KR20140043005A - 에어백용 코팅 원단 - Google Patents
에어백용 코팅 원단 Download PDFInfo
- Publication number
- KR20140043005A KR20140043005A KR1020120109477A KR20120109477A KR20140043005A KR 20140043005 A KR20140043005 A KR 20140043005A KR 1020120109477 A KR1020120109477 A KR 1020120109477A KR 20120109477 A KR20120109477 A KR 20120109477A KR 20140043005 A KR20140043005 A KR 20140043005A
- Authority
- KR
- South Korea
- Prior art keywords
- fabric
- coating
- airbag
- silicone rubber
- measured
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 158
- 239000011247 coating layer Substances 0.000 title claims abstract description 31
- 229920002379 silicone rubber Polymers 0.000 claims abstract description 56
- 238000000034 method Methods 0.000 claims abstract description 52
- 239000004945 silicone rubber Substances 0.000 claims abstract description 18
- 238000004519 manufacturing process Methods 0.000 claims abstract description 15
- 239000011248 coating agent Substances 0.000 claims description 71
- 238000000576 coating method Methods 0.000 claims description 70
- 239000004944 Liquid Silicone Rubber Substances 0.000 claims description 34
- 238000009941 weaving Methods 0.000 claims description 25
- 239000013256 coordination polymer Substances 0.000 claims description 17
- 239000000835 fiber Substances 0.000 claims description 14
- 229920001778 nylon Polymers 0.000 claims description 14
- 238000012360 testing method Methods 0.000 claims description 12
- 238000007670 refining Methods 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 7
- 238000004073 vulcanization Methods 0.000 claims description 6
- 230000008520 organization Effects 0.000 claims description 5
- 239000002759 woven fabric Substances 0.000 claims description 5
- 229920000728 polyester Polymers 0.000 claims description 3
- 239000004760 aramid Substances 0.000 claims description 2
- 229920006231 aramid fiber Polymers 0.000 claims description 2
- 238000010073 coating (rubber) Methods 0.000 claims description 2
- 229920000098 polyolefin Polymers 0.000 claims description 2
- 230000006378 damage Effects 0.000 abstract description 6
- 238000003860 storage Methods 0.000 abstract description 4
- 230000000903 blocking effect Effects 0.000 abstract description 2
- 230000008569 process Effects 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 17
- 230000032683 aging Effects 0.000 description 14
- 239000007789 gas Substances 0.000 description 14
- 239000004677 Nylon Substances 0.000 description 12
- 238000011981 development test Methods 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 230000014759 maintenance of location Effects 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 230000033001 locomotion Effects 0.000 description 3
- 230000007774 longterm Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000004447 silicone coating Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000000116 mitigating effect Effects 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 238000010345 tape casting Methods 0.000 description 2
- 238000004154 testing of material Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 210000003423 ankle Anatomy 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 210000003127 knee Anatomy 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000037452 priming Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000004636 vulcanized rubber Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B1/00—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C11/00—Teasing, napping or otherwise roughening or raising pile of textile fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C3/00—Stretching, tentering or spreading textile fabrics; Producing elasticity in textile fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M11/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising
- D06M11/77—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with silicon or compounds thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/693—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural or synthetic rubber, or derivatives thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0006—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using woven fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0015—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using fibres of specified chemical or physical nature, e.g. natural silk
- D06N3/0034—Polyamide fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0015—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using fibres of specified chemical or physical nature, e.g. natural silk
- D06N3/0036—Polyester fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0015—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using fibres of specified chemical or physical nature, e.g. natural silk
- D06N3/0038—Polyolefin fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/128—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with silicon polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23504—Inflatable members characterised by their material characterised by material
- B60R2021/23509—Fabric
- B60R2021/23514—Fabric coated fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23504—Inflatable members characterised by their material characterised by material
- B60R2021/23519—Resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23533—Inflatable members characterised by their material characterised by the manufacturing process
- B60R2021/23542—Weaving
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/26—Vehicles, transportation
- D06N2211/268—Airbags
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
- D10B2331/021—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides aromatic polyamides, e.g. aramides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2893—Coated or impregnated polyamide fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2893—Coated or impregnated polyamide fiber fabric
- Y10T442/2902—Aromatic polyamide fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/291—Coated or impregnated polyolefin fiber fabric
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Air Bags (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
본 발명에 따르면, 실리콘 고무의 신율이 우수하여 고온 고압의 극한 환경에서 에어백 원단의 손상을 최소화로 하여 에어백의 팽창 및 전개 성능이 우수함과 동시에, 우수한 수납성, 형태안정성, 및 공기 차단 효과를 제공하여 자동차 충돌이나 전복시에도 탑승자를 안전하게 보호할 수 있다.
Description
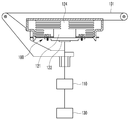
도 2는 국제표준화기구규격 ISO 5981의 방법에 따른 내스크럽성 측정 장치를 도시한 모식도이다.
도 3은 본 발명의 일실시예에 따른 에어백 내압의 측정 장치를 나타낸 개략도이다.
| 구 분 | 실시예1 | 실시예2 | 실시예3 | 실시예4 | 실시예5 | 실시예6 | 실시예7 |
| 원사 종류 | 나일론 | 나일론 | 나일론 | 나일론 | 나일론 | 나일론 | 나일론 |
| 원사의 총섬도(D) | 420 | 420 | 420 | 420 | 420 | 420 | 420 |
| 필라멘트 수 (F) | 68 | 68 | 72 | 72 | 72 | 136 | 136 |
| 액상실리콘 고무 점도(CP) | 165,000 | 165,000 | 165,000 | 165,000 | 165,000 | 165,000 | 165,000 |
| 액상실리콘 고무 신율(%) | 1,700 | 1,700 | 1,700 | 1,700 | 1,700 | 1,700 | 1,700 |
| 코팅 중량 (g/m2) | 65 | 95 | 55 | 65 | 95 | 65 | 95 |
| 구 분 | 실시예 1 | 실시예 2 | 실시예 3 | 실시예 4 | 실시예 5 | 실시예 6 | 실시예 7 | |
| 내스크럽횟수/ 상온(stroke) |
경사방향 | 3,000 | 3,000 | 2,700 | 3,000 | 3,000 | 3,000 | 3,000 |
| 위사방향 | 3,000 | 3,000 | 2,800 | 2,800 | 3,000 | 3,000 | 3,000 | |
| 내스크럽횟수/ 에이징(stroke) |
경사방향 | 2,200 | 3,000 | 3,000 | 3,000 | 3,000 | 3,000 | 3,000 |
| 위사방향 | 2,500 | 3,000 | 2,800 | 3,000 | 3,000 | 2,500 | 3,000 | |
| 내스크럽성 평가 | 양호 | 양호 | 양호 | 양호 | 양호 | 양호 | 양호 | |
| 인열강도 (N) (전개테스트전) |
경사방향 | 310 | 317 | 303 | 320 | 318 | 362 | 367 |
| 위사방향 | 329 | 358 | 301 | 359 | 362 | 377 | 387 | |
| 인열강도(N) (전개테스트후) |
경사방향 | 303 | 320 | 301 | 318 | 317 | 361 | 362 |
| 위사방향 | 324 | 350 | 302 | 357 | 360 | 367 | 388 | |
| 봉목강도 (kgf) (전개테스트전) |
178,3 | 188,6 | 186,6 | 182,3 | 187,4 | 176,5 | 187,5 | |
| 봉목강도 (Kgf) (전개테스트후) |
176,5 | 185.3 | 185.9 | 183.8 | 185.2 | 179.4 | 188.1 | |
| 내압 유지 (KPa) |
초기최고압력 | 96 | 95 | 80 | 87 | 93 | 119 | 119 |
| 6초 후 | 60 | 74 | 70 | 69 | 75 | 84 | 98 | |
| 구 분 | 비교예1 | 비교예2 | 비교예3 | 비교예4 | 비교예5 |
| 원사 종류 | 나일론 | 나일론 | 나일론 | 나일론 | 나일론 |
| 원사의 총섬도(D) | 420 | 420 | 420 | 420 | 420 |
| 필라멘트 수 (F) | 68 | 68 | 72 | 72 | 72 |
| 액상실리콘 고무 점도(CP) | 150,000 | 150,000 | 290,000 | 290,000 | 290,000 |
| 액상실리콘 고무 신율(%) | 700 | 700 | 900 | 900 | 900 |
| 코팅 중량 (g/m2) | 35 | 55 | 35 | 55 | 65 |
| 구 분 | 비교예 1 | 비교예 2 | 비교예 3 | 비교예 4 | 비교예 5 | |
| 내스크럽횟수/ 상온(stroke) |
경사방향 | 1,000 | 1,500 | 2,000 | 1,500 | 2,000 |
| 위사방향 | 1,000 | 1,000 | 2,000 | 1,000 | 2,200 | |
| 내스크럽횟수/ 에이징(stroke) |
경사방향 | 150 | 150 | 150 | 150 | 200 |
| 위사방향 | 100 | 150 | 180 | 150 | 150 | |
| 내스크럽성 평가 | 불량 | 불량 | 불량 | 불량 | 불량 | |
| 인열강도 (N) (전개테스트전) |
경사방향 | 233 | 272 | 243 | 281 | 298 |
| 위사방향 | 215 | 252 | 228 | 294 | 293 | |
| 인열강도(N) (전개테스트후) |
경사방향 | 203 | 232 | 210 | 266 | 246 |
| 위사방향 | 208 | 229 | 198 | 267 | 232 | |
| 봉목강도 (kgf) (전개테스트 전) |
110.4 | 120.8 | 125.3 | 132.8 | 138.3 | |
| 봉목강도 (Kgf) (전개테스트 후) |
106.4 | 112.9 | 121.7 | 119.5 | 114,7 | |
| 내압유지 (KPa) |
초기최고압력 | 48 | 56 | 52 | 56 | 60 |
| 6초 후 | 18 | 24 | 18 | 21 | 23 | |
Claims (9)
- 직물의 표면에 대한민국산업규격 KS M 6518 방법으로 측정한 신율이 1,000% 이상인 액상(liquid) 실리콘 고무를 포함하는 코팅층이 형성된 에어백용 코팅 원단.
- 제1항에 있어서,
상기 직물은 나일론계 섬유, 폴리에스테르계 섬유, 폴리올레핀계 섬유, 및 아라미드계 섬유로 이루어진 군에서 선택된 1종 이상의 섬유를 포함하는 것인 에어백 코팅 원단. - 제1항에 있어서,
상기 실리콘 고무는 미국재료시험협회규격 ASTM D 427 방법으로 측정한 점도가 150,000 내지 290,000 CP인 에어백용 코팅 원단. - 제1항에 있어서,
상기 실리콘 고무의 직물 단위면적당 코팅량이 15 내지 150 g/m2인 에어백용 코팅 원단. - 제1항에 있어서,
국제표준화기구 ISO 13934-2 방법으로 측정한 인열강도가 350 N 이상인 에어백용 코팅 원단. - 제1항에 있어서,
국제표준화기구 ISO 5981 방법으로 측정한 내스크럽 횟수가 2,000 스트로크 이상인 에어백용 코팅 원단. - 직물을 제직하는 단계, 및
상기 제직된 직물을 정련하는 단계,
상기 정련된 직물을 텐터링하는 단계, 및
상기 텐터링된 직물의 표면에 액상(liquid) 실리콘 고무를 포함하는 코팅층을 형성하는 단계
를 포함하고, 상기 액상 실리콘 고무는 대한민국산업규격 KS M 6518의 방법으로 측정한 신율이 1,000% 이상인 제1항 내지 제7항 중 어느 한 항에 따른 에어백용 코팅 원단의 제조 방법. - 제7항에 있어서,
상기 액상 실리콘 고무의 직물 단위면적당 코팅량이 15 내지 150 g/m2인 에어백용 코팅 원단의 제조 방법. - 제7항에 있어서,
상기 코팅층이 형성된 직물에 대하여 150 내지 200 ℃의 온도 조건 하에서 가황 공정을 수행하는 단계를 추가로 포함하는 에어백용 코팅 원단의 제조 방법.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120109477A KR20140043005A (ko) | 2012-09-28 | 2012-09-28 | 에어백용 코팅 원단 |
| JP2015531873A JP2015528420A (ja) | 2012-09-28 | 2013-09-27 | エアバッグ用コーティング原反 |
| PCT/KR2013/008694 WO2014051385A2 (ko) | 2012-09-28 | 2013-09-27 | 에어백용 코팅 원단 |
| CN201380062344.9A CN104812955A (zh) | 2012-09-28 | 2013-09-27 | 用于安全气囊的涂层织物 |
| EP13841874.4A EP2902543A2 (en) | 2012-09-28 | 2013-09-27 | Coated fabric for airbag |
| US14/431,835 US20150239419A1 (en) | 2012-09-28 | 2013-09-27 | Coated fabric for airbag |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120109477A KR20140043005A (ko) | 2012-09-28 | 2012-09-28 | 에어백용 코팅 원단 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140043005A true KR20140043005A (ko) | 2014-04-08 |
Family
ID=50389098
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120109477A Ceased KR20140043005A (ko) | 2012-09-28 | 2012-09-28 | 에어백용 코팅 원단 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20150239419A1 (ko) |
| EP (1) | EP2902543A2 (ko) |
| JP (1) | JP2015528420A (ko) |
| KR (1) | KR20140043005A (ko) |
| CN (1) | CN104812955A (ko) |
| WO (1) | WO2014051385A2 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016052961A1 (ko) * | 2014-09-30 | 2016-04-07 | 코오롱인더스트리 주식회사 | 에어백용 폴리에스테르 원단의 제조방법 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102286173B1 (ko) * | 2014-03-31 | 2021-08-06 | 도요보 가부시키가이샤 | 에어백용 코팅 기포 |
| PL3162936T3 (pl) * | 2014-06-24 | 2021-09-06 | Kolon Industries, Inc. | Sposób wytwarzania tkaniny poliestrowej na poduszkę powietrzną |
| CN115450051B (zh) * | 2022-08-30 | 2023-12-15 | 兰州中科聚润新材料有限公司 | 一种储气囊及其制备方法和在压缩空气储能中的应用 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9705524D0 (en) * | 1997-03-18 | 1997-05-07 | Dow Corning | Coated textile fabrics |
| US20020033589A1 (en) * | 2000-03-13 | 2002-03-21 | Barnes John A. | Laminated fabric for airbag |
| US6569788B1 (en) * | 2000-06-16 | 2003-05-27 | Milliken & Company | Low permeability airbag cushions having extremely low silicone-based coating levels |
| EP1179454A3 (en) * | 2000-08-10 | 2003-03-12 | Nihon Plast Co., Ltd. | Superimposed airbag portions bonded with silicones |
| JP3727310B2 (ja) * | 2001-02-01 | 2005-12-14 | 旭化成せんい株式会社 | シリコーンコーティング布帛およびエアバッグ |
| WO2008020605A1 (en) * | 2006-08-14 | 2008-02-21 | Dow Corning Toray Co., Ltd. | Silicone rubber composition for coating of woven fabric, and coated woven fabric |
| KR101286612B1 (ko) * | 2007-09-21 | 2013-07-22 | 코오롱인더스트리 주식회사 | 에어백용 원단 |
-
2012
- 2012-09-28 KR KR1020120109477A patent/KR20140043005A/ko not_active Ceased
-
2013
- 2013-09-27 WO PCT/KR2013/008694 patent/WO2014051385A2/ko not_active Ceased
- 2013-09-27 CN CN201380062344.9A patent/CN104812955A/zh active Pending
- 2013-09-27 US US14/431,835 patent/US20150239419A1/en not_active Abandoned
- 2013-09-27 EP EP13841874.4A patent/EP2902543A2/en not_active Withdrawn
- 2013-09-27 JP JP2015531873A patent/JP2015528420A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016052961A1 (ko) * | 2014-09-30 | 2016-04-07 | 코오롱인더스트리 주식회사 | 에어백용 폴리에스테르 원단의 제조방법 |
| US10246800B2 (en) | 2014-09-30 | 2019-04-02 | Kolon Industries, Inc. | Method for manufacturing polyester fabric for airbag |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2902543A2 (en) | 2015-08-05 |
| JP2015528420A (ja) | 2015-09-28 |
| WO2014051385A3 (ko) | 2014-04-24 |
| WO2014051385A2 (ko) | 2014-04-03 |
| CN104812955A (zh) | 2015-07-29 |
| US20150239419A1 (en) | 2015-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101103804B1 (ko) | 사이드 커튼형 에어백 및 이를 포함하는 에어백 시스템 | |
| KR101055394B1 (ko) | 에어백용 폴리에스테르 원단 및 그의 제조 방법 | |
| KR101590152B1 (ko) | 에어백용 라미네이팅 원단 | |
| US20140021704A1 (en) | Polyester fabric and production method thereof | |
| US20130106081A1 (en) | Polyester fabrics for airbag and preparation method thereof | |
| EP2557211B1 (en) | Polyester fabric and method for manufacturing same | |
| KR20140043005A (ko) | 에어백용 코팅 원단 | |
| KR20140070444A (ko) | 사이드 커튼 에어백용 라미네이팅 원단 | |
| KR20110001498A (ko) | 사이드 커튼형 에어백, 그의 제조방법, 및 이를 포함하는 에어백 시스템 | |
| KR101103802B1 (ko) | 사이드 커튼형 에어백, 그의 제조방법, 및 이를 포함하는에어백 시스템 | |
| KR101621079B1 (ko) | 에어백용 폴리에스테르 원단 및 그의 제조 방법 | |
| KR101751980B1 (ko) | 에어백용 원단의 제조 방법 | |
| KR101995477B1 (ko) | 에어백 및 그의 제조 방법 | |
| KR101621078B1 (ko) | 사이드 커튼형 에어백, 그의 제조방법, 및 이를 포함하는 에어백 시스템 | |
| KR101055393B1 (ko) | 에어백용 폴리에스테르 원단 및 그의 제조 방법 | |
| KR101984944B1 (ko) | 에어백용 원단의 제조방법 | |
| KR101984943B1 (ko) | 에어백용 원단 및 그의 제조방법 | |
| KR20120111418A (ko) | 폴리에스테르 원단 및 그의 제조 방법 | |
| KR20120111416A (ko) | 폴리에스테르 원단 및 그의 제조 방법 | |
| KR20120029957A (ko) | 폴리에스테르 원단 및 그의 제조 방법 | |
| KR101621080B1 (ko) | 에어백용 폴리에스테르 원단 및 그의 제조 방법 | |
| KR20130007267A (ko) | 아라미드 원단 및 이를 포함하는 차량용 에어백 | |
| KR20100047969A (ko) | 사이드 커튼형 에어백 및 이를 포함하는 에어백 시스템 | |
| KR20140004288A (ko) | 에어백용 원단 및 그의 제조 방법 | |
| KR20120111417A (ko) | 폴리에스테르 원단 및 그의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20120928 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20140411 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20120928 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20150602 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20151228 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20160523 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20151228 Comment text: Notification of reason for refusal Patent event code: PE06011S01I Patent event date: 20150602 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |