KR20130143690A - 복합재 햇 보강재, 복합재 햇-보강 압력 웨브, 및 그 제조 방법 - Google Patents
복합재 햇 보강재, 복합재 햇-보강 압력 웨브, 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20130143690A KR20130143690A KR1020130046629A KR20130046629A KR20130143690A KR 20130143690 A KR20130143690 A KR 20130143690A KR 1020130046629 A KR1020130046629 A KR 1020130046629A KR 20130046629 A KR20130046629 A KR 20130046629A KR 20130143690 A KR20130143690 A KR 20130143690A
- Authority
- KR
- South Korea
- Prior art keywords
- composite
- reinforcement
- composite hat
- hat
- ply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0003—Producing profiled members, e.g. beams
- B29D99/0005—Producing noodles, i.e. composite gap fillers, characterised by their construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/462—Moulding structures having an axis of symmetry or at least one channel, e.g. tubular structures, frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/86—Incorporated in coherent impregnated reinforcing layers, e.g. by winding
- B29C70/865—Incorporated in coherent impregnated reinforcing layers, e.g. by winding completely encapsulated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0003—Producing profiled members, e.g. beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/064—Stringers; Longerons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/10—Bulkheads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/12—Construction or attachment of skin panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C2001/0054—Fuselage structures substantially made from particular materials
- B64C2001/0072—Fuselage structures substantially made from particular materials from composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C3/00—Wings
- B64C3/18—Spars; Ribs; Stringers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C3/00—Wings
- B64C3/26—Construction, shape, or attachment of separate skins, e.g. panels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1028—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by bending, drawing or stretch forming sheet to assume shape of configured lamina while in contact therewith
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24488—Differential nonuniformity at margin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
도 2a는 슬롯(slot)을 구비하고 비경화된 상태(uncured state)에서의 개시된 복합재 햇 보강재의 실시예 중 하나의 전단면 확대도의 도면이다.
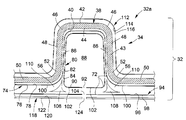
도 2b는 경화된 상태(cured state)에서의 도 2a의 복합재 햇 보강재의 도면이다.
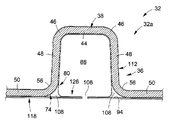
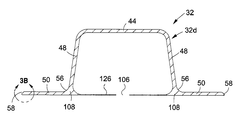
도 3a는 모서리가 잘려진 엣지(chamfered edges)를 갖춘 개시된 복합재 햇 보강재의 실시예 중 하나의 전단면도의 도면이다.
도 3b는 도 3a에 도시된 원(3B)의 모서리가 잘려진 엣지의 근접도의 도면이다.
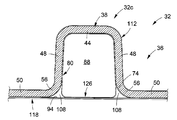
도 4a는 슬롯을 구비하지 않고 비경화된 상태에서 본 발명의 복합재 햇 보강재의 실시예 중 다른 하나의 전단면 확대도의 도면이다.
도 4b는 경화된 상태에서의 도 4a의 복합재 햇 보강재의 도면이다.
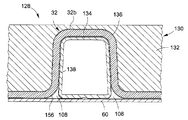
도 5a는 가변 툴 반경(variable tool radius)을 갖춘 햇 툴(hat tool)을 구비하는 툴 어셈블리 내에 개시된 복합재 햇 보강재의 실시예 중 하나의 전단면도의 도면이다.
도 5b는 일정한 툴 반경(constant tool radius)을 갖춘 햇 툴(hat tool)을 구비하는 툴 어셈블리 내에 도시된 본 발명의 복합재 햇 보강재의 실시예 중 다른 하나의 전단면도의 도면이다.
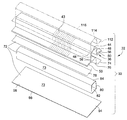
도 6a는 본 발명의 복합재 햇-보강 압력 웨브의 실시예 중 하나의 투시도의 도면이다.
도 6b는 도 6a에 도시된 복합재 햇-보강 압력 웨브의 복합재 햇 보강재의 확대 투시도의 도면이다.
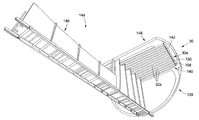
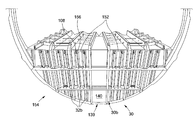
도 7은 본 발명의 복합재 햇-보강 압력 웨브의 실시예 중 하나를 구비하는 항공기 수평 압력 데크(aircraft horizontal pressure deck)의 하부 투시도의 도면이다.
도 8은 본 발명의 복합재 햇-보강 압력 웨브의 실시예 중 다른 하나를 구비하는 항공기 후미 바퀴 격납실 칸막이 벽(aircraft aft wheel well bulkhead)의 부분의 후면 투시도의 도면이다.
도 9는 본 발명의 방법의 실시예 중 하나의 흐름도이다.
Claims (15)
- 제1 측 및 제2 측을 갖춘 복합재 햇 섹션(38)과;
복합재 햇 섹션(38)의 제1 측에 결합된 바디 플라이(74)와,
바디 플라이(74)에 결합된 랩 플라이(80), 및
바디 플라이(74) 및 랩 플라이(80)에 결합된 베이스 플라이(94)를 구비하여 구성되는, 복합재 햇 섹션(38)에 결합된, 다수의 복합재 강화 플라이(72);
복합재 햇 섹션(38)에 결합되고 다수의 복합재 강화 플라이(72) 사이에 배치된 한 쌍의 반경 필러 누들(108); 및
복합재 햇 섹션(38)의 제2 측에 결합된 외부 플라이(112);를 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 제1항에 있어서,
베이스 플라이(94)에 결합된 필 플라이(118)를 더 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 제1항 또는 제2항에 있어서,
복합재 햇 섹션(38)이:
캡(44)과;
캡(44)의 대향하는 종단으로부터 연장되는 한 쌍의 웨브(48);
한 쌍의 플랜지(50); 및
웨브(48)의 쌍에의 플랜지(50)의 쌍을 각각 결합시키는 한 쌍의 필렛 반경(56);을 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 제3항에 있어서,
한 쌍의 플랜지(50)의 각각이 모서리가 잘려진 엣지(58)를 갖는 것을 특징으로 하는 복합재 햇 보강재.
- 제1항 내지 제4항 중 어느 한 항에 있어서,
복합재 햇 보강재가 복합재 햇 보강재 슬롯 개구(106)를 더 갖는 것을 특징으로 하는 복합재 햇 보강재.
- 제1항 내지 제5항 중 어느 한 항에 있어서,
복합재 햇 섹션(38)이 CFRP(carbon fiber reinforced plastic) 테이프로 이루어진 다수의 햇 섹션 복합재 플라이(43)를 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 제1항 내지 제6항 중 어느 한 항에 있어서,
다수의 복합재 강화 플라이(72)가 CFRP(carbon fiber reinforced plastic) 직물로 이루어진 다수의 복합재 플라이를 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 제1항 내지 제7항 중 어느 한 항에 있어서,
외부 플라이(112)가 유리 재료 및 유리섬유 재료를 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 제1항 내지 제8항 중 어느 한 항에 있어서,
외부 플라이(112)가 갈바닉 부식 보호 재료 및 드릴 브레이크아웃 보호 재료를 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 제1항 내지 제9항 중 어느 한 항에 있어서,
복합재 햇 보강재가 미리-경화된 복합재 햇 보강재(33)이고 비경화 복합재 압력 웨브(140)에 본딩되는 것을 특징으로 하는 복합재 햇 보강재.
- 제10항에 있어서,
비경화 복합재 압력 웨브(140)가 항공기 수평 압력 데크 압력 웨브(142) 및 항공기 후미 바퀴 격납실 칸막이 벽 압력 웨브(152)를 구비하여 구성된 것을 특징으로 하는 복합재 햇 보강재.
- 풀-오프 하중의 영향을 감소시키고 압력 웨브의 안정성을 개선하기 위한 복합재 햇-보강 압력 웨브를 제조하는 방법으로, 방법이:
미리-경화된 복합재 햇 보강재(33)를 형성하도록 햇 툴(130)에서 복합재 햇 보강재(32)를 경화하는 단계로서, 미리-경화된 복합재 햇 보강재(33)가,
복합재 햇 섹션(38)과,
복합재 햇 섹션(38)에 모두 결합된, 바디 플라이(74), 랩 플라이(80), 및 베이스 플라이(94)를 구비하여 구성된 다수의 복합재 강화 플라이(72),
복합재 햇 섹션(38)에 결합되고 다수의 복합재 강화 플라이(72) 사이에 배치된 한 쌍의 반경 필러 누들(108), 및
복합재 햇 섹션(38)에 결합된 외부 플라이(112)를 구비하여 구성되는, 단계와;
복합재 햇-보강 압력 웨브(30)를 형성하도록 비경화 복합재 압력 웨브(140)에 미리-경화된 복합재 햇 보강재(33)를 본딩하는 단계;를 갖추어 이루어지고,
복합재 햇-보강 압력 웨브가 적어도 반경 필러 누들에서 풀-오프 하중을 최소화하고 압력 웨브의 안정성을 개선하는 것을 특징으로 하는 복합재 햇-보강 압력 웨브를 제조하는 방법.
- 제12항에 있어서,
복합재 햇 보강재(32)를 경화하기 이전에, 복합재 햇 보강재에 필 플라이(118)를 결합하고, 경화 후, 복합재 햇 보강재로부터 필 플라이(118)를 제거하는 단계를 더 갖추어 이루어진 것을 특징으로 하는 복합재 햇-보강 압력 웨브를 제조하는 방법.
- 제12항 또는 제13항에 있어서,
복합재 햇 보강재(32)를 경화하기 이전에, 복합재 햇 보강재에 복합재 햇 보강재 슬롯 개구(106)를 부가하고, 경화 후 복합재 햇 보강재 슬롯 개구(106)를 선택적으로 확대하는 단계를 더 갖추어 이루어진 것을 특징으로 하는 복합재 햇-보강 압력 웨브를 제조하는 방법.
- 제12항 내지 제14항 중 어느 한 항에 있어서,
복합재 햇 보강재(32)를 경화하기 이전에, 가변 툴 반경 및 가변 누들 반경을 제어하는 단계를 더 갖추어 이루어지고, 본딩하는 단계가 항공기 수평 압력 데크 압력 웨브(142)에 미리-경화된 복합재 햇 보강재(33)를 본딩하는 단계를 더 갖추어 이루어진 것을 특징으로 하는 복합재 햇-보강 압력 웨브를 제조하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/531,583 US8758879B2 (en) | 2012-06-24 | 2012-06-24 | Composite hat stiffener, composite hat-stiffened pressure webs, and methods of making the same |
| US13/531,583 | 2012-06-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130143690A true KR20130143690A (ko) | 2013-12-31 |
| KR102047554B1 KR102047554B1 (ko) | 2019-11-21 |
Family
ID=48747305
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130046629A Active KR102047554B1 (ko) | 2012-06-24 | 2013-04-26 | 복합재 햇 보강재, 복합재 햇-보강 압력 웨브, 및 그 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US8758879B2 (ko) |
| EP (1) | EP2676787B1 (ko) |
| JP (2) | JP6243148B2 (ko) |
| KR (1) | KR102047554B1 (ko) |
| CN (2) | CN103507941B (ko) |
| AU (1) | AU2013205706B2 (ko) |
| CA (1) | CA2815523C (ko) |
| RU (1) | RU2641959C2 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150097387A (ko) * | 2014-02-18 | 2015-08-26 | 더 보잉 컴파니 | 복합재 필러 |
Families Citing this family (81)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2571501B2 (ja) | 1992-10-30 | 1997-01-16 | リズム時計工業株式会社 | 時計用ステップモータの駆動方法 |
| US20120074265A1 (en) * | 2009-06-11 | 2012-03-29 | Saab Ab | Nano-reinforced radius filler for an aircraft structure and a method of producing an aircraft structure comprising such filler |
| DE102010018726B4 (de) * | 2010-04-29 | 2013-08-14 | Premium Aerotec Gmbh | Verfahren zur Herstellung eines mit zumindest einem Hohlprofil versehenen Bauteils |
| US9016628B2 (en) * | 2012-06-12 | 2015-04-28 | The Boeing Company | Methods and apparatus for reducing noise in reinforced skin structures |
| DE102013224233A1 (de) * | 2013-11-27 | 2015-05-28 | Airbus Operations Gmbh | Druckschott für ein Flugzeug und Vorrichtung sowie Verfahren zur Herstellung eines Flugzeugstrukturbauteils |
| US9358764B2 (en) * | 2013-12-17 | 2016-06-07 | The Boeing Company | System and method of joining components |
| US9827710B2 (en) * | 2014-02-04 | 2017-11-28 | The Boeing Company | Radius filler and method of manufacturing same |
| FR3018286B1 (fr) * | 2014-03-10 | 2016-05-27 | Aircelle Sa | Preforme tissee pour realiser un renfort circonferentiel ou torique a section en omega |
| EP2962840A1 (en) * | 2014-06-30 | 2016-01-06 | Airbus Operations, S.L. | A leading edge for an aircraft lifting surface and manufacturing method thereof |
| GB2528078B (en) * | 2014-07-08 | 2020-07-29 | Airbus Operations Ltd | Structure |
| GB2528076B (en) * | 2014-07-08 | 2020-07-29 | Airbus Operations Ltd | Rib foot |
| US9517606B2 (en) * | 2014-08-06 | 2016-12-13 | The Boeing Company | Composite structure and method of forming thereof |
| US9399510B2 (en) * | 2014-08-20 | 2016-07-26 | The Boeing Company | Hat stringer closeout fitting and method of making same |
| US9592651B2 (en) * | 2014-09-30 | 2017-03-14 | The Boeing Company | Composite structures having reduced area radius fillers and methods of forming the same |
| EP3018051A1 (en) * | 2014-11-06 | 2016-05-11 | Airbus Operations GmbH | Structural component and method for producing a structural component |
| CN104441697A (zh) * | 2014-11-17 | 2015-03-25 | 上海飞机制造有限公司 | 一种复合材料c型制件的预成型方法 |
| CN104589670B (zh) * | 2014-12-02 | 2017-06-23 | 航天海鹰(镇江)特种材料有限公司 | 一种复合材料空腔结构气囊成型的气体通道设计方法 |
| JP6444157B2 (ja) | 2014-12-15 | 2018-12-26 | 三菱重工業株式会社 | 複合構造体の成形方法 |
| JP6501511B2 (ja) * | 2014-12-15 | 2019-04-17 | 三菱重工業株式会社 | コーナーフィレット部の設計方法及び航空機 |
| US10195817B2 (en) | 2015-01-02 | 2019-02-05 | The Boeing Company | Skin-stringer design for composite wings |
| EP3059156B1 (en) * | 2015-02-23 | 2020-04-01 | Airbus Operations, S.L. | Flat kinked rear pressure bulkhead |
| CN104943849B (zh) * | 2015-05-07 | 2017-02-01 | 哈尔滨飞机工业集团有限责任公司 | 一种铝蒙皮蜂窝夹层地板的制造方法 |
| GB2538097A (en) | 2015-05-07 | 2016-11-09 | Airbus Operations Ltd | Composite structures |
| JP6468070B2 (ja) * | 2015-05-22 | 2019-02-13 | トヨタ紡織株式会社 | 乗物用シート |
| US10005267B1 (en) * | 2015-09-22 | 2018-06-26 | Textron Innovations, Inc. | Formation of complex composite structures using laminate templates |
| CN105423116A (zh) * | 2015-11-05 | 2016-03-23 | 江苏恒神股份有限公司 | Rtm整体成型纵横加筋结构口盖及其制造方法 |
| CN106696303A (zh) * | 2015-11-17 | 2017-05-24 | 珠海航太科技有限公司 | 制作复合材料夹芯结构机翼蒙皮的工艺 |
| CN105269839A (zh) * | 2015-11-25 | 2016-01-27 | 哈尔滨工业大学 | 基于形状记忆聚合物的纤维复合材料帽型筋模具的制备方法 |
| JP6952712B2 (ja) * | 2016-04-06 | 2021-10-20 | ロールス‐ロイス、パブリック、リミテッド、カンパニーRolls−Royce Public Limited Company | 複合材料コンポーネントの製造方法 |
| CN106314759A (zh) * | 2016-09-06 | 2017-01-11 | 中国商用飞机有限责任公司北京民用飞机技术研究中心 | 一种飞机机翼的翼梁连接结构 |
| US10220935B2 (en) * | 2016-09-13 | 2019-03-05 | The Boeing Company | Open-channel stiffener |
| US20180086429A1 (en) * | 2016-09-28 | 2018-03-29 | The Boeing Company | Airfoil-Shaped Body Having Composite Base Skin with Integral Hat-Shaped Spar |
| US10926435B2 (en) * | 2017-05-03 | 2021-02-23 | The Boeing Company | Foam mandrel assembly |
| CN107554751B (zh) * | 2017-08-22 | 2020-06-23 | 中国商用飞机有限责任公司北京民用飞机技术研究中心 | 一种长桁保护装置 |
| EP4035858B1 (en) | 2017-10-12 | 2024-02-21 | Albany Engineered Composites, Inc. | Three-dimensional woven preforms for omega stiffeners |
| US10717240B2 (en) * | 2017-10-19 | 2020-07-21 | The Boeing Company | Method for making a hat stiffener pre-form with under-cut chamfered flange |
| US10766212B2 (en) * | 2017-12-13 | 2020-09-08 | The Boeing Company | Method and apparatus for forming radius filler kits |
| KR20200100789A (ko) * | 2017-12-21 | 2020-08-26 | 사이텍 인더스트리스 인코포레이티드 | 표면 제조를 위한 필 플라이 및 이를 이용한 결합 방법 |
| US10800128B2 (en) * | 2018-01-24 | 2020-10-13 | General Electric Company | Composite components having T or L-joints and methods for forming same |
| WO2019171683A1 (ja) * | 2018-03-05 | 2019-09-12 | 日本飛行機株式会社 | ハニカムサンドイッチ複合材の成形方法およびこれに用いる治具 |
| CN108688195B (zh) * | 2018-06-13 | 2024-04-09 | 绍兴宝旌复合材料有限公司 | 一种碳纤维复合材料梯形骨架结构及其成型方法 |
| GB2575103A (en) | 2018-06-29 | 2020-01-01 | Airbus Operations Ltd | Method of manufacturing duct stringer |
| CN110757830B (zh) * | 2018-07-26 | 2022-07-26 | 中国商用飞机有限责任公司 | 一种帽型长桁的热隔膜成型方法 |
| US11046027B2 (en) | 2018-08-02 | 2021-06-29 | The Boeing Company | Expandable tooling systems and methods |
| ES2880625T3 (es) * | 2018-09-11 | 2021-11-25 | Airbus Operations Sl | Métodos para la fabricación de larguerillos curvos en omega y larguerillos en forma de Z de material compuesto y para la fabricación de un panel rigidizado de material compuesto con curvatura |
| CN111086243B (zh) * | 2018-10-24 | 2021-07-20 | 中国商用飞机有限责任公司 | 一种复合材料c型梁的成型方法及成型工装 |
| US11180238B2 (en) * | 2018-11-19 | 2021-11-23 | The Boeing Company | Shear ties for aircraft wing |
| US11179902B2 (en) * | 2018-12-19 | 2021-11-23 | The Boeing Company | Bladder mandrel package |
| US11358345B2 (en) * | 2019-01-02 | 2022-06-14 | The Boeing Company | Internal tooling for composite parts |
| EP3956131A1 (en) * | 2019-04-18 | 2022-02-23 | Teijin Carbon Europe GmbH | Braided preform radius filler |
| US10919256B2 (en) * | 2019-05-09 | 2021-02-16 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US10919260B2 (en) * | 2019-05-09 | 2021-02-16 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US10913215B2 (en) * | 2019-05-09 | 2021-02-09 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US11298892B2 (en) | 2019-07-01 | 2022-04-12 | The Boeing Company | Expandable tooling systems and methods |
| US11325282B2 (en) | 2019-07-01 | 2022-05-10 | The Boeing Company | Method of manufacturing a composite workpiece |
| ES1235737Y (es) * | 2019-07-24 | 2020-01-02 | Citd Engineering & Tech Sl | Mamparo de presion |
| JP7321030B2 (ja) * | 2019-08-08 | 2023-08-04 | 三菱重工業株式会社 | 補強部材、組立体、及び、補強部材の製造方法 |
| JP7382117B2 (ja) * | 2019-08-30 | 2023-11-16 | 株式会社Subaru | プリフォーム賦形装置、プリフォーム賦形方法及び複合材成形方法 |
| US11235850B2 (en) * | 2019-12-06 | 2022-02-01 | The Boeing Company | Arched horizontal pressure deck to rear spar gutter |
| US11649033B2 (en) | 2019-12-16 | 2023-05-16 | The Boeing Company | Compression chord for a fuselage |
| US11872776B2 (en) | 2019-12-19 | 2024-01-16 | The Boeing Company | Methods for recovering expanded polymer tooling |
| CN112571815B (zh) * | 2020-10-29 | 2022-06-14 | 成都飞机工业(集团)有限责任公司 | 一种加筋壁板的筋条定位方法 |
| US11745832B2 (en) | 2020-11-06 | 2023-09-05 | Torx Marine Inc. | Stringer and system for mounting equipment to a vessel's hull |
| CN112848374B (zh) * | 2021-01-09 | 2022-09-30 | 哈尔滨工业大学 | 一种用于柔性囊体囊壁缠绕工艺的组合式法兰夹具 |
| US12252245B2 (en) * | 2021-01-20 | 2025-03-18 | The Boeing Company | Beaded composite structures and methods for manufacturing beaded composite structures |
| US11945568B2 (en) * | 2021-03-01 | 2024-04-02 | The Boeing Company | Hybrid pressure deck for aircraft |
| US11780185B2 (en) * | 2021-03-05 | 2023-10-10 | GM Global Technology Operations LLC | Reinforced composite assemblies and methods of manufacturing the same |
| DE102021105787A1 (de) | 2021-03-10 | 2022-09-15 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Faserverbundbauteil, Kraftfahrzeugkomponente und Verfahren zum Herstellen des Faserverbundbauteils |
| CN113232834B (zh) * | 2021-05-10 | 2023-03-03 | 西北工业大学 | 临近空间双腹板空心复合材料螺旋桨结构及其制作方法 |
| CN113846431B (zh) * | 2021-09-02 | 2023-04-07 | 天津工业大学 | 一种盒状加筋三维织物预制体的制备方法 |
| CN113910641B (zh) * | 2021-10-11 | 2023-06-02 | 成都锐美特新材料科技有限公司 | 碳纤维复合材料制品及其制备方法和穿戴式座椅 |
| US11731369B2 (en) * | 2021-12-17 | 2023-08-22 | Rohr, Inc. | Vibration welding systems and methods |
| KR102419724B1 (ko) * | 2021-12-24 | 2022-07-13 | 주식회사 숨비 | 암프레임 보강기능이 구비된 멀티콥터 |
| CN115674728B (zh) * | 2022-10-09 | 2023-06-27 | 哈尔滨玻璃钢研究院有限公司 | 一种内外蒙皮与夹芯一体管成型用模具及其使用方法 |
| US12296546B2 (en) * | 2022-11-28 | 2025-05-13 | The Boeing Company | Apparatus and method for manufacturing a composite part to provide smooth join surfaces of the composite part |
| CN116461162B (zh) * | 2023-04-13 | 2024-04-05 | 肥城三合工程材料有限公司 | 一种纤维增强复合材料及其制备工艺 |
| CN116968354A (zh) * | 2023-07-26 | 2023-10-31 | 安徽佳力奇先进复合材料科技股份公司 | 一种复合材料工字梁辅助成型工装及成型方法 |
| GB2635709A (en) * | 2023-11-22 | 2025-05-28 | Airbus Operations Ltd | Aircraft panel |
| CN117698902B (zh) * | 2023-12-08 | 2025-04-29 | 咸宁海威复合材料制品有限公司 | 一种含连接接头的复合材料一体结构及其制备方法 |
| CN119975561B (zh) * | 2025-02-25 | 2025-10-31 | 吉林化工大学 | 一种商用车用碳纤维复合材料含肋横梁及其共固化制备工艺 |
| CN120080565B (zh) * | 2025-04-30 | 2025-07-11 | 洛阳船舶材料研究所(中国船舶集团有限公司第七二五研究所) | 一种用于帽型筋干纤维铺贴的装置及其设置方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080302915A1 (en) * | 2007-06-08 | 2008-12-11 | The Boeing Company | Manufacturing Process Using Bladderless Mold Line Conformal Hat Stringer |
| JP2010274910A (ja) * | 2009-05-28 | 2010-12-09 | Boeing Co:The | 縦通材の遷移及び縦通材の遷移を用いた複合部品の製造方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3995081A (en) * | 1974-10-07 | 1976-11-30 | General Dynamics Corporation | Composite structural beams and method |
| US5271986A (en) * | 1991-04-19 | 1993-12-21 | United Technologies Corporation | Structural member having a stiffener bead therein and comprising plies of composite material extending for the full length and width of the structural member and continuously through the stiffener bead, and the article so made |
| US5893534A (en) | 1995-12-22 | 1999-04-13 | The Boeing Company | Structural apparatus and design to prevent oil can movement of webs in aircraft pressure bulkheads |
| CN1051520C (zh) * | 1996-10-07 | 2000-04-19 | 王新云 | 飞行器的预应力结构及制造方法 |
| AU2001262912A1 (en) | 2000-02-25 | 2001-09-03 | The Boeing Company | Laminated composite radius filler |
| US6849150B1 (en) * | 2001-01-16 | 2005-02-01 | Lockheed Martin Corporation | System and method of forming structural assemblies with 3-D woven joint pre-forms |
| ES2205961B2 (es) * | 2001-02-13 | 2005-03-01 | Eads Construcciones Aeronauticas, S.A. | Procedimiento de fabricacion de elementos de material compuesto mediante la tecnoclogia del coencolado. |
| GB0122050D0 (en) * | 2001-09-13 | 2001-10-31 | Bae Systems Plc | Composite material structure |
| US6729576B2 (en) * | 2002-08-13 | 2004-05-04 | Sikorsky Aircraft Corporation | Composite tail cone assembly |
| US6964723B2 (en) | 2002-10-04 | 2005-11-15 | The Boeing Company | Method for applying pressure to composite laminate areas masked by secondary features |
| ATE473902T1 (de) * | 2004-08-31 | 2010-07-15 | Toray Industries | Motorhaube für kraftfahrzeug |
| US9302427B2 (en) * | 2005-03-31 | 2016-04-05 | The Boeing Company | Aeropspace structure including composite beam chord clamped between reinforcement plates |
| US20070144653A1 (en) * | 2005-12-22 | 2007-06-28 | Padilla Kenneth A | Methods and systems for debonding substrates |
| JP4867917B2 (ja) * | 2006-03-08 | 2012-02-01 | 東レ株式会社 | 強化繊維成形体の製造方法および製造装置 |
| US7871040B2 (en) * | 2006-11-10 | 2011-01-18 | The Boeing Company | Composite aircraft structures with hat stiffeners |
| DE102007003277B4 (de) * | 2007-01-23 | 2012-08-02 | Airbus Operations Gmbh | Rumpf eines Luft- oder Raumfahrzeuges in CFK-Metall Hybridbauweise mit einem Metallrahmen |
| JP5375090B2 (ja) * | 2007-01-26 | 2013-12-25 | 東レ株式会社 | 繊維強化樹脂ビーム成形用プリフォーム、その製造方法、その製造装置、および、繊維強化樹脂ビームの製造方法 |
| FR2913910B1 (fr) * | 2007-03-19 | 2009-05-29 | Skf Aerospace France Soc Par A | Ensemble fibreux pour piece composite,piece composite et procede de fabrication d'une telle piece composite |
| DE102007015518A1 (de) * | 2007-03-30 | 2008-10-02 | Airbus Deutschland Gmbh | Verfahren zur Herstellung von Profilteilen |
| US8152948B2 (en) * | 2008-01-09 | 2012-04-10 | The Boeing Company | Contoured composite parts |
| US8540833B2 (en) | 2008-05-16 | 2013-09-24 | The Boeing Company | Reinforced stiffeners and method for making the same |
| US9296187B2 (en) | 2008-12-10 | 2016-03-29 | The Boeing Company | Bagging process and mandrel for fabrication of elongated composite structure |
| DE102009047340B4 (de) | 2009-12-01 | 2011-07-14 | Airbus Operations GmbH, 21129 | Verfahren zum Bilden eines Strukturbauteils eines Luft- oder Raumfahrzeuges und Umformvorrichtung |
| US8714485B2 (en) | 2009-12-15 | 2014-05-06 | The Boeing Company | Method of fabricating a hat stringer |
| ES2383986B1 (es) * | 2009-12-30 | 2013-05-16 | Airbus Operations, S.L. | Cuaderna de fuselaje de aeronave en material compuesto con alma estabilizada. |
| EP2404824B1 (fr) * | 2010-07-08 | 2015-09-09 | Airbus Opérations SAS | Structure d'aeronef et Procédé de réalisation d'une telle structure |
| CN201745741U (zh) * | 2010-07-20 | 2011-02-16 | 中国航空工业集团公司西安飞机设计研究所 | 一种复合材料机身整体薄壁结构 |
| ES2400877B1 (es) | 2010-11-23 | 2014-02-21 | Airbus Operations, S.L. | Un material pelable para ser usado en una máquina encintadora automática. |
-
2012
- 2012-06-24 US US13/531,583 patent/US8758879B2/en active Active
-
2013
- 2013-04-26 KR KR1020130046629A patent/KR102047554B1/ko active Active
- 2013-05-06 AU AU2013205706A patent/AU2013205706B2/en active Active
- 2013-05-09 CA CA2815523A patent/CA2815523C/en active Active
- 2013-06-11 EP EP13171489.1A patent/EP2676787B1/en active Active
- 2013-06-18 JP JP2013127839A patent/JP6243148B2/ja active Active
- 2013-06-21 RU RU2013128408A patent/RU2641959C2/ru active
- 2013-06-24 CN CN201310251520.5A patent/CN103507941B/zh active Active
- 2013-06-24 CN CN201710320384.9A patent/CN107128474B/zh active Active
-
2014
- 2014-06-23 US US14/312,401 patent/US9387629B2/en active Active
-
2017
- 2017-05-29 JP JP2017105300A patent/JP6374570B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080302915A1 (en) * | 2007-06-08 | 2008-12-11 | The Boeing Company | Manufacturing Process Using Bladderless Mold Line Conformal Hat Stringer |
| JP2010274910A (ja) * | 2009-05-28 | 2010-12-09 | Boeing Co:The | 縦通材の遷移及び縦通材の遷移を用いた複合部品の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150097387A (ko) * | 2014-02-18 | 2015-08-26 | 더 보잉 컴파니 | 복합재 필러 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107128474A (zh) | 2017-09-05 |
| US20130344291A1 (en) | 2013-12-26 |
| AU2013205706A1 (en) | 2014-01-16 |
| KR102047554B1 (ko) | 2019-11-21 |
| US9387629B2 (en) | 2016-07-12 |
| US20140299257A1 (en) | 2014-10-09 |
| JP6374570B2 (ja) | 2018-08-15 |
| CN103507941B (zh) | 2017-04-26 |
| RU2641959C2 (ru) | 2018-01-23 |
| CN103507941A (zh) | 2014-01-15 |
| CA2815523C (en) | 2017-05-30 |
| JP2014012403A (ja) | 2014-01-23 |
| AU2013205706B2 (en) | 2017-05-04 |
| RU2013128408A (ru) | 2014-12-27 |
| CA2815523A1 (en) | 2013-12-24 |
| EP2676787B1 (en) | 2016-05-25 |
| JP6243148B2 (ja) | 2017-12-06 |
| CN107128474B (zh) | 2019-09-17 |
| US8758879B2 (en) | 2014-06-24 |
| EP2676787A1 (en) | 2013-12-25 |
| JP2017200766A (ja) | 2017-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102047554B1 (ko) | 복합재 햇 보강재, 복합재 햇-보강 압력 웨브, 및 그 제조 방법 | |
| EP2727711B1 (en) | Composite radius fillers and methods of forming the same | |
| EP3002117B1 (en) | Composite structure having reduced area radius fillers and method of forming the same | |
| EP3293104B1 (en) | Open-channel stiffener | |
| US8043554B2 (en) | Manufacturing process using bladderless mold line conformal hat stringer | |
| EP3030413B1 (en) | Stiffened composite panels and method of their manufacture | |
| US20080302912A1 (en) | Bladderless Mold Line Conformal Hat Stringer | |
| US10005267B1 (en) | Formation of complex composite structures using laminate templates | |
| US7625618B1 (en) | Advanced composite aerostructure article having a braided co-cured fly away hollow mandrel and method for fabrication | |
| WO2010144007A1 (en) | Nano-reinforced radius filler for an aircraft structure and a method of producing an aircraft structure comprising such filler | |
| van Tooren | Response 1 Airbus composite aircraft fuselages—next or never | |
| Tooren | Response 1 Airbus composite aircraft fuselages—next or never |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20221026 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |