 유연성을 부여하는 것은 곤란하고, 연마 결함의 발생을 억제하는 것은 곤란하다.
또한, 열가교성 폴리우레탄이 가교되어 분자쇄가 견고하게 결합한 폴리우레탄을 함유하는 연마층은, 열가소성 폴리우레탄을 이용하여 제조된 연마층과 비교하여, 물과 접촉하더라도 팽윤되기 어려운 성질이 있어, 습윤 상태에서의 표면 경도를 저하시킬 수 없다. 이 때문에, 연마층이 가교된 폴리우레탄을 함유하는 경우에는, 피연마면과 연마면 사이에 들어간 연마 먼지나 패드 부스러기를 표면 경도가 높은 연마층의 표면에서 포착하게 되어, 이들이 강한 압박압으로 피연마면과 접촉하게 되기 때문에, 연마 결함의 발생을 억제할 수 없다.
또한, 지환식 이소시아네이트 및 방향족 이소시아네이트로부터 선택되는 적어도 1종에서 유래되는 반복 단위를 포함하는 열가소성 폴리우레탄을 함유하는 조성물로부터 제조된 연마층은, 결정성의 컨트롤이 용이해지기 때문에, 연마층의 비중이나 경도 등을 제어하는 것이 용이해진다.
상기 지환식 이소시아네이트로서는, 예를 들면 이소포론 디이소시아네이트(IPDI), 노르보르넨 디이소시아네이트, 수소첨가 4,4'-디페닐메탄 디이소시아네이트(수소첨가 MDI) 등을 들 수 있다. 이들 지환식 이소시아네이트는 1종 단독으로 이용할 수도 있고, 2종 이상을 병용할 수도 있다.
상기 방향족 이소시아네이트로서는, 예를 들면 2,4-톨릴렌 디이소시아네이트, 2,6-톨릴렌 디이소시아네이트, 2,2'-디페닐메탄 디이소시아네이트, 2,4'-디페닐메탄 디이소시아네이트, 4,4'-디페닐메탄 디이소시아네이트, 나프탈렌 디이소시아네이트, 1,5-나프탈렌 디이소시아네이트, p-페닐렌 디이소시아네이트, m-페닐렌 디이소시아네이트, p-크실렌 디이소시아네이트 등의 방향족 디이소시아네이트류를 들 수 있다. 이들 중에서도, 수산기와의 반응 제어가 용이한 점에서, 2,4-톨릴렌디이소시아네이트, 2,6-톨릴렌디이소시아네이트, 4,4'-디페닐메탄디이소시아네이트가 바람직하다. 이들 방향족 이소시아네이트는 1종 단독으로 이용할 수도 있고, 2종 이상을 병용할 수도 있다.
상기 조성물에 포함되는 열가소성 폴리우레탄은 지환식 이소시아네이트 및 방향족 이소시아네이트를 병용할 수도 있고, 이들 이외의 다른 이소시아네이트를 병용할 수도 있다. 다른 이소시아네이트로서는, 예를 들면 에틸렌 디이소시아네이트, 2,2,4-트리메틸헥사메틸렌 디이소시아네이트, 1,6-헥사메틸렌 디이소시아네이트 등의 지방족 디이소시아네이트류를 들 수 있다.
또한, 상기 조성물에 포함되는 열가소성 폴리우레탄은 지환식 이소시아네이트에서 유래되는 반복 단위를 포함하는 것이 보다 바람직하다. 지환식 이소시아네이트에서 유래되는 반복 단위를 포함함으로써, 상기 열가소성 폴리우레탄이 적절한 경도를 발현함과 동시에, 습윤 상태에서의 표면 경도를 보다 적절히 컨트롤할 수 있고, 유연성이 보다 커지기 때문에, 본 발명의 실시에 바람직해진다.
또한, 상기 조성물에 포함되는 열가소성 폴리우레탄은 폴리에테르폴리올, 폴리에스테르폴리올, 폴리카보네이트폴리올 및 폴리올레핀폴리올로부터 선택되는 적어도 1종에서 유래되는 반복 단위를 더 포함하는 것이 바람직하다. 상기 예시한 폴리올류에서 유래되는 반복 단위를 포함함으로써 열가소성 폴리우레탄의 내수성이 더 향상되는 경향이 있다.
또한, 상기 조성물에 포함되는 열가소성 폴리우레탄은 쇄연장제에서 유래되는 반복 단위를 포함할 수도 있다. 상기 쇄연장제로서는, 예를 들면 에틸렌글리콜, 프로필렌글리콜, 1,3-프로판디올, 1,3-부틸렌글리콜, 1,4-부탄디올, 1,5-펜탄디올, 1,6-헥산디올, 네오펜틸글리콜, 1,4-시클로헥산디메탄올, 3-메틸-1,5-펜탄디올, 디에틸렌글리콜, 트리에틸렌글리콜, 1,4-비스(2-히드록시에톡시)벤젠 등의 저분자량 2가 알코올을 들 수 있다. 이들 중에서도, 이소시아네이트기와의 반응 제어가 용이한 점에서, 에틸렌글리콜, 프로필렌글리콜, 1,3-프로판디올, 1,3-부틸렌글리콜, 1,4-부탄디올, 1,5-펜탄디올, 1,6-헥산디올이 바람직하고, 1,4-부탄디올이 보다 바람직하다.
상기 조성물에 포함되는 열가소성 폴리우레탄은, 열가소성 폴리우레탄을 100질량%로 할 때, 지환식 이소시아네이트 및 방향족 이소시아네이트로부터 선택되는 적어도 1종에서 유래되는 반복 단위를 2 내지 60질량% 함유하는 것이 바람직하고, 3 내지 55질량% 함유하는 것이 보다 바람직하다. 지환식 이소시아네이트 및 방향족 이소시아네이트로부터 선택되는 적어도 1종에서 유래되는 반복 단위를 상기 범위로 포함함으로써, 열가소성 폴리우레탄이 적절한 경도를 발현함과 동시에, 습윤 상태에서의 표면 경도를 적절히 컨트롤할 수 있고, 유연성이 커지기 때문에, 본 발명의 실시에 바람직해진다.
상기 조성물에 포함되는 열가소성 폴리우레탄의 제조 방법은, 특별히 한정되지 않으며, 일반적인 폴리우레탄의 제조 방법(예를 들면, 종래 공지된 일괄법 또는 예비 중합체법 등)에 준하여 제조할 수 있다.
1.1.1.2. 흡수성(吸水性) 고분자 화합물
상기 조성물은 열가소성 폴리우레탄 이외의 고분자 화합물을 더 포함할 수도 있다. 상기 조성물 중에 첨가할 수 있는 다른 고분자 화합물로서는, 흡수율이 3 내지 3000%가 되는 고분자 화합물(이하, 「흡수성 고분자 화합물」이라고도 함)인 것이 바람직하다. 흡수성 고분자 화합물을 첨가함으로써, 연마층에 적절한 흡수성을 부여할 수 있어, 흡수에 의한 팽윤에 의해서 생길 수 있는 연마층의 부피 변화를 컨트롤하기 쉽게 할 수 있다.
흡수성 고분자 화합물 중에서도, 에테르 결합, 에스테르 결합 및 아미드 결합으로부터 선택되는 적어도 1종의 결합을 포함하는 흡수성 고분자 화합물인 것이 보다 바람직하다.
에테르 결합을 포함하는 흡수성 고분자 화합물로서는, 예를 들면 폴리옥시에틸렌, 폴리옥시에틸렌알킬에테르, 폴리옥시에틸렌알킬페놀에테르, 폴리에테르에스테르아미드, 폴리에테르아미드이미드, 폴리프로필렌글리콜, 폴리옥시프로필렌부틸에테르, 폴리옥시프로필렌글리세릴에테르, 폴리옥시프로필렌소르비트, 옥시에틸렌-에피클로로히드린 공중합체, 메톡시폴리에틸렌글리콜(메트)아크릴레이트 공중합체, 폴리옥시에틸렌라우릴에테르, 폴리옥시에틸렌세틸에테르, 폴리옥시에틸렌올레일에테르, 폴리옥시에틸렌올레일세틸에테르, 폴리옥시에틸렌폴리옥시프로필렌글리콜, 폴리옥시에틸렌폴리옥시프로필렌부틸에테르, 폴리옥시에틸렌폴리옥시프로필렌헥실렌글리콜에테르, 폴리옥시에틸렌폴리옥시프로필렌트리메틸올프로판, 폴리옥시에틸렌폴리옥시프로필렌글리세릴에테르, 에테르 결합을 포함하는 단량체와 올레핀의 공중합체, 염소 함유 폴리에테르, 폴리아세탈 수지, 알킬글루코시드, 폴리옥시에틸렌지방산아민 등을 들 수 있다.
에스테르 결합을 포함하는 흡수성 고분자 화합물로서는, 예를 들면 폴리옥시에틸렌 지방산 에스테르, 자당 지방산 에스테르, 소르비탄 지방산 에스테르, 폴리옥시에틸렌소르비탄 지방산 에스테르, 글리세린 지방산 에스테르, 아크릴산 에스테르 공중합체(아크릴 고무) 등을 들 수 있다. 상기 폴리옥시에틸렌 지방산 에스테르로서는, 예를 들면 모노스테아르산폴리에틸렌글리콜, 폴리에틸렌글리콜라우레이트, 폴리에틸렌글리콜모노올레에이트, 폴리에틸렌글리콜디스테아레이트 등을 들 수 있다.
아미드 결합을 포함하는 흡수성 고분자 화합물로서는, 예를 들면 지방산 알칸올아미드, 변성 폴리아미드 수지 등을 들 수 있다.
흡수성 고분자 화합물의 분자량은, 겔 투과 크로마토그래피로 측정한 폴리스티렌 환산의 중량 평균 분자량으로서, 바람직하게는 500 내지 1,000,000이고, 보다 바람직하게는 5,000 내지 500,000이다.
또한, 본 발명에서의 흡수성 고분자 화합물의 흡수율은 「JIS K6258」에 준거한 이하의 방법에 의해 구할 수 있다. 우선, 흡수성 고분자 화합물을 두께 2mm의 시트상으로 성형하고, 나아가 2cm×2cm의 크기로 잘라낸 것을, 23℃의 물에 24시간 침지시킨다. 침지 전의 공기 중의 질량(M1)과 침지 후의 공기 중의 질량(M3)을 측정하고, 하기 식 (1)에 의해 질량 변화율을 구하여, 이것을 흡수율로 하였다.
흡수율(%)=((M3-M1)/M1)×100 … (1)
상기 조성물이 흡수성 고분자 화합물을 함유하는 경우의 그 함유량은, 열가소성 폴리우레탄 및 흡수성 고분자 화합물의 합계량을 100질량%로 했을 때, 바람직하게는 1질량% 이상 20질량% 이하이고, 보다 바람직하게는 3질량% 이상 15질량%이하이고, 특히 바람직하게는 5질량% 이상 10질량% 이하이다. 흡수성 고분자 화합물의 함유량이 상기 범위에 있으면, 습윤 상태에서의 부피 변화율을 0.8% 이상 5.0% 이하의 범위로 조정하기 쉽게 된다. 그리고, 연마층의 부피 변화율이 상기 범위에 있으면, 흡수에 의한 연마층 표면의 연화가 적절하여지기 때문에 피연마면의 평탄성이 양호하게 됨과 동시에, 연마 결함(스크래치)을 감소시킬 수 있다.
1.1.1.3. 수용성 입자
상기 조성물은 수용성 입자를 더 포함할 수도 있다. 이러한 수용성 입자는 조성물 중에 균일하게 분산된 상태로 존재하고 있는 것이 바람직하다. 이러한 조성물을 이용함으로써 수용성 입자가 균일하게 분산된 상태의 연마층이 얻어진다.
상기 수용성 입자는 지립 및 약액을 포함하는 연마용 수분산체(이하, 「슬러리」라고도 함)와 접촉됨으로써 연마층 표면에서 수용성 입자가 유리되어, 상기 슬러리를 유지할 수 있는 공극(포어)을 형성할 목적으로 이용된다. 이를 위해, 기포 구조를 갖는 폴리우레탄 발포체를 이용하는 일없이, 수용성 입자를 이용함으로써 연마층의 표면에 공극이 형성되어, 슬러리의 유지가 보다 양호해진다. 또한, 연마층의 표면에 공극이 형성되기 때문에, 습윤 상태에서의 표면 경도를 컨트롤할 수 있다. 또한, 비중이 큰 입자를 사용함으로써 연마층의 비중을 크게 하는 것이 가능하다.
열가소성 폴리우레탄을 함유하는 조성물이 수용성 입자를 함유하는 경우, (1) 수용성 입자가 충전제와 같은 보강제로서 작용함으로써, 상기 연마층의 탄성 변형을 작게 할 수 있기 때문에 피연마면의 평탄성을 향상시킬 수 있고, (2) 비발포 타입의 연마층이기 때문에 기계적 강도가 우수하고, 또한 (3) 발포 셀 구조를 균일하게 제어하는 정밀한 기술을 이용할 필요가 없기 때문에 생산성이 우수한 점에서 보다 바람직하다.
상기 수용성 입자로는 특별히 한정되지 않지만, 유기 수용성 입자 및 무기 수용성 입자를 들 수 있다. 구체적으로는, 수용성 고분자처럼 물에 용해되는 물질 외에, 흡수성 수지와 같이 물과의 접촉에 의해 팽윤 또는 겔화되어 연마층 표면에서 유리될 수 있는 물질을 들 수 있다.
상기 유기 수용성 입자를 구성하는 재료로서는, 예를 들면 당류(전분, 덱스트린 및 시클로덱스트린 등의 다당류, 젖당, 만니트 등), 셀룰로오스류(히드록시프로필셀룰로오스, 메틸셀룰로오스 등), 단백질, 폴리비닐알코올, 폴리비닐피롤리돈, 폴리아크릴산, 폴리에틸렌옥시드, 술폰화폴리이소프렌, 술폰화이소프렌 공중합체 등을 들 수 있다.
상기 무기 수용성 입자를 구성하는 재료로서는, 예를 들면 아세트산칼륨, 질산칼륨, 탄산칼륨, 탄산수소칼륨, 브롬화칼륨, 인산칼륨, 황산칼륨, 황산마그네슘, 질산칼슘 등을 들 수 있다.
상기 수용성 입자를 구성하는 재료는, 유기 수용성 입자 또는 무기 수용성 입자를 구성하는 재료를 1종 단독으로 이용할 수도 있고, 2종 이상을 병용할 수도 있다. 또한, 연마층의 경도, 기타 기계적 강도를 적정한 값으로 할 수 있다는 관점에서, 수용성 입자는 중실체(中實體)인 것이 바람직하다.
상기 조성물에 있어서의 수용성 입자의 함유량은, 열가소성 폴리우레탄 100질량부에 대하여 3 내지 150질량부인 것이 바람직하다. 수용성 입자의 함유량이 상기 범위에 있으면, 화학 기계 연마에 있어서 높은 연마 속도를 나타내고, 적정한 경도, 기타 기계적 강도를 갖는 연마층을 제조할 수 있다.
상기 수용성 입자의 평균 입경은 바람직하게는 0.5 내지 200㎛이다. 수용성 입자가 화학 기계 연마 패드의 연마층 표면에서 유리됨으로써 형성되는 공극의 크기는 바람직하게는 0.1 내지 500㎛, 보다 바람직하게는 0.5 내지 200㎛이다. 수용성 입자의 평균 입경이 상기 범위에 있으면, 높은 연마 속도를 나타내고, 기계적 강도가 우수한 연마층을 갖는 화학 기계 연마 패드를 제조할 수 있다.
1.1.2. 비중
본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층의 비중은 1.1 이상 1.3 이하이고, 1.15 이상 1.27 이하인 것이 바람직하다. 연마층의 비중이 상기 범위에 있으면, 연마층의 경도가 적절해지기 때문에 피연마면의 평탄성이 양호해짐과 동시에, 피연마면의 요철에 대한 연마층의 탄성 변형(추종성)이 적절해 지기 때문에 연마 결함(스크래치)을 감소시킬 수 있다. 연마층의 비중이 상기 범위 미만인 경우, 연마층의 경도가 낮아져, 피연마면의 평탄성이 악화되기 때문에 바람직하지 않다. 또한, 연마층의 비중이 상기 범위를 초과하는 경우, 연마층의 경도가 너무 높아져, 연마 결함(스크래치)이 증대하기 때문에 바람직하지 않다.
또한, 현재 알려져 있는 폴리우레탄의 비중과, 연마층의 적절한 경도의 균형을 고려하면, 연마층의 비중의 상한은 1.30 이하가 된다. 비중이 1.30을 초과하는 연마층을 제조하기 위해서는, 우레탄 외에 비중이 큰 재료를 연마층에 함유시킬 필요가 있다. 예를 들면, 실리카나 알루미나와 같은 비중이 큰 재료를 충전재로서 우레탄에 혼합함으로써, 비중이 1.30을 초과하는 연마층을 제조할 수는 있다. 그러나, 이러한 경우에는, 혼합된 충전재에 의해서 연마층의 경도가 커져, 피연마면의 스크래치가 대폭 악화되기 때문에 본원 발명의 연마층과 같은 작용 효과를 발휘할 수는 없다.
본 발명에서, 연마층의 비중은 「JIS Z8807」에 준거한 방법으로 측정할 수 있다. 구체적으로는, 물을 넣은 르샤틀리에 비중병에 질량 기지(旣知)의 시료를 넣고, 시료에 의한 액면의 상승으로부터 시료의 부피를 확인하고, 시료의 질량과 부피로부터 비중을 구한다.
또한, 본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층은, 상기 범위의 비중으로 하는 관점에서, 비발포 타입인 것이 바람직하다. 또한, 본 발명에서 비발포 타입이란, 실질적으로 기포를 포함하고 있지 않은 연마층인 것을 말한다. 참고로, 현재 시판되고 있는 발포 타입의 연마층을 구비하는 우레탄 패드, 예를 들면 롬 앤드 하스(ROHM & HAAS)사 제조의 「IC1000」 등의 일반적인 시판 연마 패드의 비중은 0.40 내지 0.90 정도이다.
1.1.3. 열전도율
본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층의 열전도율은 0.2[W/m·K] 이상이고, 0.3[W/m·K] 이상인 것이 바람직하다. 연마층의 열전도율이 0.2[W/m·K] 이상이면, 피연마면과 연마 패드의 표면이 마주 스치는 것에 의해 발생되는 마찰열을 연마층 내에 신속히 확산시킬 수 있어, 연마 패드의 표면의 국부적인 온도 상승을 감소시킬 수 있다. 또한, 장시간의 CMP에 의해 발생되는 마찰열이 연마층 중에 축적되는 것을 감소시킴으로써, 연마층의 내구성을 향상시킬 수 있다.
또한, 본원의 기술적 사상에 의하면, 연마층의 열전도율은 0.2[W/m·K] 이상인 것이 바람직한데, 현재 알려져 있는 범용 엔지니어링 플라스틱(범용 엔지니어링 플라스틱: 폴리비닐알코올, 폴리염화비닐, 에폭시 수지, 폴리우레탄, 폴리아크릴 수지, 폴리에스테르 수지 등)의 열전도율의 상한치는 자연히 0.6[W/m·K]가 된다. 그러나, 상기 범용 엔지니어링 플라스틱에 대하여 열전도성의 충전재 등을 혼련함으로써 더 큰 열전도율을 구비한 중합체 조성물이 존재한다. 또한, 향후 더 큰 열전도율을 구비한 신규 폴리우레탄이 개발되는 것도 충분히 생각할 수 있다. 따라서, 본원 발명의 기술적 사상은, 상술한 열전도율의 상한치에 의해서 어떤 제한을 받는 것은 아니다.
본 발명에서, 연마층의 열전도율은 열 확산계수와 비열, 비중으로부터 산출할 수 있다. 구체적으로는, 센서 상에 시험편을 놓고, 마이크로히터를 구비한 고정 지그를 위로부터 씌워 50g의 추를 올려놓는다. 마이크로히터의 표면에서 발생시킨 온도파가 두께 방향으로 확산되어 이면에 다다를 때에 생기는 진폭의 감쇠와 위상의 지연으로부터 열 확산계수(D)를 측정한다. 얻어진 열 확산계수(D)와 시험편의 비열(ρ) 및 비중(Cp)으로부터, 하기 식 (2)에 의해 열전도율(W/m·K)을 산출한다.
열전도율(W/m·K)=D/(ρ×Cp) … (2)
또한, 본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층은, 상기 범위의 열전도율로 하는 관점에서, 비발포 타입인 것이 바람직하다. 또한, 열전도성이 높은 충전재를 포함하는 것이 바람직하고, 예를 들면 상술한 수용성 입자 등을 충전재로서 함유할 수 있다. 참고로, 현재 시판되고 있는 발포 타입의 연마층을 구비하는 우레탄 패드, 예를 들면 롬 앤드 하스사 제조의 「IC1000」 등의 일반적인 시판 연마 패드의 연마층의 열전도율은 0.05 내지 0.10 정도이다.
본 실시 형태에 따른 화학 기계 연마 패드가, 연마층과 후술하는 지지층으로 구성되는 적층체를 갖는 경우나, 연마층과 지지층 사이에 다른 층을 포함하여 구성되는 적층체를 갖는 경우에는, 그 적층체의 열전도율이 0.2[W/m·K] 이상인 것이 바람직하고, 0.3[W/m·K] 이상인 것이 보다 바람직하다. 상기 적층체의 열전도율이 0.2[W/m·K] 이상이면, 피연마물과 연마층이 마주 스치는 것에 의해 발생되는 마찰열을 효율적으로 다른 층이나 지지층을 통해 연마 패드를 고정하는 정반으로 확산시킬 수 있다.
본 발명에서, 상기 적층체의 열전도율은 각 층의 두께와 각 층의 열전도율로부터 산출할 수 있다. 예를 들면, 화학 기계 연마 패드 전체가 연마층(두께; d1, 열전도율 Λ1)과 지지층(두께; d3, 열전도율 Λ3) 사이에 다른 층(두께; d2, 열전도율 Λ2)을 포함하여 구성되어 있는 경우에는, 하기 식 (3)에 의해 열전도율을 산출할 수 있다. 또한, 상기 다른 층을 포함하지 않는 경우에는, 하기 식 (3)에 있어서 d2 및 d2/Λ2의 값을 0으로 해서 계산하면 된다.
열전도율[W/m·K]=(d1+d2+d3)/((d1/Λ1)+(d2/Λ2)+(d3/Λ3)) … (3)
참고로, 현재 시판되고 있는 발포 타입의 연마층을 구비하는 우레탄 패드, 예를 들면 롬 앤드 하스사 제조의 「IC1000」 등의 일반적인 시판 연마 패드의 열전도율은 0.02 내지 0.10 정도이다.
또한, 화학 기계 연마 패드를 고정하는 정반에, 온도를 제어하는 냉각 기구를 설치하면 더욱 바람직하다. 이에 따라, 연마층의 온도 상승을 효율적으로 감소시킬 수 있을 뿐만 아니라, 화학 기계 연마 패드 전체의 온도를 일정하게 제어하는 것이 용이해진다.
1.1.4. 인장 시에 있어서의 잔류 변형
본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층의 인장 시에 있어서의 잔류 변형은 2% 이상 10% 이하인 것이 바람직하고, 2% 이상 9% 이하인 것이 보다 바람직하다.
일반적으로, 연마층 표면에는 미세 세공 및/또는 오목부를 설치되어 있어, 거기에 연마 먼지나 패드 부스러기가 서서히 축적되는 것에 의해 클로깅을 일으켜 연마 특성이 열화된다. 따라서, 다이아몬드의 지석으로 드레싱하는 것(이하, 「다이아몬드 컨디셔닝」이라고도 함)에 의해, 클로깅 상태가 된 연마층 표면을 깎아내어, 표면 밑의 초기 상태와 마찬가지인 면을 노출시켜 사용한다. 이 다이아몬드 컨디셔닝 시에, 연마층 표면의 보풀이나 패드 부스러기가 발생한다.
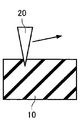
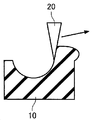
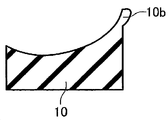
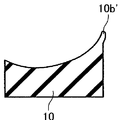
도 1은, 연마층의 인장 시에 있어서의 잔류 변형의 개념을 설명하기 위한 모식도이다. 도 2a 내지 e는, 연마층의 인장 시에 있어서의 잔류 변형의 개념을 설명하기 위한 도 1에 있어서의 영역 I의 확대도이다. 도 1에 나타낸 바와 같이, 다이아몬드 컨디셔닝 시에는 드레서(20)가 도 1의 화살표 방향으로 회전함으로써 연마층(10)의 표면을 깎아낸다. 도 2a 내지 도 2b에 나타낸 바와 같이, 연마층(10)을 드레싱하면, 연마층(10) 표면의 일부가 드레서(20)에 인장되어 신장된다. 그리고, 도 2c에 나타낸 바와 같이, 연마층(10) 표면의 일부가 절단됨으로써 패드 부스러기(10a)가 발생한다. 한편, 도 2d에 나타낸 바와 같이, 절단되지 않고서 신장된 부분(10b)은 연마층의 탄성에 의해 원래의 상태로 되돌아가려고 수축하는데, 도 2e에 나타낸 바와 같이, 연마층의 잔류 변형에 따른 보풀부(10b')가 발생한다. 이와 같이 연마층의 인장 시에 있어서의 잔류 변형은, 다이아몬드 컨디셔닝 시에 연마층 표면의 보풀 발생의 정도를 나타내는 지표가 된다.
연마층의 인장 시에 있어서의 잔류 변형이 상기 범위에 있으면, 다이아몬드 컨디셔닝에 의한 패드 부스러기의 발생이나 연마층 표면의 보풀이 감소된다. 또한, 피연마면(웨이퍼 등의 표면)의 요철에 관한 연마층의 변형을 작게 할 수 있다. 이에 따라, 피연마면의 평탄성을 향상시킬 수 있음과 동시에, 연마 결함의 발생을 감소시킬 수 있다. 연마층의 인장 시에 있어서의 잔류 변형이 2% 미만이면, 연마층의 표면을 다이아몬드 컨디셔닝한 경우에 발생하는 패드 부스러기가 증가하고, 이것이 연마 공정 시에 혼입됨으로써 연마 결함이 증대되는 경우가 있기 때문에 바람직하지 않다. 한편, 연마층의 인장 시에 있어서의 잔류 변형이 10%를 초과하면, 연마층의 표면을 다이아몬드 컨디셔닝한 경우에 연마층 표면의 보풀이 증가하여, 피연마면의 요철에 관한 연마층의 변형이 커짐으로써, 피연마면의 평탄성이 악화되는 경우가 있기 때문에 바람직하지 않다.
또한, 본 발명에서, 연마층의 인장 시에 있어서의 잔류 변형은 「JIS K6270」에 준거한 방법으로 측정할 수 있다. 시험 장치는, 시험편의 일단을 유지하는 고정측의 그리퍼, 시험편의 타단을 유지하며 왕복 운동하는 그리퍼, 그리퍼를 일정한 주파수로 일정한 진폭을 왕복시키는 구동 장치, 그리퍼의 왕복 운동 횟수를 표시하는 카운터 등에 의해서 구성되어 있다. 구체적인 측정 방법은, 2개의 덤벨상시험편을 그리퍼에 부착하고 시험 장치를 움직여, 반복 횟수 1×103회 후 정지시킨다. 1개의 시험편에 응력이 걸리지 않을만한 위치에 정지하고, 1분 후에 시험편의 표선간 거리를 측정한다. 또한, 100회 반복한 후, 추가로 1개의 시험편에 대해서도 마찬가지로 측정한다. 시험 주파수는 통상 1 내지 5Hz의 범위로 행한다. 시험 전의 표선간 거리(Io), 반복 인장 후의 변형을 부여하지 않은 상태에서의 표선간 거리(In)로부터, 하기 식 (4)에 의해 인장 시에 있어서의 잔류 변형(%)을 산출한다.
인장 시에 있어서의 잔류 변형(%)=((In-I0)/I0)×100 … (4)
또한, 측정 시의 온도 및 습도는 「JIS K6250」의 「6.1 시험실의 표준 온도」 및 「6.2 시험실의 표준 습도」에 준한다. 즉, 시험실의 표준 온도는 23℃로 하고, 허용차는 ±2℃로 한다. 시험실의 표준 습도는 상대 습도로 50%로 하고, 허용차는 ±10%로 한다.
1.1.5. 부피 변화율
본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층은, 연마층을 23℃의 물에 24시간 침지했을 때의 부피 변화율이 0.8% 이상 5% 이하인 것이 바람직하고, 1% 이상 3% 이하인 것이 보다 바람직하다.
도 3a 내지 b는, 연마층에 있어서의 부피 변화율의 개념을 설명하기 위한 모식도이다. 화학 기계 연마 패드는 연마 작업 중 슬러리에 항상 노출되어 있다. 그렇게 하면, 도 3a에 도시한 바와 같이 흡수하기 전에는 소정의 치수나 형상으로 제조되어 있던 연마층(10)의 오목부(30)가, 도 3b에 나타낸 바와 같이 흡수에 의한 팽윤에 의해서, 특히 오목부(30)의 치수나 형상, 보풀의 정도 등이 변화하는 경우가 있다. 물에 침지했을 때의 부피 변화율이 상기 범위에 있는 경우에는, 흡수에 의한 팽윤에 의해 연마층 표면이 적절히 연화되기 때문에, 스크래치의 발생을 감소시킬 수 있다. 부피 변화율이 상기 범위 미만인 경우에는, 흡수에 의한 팽윤이 작고 연마층 표면의 연화가 불충분하기 때문에, 스크래치의 발생을 감소시키는 효과를 충분히 발휘할 수 없다. 부피 변화율이 상기 범위를 초과하는 경우에는, 흡수에 의한 팽윤이 커져, 스크래치의 발생을 감소시킬 수 있지만, 피연마물의 평탄성이 불량해진다. 특히 연마면에 오목부 패턴이 형성되어 있는 경우, 흡수에 의한 팽윤이 너무 커지면 오목부 패턴의 형상이나 치수가 연마 시간에 따라서 변화되어, 안정된 연마 특성이 얻어지지 않게 되는 경우가 있다. 이 때문에, 연마층 표면을 연화시키기 위해서 팽윤시키는 것은 바람직하지만, 지나친 팽윤은 연마면의 변형을 야기하기 때문에 바람직하지 않다.
또한, 본 발명에서의 연마층의 부피 변화율은 「JIS K6258」에 준거한 이하의 방법에 의해 측정할 수 있다. 우선, 두께 2.8mm로 성형한 연마층을 2cm×2cm의 크기로 잘라내고, 그것을 23℃의 물에 24시간 침지시킨다. 침지 전의 공기 중의 질량(M1)과 침지 전의 수중의 질량(M2), 침지 후의 공기 중의 질량(M3)과 침지 후의 수중의 질량(M4)을 측정하여, 하기 식 (5)에 의해 부피 변화율을 산출한다.
부피 변화율(%)=(((M3-M4)-(M1-M2))/(M1-M2))×100 … (5)
1.1.6. 듀로 D 경도
본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층의 듀로 D 경도는 50D 이상 80D 이하인 것이 바람직하고, 55D 이상 75D 이하인 것이 보다 바람직하고, 60D 이상 70D 이하인 것이 특히 바람직하다.
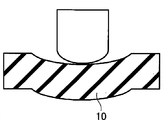
도 4a 내지 b는, 연마층에 있어서의 듀로 D 경도의 개념을 설명하기 위한 모식도이다. 도 4a에 나타낸 바와 같이 연마 공정을 모방하여 연마층(10)에 대하여 상측에서 하중을 걸면, 도 4b에 나타낸 바와 같이 연마층(10)이 휘게 된다. 듀로 D 경도란, 이와 같이 연마 공정에서 하중을 건 경우의 연마층(10)의 거시적인 휨 정도를 나타내는 지표가 된다. 이것은, 후술하는 측정 방법으로부터도 이해된다. 따라서, 연마층의 듀로 D 경도가 상기 범위에 있으면, 연마층의 듀로 D 경도가 적절하기 때문에 피연마면의 평탄성이 양호하게 됨과 동시에, 피연마면의 요철에 관한 연마층의 탄성 변형(추종성)이 적절해지기 때문에 연마 결함(스크래치)을 감소시킬 수 있다. 연마층의 듀로 D 경도가 상기 범위 미만이면, 피연마면의 평탄성이 악화되기 때문에 바람직하지 않다. 또한, 연마층의 듀로 D 경도가 상기 범위를 초과하면, 연마 결함(스크래치)이 증대되기 때문에 바람직하지 않다.
본 발명에서, 연마층의 듀로 D 경도는 「JIS K6253」에 준거한 방법으로 측정할 수 있다. 구체적으로는, 평탄하고 견고한 면에 시험편을 놓은 다음, 타입 D 듀로미터의 가압판이 시험편의 표면에 평행하게 유지되고, 압침이 시험편의 표면에 대하여 직각이 되도록 타입 D 듀로미터를 유지하고, 충격을 주지 않도록 가압판을 시험편에 접촉시킨다. 압침의 선단은, 시험편의 끝으로부터 12mm 이상 떨어진 위치에서 측정한다. 가압판을 시험편에 접촉시킨 후, 15초 후에 판독을 행한다. 측정점의 수는 6mm 이상 떨어진 위치에서 5회 측정하여, 그 중앙치를 듀로 D 경도로 한다.
1.1.7. 습윤 상태에서의 표면 경도
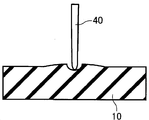
본 실시 형태에 따른 화학 기계 연마 패드가 구비하는 연마층의 습윤 상태에서의 표면 경도는 2N/㎟ 이상 10N/㎟ 이하인 것이 바람직하고, 3N/㎟ 이상 9N/㎟ 이하인 것이 보다 바람직하고, 4N/㎟ 이상 8N/㎟ 이하인 것이 특히 바람직하다. 연마층의 습윤 상태에서의 표면 경도는, CMP의 실제 사용시에 있어서의 연마층의 표면 경도를 나타내는 지표가 된다. 도 5a 내지 b는, 연마층에 있어서의 표면 경도의 개념을 설명하기 위한 모식도이다. 도 5a에 나타낸 바와 같이, 미소한 크기의 프로브(40)를 연마층(10)의 표면으로 압입한다. 그렇게 하면, 도 5b에 나타낸 바와 같이, 프로브(40) 바로 아래의 연마층(10)은 프로브(40)의 주위로 압출되듯이 변형된다. 이와 같이, 표면 경도란, 연마층의 극(極)표면의 변형이나 휨 정도를 나타내는 지표가 된다. 즉, 도 4a 내지 b에 도시한 바와 같은 밀리미터 단위의 경도 측정법인 상기 듀로 D 경도 측정으로서는 연마층 전체의 거시적인 경도를 나타내는 데이터가 얻어지는 데 반하여, 도 5a 내지 b에 도시한 바와 같은 연마층의 습윤 상태에서의 표면 경도 측정인 연마층의 극표면의 미시적인 경도를 나타내는 데이터가 얻어진다. CMP의 실제 사용시에 있어서의 연마층의 압입 깊이는 5㎛ 내지 50㎛이다. 따라서, 이러한 연마층의 극표면의 유연성을 판단하기 위해서는, 연마층의 습윤 상태에서의 표면 경도에 의해 판단하는 것이 바람직하다. 연마층의 습윤 상태에서의 표면 경도가 상기 범위에 있으면, 연마층의 극표면의 유연성이 적절해지기 때문에 연마 결함(스크래치)을 감소시킬 수 있다. 연마층의 습윤 상태에서의 표면 경도가 상기 범위 미만이면, 피연마면의 평탄성이 악화되는 경우가 있기 때문에 바람직하지 않다. 또한, 연마층의 습윤 상태에서의 표면 경도가 상기 범위를 초과하면, 연마 결함(스크래치)이 증대하는 경우가 있기 때문에 바람직하지 않다. 또한, 본 발명에서, 연마층의 습윤 상태에서의 표면 경도는, 23℃의 물에 4시간 침지시킨 연마층에 있어서, 피셔(FISCHER)사 제조의 나노인덴터(제품명: HM2000)를 사용하여, 300mN 압입 시의 유니버설 경도(HU)로 표시된다.
1.1.8. 연마층의 형상 및 오목부
연마층의 평면 형상은 특별히 한정되지 않지만, 예를 들면 원형상일 수 있다. 연마층의 평면 형상이 원형상인 경우, 그 크기는 바람직하게는 직경 150mm 내지 1200mm, 보다 바람직하게는 직경 500mm 내지 1000mm이다. 연마층의 두께는 바람직하게는 0.5mm 내지 5.0mm, 보다 바람직하게는 1.0mm 내지 4.0mm, 특히 바람직하게는 1.5mm 내지 3.5mm이다.
연마면에는, 복수의 오목부를 형성할 수도 있다. 상기 오목부는, CMP 시에 공급되는 슬러리를 유지하고, 이것을 연마면에 균일하게 분배시킴과 동시에, 연마 먼지, 패드 부스러기 및 사용 종료의 슬러리 등의 폐기물을 일시적으로 체류시켜 외부로 배출하기 위한 경로가 되는 기능을 갖는다.
오목부의 깊이는 바람직하게는 0.1mm 이상, 보다 바람직하게는 0.1mm 내지 2.5mm, 특히 바람직하게는 0.2mm 내지 2.0mm로 할 수 있다. 오목부의 폭은 바람직하게는 0.1mm 이상, 보다 바람직하게는 0.1mm 내지 5.0mm, 특히 바람직하게는 0.2mm 내지 3.0mm로 할 수 있다. 연마면에 있어서, 인접하는 오목부의 간격은 바람직하게는 0.05mm 이상, 보다 바람직하게는 0.05mm 내지 100mm, 특히 바람직하게는 0.1mm 내지 10mm로 할 수 있다. 또한 오목부의 폭과, 인접하는 오목부 사이의 거리의 합인 피치는 바람직하게는 0.15mm 이상, 보다 바람직하게는 0.15mm 내지 105mm, 특히 바람직하게는 0.6mm 내지 13mm로 할 수 있다. 오목부는 상기 범위의 일정한 간격을 두고 형성할 수 있다. 상기 범위의 형상을 갖는 오목부를 형성함으로써 피연마면의 스크래치 감소 효과가 우수하고, 수명이 긴 화학 기계 연마 패드를 용이하게 제조할 수 있다.
상기 각 바람직한 범위는 각각을 조합할 수 있다. 즉, 예를 들면 깊이가0.1mm 이상, 폭이 0.1mm 이상, 간격이 0.05mm 이상인 것이 바람직하고, 깊이가0.1mm 내지 2.5mm, 폭이 0.1mm 내지 5.0mm, 간격이 0.05mm 내지 100mm인 것이 보다 바람직하고, 깊이가 0.2mm 내지 2.0mm, 폭이 0.2mm 내지 3.0mm, 간격이 0.1mm 내지 10mm인 것이 특히 바람직하다.
상기 오목부를 가공하기 위한 공구는, 일본 특허 공개 제2006-167811호 공보, 일본 특허 공개 제2001-18164호 공보, 일본 특허 공개 제2008-183657호 공보 등에 기재되어 있는 형상의 다날 공구를 사용할 수 있다. 사용하는 공구의 절삭날은 다이아몬드 또는, Ti, Cr, Zr, V 등의 주기율표 제4, 5, 6족 금속으로부터 선택되는 적어도 1종의 금속 원소와, 질소, 탄소 및 산소로부터 선택되는 적어도 1종의 비금속 원소로 구성되는 코팅층을 가질 수도 있다. 또한 코팅층은 한 층 설치하는 경우에 한하지 않고, 재료를 다르게 하여 복수 층 설치할 수도 있다. 이러한 코팅층의 막 두께는 0.1 내지 5㎛가 바람직하고, 1.5 내지 4㎛가 보다 바람직하다. 코팅층의 성막에는, 아크 이온 플레이팅 장치 등의 공지된 기술을 공구 재질, 코팅 재질 등에 따라서 적시 선택하여 사용할 수 있다.
1.1.9. 제조 방법
본 실시 형태에서 이용되는 연마층은, 상술한 폴리우레탄을 함유하는 조성물을 성형함으로써 얻어진다. 조성물의 혼련은 공지된 혼련기 등에 의해 행할 수 있다. 혼련기로서는, 예를 들면 롤, 혼련기, 벤버리 믹서, 압출기(단축, 다축) 등을 들 수 있다. 조성물로부터 연마층을 성형하는 방법으로서는, 120℃ 내지 230℃에서 가소화한 상기 조성물을 프레스 성형, 압출 성형 또는 사출 성형하여, 가소화·시트화하는 방법에 의해 성형하면 된다. 이러한 성형 조건을 적절하게 조정함으로써 비중이나 경도를 컨트롤할 수도 있다.
이와 같이 하여 성형한 후, 절삭 가공에 의해 연마면에 오목부를 형성할 수도 있다. 또한, 오목부가 되는 패턴이 형성된 금형을 이용하여 상술한 조성물을 금형 성형함으로써, 연마층의 개형과 함께 오목부를 동시에 형성할 수도 있다.
1.2. 지지층
본 실시 형태에 따른 화학 기계 연마 패드는, 상술한 연마층만으로 구성되는 경우도 있지만, 상기 연마층의 연마면과는 반대측의 면에 지지층을 설치할 수도 있다.
지지층은, 화학 기계 연마 패드에 있어서, 연마 장치용 정반에 연마층을 지지하기 위해서 이용된다. 지지층은 접착층일 수도 있고, 접착층을 양면에 갖는 쿠션층일 수도 있다.
접착층은, 예를 들면 점착 시트로 이루어질 수 있다. 점착 시트의 두께는 50㎛ 내지 250㎛인 것이 바람직하다. 50㎛ 이상의 두께를 가짐으로써, 연마층의 연마면 측에서의 압력을 충분히 완화시킬 수 있고, 250㎛ 이하의 두께를 가짐으로써, 요철의 영향이 연마 성능에 미치지 않을 정도로 균일한 두께를 갖는 화학 기계 연마 패드가 얻어진다.
점착 시트의 재질로서는, 연마층을 연마 장치용 정반에 고정시킬 수 있다면 특별히 한정되지 않지만, 연마층보다 탄성률이 낮은 아크릴계 또는 고무계의 재질인 것이 바람직하다.
점착 시트의 접착 강도는 화학 기계 연마 패드를 연마 장치용 정반에 고정시킬 수 있다면 특별히 한정되지 않지만, 「JIS Z0237」의 규격으로 점착 시트의 접착 강도를 측정한 경우, 그 접착 강도가 바람직하게는 3N/25mm 이상, 보다 바람직하게는 4N/25mm 이상, 특히 바람직하게는 10N/25mm 이상이다.
쿠션층은 연마층보다 경도가 낮은 재질을 포함하면, 그 재질은 특별히 한정되지 않으며, 다공질체(발포체) 또는 비다공질체일 수도 있다. 쿠션층으로서는, 예를 들면 발포 폴리우레탄 등을 성형한 층을 들 수 있다. 쿠션층의 두께는 바람직하게는 0.1mm 내지 5.0mm, 보다 바람직하게는 0.5mm 내지 2.0mm이다.
지지층의 열전도율에 대해서도, 0.2[W/m·K] 이상인 것이 바람직하고, 0.3[W/m·K] 이상인 것이 보다 바람직하다. 지지층의 열전도율이 0.2[W/m·K] 이상이면, 피연마면과 연마 패드의 표면이 마주 스치는 것에 의해 발생되는 마찰열을, 효율적으로 지지층을 통해 정반으로 확산시킬 수 있다. 그 결과, 연마층에서 발생한 마찰열을 효율적으로 제거할 수 있기 때문에, 장시간에 걸쳐 CMP를 실시한 경우에도 연마층 중의 온도 상승을 감소시켜 안정된 연마 특성을 유지할 수 있다.
본 발명에서, 지지층의 열전도율은, 상술한 연마층의 열전도율의 측정 방법과 마찬가지의 방법으로 측정할 수 있다. 참고로, 현재 시판되고 있는 발포 타입의 연마층을 구비하는 우레탄 패드, 예를 들면 롬 앤드 하스사 제조의 「IC1000」 등의 일반적인 시판 연마 패드의 지지층의 열전도율은 0.01 내지 0.10 정도이다.
지지층의 압축률은 5% 이상인 것이 바람직하고, 6% 이상인 것이 보다 바람직하다. 실리콘 웨이퍼와 같은 피연마물을 연마하는 경우, 그 중앙부와 단부에서는 단위 면적당의 압박압이 다르고, 단부에 있어서의 압박압이 보다 커지는 경향이 있다. 그렇게 되면, 피연마물의 중앙부에서의 연마 속도와 단부에 있어서의 연마 속도의 차가 커져, 피연마면을 균일한 연마 속도로 연마하는 것이 곤란해진다. 그러나, 지지층의 압축률이 상기 범위이면, 지지층이 효과적으로 변형됨으로써 단부에 있어서의 압박압의 증대를 감소시킬 수 있기 때문에, 피연마면 전체를 균일한 연마 속도로 연마하는 것이 가능해진다. 또한, 상기 연마층의 압축률이 상기 범위에 있으면, 피연마물에 미치는 압박압이 너무 낮아져 연마 속도가 현저히 저하됨과 동시에, 피연마면의 평탄성이 손상되는 경우가 있다. 따라서, 본원 발명의 목적을 달성하기 위해서는, 지지층의 압축률이 상기 범위에 있는 것이 바람직하다.
2. 화학 기계 연마 방법
본 실시 형태에 따른 화학 기계 연마 방법은 상술한 화학 기계 연마 패드를 이용하여 화학 기계 연마하는 것을 특징으로 한다. 상술한 화학 기계 연마 패드는, 폴리우레탄을 함유하는 조성물로부터 형성되고, 특정한 범위의 비중 및 열전도율을 겸비한 연마층을 갖고 있다. 그 때문에, 본 실시 형태에 따른 화학 기계 연마 방법에 따르면, CMP 공정에서의 피연마면의 평탄성의 향상과 연마 결함(스크래치)의 감소를 양립시킬 수 있음과 동시에, 장시간에 걸친 CMP에 있어서도 안정된 연마 특성을 유지할 수 있다.
본 실시 형태에 따른 화학 기계 연마 방법에 있어서는, 시판되고 있는 화학 기계 연마 장치를 사용할 수 있다. 시판되고 있는 화학 기계 연마 장치로서는, 예를 들면 형식 「EPO-112」, 형식 「EPO-222」(이상, 가부시끼가이샤 에바라 제조소 제조); 형식 「LGP-510」, 형식 「LGP-552」(이상, 랩마스터 SFT사 제조); 형식 「Mirra」, 형식 「Reflexion LK」(이상, 어플라이드 머티리얼사 제조) 등을 들 수 있다.
또한, 슬러리로서는, 연마 대상(구리 막, 절연막, 저유전율 절연막 등)에 따라서 적절하게 최적의 것을 선택할 수 있다.
3. 실시예
이하, 본 발명을 실시예에 의해 상세히 설명하지만, 본 발명은 이들 실시예에 의해 전혀 한정되지 않는다.
3.1. 화학 기계 연마 패드의 제조
3.1.1. 실시예 1
비지환식 열가소성 폴리우레탄(BASF사 제조, 상품명 「엘라스트란 1174D」, 경도 70D)를 100 질량부, 수용성 입자로서 β-사이클로덱스트린(엔스이코세이토 가부시끼가이샤 제조, 상품명 「덱시팔 β-100」, 평균 입경 20㎛) 29질량부를, 200℃에 온도 조절된 압출기에 의해 혼련하여 열가소성 폴리우레탄 조성물을 제조하였다. 제조한 열가소성 폴리우레탄 조성물을, 프레스 금형 내에서 180℃에서 압축 성형하여, 직경 845mm, 두께 3.2mm의 원주상의 성형체를 제조하였다. 다음으로, 제조된 성형체의 표면을 샌드페이퍼로 연마하여 두께를 조정하고, 절삭 가공기(가토 기까이 가부시끼가이샤 제조)에 의해 폭 0.5mm, 깊이 1.0mm, 피치 1.5mm의 동심원상의 오목부를 형성하고 외주부를 분리함으로써 직경 600mm, 두께 2.5mm의 연마층을 얻었다. 이와 같이 하여 제조한 연마층 중 오목부를 형성하지 않은 면에 양면 테이프 #422JA(3M사 제조)를 라미네이트하여, 화학 기계 연마 패드를 제조하였다.
3.1.2. 실시예 2
우선, 실시예 1과 동일하게 하여 연마층을 얻었다. 이와 같이 하여 제조된 연마층 중 오목부를 형성하지 않은 면에 양면 테이프 #550PS5(세키스이 가가꾸 고교 가부시끼가이샤 제조)를 라미네이트하고, 테이프면에 지지층이 되는 시트상 우레탄(상품명 「닛파레이 EXY」, 니혼 바네 가부시끼가이샤 제조)을 첩부하고, 양면 테이프 #442JA(3M사 제조)를 라미네이트하여 화학 기계 연마 패드를 제조하였다.
3.1.3. 실시예 3, 4
조성물의 각 성분의 종류 및 함유량을 표 1에 기재된 것으로 변경한 것 이외에는, 실시예 1과 동일하게 하여 실시예 3, 4의 화학 기계 연마 패드를 제조하였다.
3.1.4. 실시예 5
우선, 실시예 1과 동일하게 하여 연마층을 얻었다. 이와 같이 하여 제조된 연마층 중 오목부를 형성하지 않은 면에 양면 테이프 #550PS5(세키스이 가가꾸 고교 가부시끼가이샤 제조)를 라미네이트하고, 표 1에 기재된 압축률과 열전도율의 지지층을 첩부하고, 양면 테이프 #442JA(3M사 제조)를 라미네이트하여 화학 기계 연마 패드를 제조하였다. 또한, 표 1에 기재된 압축률과 열전도율인 지지층은, 수소첨가 에틸렌-부틸렌 블럭 공중합체(상품명 「DYNARON」, JSR 가부시끼가이샤 제조)에, 구상 흑연(상품명 「WF-15C」, 가부시끼가이샤 츄에쓰 고쿠엔 고쿄쇼 제조)을 표 1에 기재된 압축률과 열전도율이 되도록 적량 첨가한 것을 혼련기에 의해 혼련하고, 시트화함으로써 제조하였다.
3.1.5. 실시예 6
실시예 5와 동일하게 하여 화학 기계 연마 패드를 제조하였다. 또한, 표 1에 기재된 압축률과 열전도율의 지지층은, 수소첨가 에틸렌-부틸렌 블럭 공중합체(상품명 「DYNARON」, JSR 가부시끼가이샤 제조)에, 구상 알루미나(상품명 「DAM-70」덴키 가가꾸 고교가부시끼가이샤 제조)를 표 1에 기재된 압축률과 열전도율이 되도록 적량 첨가한 것을 혼련기에 의해 혼련하고, 시트화함으로써 제조하였다.
3.1.6. 실시예 7
지지층으로서 산몰피(선델타 가부시끼가이샤 제조)를 사용한 것 이외에는, 실시예 2와 동일하게 하여 화학 기계 연마 패드를 제조하였다.
3.1.7. 비교예 1
시판되고 있는 화학 기계 연마 패드(롬 앤드 하스사 제조, 상품명 「IC1000」, 열가교 폴리우레탄 수지에 의해 연마층이 제조되어 있음)를 사용하였다. 후술하는 방법에 의해 연마층의 물성을 측정한 바, 비중 0.81, 열전도율 0.05W/m·K이었다.
3.1.8. 비교예 2
1,2-폴리부타디엔(JSR 가부시끼가이샤 제조, 상품명 「RB830」, 경도 47D) 100질량부에, 수용성 입자로서 β-사이클로덱스트린(엔스이코세이토 가부시끼가이샤 제조, 상품명 「덱시팔 β-100」, 평균 입경 20㎛) 38질량부를 혼합한 조성물을 얻었다. 얻어진 조성물 100질량부에 대하여 유기 과산화물(니찌유 가부시끼가이샤 제조, 상품명 「파크밀 D-40」)을 1질량부 더 첨가하여 혼련한 조성물을 얻은 후, 실시예 1과 동일하게 하여, 수용성 입자 함유 열가교 폴리부타디엔 수지를 포함하는 연마층을 얻었다. 이와 같이 하여 제조한 연마층 중 오목부를 형성하지 않은 면에 양면 테이프 #550PS5(세키스이 가가꾸 고교가부시끼가이샤 제조)를 라미네이트하고, 테이프면에 지지층이 되는 고밀도 박막 시트상 수소첨가 에틸렌-부틸렌 블럭 공중합체(상품명 「DAYNARON」, JSR 가부시끼가이샤 제조)를 첩부하고, 양면 테이프 #442JA(3M사 제조)를 라미네이트하여 화학 기계 연마 패드를 제조하였다.
또한, 표 1에 있어서의 각 성분의 약칭은 이하와 같다.
·「PU1-1」: 비지환식 열가소성 폴리우레탄(BASF사 제조, 상품명 「엘라스트란 1174D」, 경도 70D)
·「PU2-1」: 지환식 열가소성 폴리우레탄(BASF사 제조, 상품명 「엘라스트란 NY1197A」, 경도 61D)
·「β-CD」: β-사이클로덱스트린(평균 입경 20㎛, 엔스이코세이토 가부시끼가이샤 제조, 상품명 「덱시팔 β-100」)
·「열가교 폴리부타디엔 수지」: 1,2-폴리부타디엔(경도 47D, JSR 가부시끼가이샤 제조, 상품명 「RB830」)
·「유기 과산화물」: 디쿠밀퍼옥시드(니찌유 가부시끼가이샤 제조, 상품명 「파크밀 D-40」, 가교제)
3.2. 연마층의 물성 측정
3.2.1. 비중
상기 「3.1. 화학 기계 연마 패드의 제조」에서 제조된 연마층 및 IC1000의 연마층에 대해서, 비중을 측정하였다. 연마층의 비중은, 「JIS Z8807」에 준거하여 측정하였다. 그 결과를 표 1에 함께 나타낸다.
3.2.2. 열전도율
상기 「3.1. 화학 기계 연마 패드의 제조」에서 제조된 연마층 및 IC1000의 연마층에 대해서, 열전도율을 측정하였다. 열전도율은 이하와 같이 하여 측정하였다. 센서 상에 시험편을 놓고, 마이크로히터를 구비한 고정 지그를 위에서부터 씌워 50g의 추를 올려놓았다. 마이크로히터의 표면에서 발생시킨 온도파가 두께 방향으로 확산되어 이면에 다다를 때에 생기는 진폭의 감쇠와 위상의 지연으로부터 열 확산계수(D)를 측정하였다. 얻어진 열 확산계수(D)와 시험편의 비열(ρ) 및 비중(Cp)으로부터, 하기 식 (2)에 의해 열전도율(W/m·K)을 산출하였다. 그 결과를 표 1에 함께 나타낸다.
열전도율(W/m·K)=D/(ρ×Cp) … (2)
3.2.3. 인장 시에 있어서의 잔류 변형
상기 「3.1. 화학 기계 연마 패드의 제조」에서 제조된 연마층 및 IC1000의 각 연마층의 오목부가 형성되어 있지 않은 부분에서 시험편을 제조하여, 인장 시에 있어서의 잔류 변형을 측정하였다. 인장 시에 있어서의 잔류 변형은 「JIS K6270」에 준거하여 측정하였다. 또한, 측정 시의 온도는 23℃이고, 습도는 상대 습도로 50%였다. 그 결과를 표 1에 함께 나타낸다.
3.2.4. 부피 변화율
상기 「3.1. 화학 기계 연마 패드의 제조」에서 제조한 연마층 및 IC1000의 연마층에 대해서, 부피 변화율을 측정하였다. 연마층의 부피 변화율은 「JIS K6258」에 준거한 이하의 방법에 의해 측정하였다. 우선, 두께 2.8mm로 성형한 연마층을 2cm×2cm의 각형으로 잘라내어, 이것을 측정용 시료로 하였다. 이 측정용 시료를 23℃의 물에 24시간 침지시켰다. 침지 전의 공기 중의 질량(M1)과 침지 전의 수중의 질량(M2), 침지 후의 공기 중의 질량(M3)과 침지 후의 수중의 질량(M4)을 전자 천칭(쵸우 밸런스 가부시끼가이샤 제조, 형식 「JP-300」)을 이용하여 측정하여, 하기 식 (5)에 의해, 부피 변화율을 산출하였다. 그 결과를 표 1에 함께 나타낸다.
부피 변화율(%)=(((M3-M4)-(M1-M2))/(M1-M2))×100 … (5)
3.2.5. 듀로 D 경도
상기 「3.1. 화학 기계 연마 패드의 제조」에서 제조한 연마층 및 IC1000의 연마층에 대해서, 듀로 D 경도를 측정하였다. 연마층의 듀로 D 경도는 「JIS K6253」에 준거하여 측정하였다. 그 결과를 표 1에 함께 나타낸다.
3.2.6. 습윤 상태에서의 표면 경도
상기 「3.1. 화학 기계 연마 패드의 제조」에서 제조된 연마층 및 IC1000의 연마층에 대해서, 연마층의 습윤 상태의 표면 경도를 측정하였다. 연마층의 습윤 상태에서의 표면 경도는 23℃의 물에 4시간 침지시킨 연마층에 대해서, 나노인덴터(피셔사 제조, 형식 「HM2000」)를 사용하여, 300mN 압입 시의 유니버설 경도(HU)를 표면 경도로 측정하였다. 그 결과를 표 1에 함께 나타낸다.
3.3. 지지층의 물성 측정
3.3.1. 압축률
상기 「3.1. 화학 기계 연마 패드의 제조」에서 사용한 지지층 및 IC1000으로부터 박리한 지지층에 대해서, 한 변이 2cm인 사방 정방형으로 잘라낸 소편을 제조하였다. 컴프레시브 엘라스티시티 테스터(COMPRESSIVE ELASTICITY TESTER) 모델 SE-15(인텍 가부시끼가이샤 제조)를 사용하여, 상기 소편을 상기 측정 장치의 프로브에 싣고, 10gf, 600gf의 하중을 걸어, 하중이 일정한 그대로 1분간 방치한 후의 두께를 측정하여, 임시 소편 두께로 하였다. 또한, 소편을 싣지 않고 블랭크의 상태에서도 마찬가지로 측정하고, 블랭크 상태에서의 두께를 측정하였다. 그 측정 결과로부터 하기 식 (6)에 의해 압축률을 산출하였다.
|10gf에서의 임시 소편 두께-10gf에서의 블랭크 두께|=10gf에서의 지지층 두께
|600gf에서의 임시 소편 두께-600gf에서의 블랭크 두께|=600gf에서의 지지층 두께
(10gf에서의 지지층 두께-600gf에서의 지지층 두께)/10gf에서의 지지층 두께×100=압축률(%) … (6)
3.4. 화학 기계 연마의 평가
상기 「3.1. 화학 기계 연마용 패드의 제조」에서 제조한 화학 기계 연마 패드를 화학 기계 연마 장치(가부시끼가이샤 에바라 세이사쿠쇼 제조, 형식 「EPO-112」)에 장착하여, 드레서(얼라이드사 제조, 상품명 「#325-63R」)를 이용하여 테이블 회전수 20rpm, 드레싱 회전수 19rpm, 드레싱 하중 5.1kgf의 조건으로 드레싱을 30분 행하였다. 그 후, 드레싱한 화학 기계 연마 패드를 이용하여 이하의 조건으로 화학 기계 연마를 행하고, 연마 특성을 평가하였다.
·헤드 회전수: 60rpm
·헤드 하중: 3psi(20.6kPa)
·테이블 회전수: 61rpm
·슬러리 공급 속도: 300㎤/분
·슬러리: CMS8401/CMS8452(JSR 가부시끼가이샤 제조)
3.4.1. 평탄성의 평가
피연마물로서, 실리콘 기판 상에 PETEOS막을 5,000Å 순차 적층시킨 후, 「SEMATECH 854」 마스크 패턴 가공하고, 그 위에 250Å의 탄탈니트라이드 막, 1,000Å의 구리 시드막 및 10,000Å의 구리 막을 순차 적층시킨 테스트용의 기판을 이용하였다.
상기 「3.4. 화학 기계 연마의 평가」에 기재된 조건으로, 상기 피연마물을 1분간 화학 기계 연마 처리하고, 처리 전후의 막 두께를 전기전도식 막 두께 측정기(케이엘에이·텐코르사 제조, 형식 「옴니맵 RS75」)를 이용하여 측정하여, 처리 전후의 막 두께 및 연마 처리 시간부터 연마 속도를 산출하였다. 그리고 나서 Cu 클리어(Cu clear)가 되는 종점 시간을, 연마 개시로부터 테이블 토크 전류의 변화에 의해서 검출한 종점에 이르기까지의 시간으로 산출하고, 상기 패턴부 웨이퍼에 대하여 종점 검출 시간의 1.2배의 시간을 연마한 후에, 폭 100㎛의 구리 배선부와 폭 100㎛의 절연부가 교대로 연속한 패턴이 길이 방향에 대하여 수직 방향으로 3.0mm 연속한 부분에 대해서, 정밀 단차계(케이엘에이·텐코르사 제조, 형식 「HRP-240」)를 사용하여, 배선폭 100㎛ 부분의 구리 배선의 오목부 양(이하, 「디싱량」이라고도 함)을 측정함으로써 디싱을 평가하여, 평탄성의 지표로 하였다. 그 결과를 표 1에 함께 나타낸다. 또한, 디싱량은 바람직하게는 400Å 미만, 보다 바람직하게는 300Å 미만, 특히 바람직하게는 200Å 미만이다.
3.4.2. 스크래치의 평가
연마 처리 후의 상기 패턴부 웨이퍼의 피연마면에서, 웨이퍼 결함 검사 장치(케이엘에이·텐코르사 제조, 형식 「KLA2351」)를 사용하여, 웨이퍼 전체 면에서의 스크래치의 개수를 측정하였다. 그 결과를 표 1에 함께 나타낸다. 또한, 스크래치는 바람직하게는 50개 미만, 보다 바람직하게는 30개 미만, 특히 바람직하게는 20개 미만이다.
3.4.3. 연마 속도의 평가
막 두께 1000nm의 PETEOS막 부착 8인치 웨이퍼를 피연마체로 하여 상기 「3.3. 화학 기계 연마의 평가」와 동일 조건으로 화학 기계 연마를 행하였다. 또한, PETEOS막이란, 테트라에틸실리케이트(TEOS)를 원료로 하고, 촉진 조건으로서 플라즈마를 이용한 화학 기상 성장법으로 성막한 산화규소 막이다.
상기 피연마체인 12인치 PETEOS막 부착 웨이퍼에 대하여, 직경 방향으로 양끝으로부터 각각 5mm의 범위를 제외하고 균등하게 잡은 33점에 대해서 광간섭식 막 두께 측정기(나노메트릭스·재팬사 제조, 형식 「Nano Spec 6100」)를 이용하여 화학 기계 연마 전후의 PETEOS막의 두께를 측정하였다. 이 측정 결과로부터, 하기 식 (7) 및 (8)에 의해 연마 속도를 산출하였다.
연마량(nm)=연마 전의 막 두께(nm)-연마 후의 막 두께(nm) … (7)
연마 속도(nm/분)=33점의 연마량의 평균치(nm)/연마 시간(분) … (8)
연마 속도의 평가 결과를 표 1에 함께 나타낸다. 또한, 연마 속도가 200nm/분 이상인 경우에는 연마 특성이 양호하다고 판단하고, 연마 속도가 200nm/분 미만인 경우에는 연마 특성이 불량하다고 판단하였다.
3.4.4. 내구성의 평가
상기 「3.4.3. 연마 속도의 평가」의 방법에 기초하여, 웨이퍼를 연속적으로 연마했을 때의 연마 속도의 변화율을 하기 식 (9)에 의해 산출하여 연마층의 내구성을 평가하였다. 구체적으로는, 웨이퍼를 연속적으로 연마하는 상태를 의사적으로 재현하기 위해서, 드레싱에 의한 드레서와 패드의 마찰 상태를 10시간 계속시켜, 그 전후의 연마 속도로부터 하기 식 (9)에 의해 변화율을 산출하였다. 연마 속도의 변화율이 5% 미만인 경우에는 내구성이 양호(표 1에서는 「○」)하다고 판단하고, 5% 이상 10% 미만인 경우에는 내구성이 보통(표 1에서는 「△」)이라고 판단하고, 10% 이상인 경우에는 내구성이 불량(표 1에서는 「×」)이라고 판단하였다.
연마 속도 변화율(%)=((10시간 드레싱 후의 연마 속도-초기 연마 속도)/초기 연마 속도)×100 … (9)
3.4.5. 엣지부 연마 속도의 변화율의 평가
막 두께 1000nm의 TEOS막 부착 8인치 웨이퍼를 피연마체로 해서 상기 「3.4. 화학 기계 연마의 평가」와 동일 조건으로써 화학 기계 연마를 행하였다. 상기 피연마체인 8인치 PETEOS막 부착 웨이퍼에 대하여, 웨이퍼 중심으로부터 직경 방향으로 0mm, 4mm, 8mm, 98mm에 대해서 광간섭식 막 두께 측정기(나노메트릭스·재팬사 제조, 형식 「Nano Spec 6100」)를 이용하여 화학 기계 연마 전후의 PETEOS막의 두께를 측정하였다. 이 측정 결과로부터, 하기 식에 의해 엣지부 RR의 변화율을 산출하였다.
연마량(nm)=연마 전의 막 두께(nm)-연마 후의 막 두께(nm)
중심부의 연마량(nm)=0mm, 4mm, 8mm의 연마량의 평균치
중심부의 연마 속도(nm/분)=중심부의 연마량(nm)/연마 시간(분)
엣지부의 연마량(nm)=98mm의 연마량의 평균치
엣지부의 연마 속도(nm/분)=엣지부의 연마량(nm)/연마 시간(분)
엣지부 연마 속도의 변화율=|(엣지부의 연마 속도-중심부의 연마 속도)/중심부의 연마 속도|
또한, 엣지부 연마 속도의 변화율은, 작을수록 바람직하지만, 30 이하이면 실용할 수 있는 성능이라고 판단할 수 있다. 엣지부 연마 속도의 변화율의 평가 결과를 표 1에 함께 나타낸다.

3.5. 화학 기계 연마 패드의 평가 결과
표 1에 따르면, 실시예 1 내지 7에 대한 화학 기계 연마 패드의 연마층이 0.20[W/m·K] 이상의 열전도율을 갖고 있기 때문에, 피연마면과 연마층이 마주 스치는 것에 의해 발생하는 마찰열의 축적을 감소시킬 수 있다. 이 작용에 의해, 실시예 1 내지 7에 대한 화학 기계 연마 패드의 연마층의 내구성이 양호하다고 생각된다. 또한, 평탄성, 스크래치의 2항목의 연마 특성에 있어서 모두 바람직한 결과가 얻어졌다.
이에 반하여, 비교예 1 내지 2에 관한 화학 기계 연마 패드는, 상술한 3항목의 각 연마 특성 중, 1항목 이상이 불량한 결과가 얻어졌다.
비교예 1에 관한 화학 기계 연마 패드와 같이 발포 구조를 갖는 열가교 폴리우레탄을 갖는 연마층인 경우, 연마층의 열전도율이 0.10[W/m·K]으로 낮기 때문에, 연마층에 마찰열이 축적되기 쉬운 경향이 있다. 그 때문에, 비교예 1에 대한 화학 기계 연마 패드의 연마층의 내구성이 불량하게 된다고 생각된다. 또한, 비교예 1에 대한 화학 기계 연마 패드는 연마층과 지지층과의 적층체를 갖고 있지만, 상기 적층체의 열전도율도 0.05[W/m·K]으로 낮기 때문에 마찰열의 확산을 곤란하게 하고 있다고 생각된다.
또한, 비교예 2에 대한 화학 기계 연마 패드와 같이 폴리부타디엔을 갖는 연마층인 경우, 열전도율이 0.24[W/m·K]로 충분히 높지만 표면의 친수성이 부족하고, 연마층 표면상의 슬러리에의 열 전달이 불충분해지기 때문에, 연마층의 내구성이 불량하게 되었다. 또한, 스크래치의 연마 특성에 있어서도 떨어지는 결과가 되었다.
이상의 실시예 및 비교예의 결과로부터 분명한 바와 같이, 본 발명에 따른 화학 기계 연마 패드는, 폴리우레탄을 함유하는 연마층의 비중과 열전도율과의 균형을 규정함으로써 평탄성 및 스크래치 성능 등의 연마 특성 및 내구성도 우수한 화학 기계 연마 패드를 제조할 수 있었다.
본 발명은 상술한 실시 형태에 한정되는 것은 아니고, 여러가지의 변형이 가능하다. 예를 들면, 본 발명은 실시 형태에서 설명한 구성과 실질적으로 동일한 구성(예를 들면, 기능, 방법 및 결과가 동일한 구성, 또는 목적 및 효과가 동일한 구성)을 포함한다. 또한, 본 발명은 실시 형태에서 설명한 구성이 본질적이지 않은 부분을 치환한 구성을 포함한다. 또한, 본 발명은 실시 형태에서 설명한 구성과 동일한 작용 효과를 발휘하는 구성 또는 동일한 목적을 달성할 수 있는 구성을 포함한다. 또한, 본 발명은 실시 형태에서 설명한 구성에 공지 기술을 부가한 구성을 포함한다.
10… 연마층
10a… 패드 부스러기
10b… 신장된 부분
10b'… 보풀부
20… 드레서
30… 오목부
40… 프로브
10a… 패드 부스러기
10b… 신장된 부분
10b'… 보풀부
20… 드레서
30… 오목부
40… 프로브
Claims (8)
- 폴리우레탄을 함유하는 조성물로부터 형성된 비발포의 연마층을 갖고,
상기 연마층의 비중이 1.1 이상 1.3 이하이고, 상기 연마층의 열전도율이 0.2[W/m·K] 이상인 것을 특징으로 하는 화학 기계 연마 패드. - 제1항에 있어서, 상기 연마층의 한쪽 면 측에 지지층이 형성된 적층체를 갖고,
상기 적층체의 열전도율이 0.2[W/m·K] 이상인 화학 기계 연마 패드. - 제1항 또는 제2항에 있어서, 상기 연마층의 인장 시에 있어서 잔류 변형이 2% 이상 10% 이하인 화학 기계 연마 패드.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 연마층을 23℃의 물에 24시간 침지했을 때의 부피 변화율이 0.8% 이상 5.0% 이하인 화학 기계 연마 패드.
- 제2항에 있어서, 상기 지지층의 압축률이 5% 이상인 화학 기계 연마 패드.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 폴리우레탄이 열가소성 폴리우레탄인 화학 기계 연마 패드.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 조성물은 수용성 입자를 더 포함하는 것인 화학 기계 연마 패드.
- 제1항 내지 제7항 중 어느 한 항에 기재된 화학 기계 연마 패드를 이용하여 화학 기계 연마하는 화학 기계 연마 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2010-272450 | 2010-12-07 | ||
| JP2010272450 | 2010-12-07 | ||
| PCT/JP2011/077904 WO2012077592A1 (ja) | 2010-12-07 | 2011-12-02 | 化学機械研磨パッドおよびそれを用いた化学機械研磨方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130124331A true KR20130124331A (ko) | 2013-11-13 |
Family
ID=46207081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137014494A Withdrawn KR20130124331A (ko) | 2010-12-07 | 2011-12-02 | 화학 기계 연마 패드 및 그것을 이용한 화학 기계 연마 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20130316621A1 (ko) |
| JP (1) | JPWO2012077592A1 (ko) |
| KR (1) | KR20130124331A (ko) |
| TW (1) | TW201235153A (ko) |
| WO (1) | WO2012077592A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170030537A (ko) * | 2014-07-07 | 2017-03-17 | 제이에이치 로드스 컴퍼니, 인크 | 경질 표면을 연마하기 위한 연마 재료, 상기 재료를 포함하는 매질, 및 이의 형성 및 사용 방법 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150056895A1 (en) * | 2013-08-22 | 2015-02-26 | Cabot Microelectronics Corporation | Ultra high void volume polishing pad with closed pore structure |
| JP6311183B2 (ja) * | 2014-03-31 | 2018-04-18 | 富士紡ホールディングス株式会社 | 研磨パッド及びその製造方法 |
| JP6248857B2 (ja) * | 2014-08-05 | 2017-12-20 | 信越半導体株式会社 | 研磨布の評価方法 |
| JP2016087770A (ja) | 2014-11-11 | 2016-05-23 | 株式会社東芝 | 研磨布および研磨方法 |
| JP7105334B2 (ja) * | 2020-03-17 | 2022-07-22 | エスケーシー ソルミックス カンパニー,リミテッド | 研磨パッドおよびこれを用いた半導体素子の製造方法 |
| WO2023048265A1 (ja) * | 2021-09-27 | 2023-03-30 | 株式会社クラレ | 研磨パッド |
| DE112022004699T5 (de) * | 2021-09-27 | 2024-07-18 | Kuraray Co., Ltd. | Polierkissen |
| CN119567090A (zh) * | 2023-09-05 | 2025-03-07 | 湖北鼎汇微电子材料有限公司 | 抛光垫及半导体器件的制造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4049396A (en) * | 1973-05-01 | 1977-09-20 | National Research Development Corporation | Molded abrasive article comprising non-foamed, friable polyurethane and process |
| KR100487455B1 (ko) * | 1997-01-13 | 2005-05-09 | 롬 앤드 하스 일렉트로닉 머티리얼스 씨엠피 홀딩스, 인코포레이티드 | 사진석판술에 의해 유도된 표면 패턴(들)이 있는 연마용 중합체 패드 및 이에 관련된 방법 |
| JP2002066905A (ja) * | 2000-08-28 | 2002-03-05 | Hitachi Ltd | 半導体装置の製造方法及びその装置 |
| CN100496896C (zh) * | 2000-12-01 | 2009-06-10 | 东洋橡膠工业株式会社 | 研磨垫 |
| JP2004025407A (ja) * | 2002-06-27 | 2004-01-29 | Jsr Corp | 化学機械研磨用研磨パッド |
| JP2004266186A (ja) * | 2003-03-04 | 2004-09-24 | Hitachi Chem Co Ltd | 研磨用パッド及び研磨物の製造法 |
| JP2005303121A (ja) * | 2004-04-14 | 2005-10-27 | Psiloquest Inc | 耐剥離性研磨パッド |
| JP3769581B1 (ja) * | 2005-05-18 | 2006-04-26 | 東洋ゴム工業株式会社 | 研磨パッドおよびその製造方法 |
| WO2008123085A1 (ja) * | 2007-03-20 | 2008-10-16 | Kuraray Co., Ltd. | 研磨パッド用クッションおよびそれを用いた研磨パッド |
| JP5044763B2 (ja) * | 2007-08-01 | 2012-10-10 | 東洋ゴム工業株式会社 | 研磨パッド |
| EP2083027B8 (en) * | 2008-01-24 | 2012-05-16 | JSR Corporation | Mechanical polishing pad and chemical mechanical polishing method |
| JP2010153782A (ja) * | 2008-11-20 | 2010-07-08 | Hitachi Chem Co Ltd | 基板の研磨方法 |
| JP2010153781A (ja) * | 2008-11-20 | 2010-07-08 | Hitachi Chem Co Ltd | 基板の研磨方法 |
-
2011
- 2011-12-02 JP JP2012547822A patent/JPWO2012077592A1/ja active Pending
- 2011-12-02 KR KR1020137014494A patent/KR20130124331A/ko not_active Withdrawn
- 2011-12-02 WO PCT/JP2011/077904 patent/WO2012077592A1/ja not_active Ceased
- 2011-12-02 US US13/992,554 patent/US20130316621A1/en not_active Abandoned
- 2011-12-06 TW TW100144867A patent/TW201235153A/zh unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170030537A (ko) * | 2014-07-07 | 2017-03-17 | 제이에이치 로드스 컴퍼니, 인크 | 경질 표면을 연마하기 위한 연마 재료, 상기 재료를 포함하는 매질, 및 이의 형성 및 사용 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012077592A1 (ja) | 2012-06-14 |
| US20130316621A1 (en) | 2013-11-28 |
| TW201235153A (en) | 2012-09-01 |
| JPWO2012077592A1 (ja) | 2014-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130124331A (ko) | 화학 기계 연마 패드 및 그것을 이용한 화학 기계 연마 방법 | |
| US20120322348A1 (en) | Pad for chemical mechanical polishing and method of chemical mechanical polishing using same | |
| KR102398128B1 (ko) | 연마층용 성형체 및 연마 패드 | |
| WO2007026610A1 (ja) | 積層研磨パッドの製造方法 | |
| JP5708913B2 (ja) | 化学機械研磨パッドおよびそれを用いた化学機械研磨方法 | |
| EP3892418B1 (en) | Polyurethane for polishing layers, polishing layer and polishing pad | |
| TWI861308B (zh) | 聚胺基甲酸酯、研磨層、研磨墊及研磨方法 | |
| JP7611412B2 (ja) | 研磨パッド | |
| TW202328258A (zh) | 研磨層用熱塑性聚胺基甲酸酯、研磨層、及研磨墊 | |
| JP2006210657A (ja) | 研磨パッド、研磨装置、および半導体デバイスの製造方法 | |
| JP2010005746A (ja) | 研磨パッドおよびその製造方法 | |
| US20250153304A1 (en) | Polishing layer, polishing pad, method for manufacturing polishing pad, and polishing method | |
| JP7611411B2 (ja) | 研磨パッド | |
| JP2012056021A (ja) | 化学機械研磨パッドおよびそれを用いた化学機械研磨方法 | |
| JP2006339573A (ja) | 研磨パッドおよび研磨装置 | |
| JP5630610B2 (ja) | 化学機械研磨パッドおよびそれを用いた化学機械研磨方法 | |
| JP5630609B2 (ja) | 化学機械研磨パッドおよびそれを用いた化学機械研磨方法 | |
| JP2004022632A (ja) | 研磨パッドおよびその製造方法ならびに研磨装置ならびに半導体基板の研磨方法 | |
| JP2001239448A (ja) | 化学機械研磨方法 | |
| JP2006287145A (ja) | 研磨パッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |
|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid | ||
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |