KR20130139875A - 콘덴서, 그 제조 방법 및 제조 프로그램 - Google Patents
콘덴서, 그 제조 방법 및 제조 프로그램 Download PDFInfo
- Publication number
- KR20130139875A KR20130139875A KR1020137006759A KR20137006759A KR20130139875A KR 20130139875 A KR20130139875 A KR 20130139875A KR 1020137006759 A KR1020137006759 A KR 1020137006759A KR 20137006759 A KR20137006759 A KR 20137006759A KR 20130139875 A KR20130139875 A KR 20130139875A
- Authority
- KR
- South Korea
- Prior art keywords
- current collector
- collector plate
- capacitor
- negative electrode
- positive electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/008—Terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
- H01G11/26—Electrodes characterised by their structure, e.g. multi-layered, porosity or surface features
- H01G11/28—Electrodes characterised by their structure, e.g. multi-layered, porosity or surface features arranged or disposed on a current collector; Layers or phases between electrodes and current collectors, e.g. adhesives
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/74—Terminals, e.g. extensions of current collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/82—Fixing or assembling a capacitive element in a housing, e.g. mounting electrodes, current collectors or terminals in containers or encapsulations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G13/00—Apparatus specially adapted for manufacturing capacitors; Processes specially adapted for manufacturing capacitors not provided for in groups H01G4/00 - H01G11/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/08—Housing; Encapsulation
- H01G9/10—Sealing, e.g. of lead-in wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/145—Liquid electrolytic capacitors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Abstract
Description
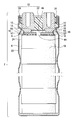
도 2는 전기 이중층 콘덴서를 도시하는 분해 사시도이다.
도 3은 일부를 분해한 콘덴서 소자의 일례를 나타내는 사시도이다.
도 4는 콘덴서 소자 상의 집전판의 배치예를 도시하는 도면이다.
도 5는 제 2 실시 형태에 따른 전기 이중층 콘덴서의 제조 공정의 일례를 나타내는 흐름도이다.
도 6은 콘덴서 소자와 집전판의 접속 공정을 도시하는 도면이다.
도 7은 외장 단자와 집전판의 접속 공정을 도시하는 도면이다.
도 8은 제 3 실시 형태에 따른 전기 이중층 콘덴서의 일례를 나타내는 도이다.
도 9는 다른 실시 형태에 따른 콘덴서 소자의 양극부 및 음극부와 집전판의 일례를 나타내는 도이다.
도 10은 제 4 실시 형태에 따른 콘덴서 소자 상의 집전판과 외부 단자와의 접속을 도시하는 도면이다.
도 11은 제 5 실시 형태에 따른 양극체 및 음극체의 일례를 나타내는 도이다.
도 12는 콘덴서 소자의 양극부 및 음극부의 성형 공정의 일례를 나타내는 도이다.
도 13은 제 6 실시 형태에 따른 용접 라인, 레이저 출력 및 출력 파형을 도시하는 도면이다.
도 14는 용접 라인, 레이저 출력 및 출력 파형을 도시하는 도면이다.
도 15는 제 7 실시 형태에 따른 콘덴서 소자의 양극부 및 음극부의 성형 전후의 일례를 나타내는 도이다.
도 16은 제 9 실시 형태에 따른 집전판 및 외부 단자에 대한 레이저 조사의 일례를 나타내는 도이다.
도 17은 집전판 및 외부 단자의 용접예를 도시하는 도면이다.
도 18은 제 10 실시 형태에 따른 소자 단부면을 나타내는 화상 및 그 처리를 도시하는 도면이다.
도 19는 제 11 실시 형태에 따른 콘덴서의 제조 공정의 일례를 나타내는 흐름도이다.
도 20은 콘덴서 제조 시스템의 일례를 나타내는 도이다.
도 21은 전극박 및 그 가공의 일례를 나타내는 도이다.
도 22는 전극 돌출부를 형성한 소자 단부면의 일례를 나타내는 도이다.
도 23은 전극 돌출부의 가공 수순을 도시하는 도면이다.
도 24는 집전판에 대한 콘덴서 소자의 위치 조정의 일례를 나타내는 사시도이다.
도 25는 외부 단자와 집전판의 접속의 일례를 나타내는 사시도이다.
도 26은 제 12 실시 형태에 따른 권취 어긋남 검출을 도시하는 도면이다.
도 27은 제 13 실시 형태에 따른 전극부 불량 검출의 일례를 나타내는 도이다.
4, 104, 204, 404, 604 콘덴서 소자
6, 206, 406 양극부
60 양극체
8, 108, 208, 408 음극부
80 음극체
10, 110, 530A, 624A 양극 단자
12, 112, 212, 412 양극 집전판
14, 114, 530B, 624B 음극 단자
16, 116, 216, 416 음극 집전판
18, 56 용접 접속부
19 유지 테이프
20 외장 케이스
22 밀봉판
24 공간부
26 베이스부
28 밀봉부
32 코오킹 단차부
34 개구단부
36 투공
38 압력 개방 기구
44, 144, 421, 427, 610, 664 절연 간격
46 간격
48, 660 단자 접속부
50, 662 소자 접속부
55, 57 평탄 접속면부
62 양극 접속판
64 음극 접속판
244 미 도포 시공부
318 용접 라인
405, 606 소자 단부면
526 소자 덮개부
602 화상
608A, 608B 전극 돌출부
612 소자 중심
616 제어부
618A, 618B 집전판
620A, 620B 전극부
622 밀봉판
628 촬영부
632 표시부
634 각종 구동 기구
636 프로세서
638 프로그램 기억부
640 RAM
642 권회기
644 전극 돌출부 형성부
646 소자 유지부
648 전극 성형부
650 집전판 유지부
652 레이저 조사 장치
654A, 654B 전극박
Claims (34)
- 케이스 부재와 콘덴서 소자를 구비하는 콘덴서로서,
양극체와 음극체를 세퍼레이터를 개재하여 권회한 콘덴서 소자와,
상기 콘덴서 소자를 수용하는 케이스 부재를 밀봉하는 밀봉 부재와,
상기 콘덴서 소자의 양극체로부터 소자 단부면에 인출되어, 상기 소자 단부면에 형성된 양극부와,
상기 콘덴서 소자의 음극체로부터 상기 소자 단부면에 인출되어, 상기 소자 단부면에 형성된 음극부와,
상기 밀봉 부재에 설치된 양극 단자 부재와,
상기 밀봉 부재에 설치된 음극 단자 부재와,
상기 양극부에 접속됨과 함께 상기 양극 단자 부재에 접속된 양극 집전판과,
상기 음극부에 접속됨과 함께 상기 음극 단자 부재에 접속된 음극 집전판
을 구비한 것을 특징으로 하는 콘덴서. - 제 1 항에 있어서,
상기 양극 단자 부재가 상기 양극 집전판에 겹쳐지거나, 또는 상기 음극 단자 부재가 상기 음극 집전판에 겹쳐짐과 함께, 이들 측면부가 용접된 것을 특징으로 하는 콘덴서. - 제 1 항 또는 제 2 항에 있어서,
상기 양극 단자 부재에 상기 양극 집전판과 근접하는 접속부를 구비하여 상기 접속부와 상기 양극 집전판과의 접속, 또는 상기 음극 단자 부재에 상기 음극 집전판과 근접하는 접속부를 구비하여 상기 접속부와 상기 음극 집전판과의 접속 중 어느 한쪽 또는 양쪽에 용접 접속을 사용한 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 또는 제 3 항 중 어느 한 항에 있어서,
상기 콘덴서 소자의 동일 단부면 상에 상기 양극부와 상기 음극부가 형성되고, 또한 상기 양극부와 상기 음극부를 절연하는 절연 간격을 설정한 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 또는 제 4 항 중 어느 한 항에 있어서,
상기 양극부 또는 상기 음극부는, 상기 콘덴서 소자의 권회 중심부를 향하여 소자 단부면 상에 압축 성형되고, 그 압축 성형 부위에 배치된 상기 양극 집전판 또는 상기 음극 집전판과 용접된 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 또는 제 5 항 중 어느 한 항에 있어서,
상기 양극부 또는 상기 음극부는, 상기 콘덴서 소자의 소자 단부면에 상기 전극체 중 어느 한쪽 또는 양쪽으로부터 인출되고, 상기 소자 단부면으로부터 소정 폭을 접음선으로 하여 상기 콘덴서 소자의 소자 단부면 상에 절곡되어서 겹쳐진 단일 또는 복수의 전극 돌출부로 구성한 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 제 5 항, 또는 제 6 항 중 어느 한 항에 있어서,
또한, 상기 양극 집전판과 상기 양극 단자 부재 사이, 또는 상기 음극 집전판과 상기 음극 단자 부재 사이에 설치되고, 상기 양극 단자 부재 또는 상기 음극 단자 부재에 접속됨과 함께, 상기 양극 집전판 또는 상기 음극 집전판에 접속된 접속판을 구비한 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 제 5 항, 제 6 항, 또는 제 7 항 중 어느 한 항에 있어서,
상기 양극부 또는 상기 음극부는, 상기 콘덴서 소자의 상기 소자 단부면에 전극체의 일부를 소정의 돌출 폭을 가지고 인출하여 상기 소자 단부면 상에 절곡하여 배치됨과 함께, 이극간에 설정된 절연 간격이 상기 전극체의 상기 돌출 폭보다 크게 설정되어 있는 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 제 5 항, 제 6 항, 제 7 항, 또는 제 8 항 중 어느 한 항에 있어서,
상기 집전판의 이극간에 설정된 절연 간격이 전극 돌출부의 이극간에 설정된 상기 절연 간격보다 작은 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 제 5 항, 제 6 항, 제 7 항, 제 8 항, 또는 제 9 항 중 어느 한 항에 있어서,
상기 콘덴서 소자가 권회 소자인 경우, 상기 양극부 또는 상기 음극부는, 상기 콘덴서 소자가 반주마다, 반주의 원호 길이보다 좁은 폭으로 상기 콘덴서 소자의 소자 단부면으로부터 노출시킨 전극체인 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 제 5 항, 제 6 항, 제 7 항, 제 8 항, 제 9 항, 또는 제 10 항 중 어느 한 항에 있어서,
상기 양극 집전판 또는 상기 음극 집전판은, 상기 양극부와 상기 양극 단자 부재와의 사이 또는 상기 음극부와 상기 음극 단자 부재와의 사이에 설치되어서 제 1 접속 영역과 제 2 접속 영역이 다른 위치에 설정되고, 상기 제 1 접속 영역에 상기 양극부 또는 상기 음극부가 접속되고, 상기 제 2 접속 영역에 상기 양극 단자 부재 또는 상기 음극 단자 부재가 접속되어 있는 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 제 5 항, 제 6 항, 제 7 항, 제 8 항, 제 9 항, 제 10 항, 또는 제 11 항 중 어느 한 항에 있어서,
상기 집전판이 상기 콘덴서 소자의 상기 소자 단부면에 설치되어 상기 양극부 또는 상기 음극부에 접속되고, 상기 콘덴서 소자의 측면 방향으로 원호 형상의 제 1 접속면을 갖고,
상기 양극 단자 부재 또는 상기 음극 단자 부재가 상기 집전판의 상기 제 1 접속면과 동심원 형상의 제 2 접속면을 갖고,
상기 제 1 접속면과 상기 제 2 접속면을 용접하여, 상기 집전판과 상기 양극 단자 부재 또는 상기 음극 단자 부재를 접속한 것을 특징으로 하는 콘덴서. - 제 1 항, 제 2 항, 제 3 항, 제 4 항, 제 5 항, 제 6 항, 제 7 항, 제 8 항, 제 9 항, 제 10 항, 제 11 항, 또는 제 12 항 중 어느 한 항에 있어서,
상기 집전판에, 상기 제 1 접속면을 따르는 상기 콘덴서 소자의 소자 단부면을 덮는 덮개부를 구비하는 것을 특징으로 하는 콘덴서. - 소자 단부면에서 도출되어서 양극측과 음극측에서 단부면 형상 또는 단부면 면적을 상이하게 한 양극측 또는 음극측의 전극 돌출부, 또는 상기 소자 단부면에서 도출된 전극 돌출부에 의해 성형 형성되어서 양극측과 음극측에서 단부면 형상 또는 단부면 면적을 상이하게 한 양극부 또는 음극부와,
상기 전극 돌출부 또는 상기 전극부의 단부면에 접속된 양극측 또는 음극측의 집전판과,
상기 전극 돌출부 또는 상기 전극부의 상기 단부면 형상 또는 상기 단부면 면적에 의해 양극측 또는 음극측이 특정되고, 상기 집전판과 접속된 양극측 또는 음극측의 외부 단자
를 포함하는 것을 특징으로 하는 콘덴서. - 제 14 항에 있어서,
상기 집전판은, 양극측과 음극측에서 형상 또는 면적을 상이하게 하고, 상기 형상 또는 상기 면적에 의해 양극측 또는 음극측이 특정되어서 상기 외부 단자와 접속되어 있는 것을 특징으로 하는 콘덴서. - 양극체와 음극체를 세퍼레이터를 개재하여 권회한 콘덴서 소자를 형성하는 공정과,
상기 콘덴서 소자의 양극체로부터 인출하여, 소자 단부면에 양극부를 형성하는 공정과,
상기 콘덴서 소자의 음극체로부터 인출하여, 상기 소자 단부면에 음극부를 형성하는 공정과,
상기 콘덴서 소자를 수용하는 케이스 부재를 밀봉하는 밀봉 부재에 설치된 양극 단자 부재와 상기 양극부를 양극 집전판을 개재시켜서 접속하는 공정과,
상기 밀봉 부재에 설치된 음극 단자 부재와 상기 음극부를 음극 집전판을 개재시켜서 접속하는 공정
을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항에 있어서,
상기 양극 집전판과 상기 양극부, 또는 상기 음극 집전판과 상기 음극부를 레이저 용접에 의해 접속하는 공정과,
상기 양극 집전판과 상기 양극 단자 부재, 또는 상기 음극 집전판과 상기 음극 단자 부재를 레이저 용접에 의해 접속하는 공정,
을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항 또는 제 17 항에 있어서,
상기 양극 단자 부재와 상기 양극 집전판에 근접하는 접속부를 설정하여 레이저 용접에 의해 접속하는 공정, 또는 상기 음극 단자 부재와 상기 음극 집전판에 근접하는 접속부를 설정하여 레이저 용접에 의해 접속하는 공정을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항, 제 17 항, 또는 제 18 항 중 어느 한 항에 있어서,
또한, 상기 양극 단자 부재가 상기 양극 집전판에 겹쳐지거나, 또는 상기 음극 단자 부재가 상기 음극 집전판에 겹쳐짐과 함께, 이들 측면부를 용접하는 공정을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 19 항에 있어서,
또한, 상기 양극 단자 부재의 상기 측면부에 상기 양극 집전판의 상기 측면부 또는 상기 음극 단자 부재의 상기 측면부에 상기 음극 집전판의 상기 측면부를 위치 결정하는 공정을 포함하고, 상기 측면부 사이를 공통면부로서 상기 용접을 실시하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항, 제 17 항, 제 18 항, 제 19 항, 또는 제 20 항 중 어느 한 항에 있어서,
상기 콘덴서 소자의 상기 소자 단부면에 상기 양극체 또는 상기 음극체 중 어느 한쪽 또는 양쪽으로부터 인출된 단일 또는 복수의 전극 돌출부를, 상기 소자 단부면으로부터 소정 폭에 설치한 접음선에 의해 상기 콘덴서 소자의 소자 단부면 상에 절곡하여 겹치는 공정을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항, 제 17 항, 제 18 항, 제 19 항, 제 20 항, 또는 제 21 항 중 어느 한 항에 있어서,
상기 콘덴서 소자의 상기 소자 단부면의 상기 양극부에 상기 양극 집전판을 접속하거나 또는 상기 음극부에 상기 음극 집전판을 접속하고, 상기 양극 단자 부재 또는 상기 음극 단자 부재에 접속판을 접속하고, 상기 접속판과 상기 양극 집전판 또는 상기 음극 집전판을 접속하는 공정을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항, 제 17 항, 제 18 항, 제 19 항, 제 20 항, 제 21 항, 또는 제 22 항 중 어느 한 항에 있어서,
상기 콘덴서 소자의 상기 소자 단부면에 상기 전극체 중 어느 한쪽 또는 양쪽으로부터 인출된 단일 또는 복수의 전극 돌출부에 단일 또는 복수의 집전판을 겹치고, 이 집전판에 상기 콘덴서 소자의 전극체와 교차 방향으로 용접 라인을 설정하고, 이 용접 라인을 따라 용접하는 공정을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항, 제 17 항, 제 18 항, 제 19 항, 제 20 항, 제 21 항, 제 22 항, 또는 제 23 항 중 어느 한 항에 있어서,
절연 간격을 가지고 대향하는 상기 집전판의 복수 개소에 2 이상의 상기 용접 라인을 인접하여 설정하고, 상기 콘덴서 소자의 소자 중심부에 걸치는 특정 개소에서 인접하는 2 이상의 상기 용접 라인을 연속하여 용접한 후, 상기 특정 개소이외의 개소의 2 이상의 상기 용접 라인을 연속하여 용접하고, 상기 집전판과 상기 콘덴서 소자의 상기 전극 돌출부를 복수 개소에서 인접하는 2 이상의 상기 용접 라인에 의해 용접하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 16 항, 제 17 항, 제 18 항, 제 19 항, 제 20 항, 제 21 항, 제 22 항, 제 23 항, 또는 제 24 항 중 어느 한 항에 있어서,
상기 양극 집전판 또는 상기 음극 집전판에 용접 시점에서 용접 종점에 이르는 용접 라인을 설정하고, 이 용접 라인에 연속 조사되는 빔 출력을 단계적 또는 연속적으로 상이하게 한 빔 조사에 의해 상기 양극부 또는 상기 음극부에 상기 양극 집전판 또는 상기 음극 집전판을 접속하는 공정을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 25 항에 있어서,
상기 빔 출력은, 상기 용접 라인의 상기 용접 시점을 상기 용접 종점보다 높게 설정하고, 상기 용접 시점으로부터 상기 용접 종점으로 단계적 또는 연속적으로 감쇠시키는 것을 특징으로 하는 콘덴서의 제조 방법. - 콘덴서 소자의 소자 단부면에 설치되어서 양극측 또는 음극측에 접속되는 집전판에, 상기 콘덴서 소자의 측면 방향으로 원호 형상의 제 1 접속면을 형성하고,
상기 집전판에 접속하는 단자 부재에 상기 집전판의 상기 접속면과 동심원 형상의 제 2 접속면을 형성하고,
상기 제 1 접속면과 상기 제 2 접속면을 정렬시키고, 상기 콘덴서 소자, 또는 상기 제 1 접속면과 상기 제 2 접속면에 빔을 조사하는 용접 수단을 사용하여, 상기 콘덴서 소자 또는 용접 수단을 회동시키고,
상기 제 1 접속면과 상기 제 2 접속면을 용접하여 상기 집전판과 상기 단자 부재를 접속하는
공정을 포함하는 것을 특징으로 하는 콘덴서의 제조 방법. - 제 27 항에 있어서,
상기 콘덴서 소자의 소자 중심을 기준으로, 상기 제 1 접속면 및 상기 제 2 접속면을 동심원면에 형성하고,
상기 소자 중심을 회동 중심으로 하여 상기 콘덴서 소자 또는 상기 용접 수단을 회동시키는
것을 특징으로 하는 콘덴서의 제조 방법. - 단부면 형상 또는 단부면 면적이 다른 양극측 또는 음극측의 전극 돌출부를 소자 단부면에 형성하거나, 또는 상기 소자 단부면에 형성한 전극 돌출부를 성형하여 단부면 형상 또는 단부면 면적이 다른 양극측 또는 음극측의 전극부를 형성하고,
상기 전극 돌출부 또는 상기 전극부의 단부면 형상 또는 단부면 면적을 식별 정보로 하여 양극측인지 음극측인지의 판별을 행하고,
상기 전극 돌출부 또는 상기 전극부에 접속되고, 또한 상기 식별 정보에 의해 양극측인지 음극측인지를 특정한 집전판에 양극측 또는 음극측의 외부 단자를 접속하는
것을 특징으로 하는 콘덴서의 제조 방법. - 제 29 항에 있어서,
또한, 상기 전극 돌출부 또는 상기 전극부를 인식하여 상기 소자 단부면에 기준선을 설정하고,
상기 기준선과 평행하고 또한 소자 중심을 통과하는 중심선을 설정하고,
상기 소자 중심 및 상기 중심선을 기준으로 상기 소자 단부면의 변위 각도를 검출하고,
상기 변위 각도에 의해 생성된 보정 정보에 의해 상기 콘덴서 소자의 각도 위치를 보정하는
것을 특징으로 하는 콘덴서의 제조 방법. - 제 30 항에 있어서,
상기 중심선을 중심으로 상기 중심선을 포함하는 일정 폭의 기준 범위를 설정하고, 상기 기준 범위에 상기 전극 돌출부 또는 상기 전극부가 돌출되어 있는지의 여부를 판별하는
것을 특징으로 하는 콘덴서의 제조 방법. - 컴퓨터에 의해 실행하는 콘덴서의 제조 프로그램으로서,
콘덴서 소자의 소자 단부면의 화상 데이터를 취득하고, 전극 돌출부 또는 상기 전극 돌출부에 의해 형성된 전극부의 단부면 형상 또는 단부면 면적을 식별 정보로 하여 양극측인지 음극측인지의 판별을 행하고,
상기 전극 돌출부 또는 상기 전극부에 접속된 집전판과 접속되는 양극측 또는 음극측의 외부 단자를 특정하는 정보를 생성하는
것을 특징으로 하는 콘덴서의 제조 프로그램. - 제 32 항에 있어서,
상기 화상 데이터 상의 상기 전극 돌출부 또는 상기 전극부의 위치에 기초하여 기준선을 생성하고,
상기 기준선과 평행하고 또한 소자 중심을 통과하는 중심선을 생성하고,
상기 소자 중심 및 상기 중심선을 기준으로 상기 소자 단부면의 변위 각도를 검출하고,
상기 변위 각도에 의해 상기 콘덴서 소자의 각도 위치의 보정 정보를 생성하는
것을 특징으로 하는 콘덴서의 제조 프로그램. - 제 33 항에 있어서,
상기 중심선을 중심으로 상기 중심선을 포함하는 일정 폭의 기준 범위를 설정하고, 상기 기준 범위에 상기 전극 돌출부 또는 상기 전극부가 돌출되어 있는지의 여부의 판별을 하고, 이 판별 정보를 생성하는,
것을 특징으로 하는 콘덴서의 제조 프로그램.
Applications Claiming Priority (21)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2010-183486 | 2010-08-18 | ||
| JP2010183486A JP5482565B2 (ja) | 2010-08-18 | 2010-08-18 | コンデンサ及びその製造方法 |
| JP2010251355A JP2012104620A (ja) | 2010-11-09 | 2010-11-09 | コンデンサ及びその製造方法 |
| JPJP-P-2010-251352 | 2010-11-09 | ||
| JPJP-P-2010-251358 | 2010-11-09 | ||
| JP2010251358A JP5866753B2 (ja) | 2010-11-09 | 2010-11-09 | コンデンサ及びその製造方法 |
| JPJP-P-2010-251356 | 2010-11-09 | ||
| JPJP-P-2010-251357 | 2010-11-09 | ||
| JPJP-P-2010-251355 | 2010-11-09 | ||
| JP2010251353A JP2012104618A (ja) | 2010-11-09 | 2010-11-09 | コンデンサ及びその製造方法 |
| JPJP-P-2010-251354 | 2010-11-09 | ||
| JP2010251356A JP2012104621A (ja) | 2010-11-09 | 2010-11-09 | コンデンサ及びその製造方法 |
| JP2010251352A JP5764912B2 (ja) | 2010-11-09 | 2010-11-09 | コンデンサ及びその製造方法 |
| JP2010251357A JP2012104622A (ja) | 2010-11-09 | 2010-11-09 | コンデンサ及びその製造方法 |
| JPJP-P-2010-251353 | 2010-11-09 | ||
| JP2010251354A JP5928993B2 (ja) | 2010-11-09 | 2010-11-09 | コンデンサの製造方法 |
| JPJP-P-2011-035484 | 2011-02-22 | ||
| JP2011035484A JP5866772B2 (ja) | 2011-02-22 | 2011-02-22 | コンデンサ及びその端子接続方法 |
| JPJP-P-2011-145400 | 2011-06-30 | ||
| JP2011145400A JP6069818B2 (ja) | 2011-06-30 | 2011-06-30 | コンデンサの製造方法および製造プログラム |
| PCT/JP2011/004623 WO2012023289A1 (ja) | 2010-08-18 | 2011-08-18 | コンデンサ、その製造方法及び製造プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130139875A true KR20130139875A (ko) | 2013-12-23 |
| KR101930095B1 KR101930095B1 (ko) | 2018-12-17 |
Family
ID=45604958
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137006759A Active KR101930095B1 (ko) | 2010-08-18 | 2011-08-18 | 콘덴서, 그 제조 방법 및 제조 프로그램 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9053858B2 (ko) |
| EP (1) | EP2608230B1 (ko) |
| KR (1) | KR101930095B1 (ko) |
| CN (1) | CN103081047B (ko) |
| WO (1) | WO2012023289A1 (ko) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012063486A1 (ja) | 2010-11-09 | 2012-05-18 | 日本ケミコン株式会社 | コンデンサ及びその製造方法 |
| WO2013001821A1 (ja) | 2011-06-28 | 2013-01-03 | 日本ケミコン株式会社 | 蓄電デバイスおよび蓄電デバイスの製造方法 |
| JP5834617B2 (ja) * | 2011-08-18 | 2015-12-24 | 日本ケミコン株式会社 | コンデンサの製造方法 |
| JP2013207026A (ja) * | 2012-03-28 | 2013-10-07 | Panasonic Corp | キャパシタ及びこれを用いたキャパシタモジュール |
| KR101726110B1 (ko) * | 2012-11-15 | 2017-04-11 | 제이에무에나지 가부시키가이샤 | 축전 디바이스 및 축전 모듈 |
| WO2014080638A1 (ja) * | 2012-11-26 | 2014-05-30 | 日本ケミコン株式会社 | 蓄電デバイスおよびその製造方法 |
| EP3216552B1 (en) * | 2016-03-09 | 2018-12-12 | NGK Spark Plug Co., Ltd. | Laser welding methods, method of manufacturing a welded body, method of manufacturing electrode for spark plug, and method of manufacturing spark plug based on such laser welding methods |
| JP6845495B2 (ja) * | 2016-04-19 | 2021-03-17 | ニチコン株式会社 | 電子部品 |
| GB2550617A (en) * | 2016-05-26 | 2017-11-29 | Ou Skeleton Tech Group | Integrated carbon/carbon ultracapacitor of high power density and battery composed from said capacitors |
| JP6975915B2 (ja) * | 2018-04-25 | 2021-12-01 | パナソニックIpマネジメント株式会社 | 電子部品 |
| DE102019128471A1 (de) * | 2019-10-22 | 2021-04-22 | Peter Fischer | Kondensator mit einer als Wickel ausgebildeten Kondensatorzelle |
| WO2022133419A1 (en) * | 2020-12-15 | 2022-06-23 | Emerson Professional Tools, Llc | Power tool with hybrid supercapacitors |
| CA3207443A1 (en) * | 2021-02-19 | 2022-08-25 | Min-Woo Kim | Electrode assembly, battery, and battery pack and vehicle including the same |
| EP4293810A4 (en) * | 2021-03-12 | 2025-07-02 | Lg Energy Solution Ltd | ELECTRODE ASSEMBLY HAVING EXCELLENT ELECTROLYTE IMPREGNABILITY, AND BATTERY, BATTERY PACK, AND VEHICLE COMPRISING SAME |
| WO2026004551A1 (ja) * | 2024-06-28 | 2026-01-02 | パナソニックIpマネジメント株式会社 | 電解コンデンサ及びその製造方法 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3525450B2 (ja) * | 1993-03-17 | 2004-05-10 | 日本ケミコン株式会社 | 積層型電解コンデンサ |
| JP3468847B2 (ja) | 1994-06-22 | 2003-11-17 | 三菱電機株式会社 | 電池用電極装置 |
| JPH08287954A (ja) | 1995-04-18 | 1996-11-01 | Sumitomo Bakelite Co Ltd | 非水電解液箱形二次電池 |
| JPH09129519A (ja) * | 1995-10-30 | 1997-05-16 | Matsushita Electric Ind Co Ltd | 安全機構付き電解コンデンサ |
| JPH1083833A (ja) * | 1996-09-06 | 1998-03-31 | Japan Storage Battery Co Ltd | 二次電池 |
| JPH11219857A (ja) | 1997-11-25 | 1999-08-10 | Matsushita Electric Ind Co Ltd | 電気二重層コンデンサ |
| EP0924723B1 (en) | 1997-12-22 | 2006-05-31 | Asahi Glass Company Ltd. | Electric double layer capacitor |
| JPH11251190A (ja) * | 1997-12-22 | 1999-09-17 | Asahi Glass Co Ltd | 電気二重層キャパシタ |
| JP2001068379A (ja) | 1999-08-24 | 2001-03-16 | Honda Motor Co Ltd | 電気二重層コンデンサ |
| US6456484B1 (en) * | 1999-08-23 | 2002-09-24 | Honda Giken Kogyo Kabushiki Kaisha | Electric double layer capacitor |
| JP2001102031A (ja) * | 1999-09-30 | 2001-04-13 | Sanyo Electric Co Ltd | 電気エネルギー蓄積デバイス及びその製造方法 |
| EP1223592B1 (en) | 1999-09-30 | 2007-02-28 | Asahi Glass Company Ltd. | Capacitor element |
| US6292348B1 (en) * | 2000-08-22 | 2001-09-18 | Chieh-Fu Lin | Surface mounted capacitor |
| JP2003001452A (ja) | 2001-06-15 | 2003-01-08 | Furukawa Electric Co Ltd:The | レーザ溶接方法およびその方法を用いて製造された半導体レーザモジュール |
| JP2003059765A (ja) | 2001-08-17 | 2003-02-28 | Nec Tokin Ceramics Corp | 集電体 |
| JP2002164259A (ja) | 2001-10-03 | 2002-06-07 | Nippon Chemicon Corp | 電解コンデンサの外部端子固定方法 |
| WO2004084246A1 (ja) * | 2003-03-19 | 2004-09-30 | Matsushita Electric Industrial Co., Ltd. | コンデンサおよびその接続方法 |
| CN1701402A (zh) | 2003-03-19 | 2005-11-23 | 松下电器产业株式会社 | 电容器和连接电容器的方法 |
| JPWO2005038837A1 (ja) | 2003-10-21 | 2007-02-01 | 旭硝子株式会社 | 電気二重層キャパシタ |
| JP4616052B2 (ja) * | 2005-04-08 | 2011-01-19 | パナソニック株式会社 | 電気二重層キャパシタ用電極材料及びその製造方法、電気二重層キャパシタ用電極、及び、電気二重層キャパシタ |
| EP1962309A1 (en) * | 2005-12-13 | 2008-08-27 | Matsushita Electric Industrial Co., Ltd. | Capacitor |
| JP5073947B2 (ja) * | 2006-01-12 | 2012-11-14 | ニチコン株式会社 | 巻回型コンデンサおよびその製造方法 |
| JP2007335156A (ja) | 2006-06-13 | 2007-12-27 | Honda Motor Co Ltd | 蓄電素子 |
| JP5086566B2 (ja) | 2006-06-13 | 2012-11-28 | 本田技研工業株式会社 | 蓄電素子 |
| US7916454B2 (en) * | 2006-10-16 | 2011-03-29 | Panasonic Corporation | Capacitor |
| WO2008099578A1 (ja) * | 2007-02-14 | 2008-08-21 | Panasonic Corporation | コンデンサ |
| US7983021B2 (en) * | 2007-10-31 | 2011-07-19 | Corning Incorporated | Oblong electrochemical double layer capacitor |
| JP2009188095A (ja) | 2008-02-05 | 2009-08-20 | Honda Motor Co Ltd | 蓄電体接続構造 |
| JP5380985B2 (ja) * | 2008-09-30 | 2014-01-08 | パナソニック株式会社 | キャパシタの製造方法及びキャパシタ |
| JP2010093178A (ja) | 2008-10-10 | 2010-04-22 | Panasonic Corp | 電気化学キャパシタ及びその製造方法 |
| WO2010041461A1 (ja) | 2008-10-10 | 2010-04-15 | パナソニック株式会社 | 蓄電装置と、蓄電装置を備えた蓄電装置ユニット、及び蓄電装置の製造方法 |
| JP2010118374A (ja) | 2008-11-11 | 2010-05-27 | Panasonic Corp | キャパシタ |
| WO2012063486A1 (ja) | 2010-11-09 | 2012-05-18 | 日本ケミコン株式会社 | コンデンサ及びその製造方法 |
| JP5655945B2 (ja) * | 2011-06-27 | 2015-01-21 | パナソニックIpマネジメント株式会社 | 電気二重層キャパシタ |
-
2011
- 2011-08-18 CN CN201180039963.7A patent/CN103081047B/zh active Active
- 2011-08-18 WO PCT/JP2011/004623 patent/WO2012023289A1/ja not_active Ceased
- 2011-08-18 KR KR1020137006759A patent/KR101930095B1/ko active Active
- 2011-08-18 EP EP11817938.1A patent/EP2608230B1/en active Active
-
2013
- 2013-02-15 US US13/768,851 patent/US9053858B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2608230B1 (en) | 2020-08-05 |
| US20130155575A1 (en) | 2013-06-20 |
| US9053858B2 (en) | 2015-06-09 |
| WO2012023289A1 (ja) | 2012-02-23 |
| CN103081047B (zh) | 2017-07-04 |
| KR101930095B1 (ko) | 2018-12-17 |
| CN103081047A (zh) | 2013-05-01 |
| EP2608230A4 (en) | 2018-03-28 |
| EP2608230A1 (en) | 2013-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20130139875A (ko) | 콘덴서, 그 제조 방법 및 제조 프로그램 | |
| CN103210459B (zh) | 电容器及其制造方法 | |
| JP6070552B2 (ja) | 蓄電デバイスの製造方法 | |
| JP2023537846A (ja) | 円筒形バッテリーセル、それを含むバッテリーパック及び自動車 | |
| JP6069818B2 (ja) | コンデンサの製造方法および製造プログラム | |
| JP2012160658A (ja) | コンデンサの製造方法 | |
| JP5979273B2 (ja) | コンデンサの製造方法 | |
| JP5961940B2 (ja) | コンデンサの製造方法 | |
| JP5961939B2 (ja) | コンデンサの製造方法 | |
| US12106907B2 (en) | Electrically insulating continuous film for an aluminum electrolytic capacitor | |
| JP2013041894A (ja) | コンデンサ、その製造方法及び製造プログラム | |
| US9030805B2 (en) | Capacitor and capacitor module using the same | |
| JP5764912B2 (ja) | コンデンサ及びその製造方法 | |
| JP5866772B2 (ja) | コンデンサ及びその端子接続方法 | |
| JP2013171877A (ja) | コンデンサの製造方法、製造プログラムおよび製造システム | |
| JP5866753B2 (ja) | コンデンサ及びその製造方法 | |
| JP2012104618A (ja) | コンデンサ及びその製造方法 | |
| JP2012104622A (ja) | コンデンサ及びその製造方法 | |
| JP6112144B2 (ja) | コンデンサ及びその製造方法 | |
| US20240297420A1 (en) | Bonding method and power storage device | |
| JP2012104620A (ja) | コンデンサ及びその製造方法 | |
| JP2012104621A (ja) | コンデンサ及びその製造方法 | |
| JP4982949B2 (ja) | コンデンサ | |
| JP2026508557A (ja) | 位置測定部を備えたcbi インタブベンディング装置 | |
| JP2007258412A (ja) | 電気二重層コンデンサの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20130315 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20160818 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20180201 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20181019 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20181211 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20181211 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20211203 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20211203 Start annual number: 4 End annual number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20221202 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20221202 Start annual number: 5 End annual number: 5 |