KR20140014973A - 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법 - Google Patents
접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법 Download PDFInfo
- Publication number
- KR20140014973A KR20140014973A KR1020120082470A KR20120082470A KR20140014973A KR 20140014973 A KR20140014973 A KR 20140014973A KR 1020120082470 A KR1020120082470 A KR 1020120082470A KR 20120082470 A KR20120082470 A KR 20120082470A KR 20140014973 A KR20140014973 A KR 20140014973A
- Authority
- KR
- South Korea
- Prior art keywords
- composite material
- composite
- test
- adherend
- adhesively bonded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 210
- 238000012360 testing method Methods 0.000 title claims abstract description 195
- 238000000034 method Methods 0.000 title claims abstract description 47
- 230000007613 environmental effect Effects 0.000 claims abstract description 65
- 239000000853 adhesive Substances 0.000 claims abstract description 51
- 230000001070 adhesive effect Effects 0.000 claims abstract description 51
- 238000010998 test method Methods 0.000 claims abstract description 9
- 238000004026 adhesive bonding Methods 0.000 claims abstract description 5
- 239000000463 material Substances 0.000 claims description 20
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 14
- 229910052799 carbon Inorganic materials 0.000 claims description 14
- 239000011152 fibreglass Substances 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 6
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images












Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/24—Investigating strength properties of solid materials by application of mechanical stress by applying steady shearing forces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/28—Preparing specimens for investigation including physical details of (bio-)chemical methods covered elsewhere, e.g. G01N33/50, C12Q
- G01N1/36—Embedding or analogous mounting of samples
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/08—Investigating strength properties of solid materials by application of mechanical stress by applying steady tensile or compressive forces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/0014—Type of force applied
- G01N2203/0025—Shearing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/02—Details not specific for a particular testing method
- G01N2203/026—Specifications of the specimen
- G01N2203/0298—Manufacturing or preparing specimens
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/02—Details not specific for a particular testing method
- G01N2203/04—Chucks, fixtures, jaws, holders or anvils
- G01N2203/0429—Chucks, fixtures, jaws, holders or anvils using adhesive bond; Gluing
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
- Sampling And Sample Adjustment (AREA)
Abstract
이를 실현하기 위한 일 형태로서 본 발명은, 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법으로서, (a) 2개의 관통홀이 각각 형성된 제 1 복합재료 피착체와 제 2 복합재료 피착체를 서로 접착 결합시켜 테스트용으로 접착 결합된 복합재료 시편을 마련하는 단계로서, 상기 제 1 복합재료 피착체와 상기 제 2 복합재료 피착체가 미리 결정된 오버랩 길이(overlap length)만큼 겹쳐지도록 접착제를 이용하여 상기 제 1 복합재료 피착체와 상기 제 2 복합재료 피착체를 서로 접착 결합시키는, 상기 테스트용으로 접착 결합된 복합재료 시편을 마련하는 단계; (b) 상기 테스트용으로 접착 결합된 복합재료 시편을 구성하는, 상기 제 1 복합재료 피착체의 2 개의 관통홀 및 상기 제 2 복합재료 피착체의 2 개의 관통홀의 각각에 볼트를 삽입하는 방식으로, 상기 테스트용으로 접착 결합된 복합재료 시편을 인장강도 시험기의 치구에 고정하는 단계; (c) 하나 이상의 환경 테스트 조건하에서, 상기 테스트용으로 접착 결합된 복합재료 시편에 대하여 인장 압력을 가함으로써, 상기 하나 이상의 환경 테스트 조건의 각각에 대한 상기 테스트용으로 접착 결합된 복합재료 시편의 겹침 전단 강도 값을 측정하는 단계; 및 (d) 상기 (c) 단계의 결과를 분석하는 단계를 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법을 제공한다.
Description
도 2a 및 도 2b는 본 발명에 따른 제 1 복합재료 피착체와 제 2 복합재료 피착체의 경화 조건을 나타낸 도면.
도 3a 및 도 3b는 본 발명에 따른 제 1 복합재료 피착체와 제 2 복합재료 피착체의 구성을 개략적으로 나타낸 도면.
도 4는 본 발명에 따른 테스트용으로 접착 결합된 복합재료 시편의 구성을 개략적으로 나타낸 도면.
도 5는 본 발명에 따른 테스트용으로 접착 결합된 복합재료 시편이 인장강도 시험기의 치구에 고정된 모습을 나타낸 도면.
도 6a 내지 도 6c는 저온 건조(CTD: Cold Temperature Dry), 실온 건조(RTD: Room Temperature Dry), 및 고온 습윤(ETD: Elevated Temperature Wet) 환경 테스트 조건에 대한 테스트용으로 접착 결합된 복합재료 시편의 겹침 전단 강도(Lap Shear Strength)를 나타낸 도면.
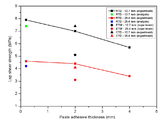
도 7a 내지 도 7c는 3개의 상이한 재료(카본 일방향(Carbon U.D) 테이프, 카본 직물(Carbon Fabric), 유리 직물(Glass Fabric))로 구성된 각각의 테스트용으로 접착 결합된 복합재료 시편의 겹침 전단 강도에 관한 측정 결과를 접착제의 접합 두께의 함수로서 나타낸 도면.








Claims (11)
- 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법으로서,
(a) 2개의 관통홀이 각각 형성된 제 1 복합재료 피착체와 제 2 복합재료 피착체를 서로 접착 결합시켜 테스트용으로 접착 결합된 복합재료 시편을 마련하는 단계로서, 상기 제 1 복합재료 피착체와 상기 제 2 복합재료 피착체가 미리 결정된 오버랩 길이(overlap length)만큼 겹쳐지도록 접착제를 이용하여 상기 제 1 복합재료 피착체와 상기 제 2 복합재료 피착체를 서로 접착 결합시키는, 상기 테스트용으로 접착 결합된 복합재료 시편을 마련하는 단계;
(b) 상기 테스트용으로 접착 결합된 복합재료 시편을 구성하는, 상기 제 1 복합재료 피착체의 2 개의 관통홀 및 상기 제 2 복합재료 피착체의 2 개의 관통홀의 각각에 볼트를 삽입하는 방식으로, 상기 테스트용으로 접착 결합된 복합재료 시편을 인장강도 시험기의 치구에 고정하는 단계;
(c) 하나 이상의 환경 테스트 조건하에서, 상기 테스트용으로 접착 결합된 복합재료 시편에 대하여 인장 압력을 가함으로써, 상기 하나 이상의 환경 테스트 조건의 각각에 대한 상기 테스트용으로 접착 결합된 복합재료 시편의 겹침 전단 강도 값을 측정하는 단계; 및
(d) 상기 (c) 단계의 결과를 분석하는 단계를 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 1 항에 있어서,
상기 (a) 단계에서의 상기 2 개의 관통홀은 9mm의 직경을 갖는 것을 특징으로 하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 1 항에 있어서,
상기 (a) 단계에서의 상기 접착제는 항공용 접착제인 것을 특징으로 하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 1 항에 있어서,
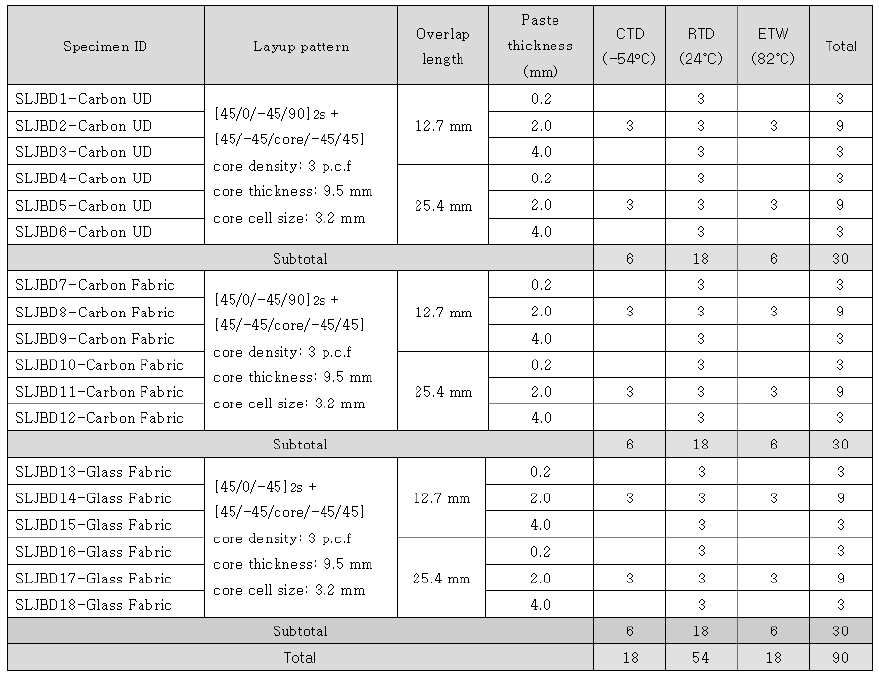
상기 (c) 단계에서의 상기 하나 이상의 환경 테스트 조건은, 상기 테스트용으로 접착 결합된 복합재료 시편을 구성하는 상기 제 1 복합재료 피착체 및 상기 제 2 복합재료 피착체의 재료 구성을 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 4 항에 있어서,
상기 제 1 복합재료 피착체 및 상기 제 2 복합재료 피착체의 재료 구성을 달리하는 환경 테스트 조건은, 상기 제 1 복합재료 피착체 및 상기 제 2 복합재료 피착체의 재료 구성을 카본 일방향 테이프(Carbon U.D. Tape)와, 카본 평직(Carbon Plain Weave)과, 섬유 유리 직물(Fiber Glass Fabric)로 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 1 항에 있어서,
상기 (c) 단계에서의 상기 하나 이상의 환경 테스트 조건은, 상기 테스트용으로 접착 결합된 복합재료 시편을 구성하는 상기 제 1 복합재료 피착체와 상기 제 2 복합재료 피착체의 오버랩 길이(overlap length)를 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 6 항에 있어서,
상기 테스트용으로 접착 결합된 복합재료 시편을 구성하는 상기 제 1 복합재료 피착체와 상기 제 2 복합재료 피착체의 오버랩 길이를 달리하는 환경 테스트 조건은, 상기 제 1 복합재료 피착체와 상기 제 2 복합재료 피착체의 오버랩 길이를 12.7mm 와 25.4mm 로 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 1 항에 있어서,
상기 (c) 단계에서의 상기 하나 이상의 환경 테스트 조건은, 상기 테스트용으로 접착 결합된 복합재료 시편을 구성하는 상기 접착제의 접착제 두께를 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 8 항에 있어서,
상기 테스트용으로 접착 결합된 복합재료 시편을 구성하는 상기 접착제의 접착제 두께를 달리하는 환경 테스트 조건은, 상기 접착제 두께를 0.2mm, 2.0mm, 4.0mm 로 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 1 항에 있어서,
상기 (c) 단계에서의 상기 하나 이상의 환경 테스트 조건은, 상기 테스트용으로 접착 결합된 복합 재료 시편의 테스트 온도와 테스트 습도를 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법. - 제 10 항에 있어서,
상기 테스트 온도를 달리하는 환경 테스트 조건은, 상기 테스트 온도를 저온(cold temperature), 실온(room temperature), 고온(elevated temperature)으로 달리하는 환경 테스트 조건을 포함하고, 또한
상기 테스트 습도를 달리하는 환경 테스트 조건은, 상기 테스트 습도를 건조(dry) 또는 습윤(wet)으로 달리하는 환경 테스트 조건을 포함하는 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120082470A KR20140014973A (ko) | 2012-07-27 | 2012-07-27 | 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120082470A KR20140014973A (ko) | 2012-07-27 | 2012-07-27 | 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140014973A true KR20140014973A (ko) | 2014-02-06 |
Family
ID=50264774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120082470A Ceased KR20140014973A (ko) | 2012-07-27 | 2012-07-27 | 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140014973A (ko) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109100193A (zh) * | 2018-09-25 | 2018-12-28 | 康得复合材料有限责任公司 | 胶层厚度可调的复合材料搭接试验用工装 |
| CN109900563A (zh) * | 2019-01-28 | 2019-06-18 | 绍兴文理学院 | 超大尺寸锚固结构面剪切试验方法 |
| CN110132667A (zh) * | 2019-04-19 | 2019-08-16 | 东风汽车集团有限公司 | 一种胶粘剂拉伸剪切强度试样批量制备工装和方法 |
| CN110553928A (zh) * | 2019-07-26 | 2019-12-10 | 中国航空工业集团公司济南特种结构研究所 | 一种用于高温条件下测试结构元件剪切强度的装置 |
| CN111189703A (zh) * | 2020-01-13 | 2020-05-22 | 南京航空航天大学 | 一种连续纤维增强复合材料界面剪切强度测试装置及方法 |
| CN112304730A (zh) * | 2020-12-03 | 2021-02-02 | 合肥联合飞机科技有限公司 | 一种胶粘剂剪切强度试件及其制作方法 |
| CN112537048A (zh) * | 2020-11-17 | 2021-03-23 | 西安飞机工业(集团)有限责任公司 | 一种高精度单向带试样的制造装置和制造方法 |
| KR102365410B1 (ko) * | 2021-05-26 | 2022-02-23 | 현대제철 주식회사 | 판재 접착 강도 평가 방법 |
| CN114235576A (zh) * | 2021-12-16 | 2022-03-25 | 中南大学 | 一种利用拉伸单剪方法定性分析多层异质梯度材料最弱界面的方法 |
| CN116735311A (zh) * | 2023-06-12 | 2023-09-12 | 西安交通大学 | 一种拉伸剪切试样制作方法及测试方法 |
| KR102784153B1 (ko) * | 2024-06-05 | 2025-03-21 | 대한민국 | 전통 한지의 습윤 인장강도 측정방법 |
-
2012
- 2012-07-27 KR KR1020120082470A patent/KR20140014973A/ko not_active Ceased
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109100193A (zh) * | 2018-09-25 | 2018-12-28 | 康得复合材料有限责任公司 | 胶层厚度可调的复合材料搭接试验用工装 |
| CN109900563A (zh) * | 2019-01-28 | 2019-06-18 | 绍兴文理学院 | 超大尺寸锚固结构面剪切试验方法 |
| CN109900563B (zh) * | 2019-01-28 | 2022-04-15 | 宁波大学 | 超大尺寸锚固结构面剪切试验方法 |
| CN110132667B (zh) * | 2019-04-19 | 2021-09-10 | 东风汽车集团有限公司 | 一种胶粘剂拉伸剪切强度试样批量制备工装和方法 |
| CN110132667A (zh) * | 2019-04-19 | 2019-08-16 | 东风汽车集团有限公司 | 一种胶粘剂拉伸剪切强度试样批量制备工装和方法 |
| CN110553928A (zh) * | 2019-07-26 | 2019-12-10 | 中国航空工业集团公司济南特种结构研究所 | 一种用于高温条件下测试结构元件剪切强度的装置 |
| CN111189703A (zh) * | 2020-01-13 | 2020-05-22 | 南京航空航天大学 | 一种连续纤维增强复合材料界面剪切强度测试装置及方法 |
| CN111189703B (zh) * | 2020-01-13 | 2021-04-20 | 南京航空航天大学 | 复合材料界面剪切强度测试装置的辅助装置及其方法 |
| CN112537048A (zh) * | 2020-11-17 | 2021-03-23 | 西安飞机工业(集团)有限责任公司 | 一种高精度单向带试样的制造装置和制造方法 |
| CN112537048B (zh) * | 2020-11-17 | 2022-05-27 | 西安飞机工业(集团)有限责任公司 | 一种高精度单向带试样的制造装置和制造方法 |
| CN112304730A (zh) * | 2020-12-03 | 2021-02-02 | 合肥联合飞机科技有限公司 | 一种胶粘剂剪切强度试件及其制作方法 |
| KR102365410B1 (ko) * | 2021-05-26 | 2022-02-23 | 현대제철 주식회사 | 판재 접착 강도 평가 방법 |
| CN114235576A (zh) * | 2021-12-16 | 2022-03-25 | 中南大学 | 一种利用拉伸单剪方法定性分析多层异质梯度材料最弱界面的方法 |
| CN114235576B (zh) * | 2021-12-16 | 2023-11-10 | 中南大学 | 一种利用拉伸单剪方法定性分析多层异质梯度材料最弱界面的方法 |
| CN116735311A (zh) * | 2023-06-12 | 2023-09-12 | 西安交通大学 | 一种拉伸剪切试样制作方法及测试方法 |
| CN116735311B (zh) * | 2023-06-12 | 2024-04-16 | 西安交通大学 | 一种拉伸剪切试样制作方法及测试方法 |
| KR102784153B1 (ko) * | 2024-06-05 | 2025-03-21 | 대한민국 | 전통 한지의 습윤 인장강도 측정방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140014973A (ko) | 접착 결합된 복합재료의 겹침 전단 강도를 테스트하는 방법 | |
| EP2218302B1 (en) | Bonding of thermoplastics | |
| Sayman et al. | Failure analysis of adhesively bonded composite joints under transverse impact and different temperatures | |
| JP6448628B2 (ja) | 床又は壁装部品用の複合パネル及びそのようなパネルの製造方法 | |
| Choi | Surface modification of carbon fiber/epoxy composites with randomly oriented aramid fiber felt for adhesion strength enhancement | |
| US20110024568A1 (en) | Structural bonding arrangement | |
| US20170184525A1 (en) | Structural health monitoring | |
| WO2012149379A2 (en) | Bonded and stitched composite structure | |
| CN105729791A (zh) | 一种热塑性复合材料接头连接方法 | |
| CA2805949C (en) | Multi-function detection liner for manufacturing of composites | |
| Tomblin et al. | Characterization of bondline thickness effects in adhesive joints | |
| EP1791997B1 (en) | High strength joining system for fiber reinforced composites | |
| JP7742107B2 (ja) | Cfrpと金属材の複合体の製造方法及びその複合体 | |
| Song et al. | An experimental study on the failure of carbon/epoxy single lap riveted joints after thermal exposure | |
| GB2526569A (en) | Improved structural health monitoring | |
| CN106768052B (zh) | 一种智能碳纤维复合材料传感元件及其制作方法 | |
| KR20180114090A (ko) | 코일로 권취된 전기 스트립 적층체 제조용 스트립 통과 방법 | |
| CN108773120B (zh) | 高强度芳纶纸夹芯复合结构及其制造方法 | |
| GB2453933A (en) | Aircraft leading edge ice protection system comprising a thermoplastic heater mat | |
| RU2544827C1 (ru) | Сотовая панель из полимерного композиционного материала и способ ее изготовления | |
| Murri | Effect of embedded piezoelectric sensors on fracture toughness and fatigue resistance of composite laminates under mode I loading | |
| Farooq et al. | Optimization of the manufacturing parameters of honeycomb composite sandwich structures for aerospace application | |
| CN120889162B (zh) | 一种可膨胀复合纸及其制备方法 | |
| CN206638267U (zh) | 一种加入玻璃纤维的碳纤维智能传感元件 | |
| Zając | Potentials of using PU in structural joints in civil engineering considering aspect of thermal work |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20120727 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20131025 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20140328 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20131025 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |