KR20140052965A - 코팅이 제공된 기판의 획득 방법 - Google Patents
코팅이 제공된 기판의 획득 방법 Download PDFInfo
- Publication number
- KR20140052965A KR20140052965A KR1020137023643A KR20137023643A KR20140052965A KR 20140052965 A KR20140052965 A KR 20140052965A KR 1020137023643 A KR1020137023643 A KR 1020137023643A KR 20137023643 A KR20137023643 A KR 20137023643A KR 20140052965 A KR20140052965 A KR 20140052965A
- Authority
- KR
- South Korea
- Prior art keywords
- substrate
- coating
- laser beam
- layer
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/48—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating by irradiation, e.g. photolysis, radiolysis, particle radiation
- C23C16/483—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating by irradiation, e.g. photolysis, radiolysis, particle radiation using coherent light, UV to IR, e.g. lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0608—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams in the same heat affected zone [HAZ]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/002—General methods for coating; Devices therefor for flat glass, e.g. float glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/06—Surface treatment of glass, not in the form of fibres or filaments, by coating with metals
- C03C17/09—Surface treatment of glass, not in the form of fibres or filaments, by coating with metals by deposition from the vapour phase
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/3411—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions with at least two coatings of inorganic materials
- C03C17/3417—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions with at least two coatings of inorganic materials all coatings being oxide coatings
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/36—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal
- C03C17/3602—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal the metal being present as a layer
- C03C17/3657—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions at least one coating being a metal the metal being present as a layer the multilayer coating having optical properties
- C03C17/366—Low-emissivity or solar control coatings
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/0005—Other surface treatment of glass not in the form of fibres or filaments by irradiation
- C03C23/0025—Other surface treatment of glass not in the form of fibres or filaments by irradiation by a laser beam
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/06—Coating with compositions not containing macromolecular substances
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/58—After-treatment
- C23C14/5806—Thermal treatment
- C23C14/5813—Thermal treatment using lasers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/56—After-treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
- H01B5/14—Non-insulated conductors or conductive bodies characterised by their form comprising conductive layers or films on insulating-supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/34—Coated articles ; Surface treated articles
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/10—Deposition methods
- C03C2218/15—Deposition methods from the vapour phase
- C03C2218/154—Deposition methods from the vapour phase by sputtering
- C03C2218/156—Deposition methods from the vapour phase by sputtering by magnetron sputtering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/30—Aspects of methods for coating glass not covered above
- C03C2218/32—After-treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Metallurgy (AREA)
- Plasma & Fusion (AREA)
- Health & Medical Sciences (AREA)
- Thermal Sciences (AREA)
- Toxicology (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Surface Treatment Of Glass (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description

Claims (15)
- 적어도 한쪽 면에 코팅(2)이 제공된 기판(1)의 획득 방법이며,
상기 코팅(2)을 퇴적시키는 단계와,
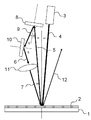
이어서, 주 레이저 광선(4)을 사용하여 상기 코팅을 열 처리하는 단계를 포함하며,
상기 기판(1)을 통해 투과되고/되거나 상기 코팅(2)에 의해 반사된 주 레이저 광선(4)의 적어도 일부(5, 14)가 상기 기판의 방향으로 방향전환되어 적어도 하나의 2차 레이저 광선(6, 7, 18)을 형성하는 것을 특징으로 하는 방법. - 제1항에 있어서, 기판(1)이 유리 또는 중합체성 유기 재료로 제조된 것인 방법.
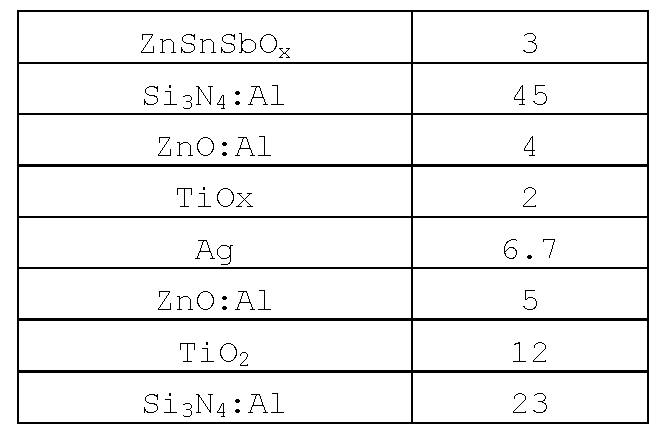
- 제1항 또는 제2항에 있어서, 코팅(2)이 은 층, 산화티타늄 층 및 투명 전기 전도성 층으로부터 선택된 적어도 하나의 박층을 포함하는 것인 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 적어도 하나의 레이저 광선에 의해 처리되는 면과는 반대쪽의 기판(1)의 면의 온도가 열 처리 동안 100℃, 특히 50℃, 그리고 심지어는 30℃를 초과하지 않는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 주 레이저 광선(4)이 기판(1) 폭의 전체 또는 일부를 동시에 조사하는 라인을 형성하는 적어도 하나의 레이저 빔으로부터 생성되는 것인 방법.
- 제5항에 있어서, 기판(1)과 레이저 라인 또는 각각의 레이저 라인 사이의 상대 이동이, 기판(1)과 레이저의 각각의 속도 간의 차이가 분당 4 미터 이상, 특히 분당 6 미터 이상이 되도록 수행되는 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 레이저 광선(4)의 파장이 500 내지 2000 nm, 특히 700 내지 1100 nm인 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 2차 레이저 광선(6, 7, 18)이, 상기 기판(1)을 통해 투과되고/되거나 상기 적어도 하나의 코팅(2)에 의해 반사되는 주 레이저 광선(4)의 일부(5, 14)를 적어도 하나의 거울(8, 10, 15, 17)을 사용하여 반사함으로써 형성되는 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 2차 레이저 광선(6, 7, 18)이 주 레이저 광선(4)과 동일한 위치에서 기판(1)에 충돌하는 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 2차 레이저 광선(6, 7, 18)이 주 레이저 광선(4)과 동일한 프로파일을 갖는 것인 방법.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 2차 레이저 광선(6, 7, 18)의 초점 심도가 주 레이저 광선(4)의 초점 심도와 동일한 것인 방법.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 주 광선(4) 및/또는 2차 광선(6, 7, 18)과 기판(1)의 법선에 의해 형성되는 각도가 0이 아니며, 일반적으로 45℃ 미만, 특히 8° 내지 13°인 방법.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 2차 레이저 광선(6, 7, 18) 또는 각각의 2차 레이저 광선(6, 7, 18)의 형성이, 거울(8, 10, 15, 17), 프리즘(13) 및 렌즈(11, 19)로부터 선택된 광학 요소만을 포함하는 광학 조립체를 사용하는 방법.
- 제13항에 있어서, 광학 조립체가 2개의 거울(8, 10, 15, 17) 및 1개의 렌즈(11, 19)로 이루어지거나, 또는 1개의 프리즘(13) 및 1개의 렌즈(11)로 이루어진 것인 방법.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 적어도 하나의 코팅(2)이 마그네트론 스퍼터링에 의해 퇴적되는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1151897A FR2972447B1 (fr) | 2011-03-08 | 2011-03-08 | Procede d'obtention d'un substrat muni d'un revetement |
| FR1151897 | 2011-03-08 | ||
| PCT/FR2012/050476 WO2012120238A1 (fr) | 2011-03-08 | 2012-03-07 | Procede d'obtention d'un substrat muni d'un revêtement |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140052965A true KR20140052965A (ko) | 2014-05-07 |
| KR101982357B1 KR101982357B1 (ko) | 2019-05-27 |
Family
ID=45930908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137023643A Expired - Fee Related KR101982357B1 (ko) | 2011-03-08 | 2012-03-07 | 코팅이 제공된 기판의 획득 방법 |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US9580807B2 (ko) |
| EP (1) | EP2683669B1 (ko) |
| JP (1) | JP6054890B2 (ko) |
| KR (1) | KR101982357B1 (ko) |
| CN (1) | CN103402940B (ko) |
| AU (1) | AU2012226643B2 (ko) |
| BR (1) | BR112013017834A8 (ko) |
| CA (1) | CA2823906C (ko) |
| DK (1) | DK2683669T3 (ko) |
| EA (1) | EA025255B1 (ko) |
| ES (1) | ES2645936T3 (ko) |
| FR (1) | FR2972447B1 (ko) |
| MX (1) | MX359230B (ko) |
| NO (1) | NO2683669T3 (ko) |
| PL (1) | PL2683669T3 (ko) |
| PT (1) | PT2683669T (ko) |
| WO (1) | WO2012120238A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200011097A (ko) * | 2018-07-24 | 2020-02-03 | (주) 큐알에스 | 레이어 분리장치 |
| KR102208057B1 (ko) * | 2019-08-29 | 2021-01-27 | 주식회사 코윈디에스티 | 열 차단 챔버를 구비하는 유리 기판 어닐링 장치 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10060180B2 (en) | 2010-01-16 | 2018-08-28 | Cardinal Cg Company | Flash-treated indium tin oxide coatings, production methods, and insulating glass unit transparent conductive coating technology |
| US10000411B2 (en) | 2010-01-16 | 2018-06-19 | Cardinal Cg Company | Insulating glass unit transparent conductivity and low emissivity coating technology |
| US10000965B2 (en) | 2010-01-16 | 2018-06-19 | Cardinal Cg Company | Insulating glass unit transparent conductive coating technology |
| US8815059B2 (en) * | 2010-08-31 | 2014-08-26 | Guardian Industries Corp. | System and/or method for heat treating conductive coatings using wavelength-tuned infrared radiation |
| DE102011089884B4 (de) * | 2011-08-19 | 2016-03-10 | Von Ardenne Gmbh | Niedrigemittierende Beschichtung und Verfahren zur Herstellung eines niedrigemittierenden Schichtsystems |
| FR3002768B1 (fr) * | 2013-03-01 | 2015-02-20 | Saint Gobain | Procede de traitement thermique d'un revetement |
| FR3021967B1 (fr) * | 2014-06-06 | 2021-04-23 | Saint Gobain | Procede d'obtention d'un substrat revetu d'une couche fonctionnelle |
| CN105448681B (zh) * | 2014-07-04 | 2018-11-09 | 上海微电子装备(集团)股份有限公司 | 激光退火装置 |
| CN106687291B (zh) * | 2014-09-09 | 2020-10-16 | 极光实验室有限公司 | 3d打印方法和设备 |
| KR101617019B1 (ko) * | 2015-03-12 | 2016-04-29 | 주식회사 코윈디에스티 | 유리 기판 어닐링 장치 |
| CA2990254A1 (en) | 2015-06-23 | 2016-12-29 | Aurora Labs Pty Ltd | 3d printing method and apparatus |
| FR3048244B1 (fr) * | 2016-02-26 | 2018-03-16 | Saint-Gobain Glass France | Procede de gravure selective d'une couche ou d'un empilement de couches sur substrat verrier |
| WO2018081848A1 (en) | 2016-11-02 | 2018-05-11 | Aurora Labs Limited | 3d printing method and apparatus |
| US11148228B2 (en) * | 2017-07-10 | 2021-10-19 | Guardian Glass, LLC | Method of making insulated glass window units |
| DE102017007939A1 (de) * | 2017-08-21 | 2019-02-21 | Ernst-Abbe-Hochschule Jena | Vorrichtung und Verfahren zur Rekuperation elektromagnetischer Strahlung |
| CN111246965A (zh) * | 2017-10-25 | 2020-06-05 | 株式会社尼康 | 加工装置、涂料、加工方法、及移动体的制造方法 |
| CN108793766B (zh) * | 2018-06-12 | 2021-05-25 | 西安理工大学 | 一种有效调制中红外透射率的电致变色薄膜及其制备方法 |
| KR102061424B1 (ko) * | 2018-07-27 | 2019-12-31 | 주식회사 코윈디에스티 | 로이 유리 어닐링 장치 |
| US10822270B2 (en) | 2018-08-01 | 2020-11-03 | Guardian Glass, LLC | Coated article including ultra-fast laser treated silver-inclusive layer in low-emissivity thin film coating, and/or method of making the same |
| US11028012B2 (en) | 2018-10-31 | 2021-06-08 | Cardinal Cg Company | Low solar heat gain coatings, laminated glass assemblies, and methods of producing same |
| CN111945115A (zh) * | 2019-05-17 | 2020-11-17 | 常州星宇车灯股份有限公司 | 一种车灯零件表面膜的处理方法 |
| US11081343B2 (en) * | 2019-07-19 | 2021-08-03 | International Business Machines Corporation | Sub-stoichiometric metal-oxide thin films |
| FR3111891A1 (fr) * | 2020-06-24 | 2021-12-31 | Saint-Gobain Glass France | Materiau comportant un empilement a sous-couche dielectrique fine d’oxide a base de zinc et procede de depot de ce materiau |
| FR3111892B1 (fr) * | 2020-06-24 | 2022-07-22 | Saint Gobain | Materiau comportant un empilement a sous-couche dielectrique fine d’oxide a base de zinc et procede de depot de ce materiau |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004349635A (ja) * | 2003-05-26 | 2004-12-09 | Fuji Photo Film Co Ltd | レーザアニール方法及び装置 |
| KR20050070556A (ko) * | 2003-12-30 | 2005-07-07 | 비오이 하이디스 테크놀로지 주식회사 | 다결정 실리콘막 형성방법 |
| KR20090101217A (ko) * | 2007-01-05 | 2009-09-24 | 쌩-고벵 글래스 프랑스 | 얇은 층을 증착하기 위한 방법 및 그로 인해 수득된 제품 |
| WO2010139908A1 (fr) * | 2009-06-05 | 2010-12-09 | Saint-Gobain Glass France | Procede de depot de couche mince et produit obtenu |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002261013A (ja) * | 2000-11-29 | 2002-09-13 | Semiconductor Energy Lab Co Ltd | レーザ照射方法並びに半導体装置の作製方法 |
| US7217605B2 (en) | 2000-11-29 | 2007-05-15 | Semiconductor Energy Laboratory Co., Ltd. | Laser irradiation method and method of manufacturing a semiconductor device |
| US6844523B2 (en) * | 2001-09-07 | 2005-01-18 | Semiconductor Energy Laboratory Co., Ltd. | Laser apparatus, laser irradiation method, manufacturing method for a semiconductor device, semiconductor device and electronic equipment |
| FR2833107B1 (fr) | 2001-12-05 | 2004-02-20 | Saint Gobain | Electrode de dispositifs electrochimiques/electrocommandables |
| JP4387099B2 (ja) * | 2001-12-28 | 2009-12-16 | 株式会社半導体エネルギー研究所 | 半導体装置の生産方法 |
| EP1326273B1 (en) * | 2001-12-28 | 2012-01-18 | Semiconductor Energy Laboratory Co., Ltd. | Semiconductor device |
| US7098155B2 (en) * | 2003-09-29 | 2006-08-29 | Ultratech, Inc. | Laser thermal annealing of lightly doped silicon substrates |
| FI20050216A0 (fi) * | 2005-02-23 | 2005-02-23 | Ruuttu Jari | Menetelmä valmistaa timanttia, muita jalokiviä, kuten safiiria, rubiinia jne. ja suorittaa näillä pinnoituksia sekä suorittaa pinnoituksia muilla aineilla, kuten boriideillä, oksideillä, nitrideillä jne. |
| FR2946639B1 (fr) | 2009-06-12 | 2011-07-15 | Saint Gobain | Procede de depot de couche mince et produit obtenu. |
| FR2950878B1 (fr) | 2009-10-01 | 2011-10-21 | Saint Gobain | Procede de depot de couche mince |
| FR2969391B1 (fr) | 2010-12-17 | 2013-07-05 | Saint Gobain | Procédé de fabrication d'un dispositif oled |
-
2011
- 2011-03-08 FR FR1151897A patent/FR2972447B1/fr not_active Expired - Fee Related
-
2012
- 2012-03-07 US US14/003,985 patent/US9580807B2/en not_active Expired - Fee Related
- 2012-03-07 EA EA201391292A patent/EA025255B1/ru not_active IP Right Cessation
- 2012-03-07 BR BR112013017834A patent/BR112013017834A8/pt not_active Application Discontinuation
- 2012-03-07 MX MX2013010285A patent/MX359230B/es active IP Right Grant
- 2012-03-07 PT PT127123420T patent/PT2683669T/pt unknown
- 2012-03-07 CN CN201280011832.2A patent/CN103402940B/zh not_active Expired - Fee Related
- 2012-03-07 ES ES12712342.0T patent/ES2645936T3/es active Active
- 2012-03-07 NO NO12712342A patent/NO2683669T3/no unknown
- 2012-03-07 CA CA2823906A patent/CA2823906C/fr not_active Expired - Fee Related
- 2012-03-07 JP JP2013557158A patent/JP6054890B2/ja not_active Expired - Fee Related
- 2012-03-07 DK DK12712342.0T patent/DK2683669T3/en active
- 2012-03-07 AU AU2012226643A patent/AU2012226643B2/en not_active Ceased
- 2012-03-07 WO PCT/FR2012/050476 patent/WO2012120238A1/fr not_active Ceased
- 2012-03-07 EP EP12712342.0A patent/EP2683669B1/fr active Active
- 2012-03-07 PL PL12712342T patent/PL2683669T3/pl unknown
- 2012-03-07 KR KR1020137023643A patent/KR101982357B1/ko not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004349635A (ja) * | 2003-05-26 | 2004-12-09 | Fuji Photo Film Co Ltd | レーザアニール方法及び装置 |
| KR20050070556A (ko) * | 2003-12-30 | 2005-07-07 | 비오이 하이디스 테크놀로지 주식회사 | 다결정 실리콘막 형성방법 |
| KR20090101217A (ko) * | 2007-01-05 | 2009-09-24 | 쌩-고벵 글래스 프랑스 | 얇은 층을 증착하기 위한 방법 및 그로 인해 수득된 제품 |
| WO2010139908A1 (fr) * | 2009-06-05 | 2010-12-09 | Saint-Gobain Glass France | Procede de depot de couche mince et produit obtenu |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200011097A (ko) * | 2018-07-24 | 2020-02-03 | (주) 큐알에스 | 레이어 분리장치 |
| KR102208057B1 (ko) * | 2019-08-29 | 2021-01-27 | 주식회사 코윈디에스티 | 열 차단 챔버를 구비하는 유리 기판 어닐링 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| EA025255B1 (ru) | 2016-12-30 |
| KR101982357B1 (ko) | 2019-05-27 |
| MX359230B (es) | 2018-09-20 |
| ES2645936T3 (es) | 2017-12-11 |
| DK2683669T3 (en) | 2017-10-23 |
| NO2683669T3 (ko) | 2018-01-13 |
| JP6054890B2 (ja) | 2016-12-27 |
| CA2823906C (fr) | 2019-09-03 |
| MX2013010285A (es) | 2013-10-01 |
| CN103402940A (zh) | 2013-11-20 |
| EP2683669A1 (fr) | 2014-01-15 |
| EA201391292A1 (ru) | 2014-01-30 |
| CA2823906A1 (fr) | 2012-09-13 |
| BR112013017834A2 (pt) | 2016-10-11 |
| US20140106088A1 (en) | 2014-04-17 |
| AU2012226643B2 (en) | 2015-10-29 |
| WO2012120238A1 (fr) | 2012-09-13 |
| BR112013017834A8 (pt) | 2018-09-04 |
| US9580807B2 (en) | 2017-02-28 |
| JP2014515719A (ja) | 2014-07-03 |
| PL2683669T3 (pl) | 2018-01-31 |
| EP2683669B1 (fr) | 2017-08-16 |
| PT2683669T (pt) | 2017-10-31 |
| CN103402940B (zh) | 2016-09-28 |
| FR2972447A1 (fr) | 2012-09-14 |
| AU2012226643A1 (en) | 2013-10-10 |
| FR2972447B1 (fr) | 2019-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101982357B1 (ko) | 코팅이 제공된 기판의 획득 방법 | |
| US9333532B2 (en) | Method for producing a material including a substrate provided with a coating | |
| KR102289587B1 (ko) | 코팅을 열처리하기 위한 방법 | |
| KR102108955B1 (ko) | 코팅된 기판의 제조 방법 | |
| JP6022935B2 (ja) | 薄膜層堆積方法及び得られる製品 | |
| JP6148405B2 (ja) | 導電性透明酸化物膜を含む積重体で被覆された基材の製造方法 | |
| JP6603020B2 (ja) | 結露防止ガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20220415 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20250521 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20250521 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20250521 |