KR20130127190A - 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판 및 그 제조방법 - Google Patents
용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판 및 그 제조방법 Download PDFInfo
- Publication number
- KR20130127190A KR20130127190A KR1020120050936A KR20120050936A KR20130127190A KR 20130127190 A KR20130127190 A KR 20130127190A KR 1020120050936 A KR1020120050936 A KR 1020120050936A KR 20120050936 A KR20120050936 A KR 20120050936A KR 20130127190 A KR20130127190 A KR 20130127190A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- toughness
- high strength
- ferrite
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
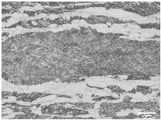
도 2는 발명예 2의 용접 열영향부(HAZ)의 조직을 광학현미경으로 관찰한 결과를 나타낸 것이다.
도 3은 본 발명에서 제안하는 용접 모사 공정을 나타낸 것이다.
| 강종 | C(중량%) | Mn(중량%) | Al(중량%) | Ti(중량%) | Nb(중량%) | B(ppm) | N(ppm) |
| 발명강1 | 0.068 | 3.34 | 1.31 | 0.016 | 0.018 | 21 | 45 |
| 발명강2 | 0.081 | 3.01 | 0.81 | 0.021 | 0.023 | 17 | 78 |
| 발명강3 | 0.092 | 2.76 | 1.02 | 0.018 | 0.019 | 24 | 81 |
| 비교강1 | 0.081 | 3.01 | 2.32 | 0.018 | 0.019 | 24 | 81 |
| 비교강2 | 0.120 | 3.21 | 0.94 | 0.023 | 0.037 | 19 | 59 |
| 강종 | 냉각속도 (℃/s) |
항복강도 (MPa) |
인장강도 (MPa) |
모재 마르텐사이트 분율(%) |
HAZ부 페라이트 분율(%) |
HAZ부 충격인성 (-5℃) |
구분 |
| 발명강1 | 15.1 | 810 | 1085 | 87 | 12 | 101 | 발명예1 |
| 발명강1 | 11.2 | 795 | 1054 | 85 | 10 | 115 | 발명예2 |
| 발명강2 | 13.4 | 804 | 1076 | 88 | 7 | 98 | 발명예3 |
| 발명강2 | 6.2 | 680 | 820 | 68 | 9 | 102 | 비교예1 |
| 발명강3 | 12.9 | 770 | 1031 | 85 | 11 | 109 | 발명예4 |
| 발명강3 | 28 | 928 | 1135 | 100 | 9 | 108 | 발명예5 |
| 비교강1 | 11.7 | 630 | 855 | 69 | 29 | 165 | 비교예2 |
| 비교강1 | 17.8 | 670 | 881 | 73 | 24 | 181 | 비교예3 |
| 비교강2 | 12.8 | 995 | 1205 | 100 | 0 | 37 | 비교예4 |
| 비교강2 | 16.6 | 1030 | 1220 | 100 | 0 | 27 | 비교예5 |
Claims (5)
- 중량%로, C: 0.06~0.10%, Mn: 2.5~4.0%, Al: 0.5~1.5%, Nb: 0.005~0.10%, Ti: 0.005~0.10%, N: 0.0015~0.0150%, B: 0.001~0.004%, 잔부 Fe 및 기타 불가피한 불순물로 조성되고,
미세조직은 면적분율로 85~90%의 마르텐사이트(Martensite) 및 10~15%의 페라이트(Ferrite)를 포함하는 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판.
- 제 1항에 있어서,
상기 강판을 용접시, 용접 열영향부(HAZ)는 미세조직으로 5~20%의 페라이트를 포함하는 것을 특징으로 하는 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판.
- 제 2항에 있어서,
상기 용접 열영향부(HAZ)는 -5℃에서 45J 이상의 충격인성을 갖는 것을 특징으로 하는 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판.
- 중량%로, C: 0.06~0.10%, Mn: 2.5~4.0%, Al: 0.5~1.5%, Nb: 0.005~0.10%, Ti: 0.005~0.10%, N: 0.0015~0.0150%, B: 0.001~0.004%, 잔부 Fe 및 기타 불가피한 불순물로 조성되는 강 슬라브를 1050~1200℃의 범위로 재가열하는 단계;
상기 재가열된 강 슬라브를 조압연 하는 단계;
상기 조압연된 강 슬라브를 강판으로 마무리 압연하는 단계; 및
상기 열간압연된 강판을 10~20℃/s의 속도로 상온~Mf(마르텐사이트 변태 종료 온도)의 온도까지 냉각한 후 냉각을 종료하는 단계
를 포함하는 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판의 제조방법.
- 제 4항에 있어서,
상기 조압연 하는 단계는 1250℃~Tnr의 온도 범위에서 수행하고, 상기 마무리 압연하는 단계는 Ar3(페라이트 변태 개시 온도)~850℃의 온도 범위에서 수행하는 것을 특징으로 하는 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120050936A KR101406600B1 (ko) | 2012-05-14 | 2012-05-14 | 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판 및 그 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120050936A KR101406600B1 (ko) | 2012-05-14 | 2012-05-14 | 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130127190A true KR20130127190A (ko) | 2013-11-22 |
| KR101406600B1 KR101406600B1 (ko) | 2014-06-11 |
Family
ID=49854842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120050936A Expired - Fee Related KR101406600B1 (ko) | 2012-05-14 | 2012-05-14 | 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판 및 그 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101406600B1 (ko) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101018131B1 (ko) * | 2007-11-22 | 2011-02-25 | 주식회사 포스코 | 저온인성이 우수한 고강도 저항복비 건설용 강재 및 그제조방법 |
| KR101304644B1 (ko) * | 2009-12-17 | 2013-09-05 | 주식회사 포스코 | 피로균열 진전 억제 특성이 우수한 고강도 강판 및 그 제조방법 |
| KR101304822B1 (ko) * | 2009-12-18 | 2013-09-05 | 주식회사 포스코 | 피로균열 진전 억제 특성이 우수한 초고강도 강판 및 그 제조방법 |
| KR101185340B1 (ko) * | 2010-10-27 | 2012-09-26 | 현대제철 주식회사 | 강도?연성 밸런스가 우수한 초고강도 열연 강판 및 그 제조방법 |
-
2012
- 2012-05-14 KR KR1020120050936A patent/KR101406600B1/ko not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR101406600B1 (ko) | 2014-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100957970B1 (ko) | 후물 고강도 고인성 강판 및 그 제조방법 | |
| KR101490567B1 (ko) | 용접성이 우수한 고망간 내마모강 및 그 제조방법 | |
| KR101758497B1 (ko) | Pwht 저항성이 우수한 저온 압력용기용 강판 및 그 제조 방법 | |
| KR20210053526A (ko) | 저온 충격인성이 우수한 고강도 강재 및 그 제조방법 | |
| JP2020509189A (ja) | 極低温衝撃靭性に優れた厚鋼板及びその製造方法 | |
| KR20170143415A (ko) | 철근 및 이의 제조 방법 | |
| KR101917454B1 (ko) | 고강도 고인성 후강판 및 이의 제조방법 | |
| JP2021509144A (ja) | 疲労亀裂伝播抑制特性に優れた構造用高強度鋼材及びその製造方法 | |
| KR20160063532A (ko) | Pwht 저항성이 우수한 저온용 압력용기용 강판 및 그 제조 방법 | |
| KR101758528B1 (ko) | 재질 편차가 작은 파이프용 강재, 그 제조방법 및 이를 이용한 용접강관의 제조방법 | |
| KR101382906B1 (ko) | 용접부 인성과 연성이 우수한 후강판의 제조방법 및 이를 이용한 용접구조물 | |
| KR100957965B1 (ko) | 냉각 및 권취시 크랙발생이 저감된 고강도 열간성형용열연강판 및 제조방법 | |
| KR101795882B1 (ko) | 강도 및 인성이 우수한 파이프용 강재, 그 제조방법 및 이를 이용한 용접강관의 제조방법 | |
| KR101736590B1 (ko) | 고강도 비조질 선재 및 그 제조방법 | |
| KR101406600B1 (ko) | 용접부 인성이 우수한 인장강도 1000MPa급 초고강도 강판 및 그 제조방법 | |
| KR101246466B1 (ko) | 가공성이 우수한 1000MPa급 열연강판 제조방법 및 이를 이용하여 제조한 열연 강판 | |
| KR101639167B1 (ko) | 형강 및 그 제조 방법 | |
| KR101647230B1 (ko) | 저온 인성이 우수한 저항복비 고강도 강재 및 그 제조방법 | |
| KR101675677B1 (ko) | 비열처리형 열연강판 및 그 제조 방법 | |
| KR102237486B1 (ko) | 중심부 극저온 변형시효충격인성이 우수한 고강도 극후물 강재 및 그 제조방법 | |
| KR101568514B1 (ko) | 저항복비형 초고강도 건설용 강재 및 그 제조방법 | |
| KR20140048481A (ko) | 내마모성이 우수한 내마모용 강재 및 그 제조방법 | |
| KR101715485B1 (ko) | 고강도 후판 및 그 제조 방법 | |
| KR101665813B1 (ko) | 저온 인성이 우수한 초고강도 강재 및 그 제조방법 | |
| KR101149132B1 (ko) | 저온 충격 특성이 우수한 강재 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20170605 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20200604 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20200604 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |