KR20140053065A - 슬라브 레벨링 장치 - Google Patents
슬라브 레벨링 장치 Download PDFInfo
- Publication number
- KR20140053065A KR20140053065A KR1020140036848A KR20140036848A KR20140053065A KR 20140053065 A KR20140053065 A KR 20140053065A KR 1020140036848 A KR1020140036848 A KR 1020140036848A KR 20140036848 A KR20140036848 A KR 20140036848A KR 20140053065 A KR20140053065 A KR 20140053065A
- Authority
- KR
- South Korea
- Prior art keywords
- slab
- scale
- leveling
- heating furnace
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/16—Control of thickness, width, diameter or other transverse dimensions
- B21B37/24—Automatic variation of thickness according to a predetermined program
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/04—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing
- B21B45/06—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing of strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/04—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing
- B21B45/08—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing hydraulically
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
Description
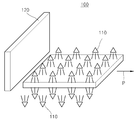
도 2 는 본 발명에 따른 슬라브 레벨링 장치의 스케일 제거부를 보여주는 도면이다.
도 3 은 본 발명에 따른 슬라브 레벨링 장치의 제1실시예를 보여주는 도면이다.
도 4 는 본 발명에 따른 슬라브 레벨링 장치의 레벨링부를 보여주는 도면이다.
도 5 는 본 발명에 따른 슬라브 레벨링 장치에 대한 제2실시예의 개략적인 공정을 보여주는 사시도이다.
110 : 분사 노즐 120 : 차단 격벽
200 : 레벨링부 210 : 가압롤
220 : 푸셔 222 : 푸싱 부재
300 : 최종 스케일 제거부 400 : 제어부
A : 가열로 B : 압연 공정
P : 이동 경로
Claims (6)
- 가열로의 출측에 설치되고, 상기 가열로에서 배출된 고온의 슬라브 표면에 대한 스케일을 제거하는 스케일 제거부; 및
상기 스케일 제거부와 이동 경로를 형성하며 이격 배치되고, 상기 이동 경로를 따르는 상기 슬라브의 상부 및 하부를 가압하여 상기 슬라브의 표면에 대한 평탄도를 확보하는 레벨링부;를 포함하는 것을 특징으로 하는 슬라브 레벨링 장치.
- 제1항에 있어서,
상기 스케일 제거부는,
상기 슬라브의 상부 및 하부와 이격되어 복수개 설치되고, 상기 슬라브에 고압의 유체를 분사하는 분사 노즐; 및
상기 분사 노즐과 연결되고, 상기 분사 노즐의 분사압력을 조절하는 제어부;를 구비하는 것을 특징으로 하는 슬라브 레벨링 장치.
- 제2항에 있어서,
상기 제어부는,
슬라브의 상부 및 하부에 대한 유체 분사 각도가 가변되도록 상기 분사 노즐의 설치 각도를 가변시키는 것을 특징으로 하는 슬라브 레벨링 장치.
- 제1항에 있어서,
상기 스케일 제거부는,
상기 가열로 출측과의 경계에 설치되고, 상기 가열로의 고온의 열이 전달되는 것을 차단하는 차단 격벽을 구비하는 특징으로 하는 슬라브 레벨링 장치.
- 제1항에 있어서,
상기 레벨링부는,
상기 이동 경로 상의 상부 및 하부에 복수개로 고정 설치되고, 상기 슬라브의 표면을 가압하며 회전하도록 구비되는 가압롤; 및
상기 스케일 제거부와의 경계에 설치되고, 상기 슬라브를 상기 가압롤로 밀어서 인입시키도록 구비되는 푸셔;를 구비하는 것을 특징으로 하는 슬라브 레벨링 장치.
- 제1항에 있어서,
상기 슬라브 레벨링 장치는,
상기 레벨링부와 이격되어 설치되고, 길이를 가지며 연장된 상기 이동 경로 상에 구비되며, 상기 레벨링부를 통과한 상기 슬라브의 표면에 고압의 유체를 분사하여 스케일을 제거하도록 형성되는 최종 스케일 제거부;를 더 포함하는 것을 특징으로 하는 슬라브 레벨링 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140036848A KR20140053065A (ko) | 2014-03-28 | 2014-03-28 | 슬라브 레벨링 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140036848A KR20140053065A (ko) | 2014-03-28 | 2014-03-28 | 슬라브 레벨링 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140053065A true KR20140053065A (ko) | 2014-05-07 |
Family
ID=50886016
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140036848A Ceased KR20140053065A (ko) | 2014-03-28 | 2014-03-28 | 슬라브 레벨링 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140053065A (ko) |
-
2014
- 2014-03-28 KR KR1020140036848A patent/KR20140053065A/ko not_active Ceased
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105057626A (zh) | 一种连铸坯角部晶粒细化的控制系统及方法 | |
| CN104884189B (zh) | 混合冷却喷嘴装置及使用其控制连续铸造设备的冷却喷嘴的方法 | |
| JP2009522110A (ja) | 連続鋳造をするための方法及び装置 | |
| JP7146053B2 (ja) | ベルト鋳造経路制御 | |
| KR101153733B1 (ko) | 슬래브, 박 슬래브, 프로파일 등을 세정하는 방법 및 장치 | |
| CN103958094B (zh) | 在浇铸起始、浇铸结束以及制造过渡件时连铸机中工艺技术方面的措施 | |
| KR20110098048A (ko) | 압연기용 스트리퍼 | |
| JP6580165B2 (ja) | 連続鋳造圧延装置及び連続鋳造圧延方法 | |
| CN107107138B (zh) | 轧制方法、连铸轧制方法及连铸轧制装置 | |
| KR101436843B1 (ko) | 슬래브의 인라인 표면 처리 방법 및 그 장치 | |
| KR101424484B1 (ko) | 디스케일러의 제어 장치 및 방법 | |
| KR20140053065A (ko) | 슬라브 레벨링 장치 | |
| JP6461357B2 (ja) | 鋳片の連続鋳造方法 | |
| KR101051292B1 (ko) | 슬라브용 스케일 제거장치 | |
| KR101424441B1 (ko) | 압연기용 가열로 | |
| KR101167168B1 (ko) | 압연기의 디스케일러용 오작동 감지장치 및 그 제어방법 | |
| KR101435042B1 (ko) | 조압연기의 디스케일러 제어방법 | |
| KR101024587B1 (ko) | 열간압연설비 | |
| KR101075836B1 (ko) | 슬라브용 스케일 제거장치 | |
| KR101193879B1 (ko) | 압연기용 가이드장치 | |
| KR20090005519U (ko) | 압연롤의 냉각 장치 | |
| KR20150075571A (ko) | 연속주조공정의 압연재 생산장치 | |
| KR20160105424A (ko) | 연주압연장치 및 방법 | |
| KR102659026B1 (ko) | 크랙 방지용 연속주조장치 | |
| KR20120011948A (ko) | 유압연장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20140328 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20150224 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20150612 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20150224 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |